Conceção de layout eficaz para puncionamento de chapas metálicas
Já se interrogou sobre como um design de disposição eficiente pode revolucionar a perfuração de chapas metálicas? Este artigo analisa vários métodos de disposição, explicando como a otimização da utilização de materiais não só conserva recursos, como também melhora a qualidade da produção e a relação custo-eficácia. Ao explorar técnicas como layouts com desperdício, com menos desperdício e sem desperdício, descobrirá como maximizar a utilização de material e melhorar a vida útil da matriz. Mergulhe para aprender estratégias práticas que podem elevar o seu processo de fabrico a novos patamares.
A disposição das peças de corte em chapa metálica, material de tira ou tira é designada por disposição. A eficiência da disposição afecta diretamente a utilização dos materiais, a qualidade das peças, o custo, a estrutura da matriz e a vida útil. A seleção criteriosa dos materiais é importante para a poupança de materiais na produção de estampagem.
Um layout eficaz é uma medida robusta para a conservação de materiais, especialmente na produção em massa, onde os custos dos materiais representam uma grande proporção. A utilização total dos materiais é um indicador económico crucial na chapa metálica produção de peças.
Durante o processo de disposição, deve ser dada uma atenção abrangente e todos os factores com impacto na disposição devem ser analisados para estabelecer o melhor plano de disposição.
Existem três métodos de classificação para a disposição das peças de corte. Um divide a disposição do ponto de vista dos resíduos em: disposição com resíduos, disposição com menos resíduos e disposição sem resíduos.
1. Disposição com resíduos
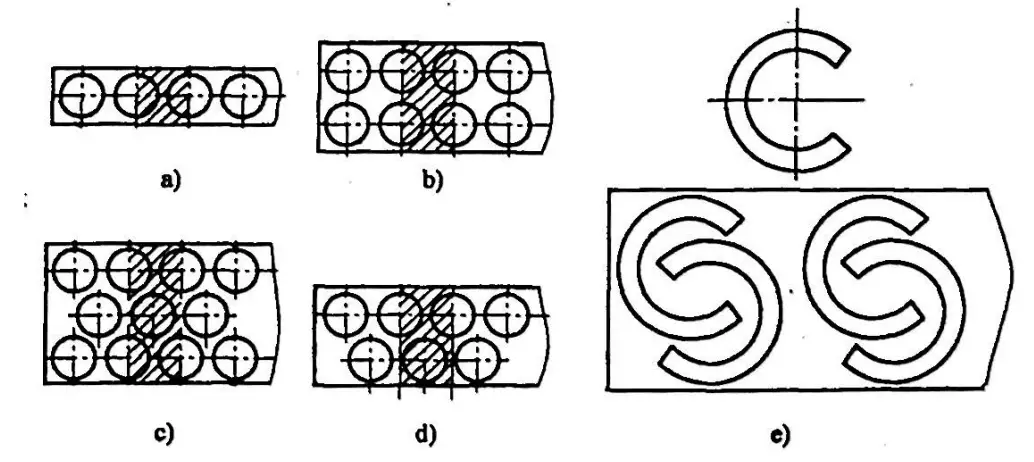
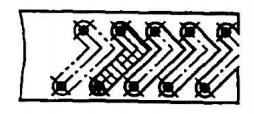
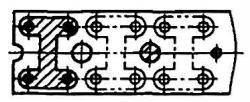
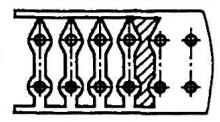
A disposição com resíduos (ver Fig. 3-10) é feita à volta de todo o perímetro da peça. Uma vez que existem sobreposições no material, a qualidade das peças de corte é assegurada e a vida útil da matriz é longa. No entanto, a utilização do material é baixa.
Fig 3-10 Esquema com resíduos
a) Disposição de uma peça redonda
b) Disposição de peças redondas duplas paralelas
c) Disposição da peça redonda tripla cruzada
d) Disposição de peças duplas redondas cruzadas
e) Disposição em cruz
2. Layout com menos desperdício
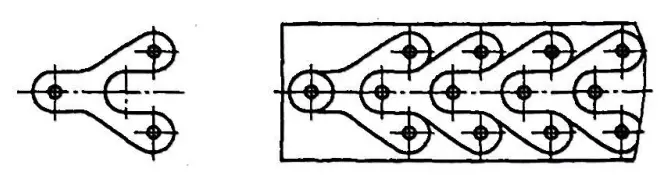
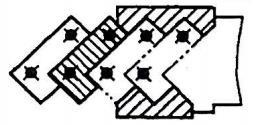
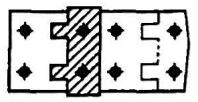
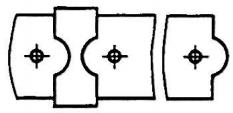
A disposição com menos desperdício (ver Fig. 3-11) é feita ao longo de parte da forma exterior da peça de trabalho, deixando sobreposição ou material excedente apenas em áreas específicas.
Fig 3-11 Layout com menos desperdício
3. Disposição sem desperdício
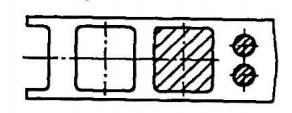
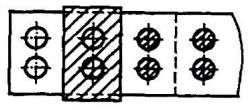
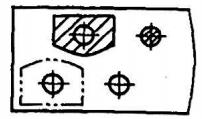
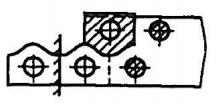
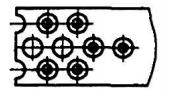
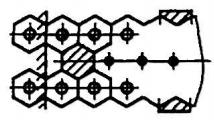
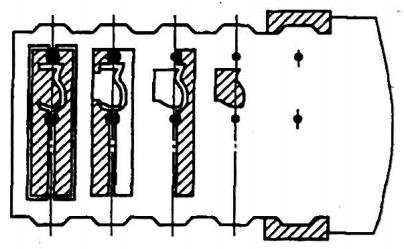
A disposição sem resíduos (ver Fig. 3-12) refere-se a uma disposição sem resíduos de processo (sobreposição e material excedente), apenas resíduos estruturais determinados pela forma estrutural da peça de trabalho (tais como resíduos em orifícios).
Fig 3-12 Esquema sem resíduos
Através da análise acima, é possível verificar que, na condição de não afetar os requisitos de utilização da peça, a adoção de uma disposição com menos ou nenhum desperdício pode aumentar a utilização de material para 75%-95%. Isto é benéfico não só para a estampagem de várias peças de uma só vez, mas também simplifica a estrutura da matriz e reduz a força de corte.
No entanto, devido à influência da tolerância de tamanho da própria tira e aos erros causados pela orientação e posicionamento da tira, a qualidade e a precisão das peças de corte são inferiores.
Entretanto, como a matriz sofre uma força unilateral, isso agrava o desgaste da matriz, reduz a sua vida útil e afecta diretamente a qualidade da secção transversal da peça de corte. Por conseguinte, a disposição deve ser coordenada e totalmente considerada.
O segundo método classifica os métodos de disposição das peças de corte em função da forma da peça de trabalho e do método de disposição em: disposição reta, disposição diagonal, disposição reta oposta, disposição diagonal oposta, disposição mista, disposição em várias filas, etc., como se mostra no quadro 3-5.
Tabela 3-5 Métodos de disposição
Tipos de layout de padrão
Layout dimensional do material
Disposição mínima ou não dimensional do material
Disposição vertical
Disposição diagonal
Acordo de oposição direta
Arranjo de oposição diagonal
Método de disposição do painel
Método de corte integral
Técnica de corte faseado
O terceiro método é o método de disposição mista, também conhecido como nesting. Esta abordagem é adequada para máquinas de perfuração CNC (puncionamento de torre máquinas) e corte a laser. Ao organizar o layout com base numa análise dos tipos de peças perfuradas na nossa empresa, devemos adotar o método de layout misto sempre que possível para as peças adequadas.
Em conclusão, depois de garantir que os principais requisitos técnicos das peças não são afectados e com o consentimento dos designers do produto, a modificação da forma estrutural das peças para acomodar layouts de refugo mínimo ou de refugo zero não só poupa uma quantidade substancial de matéria-prima como também aumenta a eficiência da produção do produto.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...