Explicação do processo de fabrico de lava-loiças de cozinha em aço inoxidável
Já alguma vez se perguntou como são feitos os lava-loiças de aço inoxidável elegantes e brilhantes da sua cozinha? Este artigo vai levá-lo através da fascinante viagem desde as chapas de aço em bruto até ao produto final polido, revelando os intrincados passos e maquinaria envolvidos. Prepare-se para explorar o processo pormenorizado e descobrir o que torna estes lava-loiças tão duráveis como bonitos.
Antes de percebermos como são feitos os lava-loiças de aço inoxidável, vamos dar uma breve vista de olhos ao que são os lava-loiças de aço inoxidável.
Os lava-loiças de aço inoxidável apareceram pela primeira vez na Europa e nos Estados Unidos, e os primeiros lava-loiças de aço inoxidável da China apareceram em Taiwan.
No início dos anos 90, os comerciantes de Taiwan trouxeram lavatórios de aço inoxidável quando investiram na China continental.
Nos primeiros tempos, havia marcas como "Mantangchun" e, mais tarde, "Molin".
Os lava-loiças de aço inoxidável são fabricados utilizando o aço inoxidável como matéria-prima.
O corpo principal é processado por estiramento integral ou soldadura e, em seguida, por tratamento de superfície.
Os lava-loiças de aço inoxidável são utilizados nas cozinhas modernas como uma das peças indispensáveis para lavar legumes ou pratos.
Que equipamento é necessário para fabricar lava-loiças em aço inoxidável?
Deixem-me mostrar-vos.
A produção de lava-loiças em aço inoxidável requer:
2 conjuntos de prensas de estiragem hidráulicas (400T e 500T)
Entre elas, a máquina de estiramento requer uma máquina de estiramento de 400T e uma máquina de estiramento de 500T máquina de prensagem.
A máquina de prensa de estiramento 400T é utilizada para estiramento, e a prensa 500T é utilizada para formação.
Será necessária uma prensa hidráulica de 200T para o corte de arestas.
A prensa eléctrica é utilizada principalmente para perfurar.
Os 4 conjuntos de moldes são um molde de desenho, um molde de matriz de formação, uma matriz de corte e uma matriz de perfuração, respetivamente.
Agora que temos uma breve compreensão dos lava-loiças de aço inoxidável e do seu equipamento de fabrico, como são feitos?
Vamos mergulhar no processo de produção de lava-loiças em aço inoxidável.
#1. Aquisição de matérias-primas (0,8-1,5 mm) chapa metálica)
A fábrica de lava-loiças adquire chapas de aço de diferentes larguras e espessuras de acordo com os vários requisitos de produção do lava-loiça.
A espessura da chapa metálica normalmente utilizada no fabrico de lava-loiças de aço inoxidável situa-se entre 0,8 mm e 1,5 mm.
A chapa metálica é entregue à fábrica de pias em bobinas por peso.
Normalmente, a largura máxima da chapa de aço não cortada é de 1220 mm, e o comprimento é quase ilimitado.
#2. Laminação
A ductilidade da chapa de aço é limitada.
Para evitar fissuras e danos na chapa de aço durante o processo de estiragem, é necessário aplicar uma película de laminação à chapa de aço na fase inicial.
O revestimento cobre apenas um lado da chapa de aço, e o lado com a película de revestimento ficará virado para o molde na fase de estiragem subsequente.
O revestimento de película pode ser aplicado antes ou depois do corte.
De acordo com os diferentes comprimentos de projeto dos lava-loiças, a chapa de aço longa tem de ser cortada em segmentos por um máquina de corte de chapa metálica para satisfazer os requisitos de dimensão da obturação.
A partir da imagem abaixo, pode ver que os trabalhadores completam o revestimento da película controlando o interrutor do rolo para passar a película protetora e a chapa de aço através da zona de laminagem ao mesmo tempo.
Quando o chapa de aço revestida passa através da guilhotina, o trabalhador carrega no interrutor da guilhotina conforme necessário para cortar a chapa de aço no comprimento pretendido.
#4. Entalhe de canto
A folha, depois de cortada, tem agora uma forma retangular regular.
Para se conformar com a forma do lava-loiça, é também necessário introduzir a folha na máquina de corte para entalhar os cantos.
A chapa metálica, depois do canto entalheé geralmente poligonal e, por vezes, tem arestas em arco.
#5. Oiling
Aplicar o óleo de estiragem uniformemente em ambos os lados da chapa metálica após o revestimento e o corte.
O óleo de estiragem ajudará a folha a ser tensionada uniformemente, reduzirá a possibilidade de fissuras por tração e prolongará a vida útil do molde e da máquina de prensagem.
#6. Desenho pela primeira vez
Colocar a chapa metálica sobre a mesa de trabalho da máquina de estirar.
Existem aberturas nas placas laminadas superior e inferior da bancada de trabalho.
O molde do produto está localizado na abertura da placa inferior da bancada de trabalho (sombreado a vermelho na imagem seguinte).
Depois de premir o interrutor do motor, a placa superior da mesa de trabalho da prensa hidráulica é baixada e toda a mesa de trabalho afunda-se.
Durante o processo de afundamento, a posição horizontal do molde permanece inalterada, de modo que a chapa de aço é forçado para cima para completar o desenho da forma.
A primeira profundidade de desenho deve ser igual ou superior a 80% da profundidade total do projeto.
#7. Limpeza
Retirar a bacia inicialmente formada e limpar a bancada de trabalho contaminada com o óleo de extração.
O reservatório de água após o primeiro processo de estiragem será enviado para a estação de limpeza para descolar a película e o óleo de estiragem residual será lavado para preparar a recozimento processo.
No processo de desenho, se a profundidade de desenho do lava-loiça for inferior a 160 mm, a profundidade desejada pode ser alcançada num só desenho.
Quando a profundidade do lava-loiça atinge 180 mm a 250 mm, a probabilidade de a chapa de aço inoxidável se romper por um desenho é muito maior. Para evitar fissuras e garantir a qualidade do lava-loiça, é necessário um processo de recozimento.
Para satisfazer a procura de estampagem profunda, são atualmente necessários o tratamento de recozimento e a estampagem secundária.
O tratamento de recozimento restabelece a atividade da chapa de aço inoxidável que é altamente deformada durante o processo de estiragem inicial.
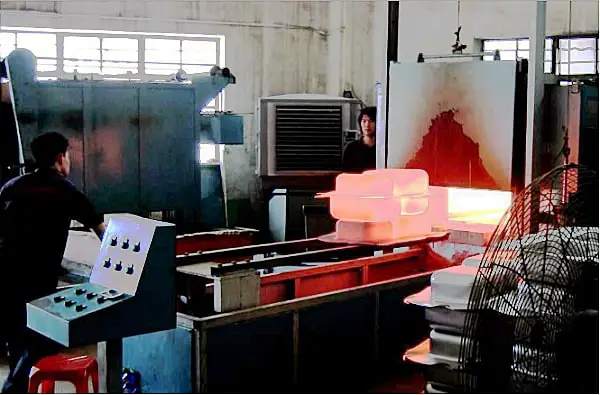
A linha de recozimento em si é uma linha de alta temperatura de 20 metros de comprimento, com uma temperatura de forno de aproximadamente 1150 ℃.
As entradas e saídas estão situadas em ambos os lados e os lava-loiças são transportados por um fecho de guindaste do tipo cabo ou por um tapete rolante.
A linha pode processar 30 peças de lava-loiças em simultâneo.
O processo de recozimento também inclui a desmagnetização, que elimina as propriedades magnéticas do aço inoxidável causadas pelo estiramento.
Muitas fábricas de laminados não têm a sua própria linha de recozimento e subcontratam o processo a uma oficina de recozimento de terceiros.
Por vezes, a fábrica de laminados utiliza um forno de recozimento para satisfazer as suas próprias necessidades de substituição.
#9. Desenho pela segunda vez
O dissipador de água recozido é submetido a um segundo processo de estiramento utilizando um molde e uma prensa hidráulica.
O segundo desenho deve ser totalmente esticado até à profundidade prevista.
#10. Recorte
Após o segundo processo de estiramento do dissipador de água, já não há qualquer contração no bordo da chapa de aço.
Nesta fase, é necessário remover qualquer excesso de acabamento do produto acabado.
Ao cortar a borda, é essencial reservar a posição de instalação da nervura de reforço acima da contra-bacia.
#11. Perfuração
Os orifícios de drenagem e os orifícios de transbordo são perfurados sucessivamente num molde especial pela máquina de perfuração.
Consoante as condições reais da chapa e do equipamento de puncionamento, pode ser necessário remover eventuais rebarbas no plano de corte.
#12. Soldadura
Se for uma bacia de soldadura de rolo de tanque duplo ou uma bacia de soldadura de fundo, tem de ser soldada à placa superior da placa de rega após a perfuração.
A soldadura por rolo é normalmente efectuada por soldadura CNC, mas também pode ser feita à mão por trabalhadores.
Se for um soldadura topo a topo é necessário efetuar a soldadura topo a topo em ambos os lados da bacia.
Uma caraterística distintiva da bacia de soldadura topo a topo é a linha de soldadura entre os dois lados da bacia.
Aqui, o processo de lixagem (desenho) é especificamente introduzido.
A trituração divide-se em três ou quatro etapas, consoante a diferença entre a bacia e o equipamento.
A primeira parte que precisa de ser polida é o fundo do lava-loiça.
A moagem da parede do lava-loiça é então efectuada.
Consoante o grau de automatização da instalação de trituração, existe, por vezes, o seguinte processo para aliviar a necessidade de os trabalhadores possuírem competências de trituração.
Uma vez que as duas faces adjacentes são polidas em direcções diferentes, é provável que ocorram linhas caóticas nas arestas onde as texturas se encontram.
Com a ajuda de uma mó, eliminam-se as linhas desordenadas entre as duas faces verticais.
No final do processo de retificação, a placa superior é rectificada para remover o ponto de soldadura, as linhas de soldadura e os defeitos de superfície visíveis na bacia.
#15. Abertura do furo
Escavação do furo da torneira de água na posição de acordo com os requisitos da encomenda.
Este processo tem um elevado grau de liberdade e pode ser ignorado diretamente de acordo com os requisitos da encomenda, ou pode ocorrer antes de qualquer processo após a soldadura.
#16. Marcação
A marcação do lava-loiça de aço inoxidável inclui principalmente os dois métodos seguintes: marca a laser e marca em relevo.
Empurrar o coletor completamente para a posição de baioneta para garantir uma posição de impressão consistente.
Marca laser
A gravação a laser é utilizada para marcação.
Para além da marcação a laser totalmente automatizada, existe também uma marcação a laser de posicionamento manual de baixo custo (como mostra a imagem seguinte).
Colocar a membrana semipermeável com o logótipo da marca na posição de marcação designada e utilizar um emissor laser portátil para a iluminar à distância zero.
O laser passa através da porção transmissora de luz da membrana semipermeável para obter a cauterização na superfície do aço inoxidável.
#17. Restauração
Qualquer dano menor que ocorra em cada fase de produção, mas que ainda tenha valor comercial, é enviado manualmente para o local de reparação antes do processo de pulverização.
#18. Revestimento por pulverização
É efectuado um tratamento de pulverização do fundo.
Existem três objectivos para a pulverização:
Para que a pia fina e leve ganhe peso;
Para cobrir os vestígios de queimadura causados pelo recozimento;
Para evitar a condensação no ambiente da cozinha.
No entanto, a maioria dos fabricantes de lava-loiças apenas aplica tinta durante a pulverização e não tem uma função anti-condensação.
Para além da pulverização, a decapagem também pode remover os pontos de combustão causados pelo recozimento.
#19. Limpeza e embalagem
O trabalho de limpeza inclui a remoção do óleo de extração residual, sujidade e pulverização da frente do lava-loiça, bem como quaisquer restos da mó e do aço inoxidável, impressões digitais e outras poeiras.
O lava-loiça pode ser embalado em suportes, caixas grandes ou mesmo embalagens para venda a retalho, de acordo com os requisitos dos diferentes clientes.
#20. Meias
Finalmente, o produto é colocado no armazém e aguarda a entrega no local especificado pelo comprador.
Vídeo de trabalho do processo de fabrico de lava-loiças em aço inoxidável
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...