O que os soldadores devem saber: Análise macro de defeitos de soldadura
Porque é que as soldaduras por vezes falham, deixando erros dispendiosos e riscos de segurança? Este artigo explora a análise macro dos defeitos de soldadura, aprofundando questões comuns como estomas, inclusão de escória e fissuras. Ao compreender estes defeitos e as suas causas, os soldadores e os engenheiros podem melhorar significativamente a qualidade e a fiabilidade das juntas. Continue a ler para saber como identificar, prevenir e resolver estes problemas críticos na soldadura.
Os requisitos para a soldadura de estruturas, produtos e juntas são diversos, incluindo o desempenho da junta e os requisitos organizacionais. Além disso, não deve haver defeitos no aspeto, na forma, na precisão dimensional, na formação da soldadura, na superfície e no interior.
Para identificar e resolver rapidamente os problemas, a análise macro é normalmente efectuada em primeiro lugar, seguida de uma análise microscópica, se necessário. O foco principal da análise macro é a análise de defeitos de juntas soldadas.
O método de análise da estrutura metalográfica de baixa ampliação é utilizado para determinar a causa dos defeitos internos na junta soldada através da inspeção, juntamente com a análise da microestrutura de alta ampliação. Isto ajuda a identificar formas de evitar e eliminar defeitos, melhorando assim a qualidade da junta soldada.
Através de amostragem, trituração, gravação e fotografia de baixa ampliação, os defeitos macro em juntas soldadas podem ser inspeccionados de forma clara e intuitiva. Isto, combinado com as normas de soldadura correspondentes, é utilizado para avaliar se o processo de soldaduraOs trabalhadores e a estrutura cumprem os requisitos de utilização relevantes.
Com base nas causas de formação e nas formas de defeito, os macro defeitos nas soldaduras podem ser divididos principalmente nas seguintes categorias:
1. Estoma
Durante o processo de cristalização na soldadura, os gases podem ficar presos no banho de soldadura e formar estomas antes de poderem sair.
Os estomas são um tipo comum de defeito que pode ocorrer em juntas soldadas, tanto na superfície da soldadura como no seu interior.
Estes defeitos podem ser difíceis de detetar utilizando métodos convencionais de produção de soldadura, o que pode resultar em danos graves.
Os poros internos que se desenvolvem no interior da soldadura são designados por poros internos, enquanto os poros de superfície são aqueles que são visíveis no exterior da soldadura.
2. Inclusão de escórias
A inclusão de escória refere-se à presença de escória ou de outros materiais nãomateriais metálicos dentro da soldadura, que é um defeito de soldadura comum.
Em técnicas de soldadura utilizando arame com fluxo, como na soldadura por arco submerso, pode formar-se escória em resultado de uma má deposição do arame. Na soldadura com CO2 soldadura sem fluxo, as escórias podem resultar de produtos desoxidados que permanecem no metal de soldadura multicamada.
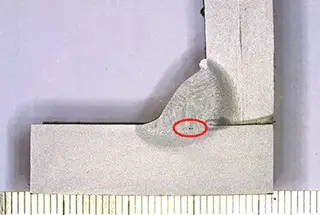
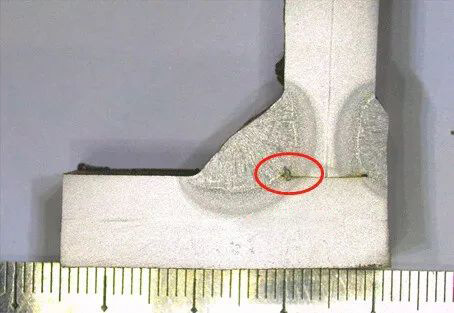
3. Penetração e fusão incompletas
A penetração incompleta refere-se à porção da raiz da junta que permanece não preenchida durante a processo de soldadura.
A fusão incompleta é um defeito de soldadura comum, que ocorre quando existe uma lacuna local entre o metal de soldadura fundido e o metal de base ou entre o metal de soldadura fundido e os cordões ou camadas de soldadura adjacentes.
A área entre o metal de base e o metal de soldadura que não está totalmente fundida durante a soldadura por pontos é designada por fusão incompleta.
Fusão incompleta
Penetração incompleta
4. Fissuras
As fissuras de soldadura podem ser classificadas em vários tipos com base no seu aspeto e causas, incluindo fissuras a quente (tais como fissuras de cristalização, fissuras de liquefação a alta temperatura e fissuras de multilateralização), fissuras frias (tais como fissuras retardadas, fissuras de fragilização por endurecimento e fissuras de baixo teor de plástico), fissuras de reaquecimento e rupturas lamelares.
Fissura de raiz
5. Corte inferior
O undercut, também conhecido como defeito de undercut, ocorre quando o metal depositado durante a soldadura não cobre totalmente a parte fundida do metal de base, resultando numa ranhura abaixo da superfície do metal de base na extremidade da soldadura.
Esta lacuna é causada pelo arco de soldadura que funde o bordo da soldadura sem ser preenchido pelo metal fundido do vareta de soldadura.
Se o rebaixo for demasiado profundo, pode enfraquecer a resistência da junta e potencialmente causar danos estruturais no local do rebaixo.
Corte inferior
6. Outros defeitos
Para além dos defeitos mencionados anteriormente, outros defeitos comuns defeitos de soldadura incluem porosidade, sobreposição a frio, queima, cordão de soldadura, cavidade de retração, poço, colapso, tamanho desigual da perna de soldadura, concavidade ou convexidade excessivas e ângulo de ponta de soldadura desigual.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...