Noções básicas sobre balanças de grelha linear: Tudo o que precisa de saber
Imagine desbloquear a precisão das máquinas-ferramentas com uma simples superfície de vidro. As escalas de grelha linear fazem exatamente isso, transformando linhas finas em medições altamente precisas. Este artigo explora o funcionamento destas escalas, desde a sua estrutura até às suas aplicações práticas. Irá descobrir como amplificam a deslocação e melhoram a precisão em várias tarefas de maquinação. No final, compreenderá porque é que estas ferramentas são essenciais para o fabrico moderno e como podem melhorar a precisão e a eficiência dos seus projectos.
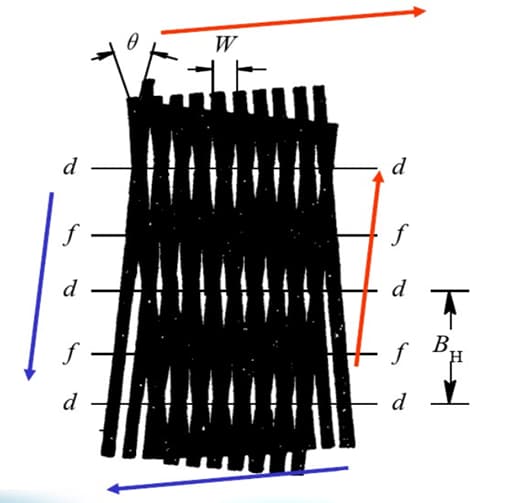
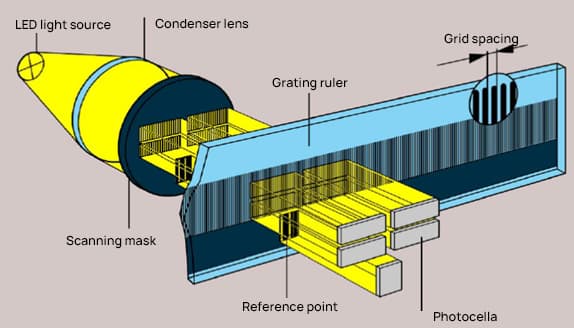
Grelha - Muitas pequenas riscas (linhas gravadas) de igual distância e alternância de brilho e escuridão são uniformemente gravadas numa superfície de vidro revestido.
a - é a largura das linhas da grelha (não transparente)
b - é a largura do espaço entre as linhas da grelha (transparente)
a+b=W passo da grelha (também conhecido como constante da grelha)
Normalmente, a=b=W/2, mas também pode ser gravado como a:b=1,1:0,9.
As grelhas habitualmente utilizadas são gravadas com 10, 25, 50, 100 ou 250 linhas por milímetro.
2. Princípio de medição da grelha
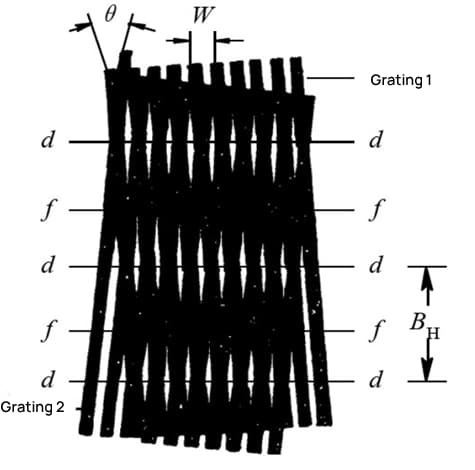
Franjas de moiré - Quando duas grelhas de passo igual (Grelha 1 e Grelha 2) são sobrepostas face a face, deixando um pequeno espaço no meio, e o pequeno ângulo de grelha θ é formado entre as duas linhas de grelha, aparecem riscas claras e escuras alternadas na direção próxima da linha de grelha vertical.
Na linha d-d, as duas linhas da grelha sobrepõem-se e a área transparente é a maior, formando a banda brilhante da risca - constituída por uma série de padrões de losangos.
Na linha f-f, as duas linhas da grelha estão deslocadas, formando a banda escura da faixa - constituída por alguns padrões de linhas cruzadas pretas.
A medição do deslocamento da franja de Moire tem as três características seguintes:
(1) Efeito de amplificação da deslocação
Largura da banda BH - quando a grelha se move para a frente ou para trás num passo da grelha, as franjas de Moire movem-se para a frente ou para trás numa largura de banda.
A relação entre BH e θ:
À medida que θ diminui, BH aumenta. Por conseguinte, W é amplificado por 1/θ. Por exemplo, quando θ=0,1°, 1/θ=573, o que significa que BH é 573 vezes o passo da grelha W. Isto significa que a grelha tem um efeito de amplificação do deslocamento, aumentando assim a sensibilidade da medição.
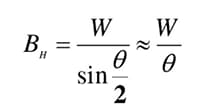
(2) Direção do movimento da franja de moiré
Quando a Grelha 1 se desloca para a direita ao longo da linha de corte na direção vertical, as franjas de Moiré deslocam-se para cima ao longo das linhas de grelha da Grelha 2. Por outro lado, quando a grelha 1 se desloca para a esquerda, as franjas de Moiré deslocam-se para baixo ao longo das linhas da grelha da grelha 2. Assim, a direção do movimento da Grelha 1 pode ser identificada como a direção do movimento das franjas de Moiré →.
(3) O efeito médio do erro
As franjas de Moiré são formadas pelo grande número de linhas gravadas numa grelha e têm um efeito contra-ativo sobre o erro de gravação das linhas. Este efeito pode reduzir significativamente a influência de erros de curto período.
As franjas de Moiré são formadas pelos efeitos de bloqueio e transmissão da luz entre duas grelhas.
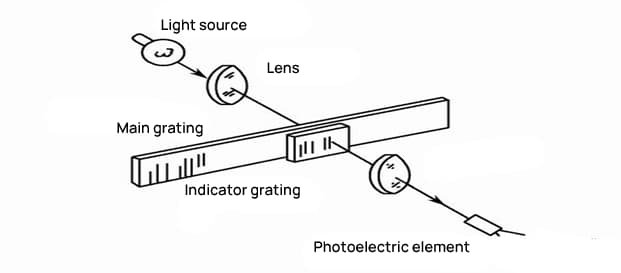
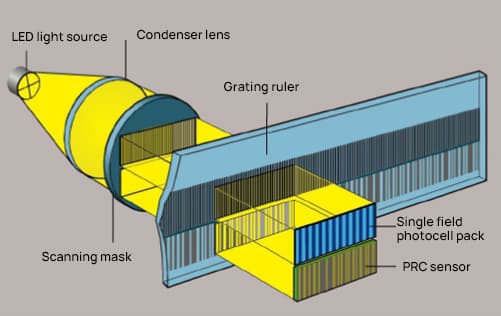
Composição dos sensores de grelha
Cabeça de leitura de grelha: Utiliza o princípio das grelhas para converter a quantidade de entrada (deslocamento) num sinal elétrico correspondente.
Componentes: Grelha de régua, grelha indicadora, sistema de percurso ótico, elementos fotoeléctricos, etc.
Ecrã digital de grelha: Para discernir a direção do deslocamento, aumentar a precisão da medição e permitir a visualização digital, o sinal de saída da cabeça de leitura da grelha deve ser convertido num sinal digital.
Componentes: Circuito de amplificação da forma, circuito de subdivisão, circuito de discriminação direcional e circuito de visualização digital, etc.
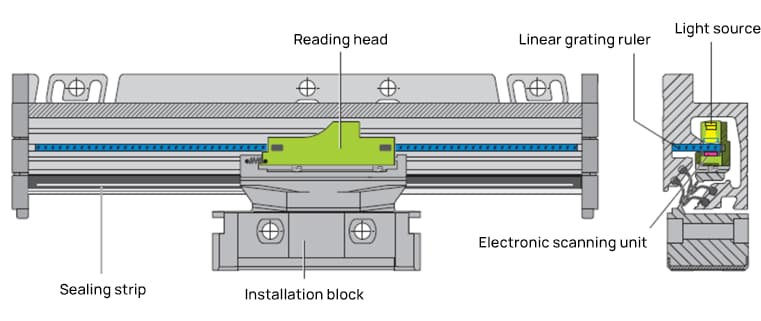
Estrutura da régua de grelha fechada
A régua de grelha é constituída por um corpo de escala fixo e uma cabeça de leitura móvel.
O corpo da balança fixa é um invólucro de alumínio concebido para proteger a régua, a unidade de leitura e as calhas de guia no interior contra danos causados por lascas, pó ou salpicos de água.
A cabeça de leitura móvel é constituída por uma unidade de leitura, um conetor de precisão e um bloco de instalação. O conetor de precisão liga a unidade de leitura ao bloco de instalação, que compensa pequenos erros mecânicos nas calhas de guia.
Função e vantagens da régua de grelha
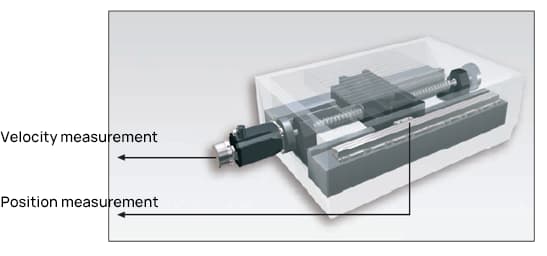
A régua de grelha linear é utilizada para medir a posição do movimento do eixo linear. Como mede diretamente a posição mecânica, pode refletir com precisão a posição real da máquina-ferramenta.
Ao utilizar a régua de grelha linear para medir a posição da corrediça, o circuito de controlo da posição inclui todos os mecanismos de alimentação. Este é o modo de controlo em circuito fechado. O erro de movimento mecânico é detectado pela régua de grelha linear na placa deslizante e corrigido pelo circuito do sistema de controlo.
Por conseguinte, pode eliminar potenciais erros de várias fontes:
Erro de posicionamento causado pelas características de temperatura do fuso de esferas e das calhas de guia
Erro de inversão do fuso de esferas
Erro caraterístico do movimento causado pelo erro de passo do fuso de esferas
Aplicações das réguas de grelha
Equipamento de processamento: tornos, fresadoras, mandriladoras e rectificadoras, perfuração máquinas, máquinas EDM, corte por fio, centros de maquinagem, etc.
Instrumentos de medição: projectores, instrumentos de medição de imagem, microscópios de ferramentas, etc.
Também pode compensar erros de movimento da ferramenta em Máquina CNC ferramentas
Equipado com PLC para medição de deslocamentos em diversos mecanismos automatizados.
Princípio de medição da régua de grelha
Régua de grelha incremental
O princípio de medição da régua de grelha incremental consiste em modular a luz através de duas grelhas que se movem mutuamente em franjas de Moiré. Através da contagem e da subdivisão das franjas de Moiré, obtém-se a alteração do deslocamento. A posição absoluta é determinada pela fixação de um ou mais pontos de referência na grelha graduada.
Características:
A régua de grelha tem vantagens como uma estrutura simples, longa vida útil mecânica, alta fiabilidade, forte capacidade anti-interferência, longa distância de transmissão, alta precisão e baixo custo.
No entanto, os sensores de grelha incremental também apresentam deficiências. As réguas de grelha incrementais só podem emitir a posição relativa da rotação do eixo.
O ponto de referência deve ser definido sempre que a alimentação é desligada ou reiniciada, e existe algum erro de subdivisão no método de processamento do sinal.
Régua de grelha absoluta
O princípio de medição da régua de grelha absoluta consiste em codificar diretamente os dados da posição absoluta sob a forma de códigos na grelha, fazendo cintilar as linhas da grelha com diferentes larguras e espaçamentos na régua de grelha.
O equipamento eletrónico subsequente pode obter informações sobre a posição enquanto a régua de grelha estiver ligada.
Vantagens:
A informação sobre a posição atual pode ser obtida diretamente após a ligação, sem necessidade de uma operação de "colocação em zero", simplificando a conceção do sistema de controlo. O cálculo da posição absoluta é efectuado na cabeça de leitura sem necessidade de circuitos de subdivisão subsequentes. A utilização da tecnologia de comunicação em série bidirecional assegura uma comunicação fiável.
Tipos de pontos de referência
A posição absoluta da régua de grelha é determinada por meio de marcadores de referência (posições zero).
Para encurtar a distância de regresso à posição zero, a Heidenhain concebeu marcadores de referência com código de distância dentro do comprimento de medição.
A posição absoluta da régua de grelha pode ser determinada de cada vez que dois marcadores de referência (com uma distância determinada por algoritmos matemáticos) são passados.
Os codificadores com pontos de referência codificados por distância têm a letra "C" após o número do modelo (por exemplo, LS 487C).
Ponto de referência único
Pontos de referência equidistantes.
Ponto de referência codificado em termos de distância/tipo C.
Ciclo de sinais
número do incremento nominal
distância máxima de deslocação
LF
4μm
5000
20 mm
LS
20μm
1000
20 mm
LB
40μm
2000
80 mm
Escala linear absoluta não referenciada
Classificação de sinais de escalas lineares
Sinal absoluto: Endat, Fanuc serial, Siemens, Mitsubishi, Panasonic, etc.
Sinal incremental: Sinal de onda sinusoidal (sinal de 1 Vpp), sinal de onda quadrada (sinal TTL).
Especificações técnicas das balanças lineares
1. Passo da grelha:
A escala linear emite sinais eléctricos e o passo da grelha refere-se às linhas físicas da grelha na escala linear. Sempre que a escala linear se move uma distância igual ao passo da grelha, o sinal elétrico de saída muda um ciclo.
Exemplo: Quando o passo da grelha é de 20um, se a escala linear se deslocar uma distância de 20um, a escala linear produzirá uma onda sinusoidal com um desvio de fase de 360° e uma diferença de duas fases de 90°.
2. Ciclo de sinais:
Com o desenvolvimento da tecnologia de medição, é agora possível utilizar circuitos de multiplicação de frequências na cabeça de leitura da escala linear para multiplicar a onda sinusoidal gerada por cada sinal de linha de grelha.
Por conseguinte, o ciclo de saída do sinal da escala linear pode ser refinado. O sinal após ser multiplicado pela cabeça de leitura é muito mais denso do que o sinal original da linha de grelha, e o comprimento do sinal densificado é chamado de ciclo de sinal.
Se a cabeça de leitura não tiver capacidade de multiplicação de frequências, então o passo da grelha é igual ao ciclo do sinal.
3. Multiplicação de frequências:
A multiplicação de frequências pode ser entendida como a densificação do sinal original. A multiplicação de frequências pode encurtar o período de uma onda sinusoidal, encurtar a distância medida correspondente a cada período e melhorar a precisão da medição.
Os métodos comuns de multiplicação da frequência incluem: multiplicação da frequência da cabeça de leitura, instrumentos de pós-multiplicação (fornecidos pelos fabricantes de balanças lineares, semelhantes a pré-amplificadores, utilizados para amplificação do sinal e multiplicação da frequência), multiplicação da frequência de Sistemas CNC, etc.
4. Etapa de medição:
Os sinais de onda sinusoidal que passaram pela multiplicação de frequência são utilizados para medir a posição. Devido a limitações no processo de fabrico, no nível de erro e na capacidade de processamento do circuito de registo de posição da escala linear, é impossível multiplicar infinitamente o sinal original de inclinação da grelha.
Por isso, os fabricantes de balanças lineares têm um passo de medição recomendado para cada tipo de balança linear. Este valor refere-se à distância mínima de medição que a balança linear pode tolerar. Dentro deste intervalo de passos de medição, a precisão nominal de medição da balança linear pode ser alcançada.
Em comparação com os sistemas CNC, este passo de medição é normalmente a unidade de instrução mínima do sistema. Da mesma forma, esta especificação técnica também especifica a exatidão de medição (resolução) da escala linear.
5. Resolução:
A precisão da medição refere-se à alteração mínima do comprimento que a escala linear pode ler e produzir, como 5um, 1um, 0,5um, 0,1um.
6. Precisão da medição:
A precisão da medição refere-se à precisão dos dados do sinal emitido pela escala linear para o comprimento real que está a ser medido.
Erro de posição em toda a gama de medição: Se o valor máximo do erro de posição estabelecido com base no valor médio dentro de qualquer intervalo de medição de 1 m de comprimento se situar dentro de ±a, então ±a um é o nível de exatidão.
Nas escalas lineares fechadas, estes dados reflectem a precisão da escala linear, incluindo a cabeça de leitura, ou seja, a precisão do sistema. (Heidenhain: ±0,1, ±0,2, ±0,5, ±1, ±2, ±3, ±5, ±10, ±15um)
Erro de posição num único ciclo de sinal:
O desvio de posição num único ciclo de sinal é determinado pela qualidade da grelha, pela qualidade do varrimento e pelo ciclo de sinal da escala linear. O erro de posição num único ciclo de sinal situa-se geralmente entre ±2% e ±0,5% do ciclo de sinal.
Quanto mais pequeno for o ciclo do sinal, menor será o erro num único ciclo de sinal. Isto é muito importante para a precisão do posicionamento durante o movimento lento e o movimento do eixo e para o controlo da velocidade durante o movimento do eixo, o que determina a qualidade da superfície e a qualidade das peças processadas.
O ciclo de sinal do sinal de varrimento
O erro máximo de interpolação num ciclo de sinal único
F L
4μm
0,08 μm
LC181
16μm
0,3μm
LC481
20 μm
0,4μm
LS
20 μm
04 μm
LB
40 μm
0,8μm
Factores a considerar na seleção de uma balança linear
Comprimento de medição.
Interface de sinal: 1Vpp, TTL, HTL, escala linear absoluta.
Passo da grelha.
Velocidade de medição.
Nível de exatidão e resolução.
Espaço para a posição de instalação.
Método de estabelecimento de pontos de referência.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...