Dobragem de chapa metálica sem marcas: Dicas e soluções
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e o design da matriz. Irá descobrir métodos como matrizes de rolos, inserções de nylon e películas anti-riscos, todos concebidos para manter a qualidade pura das superfícies metálicas. No final, compreenderá as melhores práticas e ferramentas para obter curvas perfeitas, melhorando o aspeto e a precisão do seu trabalho em metal.
As matrizes de dobragem são o principal equipamento de processamento utilizado na conformação de chapas metálicas.
Com o crescimento de indústrias como a maquinaria de engenharia, automóveis, navios, aeroespacial, instrumentação eléctrica e decoração de edifícios, as empresas de transformação exigem cada vez mais precisão e complexidade na forma dos produtos de chapa metálica, bem como uma maior qualidade da superfície.
Em particular, o processo de dobragem de chapas de aço inoxidável e alumínio requer superfícies sem riscos.
Para evitar marcas de dobragem na superfície das peças de chapa metálica durante o dobragem por prensa dobradeira No âmbito do processo de fabrico, examinaremos as causas destas marcas a partir de quatro perspectivas: método de dobragem, dureza do material, estrutura côncava da matriz, seleção da prensa de travagem e precisão da matriz.
1. Defeitos da dobragem tradicional
Fig.1
A figura 1 mostra a matriz inferior A estrutura de dobragem no método de dobragem tradicional, que normalmente tem uma ranhura em V de diferentes tamanhos para dobrar placas de diferentes espessuras. Durante o processo de dobragem, a placa move-se ao longo da borda da ranhura em V na matriz inferior, levando à compressão e ao atrito gerado pela força de flexãoA ranhura em V é um defeito de fabrico, que resulta em marcas de dobragem distintas na superfície da chapa formada. A largura destes defeitos é aproximadamente 0,414 vezes a largura da ranhura em V, afectando seriamente o aspeto e a qualidade do produto.
Para resolver os defeitos da dobragem tradicional, é necessário ultrapassar o movimento da placa, a fricção e a pressão de extrusão gerada pela ranhura em V na matriz inferior durante o processo de dobragem.
2. Tecnologia de dobragem sem marcas e estrutura da matriz
Se for necessário um produto de chapa metálica sem riscos ou marcas, um travão de prensa O operador tem de escolher soluções adequadas que evitem a fricção entre a chapa metálica e as ferramentas.
O problema mais comum é como esconder as duas linhas que podem aparecer na área de contacto entre a matriz e a chapa metálica. Há várias maneiras de as evitar:
(1) Limpar e lubrificar as matrizes:
A fricção dos metais e os riscos e marcas resultantes podem ser reduzidos através da remoção de detritos, como escamas ou zinco, das matrizes e da aplicação de um lubrificante para reduzir o atrito.
(2) Matrizes com raio maior:
Algumas matrizes têm um raio de curvatura maior entre a superfície superior e a borda do veio. Na prática, para uma dada abertura da matriz em véu, a área de contacto entre a matriz e a chapa metálica é arredondada para diminuir o atrito entre os metais.
Esta é uma solução muito eficaz, sem custos adicionais para além do custo das matrizes, que têm a mesma vida útil que as matrizes normais. O único inconveniente do arredondamento da zona de apoio é a necessidade de aumentar ligeiramente o bordo interior mínimo para evitar a queda da folha no V do dado
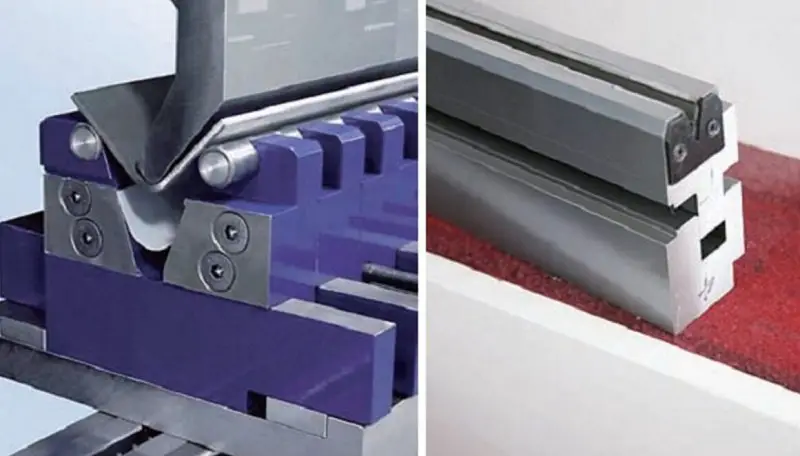
(3) Matriz sem marcas de rolos
Figura 2 Estrutura da matriz sem marcas de rolos
Durante o processo de dobragemA peça de trabalho entra em contacto com o mandril de carboneto cimentado na matriz inferior e o mandril roda na direção da placa móvel.
Isto transforma o atrito do tradicional atrito de deslizamento em atrito de rolamento, reduzindo as marcas de dobragem e a abrasão relacionada com a extrusão na superfície da peça de trabalho e melhorando o seu aspeto e precisão.
No entanto, a pressão de compressão continua a existir entre o rolo inferior da matriz e a placa durante o processo de dobragem, pelo que as marcas de dobragem não podem ser completamente evitadas, especialmente quando se dobra placas de metal macio.
As matrizes com rolos diminuem consideravelmente o atrito e evitam riscos superficiais na chapa metálica, mas também são bastante caras e requerem uma limpeza frequente para garantir que os detritos não impeçam o rolo de rodar no seu assento.
As matrizes com rolos são muito úteis para dobrar chapas grossas, uma vez que diminuir a força necessária.
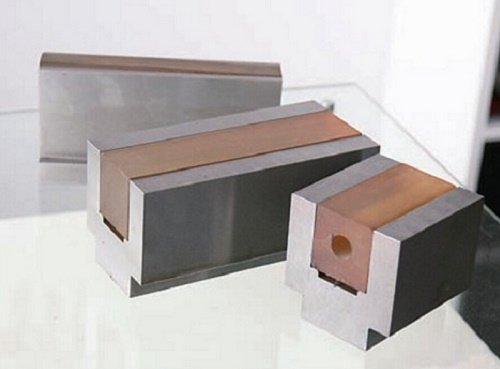
(4) Matriz sem marcas com rotação de placa
Fig.3
A figura 3 ilustra a estrutura do molde livre de marcas por rotação de placas.
Durante o processo de prensagem, o punção superior empurra a peça de trabalho para o molde inferior e, à medida que a peça de trabalho entra em contacto com a superfície rotativa, a placa rotativa do molde inferior roda.
Isto elimina o deslizamento relativo entre a peça de trabalho e a matriz inferior, resultando num contacto superfície a superfície entre a peça de trabalho e a placa rotativa.
Isto elimina as marcas de dobragem e a abrasão relacionada com a extrusão na superfície da peça de trabalho, melhorando assim efetivamente o seu aspeto e precisão.
(5) Caçonetes com encaixes de nylon
Algumas matrizes feitas de aço têm um assento para inserções de nylon que são normalmente fixadas com parafusos de rosca.
Estes insertos podem ter a forma de um véu necessário para a dobragem ou uma forma retangular para pressionar a chapa metálica contra a ferramenta de raio.
Estas ferramentas são muito eficazes na eliminação de manchas, no entanto, requerem a substituição da pastilha quando esta fica desgastada pela chapa metálica.
Estas matrizes só podem ser utilizadas com chapas finas, uma vez que a utilização de uma carga excessiva deformará rapidamente e de forma permanente o veio.
(6) Película anti-riscos
Uma película anti-riscos que se encontra entre a chapa metálica e a matriz protege a superfície de riscos e marcas. A sua duração depende das ferramentas utilizadas, do ângulo e sobretudo do raio da ponta do punção.
Deve ser feito de um material não elástico para não se deformar sob pressão.
Quando utilizado, o operador tem de diminuir o curso Y do cilindro no mesmo valor que a espessura da película, que permanece constante durante a dobragem.
As películas anti-riscos podem ser fornecidas com tensores para um posicionamento correto da película e uma substituição fácil quando esta começa a rachar quando está gasta.
(7) Suporte adequado da chapa metálica
A chapa metálica deve ser corretamente suportada durante a dobragem e durante o retorno da viga superior. Este é um fator chave para grandes produtos de chapa metálicaO peso da chapa pode provocar uma deformação por flexão na zona próxima da matriz se a chapa não estiver corretamente apoiada.
(8) Raio de ponta do punção
Embora seja bastante raro, por vezes a parte interna de um perfil pode precisar de ser protegida contra riscos. Nestes casos, é importante escolher um punção com um raio de ponta muito próximo do raio interno necessário.
Isto é crucial se for necessária uma força elevada, uma vez que um punção com um raio de ponta demasiado pequeno terá tendência a penetrar no material, deixando uma ranhura na chapa metálica.
Para além das duas estruturas de molde sem marcas acima referidas, podem também ser utilizados tapetes anti-marcas, mangas de borracha à prova de pressão de matriz côncava em forma de V simples, revestimentos de almofada de poliuretano+AT em bloco e matrizes côncavas de borracha dura para evitar marcas de dobragem na superfície das placas de metal durante o processo de dobragem. Estes materiais ajudam a cumprir os requisitos de qualidade do produto.
No entanto, as almofadas de borracha, as mangas de borracha, os blocos de borracha forte e a borracha dura são propensos a deformação durante o processo de dobragem, têm uma vida útil curta e podem afetar a precisão dimensional da peça de trabalho dobrada. São apenas adequados para peças que não requerem uma elevada precisão dimensional.
3. Tecnologia de dobragem sem marcas magnéticas
Vantagens:
Baixo custo: Os próprios utilizadores podem fabricar a ferramenta (junta magnética).
Longa vida útil: Ciclos de substituição mais longos.
Prevenção eficaz de indentações e ondulações.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...