Explorando a texturização a laser: A sua influência na brasagem de alumínio/titânio
Como é que uma simples técnica de laser pode transformar a soldadura de alumínio e titânio? Este artigo analisa a utilização inovadora da texturização a laser para melhorar a ligação entre estes metais. Ao alterar a microestrutura das superfícies de titânio, os investigadores melhoraram a qualidade da soldadura, aumentaram a resistência das juntas e reduziram o crescimento de compostos frágeis. Descubra como esta descoberta pode revolucionar as indústrias que dependem de uniões metálicas fortes e leves.
Para resolver o problema do fraco desempenho da junta causado pela camada de composto frágil na interface alumínio/titânio, foram utilizados lasers de nanossegundos para tratar a superfície das ligas de titânio através de um tratamento linear e em rede, que altera a micromorfologia da superfície. De seguida, foi efectuada a brasagem a laser da liga de alumínio 6061 e da liga de titânio TC4.
O estudo mostrou que a capacidade de espalhamento do metal de adição melhora significativamente com uma diminuição do espaçamento entre pontos. O tratamento de texturização da superfície a laser pode melhorar efetivamente a forma da superfície de soldadura, e o tratamento em rede foi mais eficaz do que o tratamento linear.
O tratamento de texturização tem um impacto menor nos tipos de compostos interfaciais, que são compostos frágeis de Ti-Al, afectando principalmente a direção de crescimento e a morfologia dos compostos nas cavidades. Após o tratamento de matriz de pontos, a carga de tração do laser de alumínio/titânio junta soldada aumentou de 5% para 21%.
O fosso, que resultou do tratamento de texturização, bloqueou efetivamente a propagação da fenda, enquanto o tratamento linear teve um efeito negligenciável nas propriedades das juntas de alumínio/titânio.
O estudo salienta a necessidade de melhorar o efeito de molhagem da solda fundida, assegurando simultaneamente a molhagem de metais diferentes e melhorando as propriedades mecânicas das juntas. Este será o principal objetivo da próxima fase da investigação.
Prefácio
A estrutura composta de alumínio/titânio apresenta uma elevada resistência específica, excelente resistência à corrosão, vantagens económicas e de poupança de energia, e facilidade de processamento. Como resultado, tem um potencial significativo para aplicação numa vasta gama de indústrias, incluindo a aeroespacial, a construção naval e o fabrico de automóveis.
A Airbus, por exemplo, utiliza uma estrutura de placa de titânio e nervuras de alumínio para a calha de guia do banco e solda lâminas de liga de alumínio para liga de titânio para o fabrico de radiadores para casas de máquinas. No sector automóvel, a Alemanha desenvolveu um sistema de escape composto de alumínio/titânio que é 40% mais leve do que os sistemas de escape tradicionais em aço.
A estrutura de materiais dissimilares de alumínio/titânio satisfaz as rigorosas exigências da indústria moderna em termos de conservação de energia, redução de emissões e manutenção do desempenho. Consequentemente, a tecnologia de ligação entre os dois tem merecido grande atenção.
No entanto, as propriedades físicas e químicas da liga de alumínio e da liga de titânio são bastante diferentes, dificultando o controlo da espessura do composto frágil durante a soldadura, o que constitui um desafio para uma ligação fiável entre os dois materiais. Esta limitação tem impedido a aplicação de componentes compostos de liga de alumínio e liga de titânio.
O rápido desenvolvimento da soldadura a laser A tecnologia de brasagem por fusão a laser conduziu à sua utilização generalizada na indústria moderna. A brasagem por fusão a laser permitiu o controlo preciso da entrada de calor e a regulação eficaz dos compostos da interface, tornando-a uma opção atractiva para ligar placas de alumínio e titânio.
Uma vez que as propriedades mecânicas das juntas de metais diferentes entre o alumínio e o titânio e o efeito de humedecimento e espalhamento das soldaduras estão relacionados com os compostos da interface, os investigadores realizaram uma extensa investigação sobre a melhoria destas propriedades através da adição de elementos de liga e regulando a entrada de calor.
Por um lado, a molhabilidade do metal de solda influencia significativamente o desempenho da junta. Por exemplo, Cui Qinglong descobriu que, ajustando os parâmetros de soldadura ao soldar a liga de titânio TC4 e a liga de alumínio 5A06, a molhabilidade óptima do metal de adição pode melhorar significativamente a resistência à tração das juntas de metal dissimilares de alumínio/titânio.
Por outro lado, o tipo, a morfologia e a distribuição dos compostos interfaciais desempenham um papel decisivo nas propriedades mecânicas das juntas. No entanto, o controlo da estrutura da interface através de métodos convencionais pode ser muito difícil.
Neste estudo, a texturização da superfície a laser foi utilizada para tratar placas de titânio. Ao melhorar a molhabilidade do metal de adição na superfície do titânio e ao regular a morfologia e a distribuição da camada de reação da interface, a qualidade da ligação de metais dissimilares de alumínio/titânio foi melhorada, resultando em juntas com boas propriedades mecânicas.
O estudo revelou a influência da texturização a laser na forma da soldadura, nas propriedades mecânicas e na microestrutura da interface da brasagem por fusão a laser de alumínio/titânio.
1. Materiais e métodos de ensaio
Os provetes de ensaio são constituídos por placas de liga de titânio TC4 e de liga de alumínio 6061, ambas com 100 mm x 50 mm x 1,5 mm.
O Liga de alumínio 6061 está no estado laminado e a sua composição química é apresentada na Tabela 1, enquanto a composição da liga de titânio TC4 está disponível na Tabela 2.
Para o fio de enchimento, é escolhido o fio de soldadura de alumínio-silício ER4043 (AlSi5) com um diâmetro de 1,2 mm. Consulte a Tabela 3 para conhecer a sua composição química.
Tabela 1 Composições químicas de 6061(wt.%)
Al
Ti
Mg
Si
Fe
Cu
Rem.
0.15
0.80-1.20
0.40-0.80
0.70
0.15-0.40
Tabela 2 Composições químicas de TC4 (wt.%)
Ti
Al
V
Fe
C
N
H
O
Rem.
5.50-6.80
3.50-4.50
0.30
0.10
0.05
0.01
0.20
Tabela 3 Composições químicas de ER4043 (wt.%)
Al
Si
Fe
Cu
Ti
Zn
Mg
Mn
Rem.
5.00
0.80
0.30
0.20
0.10
0.05
0.05
Antes da soldadura, utilizar um método de limpeza química para remover a película de óxido da superfície do placa de alumínio. Utilizar uma solução aquosa de NaOH de 6% a 10% a 40°C a 60°C durante aproximadamente 7 minutos para limpeza alcalina.
Em seguida, mergulhar o provete no 30% HNO3 durante cerca de 3 minutos para neutralizar e efetuar o tratamento fotoquímico, removendo as cinzas cinzentas ou negras pendentes na superfície. Para a limpeza da placa de titânio, utilizar uma solução de HCl-HF (3:1).
Para o ensaio de soldadura, utilizamos o laser de fibra IPG YLS-6000 e a plataforma de ensaio é apresentada na Figura 1a. Com base em pesquisas anteriores, os parâmetros de teste são definidos da seguinte forma: potência do laser de 2000 W, quantidade de desfocagem de +20 mm, velocidade de soldadura de 0,5 m/min, velocidade de alimentação do fio de 5 m/min e um caudal de gás de proteção (99,9% Ar) de 10 L/min.
A figura 1b ilustra o laser de alumínio/titânio processo de brasagem utilizando o método de emissão contínua de luz.
O metal de base foi coberto com uma placa de titânio na parte superior e uma placa de alumínio na parte inferior, com um lapidação largura de 5 mm.
Dois grupos de materiais de base de liga de titânio foram tratados com laser de baixa potência, sendo um grupo submetido a texturização de matriz de pontos e o outro a texturização linear.
Para a texturização de matriz de pontos, o espaçamento entre pontos foi variado com valores de 0,8 mm, 1,0 mm e 1,2 mm. Por outro lado, para a texturização linear, o espaçamento linear foi variado com valores de 0,2 mm, 0,4 mm e 0,6 mm. A direção do processamento linear foi paralela à direção da soldadura.
Fig.1 Equipamento de soldadura-brasagem a laser e esquema de Al/Ti
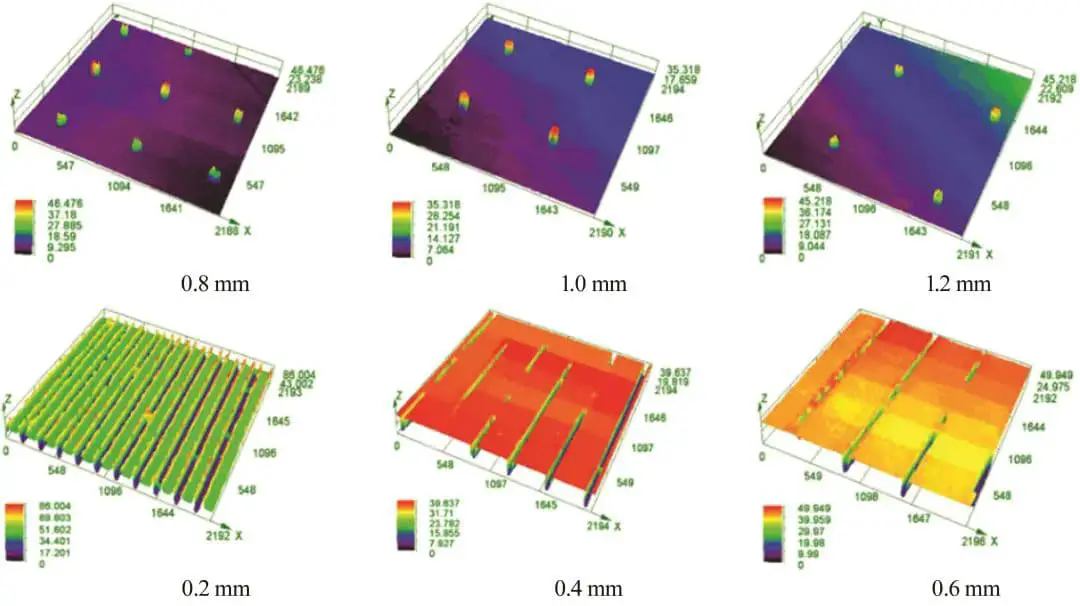
Após o tratamento, formam-se sulcos e fossas regulares na superfície da placa de titânio, como ilustrado na Fig. 2. A Fig. 3 ilustra a morfologia tridimensional de poços e sulcos observados sob o microscópio de ultra-profundidade de campo. 、
Como se pode ver na Fig. 3, o número de fendas e ranhuras geradas por unidade de área varia consoante o espaçamento entre pontos e linhas. No entanto, a profundidade e o diâmetro (largura) das cavidades e ranhuras permanecem constantes. Isto indica que quanto menor for o espaçamento, maior será o aumento da área de superfície da placa de titânio.
Fig.2 Texturização a laser da superfície da liga de titânio
Fig.3 Morfologia 3D da superfície texturizada a laser da liga de titânio
Após a soldadura, cortá-la perpendicularmente à soldadura e transformá-la numa amostra de tração com 50 mm x 10 mm para o ensaio das propriedades mecânicas da junta.
Para garantir resultados de teste precisos, devem ser adicionados calços a ambas as extremidades das placas de alumínio e titânio durante o teste para evitar o binário ou a deflexão durante o processo de tração.
As amostras metalográficas devem ser polidas e a microestrutura da soldadura deve ser caracterizada utilizando um microscópio ótico (OM), um microscópio eletrónico de varrimento (SEM) e um espetrómetro de dispersão de energia (EDS).
2. Resultados e análise dos ensaios
2.1 Efeito de diferentes métodos de texturização na formação da soldadura
A rugosidade do substrato de liga de titânio aumenta com um menor espaçamento de rede na texturização a laser. Isto, por sua vez, aumenta a capilaridade, o que promove a propagação do metal de solda.
A Figura 4 ilustra a morfologia macroscópica da soldadura por brasagem a laser de alumínio/titânio sob diferentes espaçamentos de rede. Existe uma diferença significativa na formação da soldadura entre os diferentes grupos experimentais.
Sem texturização, o metal de adição para brasagem não se espalha bem, resultando numa má formação da soldadura. O metal de solda não é molhado durante a solidificação, formando um grande ângulo de molhagem e um efeito de espalhamento fraco.
No entanto, após o tratamento de texturização, a formação da soldadura é significativamente melhorada, resultando num bom efeito de humedecimento e espalhamento, levando a uma formação de soldadura contínua e estável.
A Figura 4e apresenta os resultados estatísticos do ângulo de molhagem e da largura de espalhamento do metal de adição com diferentes espaçamentos de rede. À medida que o espaçamento entre pontos diminui, o ângulo de molhagem diminui gradualmente e o efeito de espalhamento do metal de adição melhora.
O efeito de melhoria é mais significativo com um espaçamento de pontos mais pequeno. Isto deve-se principalmente ao efeito capilar da rede, que promove a propagação da solda fundida, resultando numa melhor formação da soldadura.
Fig.4 Aparência da soldadura da junta Al/Ti produzida com diferentes espaçamentos entre pontos
A Figura 5 mostra a macro morfologia da soldadura por brasagem a laser de alumínio/titânio em diferentes intervalos lineares.
Os valores correspondentes para o ângulo de molhagem da soldadura e a largura de espalhamento da solda em diferentes espaçamentos entre linhas rectas são apresentados na Figura 5e.
À medida que o espaçamento entre linhas rectas diminui, o ângulo de molhagem permanece relativamente inalterado, enquanto a capacidade de espalhamento da solda aumenta ligeiramente. No entanto, o efeito de melhoria da capacidade de espalhamento da solda é mais fraco do que o do processamento em rede.
Isto implica que a barreira de energia criada pela ranhura tratada com linhas rectas é maior do que a do processamento em treliça. Como resultado, dificulta o movimento do metal de solda fundido. Além disso, a borda da ranhura tem um efeito de fixação na linha trifásica, inibindo assim a propagação do metal fundido.
Fig.5 Aspeto da soldadura da junta Al/Ti produzida com diferentes espaçamentos lineares
2.2 Efeito de diferentes métodos de texturização nas propriedades de tração
Os resultados dos ensaios das propriedades de tração das juntas sob diferentes modos de texturização são apresentados na Fig. 6, tendo todas elas quebrado na interface.
A carga de tração da junta sem tratamento de texturização foi de 2345N.
O tratamento de matriz de pontos melhorou o desempenho da junta em 5% para 21%, enquanto o desempenho da junta de alumínio/titânio não foi afetado pelo tratamento linear.
A análise revela que o tratamento de matriz de pontos resultou num ângulo de contacto menor do junta soldadamaior largura de soldadura e maior efeito de mordedura mecânica, levando a uma melhoria significativa na resistência à tração da amostra de tratamento de matriz de pontos.
No entanto, o tratamento linear tornou mais difícil espalhar o metal de adição fundido, resultando numa diferença insignificante no efeito de espalhamento e nas propriedades de tração.
Fig.6 Resultados do ensaio de tração das juntas
2.3 Efeito de diferentes métodos de texturização na estrutura da interface
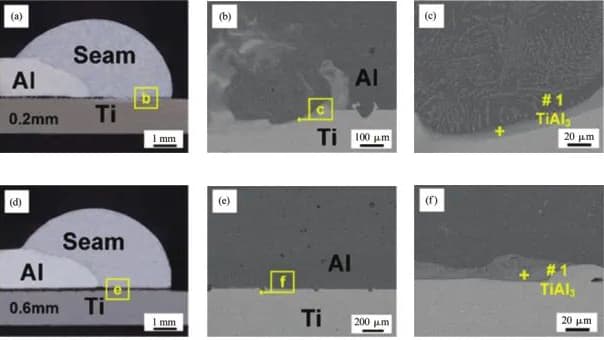
As características da microestrutura da interface da junta soldada por fusão após o tratamento de texturização por matriz de pontos são apresentadas na Fig. 7.
A microestrutura das juntas após o tratamento de matriz de pontos é semelhante à das juntas não tratadas, uma vez que o tratamento de pontos é mínimo e a maior parte da morfologia da secção transversal não apresenta poços de tratamento de pontos.
De acordo com a investigação bibliográfica, a camada de composto de interface gerada na interface após o tratamento de texturização já não apresenta uma distribuição suave nos buracos e ranhuras. Em vez disso, é distribuída num padrão em ziguezague ao longo da interface.
Este padrão aumenta a área de ligação efectiva da interface, ao mesmo tempo que melhora o mosaicismo mecânico, conduzindo a melhores propriedades mecânicas da junta.
No entanto, devido ao grande gradiente de temperatura causado pelo aquecimento local do laser, as microestruturas do dedo do pé da soldadura b e da zona de irradiação média c são diferentes.
A Fig. 7d ilustra que a espessura da camada de reação na área do dedo do pé da soldadura é fina, e os resultados da varredura de linha mostram um enriquecimento do elemento Si, que pode ser especulado como sendo a fase Ti Al Si.
Por outro lado, a espessura da camada de reação na zona de irradiação intermédia é de cerca de 30 μm, e os resultados da análise indicam que se trata de uma fase TiAl frágil com 55,69% Al, 44,22% Ti e 0,08% Mg.
Fig.7 Microestrutura da interface da junta Al/Ti com texturização de matriz de pontos
As características da estrutura da interface das juntas soldadas por fusão com tratamento linear estão representadas na Fig. 8.
Quando o laser actua sobre a junta, o metal de enchimento funde-se e preenche as ranhuras da placa de titânio por ação capilar e pela sua própria fluidez.
Verificou-se que os compostos se formaram nas cavidades tratadas com linha reta, perto do dedo do pé da soldadura na zona b e na zona de irradiação laser e. A sua direção de crescimento era inconsistente com a direção da matriz (ver Fig. 8c), o que poderia desempenhar um papel na inibição do crescimento da fenda.
O tecido na área diretamente irradiada pelo laser é mais espesso.
Os resultados do espetro de energia indicam que o ponto b contém 60,93% Al, 38,73% Ti, e 0,33% Mg, enquanto o ponto e contém 4,16% Al, 25,19% Ti, e 0,65% Mg.
Deduz-se que o composto intermetálico frágil é a fase TiAl3 e que o composto frágil interfacial contínuo pode ser a fonte da falha da interface.
Fig.8 Microestrutura da interface da junta Al/Ti com processamento de texturização linear
Depois de analisar os resultados da observação da microestrutura acima, é evidente que a matriz de pontos e a texturização linear têm um efeito mínimo na morfologia da interface. Além disso, a interface gera produtos de reação contínuos.
Devido à elevada fragilidade do composto da interface, uma interface não tratada pode tornar-se uma fonte de fissuras. Essas fissuras podem continuar a expandir-se para a camada plana e frágil do composto, conduzindo, em última análise, à fratura da junta.
Embora a camada de composto de interface também produza fissuras após a texturização, o metal de base e o composto de interface serão serrilhados. Como resultado, quando as microfissuras se estendem até ao bordo serrilhado, serão bloqueadas, inibindo a expansão da fissura e evitando a fratura frágil da junta.
Em resumo, a formação da interface serrilhada da texturização a laser reduz as hipóteses de propagação de fissuras em grande escala na camada de composto frágil, melhorando assim as propriedades mecânicas da junta.
A morfologia SEM da superfície de fratura do alumínio/titânio sob tratamento de matriz de pontos é mostrada na Figura 9.
Pode ser observado que parte do metal de solda na fratura, particularmente as mossas após o tratamento de texturização, aderiu ao substrato de titânio durante o estiramento, resultando em "saliências" regulares na superfície, como mostrado na Figura 9a. Isto indica que o tratamento em rede melhorou efetivamente a adesão da junta.
A análise do espetro de energia identificou que a aderência da cratera é o metal de solda formado após a fusão da solda (#1: teor de Al 98,39%, teor de Ti 0,46%, teor de Mg 1,15%). Adicionalmente, o poço do substrato de titânio está rodeado por compostos de Ti-Al (#2: 38,56% Al, 60,32% Ti, 1,12% Mg), como se mostra na Figura 9d.
Estes resultados indicam que, quando ocorre uma fratura, a fenda na interface não passa através da interface do fosso, mas corta o metal de solda no fosso. Isto sugere que o fosso bloqueia efetivamente o crescimento da fenda e melhora o desempenho da junta.
Estes resultados fornecem informações valiosas para investigação futura.
Fig.9 Morfologia da superfície de fratura da junta com texturização de pontos
A Figura 10 mostra a morfologia SEM da superfície de fratura do alumínio/titânio após tratamento linear.
Como se vê nas Fig. 10b e 10d, após o tratamento de texturização linear, algum metal de solda permanece no substrato de titânio na superfície de fratura da junta.
A análise do espetro de energia revela que o metal no poço é metal de enchimento (#1: Teor de Al 69,19%, Teor de Ti 1,68%, Teor de Mg 0,94%, Teor de Si 21,52%), que está rodeado por produtos da reação Ti-Al (#2: Teor de Al 33,28%, Teor de Ti 55,18%, Teor de Mg 1,81%).
Assim, as ranhuras criadas pelo tratamento linear desempenham um papel crucial na prevenção da propagação de fissuras na interface.
No entanto, as propriedades mecânicas da junta não melhoraram significativamente devido à humidade limitada e ao espalhamento da solda fundida.
Fig.10 Morfologia da superfície de fratura da junta com texturização de linha
Em resumo, diferentes métodos de texturização podem ter efeitos variáveis na molhabilidade do metal de solda, nas propriedades mecânicas e na microestrutura das juntas.
Depois de ser submetido a um tratamento de texturização de matriz de pontos, o metal de adição é capaz de fluir para os buracos e ranhuras durante a soldadura. Isto deve-se ao efeito capilar, que facilita a propagação do metal de adição na superfície do titânio, resultando em melhores propriedades mecânicas.
Por outro lado, o tratamento de texturização linear não tem um efeito significativo no espalhamento da solda. As ranhuras paralelas à soldadura geram uma barreira de energia que impede a propagação da solda fundida.
No entanto, ambos os métodos de texturização podem aumentar a área de ligação da interface, e o composto da interface tornar-se-á serrilhado, o que pode inibir a propagação de fissuras em grande escala.
É de notar que o tratamento de texturização linear não tem um efeito significativo na melhoria da área de espalhamento do metal de adição e das propriedades mecânicas.
3. Conclusão
(1) A texturização da superfície por laser pode melhorar significativamente a formação de superfícies de soldadura.
Após o tratamento com matriz de pontos, o ângulo de molhagem diminuiu de 98° para um mínimo de 62°. A molhabilidade melhorada da solda, devido à capilaridade, resultou numa diminuição do ângulo de molhagem do metal de solda e num aumento da largura de espalhamento da solda.
O tratamento de matriz de pontos é mais eficaz do que o tratamento de texturização linear para melhorar a molhabilidade da solda, e a melhoria é mais significativa com um espaçamento de pontos mais pequeno.
(2) O tratamento de texturização da matriz pode melhorar significativamente as propriedades de tração da junta, aumentando a carga de tração em 21% em comparação com a de uma junta não tratada.
O tratamento de texturização da matriz melhora a molhabilidade da solda e aumenta a área efectiva da junta, enquanto os buracos formados na rede bloqueiam a propagação de fissuras.
Embora o tratamento de texturização linear também possa evitar fissuras, não melhora significativamente a molhabilidade e a propagação da junta, não conduzindo a uma melhoria significativa do desempenho da junta.
(3) Os tratamentos de texturização têm pouco efeito sobre o tipo de interface intermetálica, que são todos compostos frágeis de Ti-Al. Os intermetálicos frágeis contínuos na interface constituem uma fonte de fissuras.
No entanto, o tratamento de texturização aumenta a área de ligação efectiva da interface e altera a morfologia do composto da interface. A orientação de crescimento do composto formado pelo tratamento de texturização é diferente da do composto contínuo sem tratamento do substrato. A camada de composto muda de uma distribuição reta para uma distribuição em ziguezague, o que inibe a expansão de fissuras, reduzindo a possibilidade de crescimento de fissuras em grande escala no composto de interface.
(4) A investigação que se segue centra-se na forma de melhorar ainda mais o efeito de molhagem da solda fundida, sob a premissa da texturização, para melhorar as propriedades mecânicas das juntas e assegurar a molhagem de metais dissimilares.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...