História da soldadura a laser: Evolução e investigação
Já alguma vez pensou na forma como a soldadura evoluiu para satisfazer as exigências das indústrias modernas? A soldadura a laser, uma tecnologia inovadora, revolucionou o fabrico com a sua precisão e eficiência. Desde as suas origens nos anos 60 até à sua adoção generalizada nos dias de hoje, a soldadura a laser destaca-se pela sua velocidade, flexibilidade e qualidade. Neste artigo, irá descobrir a fascinante história da soldadura a laser, os seus principais avanços e o seu papel fundamental em indústrias como a automóvel e a aeroespacial. Mergulhe para explorar a forma como esta tecnologia molda o futuro do fabrico.
A soldadura, como método para obter ligações permanentes de materiais, é amplamente utilizada em sectores como a indústria mecânica, petroquímica, pontes, navios, construção, engenharia de energia, veículos de transporte e aeroespacial.
Tornou-se uma tecnologia de processamento indispensável na indústria de fabrico mecânico.
Além disso, com o desenvolvimento da economia nacional, o seu campo de aplicação continuará a expandir-se.
O laser, uma das principais invenções da humanidade desde o século XX, a seguir à energia atómica, aos computadores e aos semicondutores, tem uma elevada densidade de energia, precisão e adaptabilidade.
Como um novo meio de corte e soldadura aplicado à produção industrial, tem um grande potencial de desenvolvimento. Soldadura a laser demonstra plenamente as suas características de processamento avançado, rápido e flexível na produção industrial.
Não se trata apenas de uma garantia técnica para o desenvolvimento de novos produtos industriais, mas também de um meio técnico indispensável para uma produção de alta qualidade e a baixo custo.
2. Antecedentes do desenvolvimento da soldadura a laser
1) Desenvolvimento de laser
LASER, um acrónimo composto pela primeira letra de cada palavra em "Light Amplification by Stimulated Emission of Radiation".
O princípio do laser foi descoberto pelo famoso físico americano Albert Einstein já em 1916, mas só em 1960 é que o laser foi fabricado com êxito pela primeira vez.
O laser nasceu num contexto de preparação teórica e de necessidade urgente de prática de produção.
Logo que foi lançado, o seu desenvolvimento foi extraordinariamente rápido. O desenvolvimento dos lasers não só deu nova vida à antiga ciência e tecnologia da ótica, como também levou ao aparecimento de toda uma nova indústria.
Os lasers permitem que as pessoas utilizem efetivamente métodos e meios avançados sem precedentes para obter benefícios e resultados sem precedentes, promovendo assim o desenvolvimento da produtividade.
2) Desenvolvimento de lasers para soldadura
Uma vez que os lasers oferecem vantagens excepcionais, têm sido aplicados no domínio da soldadura desde os anos setenta.
Atualmente, a investigação sobre soldadura a laser representa cerca de 20% do total da metodologia de soldadura, ficando apenas atrás da soldadura com proteção gasosa.
Os lasers para soldadura requerem uma elevada densidade de potência (104-105W/cm2), distribuição da densidade de potência do modo fundamental e boa qualidade do feixe. Os lasers mais utilizados para soldadura são os seguintes:
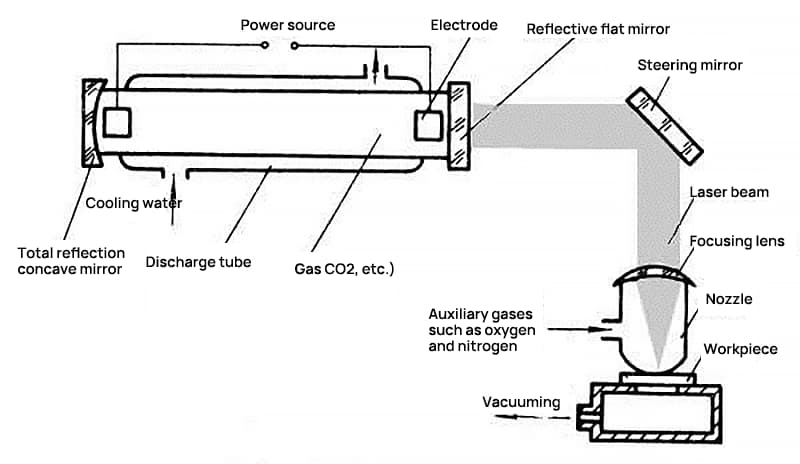
Este é um tipo de laser de gás que utiliza CO2 como material de trabalho. Tem as vantagens de uma estrutura simples, baixo custo, facilidade de utilização, meio de trabalho uniforme, boa qualidade de feixe e a capacidade de funcionar de forma contínua e estável durante um longo período.
Atualmente, é o mais diversificado e amplamente utilizado tipo de laser. O laser de hélio-neon é a variante mais comum.
Figura 2. Princípio do laser de gás
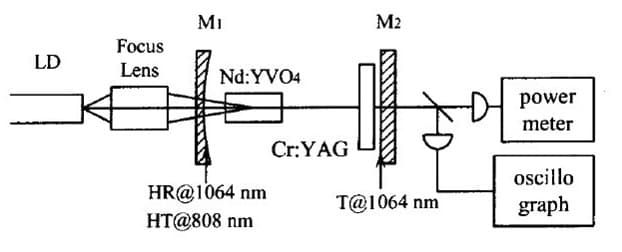
(2) Laser Nd:YAG, laser YAG de disco;
Estes são tipos de lasers de estado sólido que utilizam cristais de granada de ítrio e alumínio como matriz. O produto químico fórmula para granada de ítrio e alumínio é Y3Al5O12, geralmente abreviado como YAG.
Tabela 1: Comparação dos parâmetros de desempenho de vários lasers de soldadura
3) Desenvolvimento de robôs de soldadura
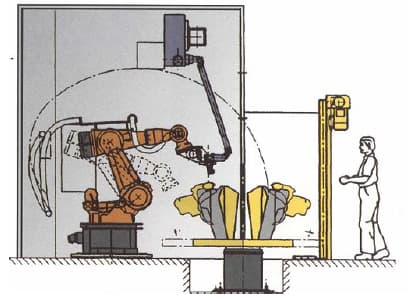
A utilização de lasers em robôs de soldadura representa um aspeto significativo da soldadura a laser. Com atributos como liberdade de vários graus, programação flexível, alta automação e adaptabilidade, os robôs de soldadura são uma parte crucial das linhas de montagem de soldadura.
A montagem de lasers em robôs de soldadura aumenta a qualidade da soldadura e alarga o âmbito de utilização, tornando-os assim cada vez mais essenciais na construção naval e nas linhas de produção automóvel.
A figura 4 ilustra uma representação esquemática de um sistema de controlo de CO2 robô de soldadura a laser em ação.
A soldadura de materiais metálicos com um laser envolve essencialmente uma interação complexa entre o laser e as substâncias opacas.
Este processo, a nível microscópico, é quântico e, a nível macroscópico, manifesta-se por fenómenos de reflexão, absorção, fusão e vaporização.
A soldadura a laser pode ser executada utilizando um feixe de laser contínuo ou pulsado, e os princípios da soldadura a laser podem ser divididos em soldadura por condução de calor e soldadura a laser de penetração profunda.
Para densidades de potência inferiores a 104-105 W/cm2A soldadura por condução de calor resulta numa profundidade de fusão reduzida e em velocidades de soldadura mais lentas.
Para densidades de potência superiores a 105-107 W/cm2A superfície metálica sob o efeito de aquecimento forma um "buraco de fechadura", resultando em soldadura por penetraçãocaracterizada por velocidades de soldadura rápidas e uma elevada relação profundidade/largura.
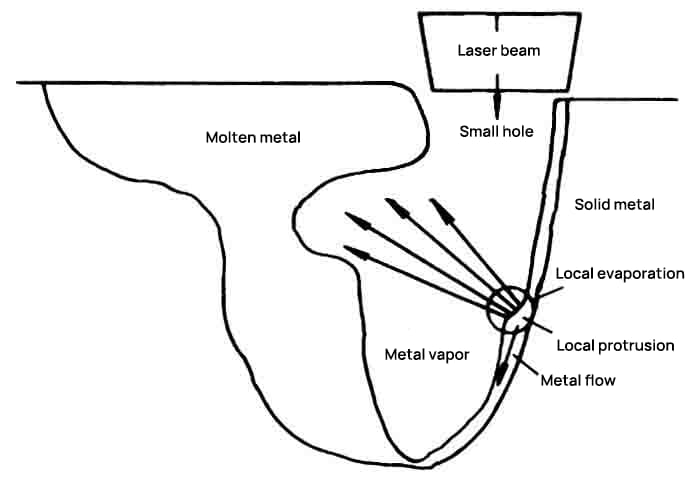
Durante a interação entre o laser e a peça de trabalho, pode ocorrer um efeito de auto-oscilação, levando a alterações periódicas no banho de solda, pequenos orifícios no banho de solda e fenómenos de fluxo de metal.
A frequência desta oscilação está relacionada com os parâmetros do feixe laser, as propriedades termofísicas do metal e as características dinâmicas do vapor metálico.
As mudanças periódicas no banho de solda podem gerar dois fenómenos únicos na cordão de soldadura: Um deles é a formação de poros cheios de gás, que devido a mudanças periódicas, e à medida que o metal da piscina flui da frente para trás em torno dele, combinado com a perturbação causada pela evaporação do metal, pode potencialmente dividir o pequeno orifício, deixando o vapor na costura de solda e formando um poro após a solidificação.
A outra é a mudança periódica na profundidade de fusão na raiz do cordão de soldadura, que está relacionada com as mudanças periódicas no pequeno orifício.
Figura 5: Diagrama esquemático da poça de fusão para soldadura a laser
Os factores significativos que afectam a qualidade da soldadura a laser incluem a densidade de potência, a forma de onda do impulso, desfocagem quantidade, velocidade de soldadura e sopro suplementar. A sua coordenação orgânica determina a qualidade final da soldadura.
Em comparação com outros processos de soldadura tradicionais, a soldadura a laser tem muitas vantagens. Uma das suas principais vantagens é a capacidade de concentrar o feixe de laser numa área muito estreita, gerando assim uma fonte de calor de elevada densidade energética.
Em seguida, esta fonte de calor concentrada percorre rapidamente o cordão de soldadura. Neste aspeto, a soldadura a laser pode ser comparada à soldadura por feixe de electrões.
Simultaneamente, a concentração apertada do feixe de laser, a transferência efectiva de calor para a peça de trabalho e a estreita zona afetada pelo calor apresentam desafios na montagem de juntas.
Um pequeno desvio na montagem pode levar a alterações significativas nas condições de soldadura, e até mesmo pequenas folgas (≤0,1 mm) podem causar defeitos em radiação laser e uma diminuição da eficiência térmica.
Para resolver as questões da elevada precisão da montagem da junta e dos requisitos de folga na soldadura a laser, bem como os defeitos comuns como a porosidade, a fissuração, a subcotação e o elevado investimento em equipamento com baixa taxa de conversão de energia, uma das tendências recentes na soldadura a laser é a utilização da tecnologia laser composta.
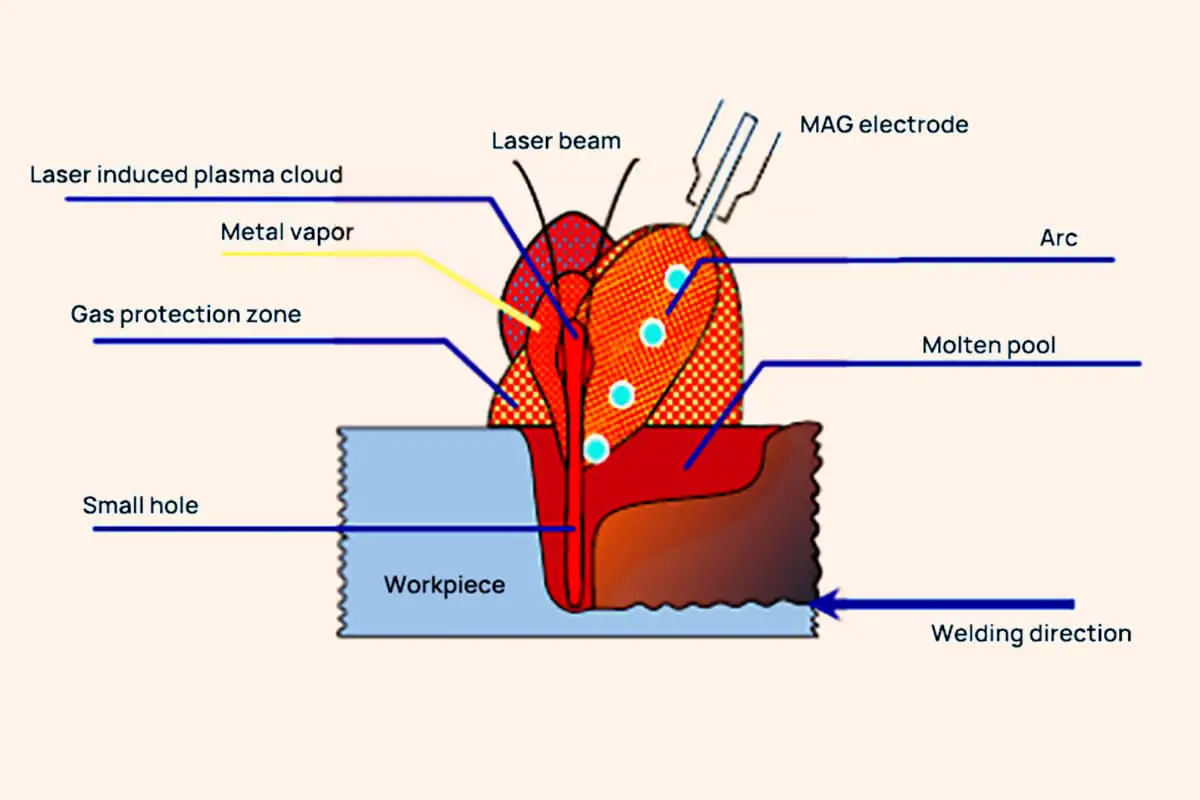
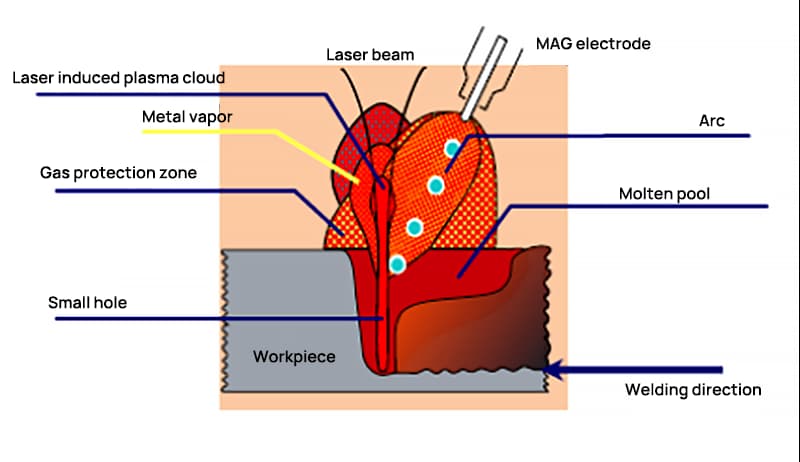
Por exemplo, o método combinado de soldadura a laser+arco integra o vantagens da soldadura a laserA soldadura por arco é um processo de soldadura de alta qualidade, com uma grande relação entre a profundidade e a largura da soldadura, uma pequena zona afetada pelo calor, uma velocidade de soldadura rápida, uma energia de linha baixa na soldadura, uma pequena deformação da soldadura, um pequeno diâmetro do ponto de luz focado e uma elevada densidade de energia, com as vantagens da soldadura por arco, como o baixo investimento em equipamento, a insensibilidade a fendas e a capacidade de enchimento de metal.
Esta combinação permitiu aumentar absorção laser taxa de fusão, aumento da profundidade de fusão e estabilização do arco. Para além do laser+arco, a tecnologia de compósitos a laser também desenvolveu outras técnicas abrangentes, como a soldadura a laser-HF, a soldadura por compressão a laser e a brasagem a laser, expandindo a gama de aplicações e os efeitos de utilização da soldadura a laser e promovendo o desenvolvimento da soldadura a laser tecnologia de soldadura.
Figura 6: Ilustração esquemática da soldadura a laser + arco
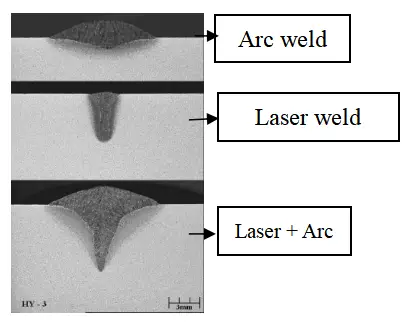
Figura 7: Profundidades de penetração da soldadura em três condições de soldadura
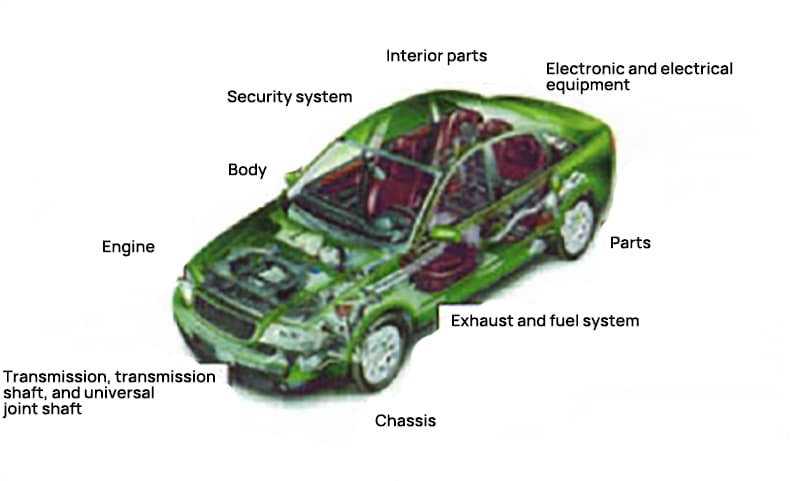
4. Aplicação da soldadura por laser na indústria de fabrico de automóveis
O avanço da indústria automóvel estabeleceu padrões mais elevados para a qualidade das carroçarias dos veículos.
As técnicas de soldadura e corte a laser não só superam os métodos de fabrico tradicionais em termos de qualidade de processamento, como também melhoram significativamente a eficiência da produção.
Como ilustrado na Figura 7, as tecnologias de soldadura e corte a laser desempenharão, sem dúvida, um papel fundamental no domínio do fabrico de automóveis no século XXI.
Todo o processo de soldadura por laser no fabrico de automóveis inclui principalmente três tipos: laser soldadura topo a topo de chapas de espessura desigual; soldadura por laser de conjuntos e subconjuntos de carroçarias; e soldadura por laser de peças para automóveis.
A soldadura topo a topo foi inicialmente uma técnica adoptada pela Honda Motor Company, no Japão, na década de 1960, para utilizar sucata metálica nas chapas interiores da carroçaria do veículo. A partir de meados dos anos 80, a soldadura topo a topo a laser, enquanto nova tecnologia, recebeu uma atenção generalizada na Europa, América e Japão.
A soldadura topo a topo a laser, na conceção e fabrico de carroçarias, combina placas de diferentes espessuras, materiais e propriedades num todo através de corte a laser e tecnologia de montagem, sendo depois moldados em componentes específicos da carroçaria através de estampagem.
A tecnologia de soldadura a laser de penetração profunda, com a sua elevada velocidade de soldadura e excelente qualidade de ligação, melhorou consideravelmente a aplicação da soldadura a laser tecnologia no fabrico de carroçarias.
A utilização de tecnologia de soldadura por laser em carroçarias de automóveis melhora significativamente a rigidez, a resistência e a vedação do automóvel; reduz o peso da carroçaria e atinge os objectivos de poupança de energia; melhora a precisão da montagem, aumentando a rigidez da carroçaria em 30%, melhorando assim a segurança; reduz os custos de estampagem e montagem no processo de fabrico de carroçarias de automóveis, reduz o número de peças da carroçaria e melhora o grau de integração da carroçaria; torna toda a carroçaria mais forte e mais segura e reduz também o ruído e a vibração durante o funcionamento do veículo, melhorando o conforto de condução.
A utilização da soldadura a laser em vez da soldadura tradicional para peças automóveis resulta em quase nenhuma deformação no local de soldadura, numa maior velocidade de soldadura e elimina a necessidade de tratamento térmico pós-soldadura.
Atualmente, a soldadura a laser é amplamente utilizada no fabrico de várias peças para automóveis, incluindo engrenagens de transmissão, hastes de empurrar válvulas, dobradiças de portas, veios de transmissão, veios de direção, tubos de escape do motor, embraiagens, eixos de rodas de turbocompressores e chassis, tornando-se um processo normalizado no fabrico de peças para automóveis.
5. Conclusão
Com o desenvolvimento da tecnologia de soldadura a laser até aos dias de hoje, a sua tendência para substituir gradualmente a soldadura tradicional métodos de soldadura como a soldadura por arco e a soldadura por resistência é irreversível.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...