Soldadura por pontos: Dicas e técnicas para uma ligação de precisão
Imagine um mundo onde os metais se fundem na perfeição com apenas uma faísca. Esta é a essência da soldadura por pontos, uma técnica que une peças metálicas com precisão e força. Neste artigo, irá descobrir os meandros dos métodos de soldadura por pontos, desde técnicas de dupla face a técnicas de face única, e aprenderá a selecionar os melhores parâmetros de processo. Espere obter conhecimentos práticos sobre como obter soldaduras de alta qualidade, garantindo durabilidade e fiabilidade nos seus projectos. Mergulhe de cabeça e desvende os segredos para dominar esta competência de soldadura essencial.
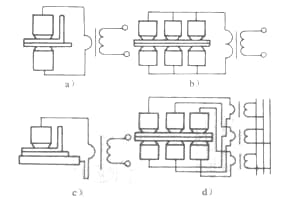
A soldadura por pontos é geralmente dividida em duas categorias: soldadura por pontos de dupla face e soldadura por pontos de face única. Na soldadura por pontos de dupla face, os eléctrodos fornecem energia à área de soldadura a partir de ambos os lados da peça de trabalho.
Os métodos típicos de soldadura por pontos de dupla face são apresentados na Figura 1. A Figura 1a é o método mais utilizado, onde existem marcas de eléctrodos em ambos os lados da peça de trabalho.
A figura 1b mostra a utilização de uma placa condutora com uma grande área de contacto como elétrodo inferior, que pode eliminar ou reduzir as marcas deixadas pelo elétrodo inferior e é frequentemente utilizada para a soldadura por pontos de painéis decorativos.
A Figura 1c mostra a soldadura por pontos de dupla face que solda simultaneamente dois ou mais pontos de soldadura utilizando um transformador para ligar todos os eléctrodos em paralelo.
Neste momento, a impedância de todos os caminhos de corrente deve ser basicamente igual e o estado da superfície, a espessura do material e a pressão do elétrodo em cada posição de soldadura devem ser os mesmos para garantir que a corrente que passa por cada ponto de soldadura é basicamente a mesma.
A Figura 1d mostra a soldadura por pontos multiponto de dupla face utilizando vários transformadores, o que pode evitar as deficiências da Figura 1c.
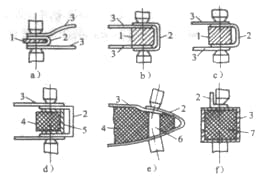
Na soldadura por pontos unilateral, os eléctrodos fornecem energia à área de soldadura a partir do mesmo lado da peça de trabalho. Os métodos típicos de soldadura por pontos de uma face são apresentados na Figura 2.
A Figura 2a é uma soldadura por pontos de um só lado, em que o elétrodo que não forma um ponto de soldadura adopta um grande diâmetro e uma grande área de contacto para reduzir a densidade da corrente.
A Figura 2b é uma soldadura por pontos de duplo ponto de uma face sem derivação, em que todas as correntes de soldadura fluem através da zona de soldadura.
A Figura 2c é uma soldadura por pontos de dupla face com derivação, em que a corrente que flui através da peça de trabalho superior não passa pela zona de soldadura, resultando em derivação. Para proporcionar um caminho de baixa resistência para a corrente de soldadura, é colocada uma almofada de cobre sob a peça de trabalho.
A figura 2d mostra uma ponte de cobre especial A que é pressionada juntamente com o elétrodo na peça de trabalho para evitar um aquecimento inadequado, que pode causar deformações no painel composto e reduzir a resistência entre os dois eléctrodos quando a distância entre os dois pontos de soldadura l é grande, como na soldadura de membros esqueléticos e painéis compostos.
Figura 1 Diferentes formas de soldadura por pontos de dupla face
Figura 2 Diferentes formas de soldadura por pontos de uma face
A soldadura por pontos com núcleo de cobre é uma forma especial de soldadura por pontos de uma ou duas faces. Esta forma é particularmente adequada para peças de trabalho com espaço limitado e onde o elétrodo é difícil de alcançar ou não pode ser alcançado de todo. A vareta de núcleo mostrada na Figura 3a é, na verdade, uma placa de cobre com alguns milímetros de espessura.
As figuras 3b e 3c mostram dois tipos de estruturas semelhantes, sendo a estrutura 3b inferior à estrutura 3c porque a primeira reduz o calor gerado na zona de soldadura ao passar pelo desvio da peça de trabalho 2 sem passar pela superfície de contacto das duas peças de trabalho, exigindo assim um aumento da corrente de soldadura.
Isto aumentará o calor gerado entre as superfícies de contacto da peça de trabalho 2 e os dois eléctrodos, podendo mesmo queimar a peça de trabalho.
Quando a área da secção transversal da haste do núcleo é grande, as placas de cobre podem ser enroladas ou embutidas numa haste do núcleo feita de madeira colada com tecido ou madeira dura para poupar materiais de cobre e facilitar a produção (como mostrado nas Figuras 3d e 3e).
Uma vez que a área de contacto entre a haste do núcleo e a peça de trabalho é muito maior do que a área de contacto entre o elétrodo e a peça de trabalho, o núcleo fundido tenderá a deslocar-se para o lado da peça de trabalho em contacto com o elétrodo.
Se a espessura das duas peças de trabalho for diferente, colocar a peça mais grossa no lado do contacto da haste do núcleo pode reduzir o grau de deslocamento do núcleo fundido.
Figura 3 Soldadura por pontos de uma face com mandril de cobre ou material de enchimento
1 - haste de núcleo de cobre
2. 3 - Peça de trabalho
4-Glue stick com pano
Placa revestida de cobre 5
6- Uma barra de cobre embutida
7 - Enchimento
Quando se soldam peças de trabalho em recipientes fechados e a vareta de núcleo não pode ser inserida no recipiente, todo o recipiente pode ser preenchido com Zn, Pb, A1 ou outros metais com um ponto de fusão mais baixo do que o metal soldado antes da soldadura (como mostrado na Figura 3f).
Quando a parede do recipiente é espessa, podem também ser utilizados materiais não condutores, como areia ou parafina, como enchimento. Devem ser aplicadas condições rigorosas durante a soldadura para evitar que o aquecimento prolongado provoque a fusão do metal de baixo ponto de fusão ou da parafina, resultando no colapso da pressão do elétrodo na peça de trabalho.
Na produção em massa, a soldadura multiponto de um só lado é amplamente utilizada. Neste momento, pode ser utilizado um transformador para fornecer energia, e cada par de eléctrodos pode pressionar a peça de trabalho por sua vez (como mostrado na Figura 4a), ou cada par de eléctrodos pode ser alimentado por um transformador separado, e todos os eléctrodos podem pressionar simultaneamente a peça de trabalho (como mostrado na Figura 4b).
Esta última forma tem mais vantagens e é mais utilizada. As suas vantagens são: cada transformador pode ser colocado mais próximo do elétrodo ligado, pelo que a sua potência e tamanho podem ser significativamente reduzidos; os parâmetros do processo de cada soldadura podem ser ajustados individualmente; todas as soldaduras podem ser soldadas simultaneamente, obtendo-se uma elevada produtividade; todos os eléctrodos pressionam a peça de trabalho ao mesmo tempo, reduzindo a deformação; vários transformadores são alimentados simultaneamente, garantindo cargas trifásicas equilibradas.
1.2 Seleção dos parâmetros do processo de soldadura por pontos.
Normalmente, a seleção dos parâmetros do processo de soldadura por pontos é baseada no material e na espessura da peça de trabalho, com referência à tabela de condições de soldadura para esse material específico.
Em primeiro lugar, determinar a forma e o tamanho da face final do elétrodo. Em segundo lugar, selecionar preliminarmente a pressão do elétrodo e o tempo de soldadura e, em seguida, ajustar a corrente de soldadura para soldar amostras com diferentes correntes.
Depois de verificar que o diâmetro do núcleo fundido cumpre os requisitos, ajustar a pressão do elétrodo, o tempo de soldadura e a corrente dentro de um intervalo adequado e realizar a soldadura por amostragem e a inspeção até que a qualidade da soldadura cumpra os requisitos especificados nas condições técnicas.
O método mais comummente utilizado para inspecionar amostras é o ensaio de rasgamento. A marca de uma soldadura de alta qualidade é um orifício circular numa peça da amostra rasgada e um convexo circular na outra peça.
No caso de placas espessas ou de materiais temperados, pode não ser possível obter furos circulares e convexos a partir de ensaios de rutura, mas o diâmetro do núcleo fundido pode ser determinado através de fracturas de cisalhamento.
Se necessário, devem também ser efectuadas medições de baixa ampliação, ensaios de tração e inspeção por raios X para determinar a taxa de penetração, a resistência ao corte e a existência de furos de retração, fissuras, etc.
Figura 4 Forma de soldadura multiponto de uma face.
a) Um transformador fornece energia à vez.
b) Os transformadores múltiplos fornecem energia separadamente a: 1. um cilindro hidráulico; 2. um elétrodo
Ao selecionar os parâmetros do processo com base em amostras de ensaio, é necessário ter plenamente em conta as diferenças entre as amostras de ensaio e a peça de trabalho real em termos de desvio, a influência dos materiais ferromagnéticos, as folgas de montagem e fazer os ajustamentos adequados em conformidade.
1.3 Soldadura por pontos de espessuras desiguais e materiais diferentes
Ao realizar a soldadura por pontos de espessura desigual ou de materiais diferentes, o núcleo fundido será assimétrico em relação à superfície de junção e deslocar-se-á para o lado mais espesso ou para o lado com pior condutividade e condutividade térmica. O resultado desta deslocação é uma redução da taxa de penetração e da resistência da peça de trabalho mais fina ou mais condutora/melhor condutora de calor.
A deslocação do núcleo fundido é causada por diferenças na geração e dissipação de calor entre as duas peças de trabalho.
Quando a espessura é desigual, o lado mais espesso tem maior resistência e a superfície de junção está mais afastada do elétrodo, o que resulta numa maior produção de calor e menor dissipação, fazendo com que o núcleo fundido se desloque para o lado mais espesso.
Quando os materiais são diferentes, os materiais com fraca condutividade e condutividade térmica produzem calor facilmente mas dissipam-no mal, pelo que o núcleo fundido também se desloca para estes materiais, como mostra a Figura 5, em que p representa a resistividade.
O princípio do ajustamento da deslocação do núcleo fundido consiste em aumentar a produção de calor da peça de trabalho mais fina ou mais condutora/melhor condutora de calor e reduzir a sua superfície de dissipação. Os métodos comuns incluem:
Utilização de eléctrodos com diferentes diâmetros de superfície de contacto ou raios esféricos nas peças mais finas ou mais condutoras/melhor condutoras de calor. O diâmetro ou raio mais pequeno é utilizado num dos lados para aumentar a densidade da corrente nesse lado e reduzir o efeito da dissipação do elétrodo.
Figura 5 Desvio da pepita durante a soldadura por pontos com diferentes espessuras e materiais
a)Espessura desigual (σ1<σ2)
b) Materiais diferentes (p1<p2)
2) Utilizar eléctrodos feitos de materiais diferentes ou condutores com boa condutividade térmica e utilizar uma liga de cobre com fraca condutividade térmica num dos lados da peça de trabalho para reduzir a perda de calor nesse lado.
3) Utilizar almofadas de processo para colocar uma almofada feita de metal com fraca condutividade térmica (com uma espessura de 0,2-0,3 mm) num dos lados da peça de trabalho ou condutor com boa condutividade térmica para reduzir a dissipação de calor nesse lado.
4) É utilizado o método de condição forte - devido ao curto período de tempo em que a eletricidade flui, o efeito do aquecimento por resistência indireta entre as peças aumenta, enquanto o efeito da dissipação de calor do elétrodo diminui, o que é benéfico para ultrapassar o desvio do núcleo de fusão.
Este método tem efeitos significativos na soldadura por pontos de peças de trabalho finas e espessas. A máquina de soldar com energia armazenada em condensador (normalmente com corrente elevada e tempo de fluxo de eletricidade curto) pode soldar por pontos peças com uma relação de espessura de até 20:1, servindo como um exemplo claro.
No entanto, para peças espessas, a resistência de contacto tem pouca influência no aquecimento do núcleo de fusão devido ao maior tempo de fluxo de eletricidade.
Neste caso, as condições fracas são de facto mais eficazes para permitir tempo suficiente para a transferência de calor para a interface das duas peças, ajudando assim a ultrapassar o desvio do núcleo de fusão.
Na produção, houve um exemplo em que a soldadura por pontos da liga de alumínio 5A06 (LF6) com uma espessura de 3,5 mm (com elevada resistência eléctrica) e da liga de alumínio 2A14 (LD10) com uma espessura de 5,6 mm (com baixa resistência eléctrica) resultou num desvio grave do núcleo de fusão para a peça mais fina 5A06 (IF6). Só depois de aumentar o tempo de fluxo de eletricidade de 13Hz para 20Hz é que o desvio pôde ser corrigido.
2. Conceção de juntas de soldadura por pontos
A soldadura por pontos utiliza normalmente juntas sobrepostas e bordos dobrados (como se mostra na Figura 6). A junta pode ser composta por duas ou mais peças de trabalho com espessuras iguais ou desiguais.
Ao conceber o spot estrutura de soldaduraPara além disso, a acessibilidade do elétrodo deve ser considerada - ou seja, o elétrodo deve ser capaz de alcançar facilmente a área de soldadura do componente. Além disso, factores como a distância dos bordos, a quantidade de sobreposição, o espaçamento entre soldaduras, a folga de montagem e resistência da soldadura deve também ser tida em conta.
O valor mínimo da distância entre bordos depende do tipo de metal a soldar, a sua espessura e as condições de soldadura. Pode ser utilizado um valor mais baixo para soldaduras de elevada limite de elasticidade metais, chapas finas ou quando são aplicadas condições de soldadura fortes.
b) Junta de borda dobrada: e - espaçamento entre soldaduras; b - distância da borda
A quantidade de sobreposição é o dobro da distância da borda, e a quantidade mínima recomendada de sobreposição é mostrada na Tabela 1.
O espaçamento entre soldaduras refere-se à distância centro a centro entre pontos adjacentes, e o seu valor mínimo está relacionado com a espessura, a condutividade eléctrica, a limpeza da superfície do metal a ser soldado, bem como com o diâmetro do núcleo de fusão. A Tabela 2 apresenta o espaçamento mínimo recomendado entre soldaduras.
Quadro 1 Quantidade mínima de sobreposição recomendada para as juntas (unidade: mm)
Espessura da placa mais fina
Sobreposição mínima de juntas de soldadura em fila única
Sobreposição mínima de juntas de soldadura em fila dupla
Aço estrutural
Aço inoxidável e superligas
Liga leve
Aço estrutural
Aço inoxidável e superligas
Liga leve
0.5
8
6
12
16
14
22
0.8
9
7
12
18
16
22
1.0
10
8
14
20
18
24
1.2
11
9
14
22
20
26
15
12
10
16
24
22
30
20
14
12
20
28
26
34
25
16
14
24
-32
30
40
3.0
18
16
26
36
34
46
35
20
18
28
40
38
48
40
22
20
30
42
40
50
Quadro 2 Espaçamento mínimo recomendado entre soldaduras (unidade: mm)
Espessura da placa mais fina
Distância mínima do ponto
Aço estrutural
Aço inoxidável e superligas
Liga leve
0.5
10
8
15
0.8
12
10
15
1.0
12
10
15
1.2
14
12
15
15
14
12
20
2.0
16
14
25
2.5
18
16
25
30
20
18
30
3.5
22
20
35
4.0
24
22
35
O passo mínimo é considerado principalmente para o efeito de desvio. Quando se utiliza uma condição forte e uma grande pressão do elétrodo, o passo pode ser adequadamente reduzido. Quando se utiliza a monitorização da expansão térmica ou um controlador que pode alterar sequencialmente a corrente de cada ponto, e quando se utilizam outros dispositivos que podem compensar eficazmente o efeito de desvio, o passo pode ser ilimitado.
Se o passo não puder ser alargado devido a limitações de tamanho da peça de trabalho e não existirem medidas de controlo mencionadas acima, para assegurar um tamanho consistente do núcleo de fusão, deve ser utilizada uma corrente adequada para soldar primeiro o primeiro ponto de cada peça de trabalho, aumentando depois a corrente e soldando os pontos adjacentes.
A folga de montagem deve ser tão pequena quanto possível, porque depender da pressão para eliminar a folga consumirá alguma da pressão do elétrodo, reduzindo a pressão real de soldadura.
A irregularidade da folga também causará flutuações na pressão de soldadura, resultando em diferenças significativas na resistência de cada ponto de soldadura. Uma folga excessiva provocará também salpicos graves.
O valor da folga permitida depende da rigidez e da espessura da peça de trabalho. Quanto maior for a rigidez e a espessura, menor será a folga permitida, normalmente entre 0,1 e 2 mm. A folga excessiva das peças de trabalho anulares pode ser eliminada por laminagem.
A resistência ao cisalhamento de um único ponto de soldadura depende da área do núcleo de fusão na interface entre as duas placas. Para garantir a resistência da junta, para além do diâmetro de fusão, a taxa de penetração e a profundidade de indentação também devem cumprir os requisitos.
A taxa de penetração em cada uma das duas placas deve ser medida separadamente. A taxa de penetração deve situar-se entre 20% e 80%. A taxa de penetração máxima para liga de magnésio só é permitida até 60%, enquanto que para a liga de titânio é permitida até 90%. Ao soldar peças de trabalho de diferentes espessuras, a taxa de penetração mínima em cada peça de trabalho pode ser 20% da espessura da parte mais fina da junta.
A velocidade de indentação não deve exceder 15% da espessura da chapa. Se a relação entre as espessuras das duas peças de trabalho for superior a 2:1, ou se a soldadura for realizada em áreas de difícil acesso ou num dos lados da peça de trabalho utilizando um elétrodo plano, a profundidade de indentação pode ser aumentada para 20%~25%. A Figura 7 mostra o tamanho do núcleo de fusão num disco de moagem de baixa ampliação.
Figura7O tamanho do núcleo de fusão num disco de moagem de baixa ampliação.
d é o diâmetro de fusão; σ é a espessura da peça de trabalho; h é a profundidade de fusão; c é a profundidade de indentação.
A força da mancha juntas soldadas sob cargas de tração perpendiculares à superfície da placa é a resistência à tração.
Devido à concentração de tensões causada pelos ângulos agudos formados entre as duas chapas em torno do zona de fusãoA resistência real da zona de fusão pode ser reduzida, pelo que as juntas soldadas por pontos não são geralmente carregadas desta forma.
Normalmente, o rácio entre a resistência à tração e a resistência ao corte é utilizado como um indicador para avaliar a ductilidade da junta. Quanto maior for o rácio, melhor será a ductilidade da junta.
A resistência de uma junta formada por múltiplas soldaduras também depende do passo e da distribuição das soldaduras. Quando o passo é pequeno, a resistência da junta pode ser afetada pelo desvio, enquanto que um passo grande limitará o número de soldaduras que podem ser dispostas.
Por conseguinte, é necessário considerar tanto o passo como o número de soldaduras para obter a tensão máxima da junta. As filas múltiplas de soldaduras são melhor dispostas num padrão escalonado do que numa disposição retangular.
3. Soldadura por pontos de metais comummente utilizados.
3.1 Limpeza da peça de trabalho antes da soldadura por resistência
Quer se trate de soldadura por pontos, soldadura por costuraSe for utilizada a soldadura por projeção ou por projeção, a superfície da peça de trabalho deve ser limpa antes da soldadura para garantir uma qualidade estável da junta.
A limpeza pode ser efectuada através de métodos mecânicos ou químicos. Os métodos comuns de limpeza mecânica incluem jato de areia, granalhagem, polimento, lixagem com lixa ou escovas de arame.
Diferentes metais e ligas requerem diferentes métodos de limpeza, que são resumidos a seguir:
Os requisitos de limpeza da superfície do alumínio e das suas ligas são extremamente rigorosos porque o alumínio tem uma forte afinidade química com o oxigénio. A superfície que acabou de ser limpa oxidará rapidamente e formará uma película de óxido. Por conseguinte, existe um limite de tempo rigoroso para que a superfície limpa seja mantida antes da soldadura.
A película de óxido sobre ligas de alumínio é principalmente removido por métodos químicos. Após desengorduramento e enxaguamento numa solução alcalina, a peça de trabalho é corroída numa solução de ácido fosfórico. A fim de abrandar a taxa de crescimento da nova película e preencher os poros da nova película, é efectuado um tratamento de passivação durante a corrosão.
Os passivantes mais comummente utilizados são o dicromato de potássio e o dicromato de sódio (ver Quadro 3). Após o tratamento de passivação, a corrosão excessiva da superfície da peça de trabalho não ocorrerá aquando da remoção da película de óxido.
Após a corrosão, enxágue a peça de trabalho e, em seguida, execute o tratamento de clareamento em uma solução de ácido nítrico. Enxágue novamente após o tratamento e seque a peça de trabalho em uma sala de secagem a uma temperatura de 5 ℃ ou seque com ar quente. Após essa limpeza, a peça de trabalho pode ser mantida por 72 horas antes da soldagem.
Também podem ser utilizados métodos mecânicos para limpar as ligas de alumínio. Por exemplo, podem ser utilizadas lixas de número 0-00 ou escovas de arame eléctricas/ventiladas. No entanto, para evitar danos na superfície da peça de trabalho, o diâmetro do fio não deve exceder 0,2 mm, o comprimento não deve ser inferior a 40 mm e a pressão da escova na peça de trabalho não deve exceder 5-20N. Além disso, a soldadura deve ser efectuada no prazo de 2-3 horas após a limpeza.
Para garantir a estabilidade qualidade da soldaduraAtualmente, várias fábricas na China utilizam escovas de arame para limpar as superfícies interiores de peças sobrepostas após a limpeza química.
Após a limpeza das ligas de alumínio, a resistência total entre os dois eléctrodos que seguram duas peças de liga de alumínio deve ser medida. Um dispositivo dedicado semelhante a um máquina de soldadura por pontos é utilizado para este efeito.
Um dos eléctrodos é isolado da braçadeira de eléctrodos e as duas peças de teste são pressionadas entre os eléctrodos. O valor R obtido desta forma pode refletir de forma mais objetiva a qualidade da limpeza da superfície.
Para ligas de alumínio 2A12, 7A04 e 5A06, R não deve exceder 120uΩ, e o valor de R logo após a limpeza é normalmente 40-50uΩ. Para ligas de alumínio com melhor condutividade, como 3A21, 5A02 e sinterizadas materiais de alumínioR não deve exceder 28-40uΩ.
As ligas de magnésio são geralmente limpas quimicamente e depois passivadas numa solução de ácido crómico.
Este tratamento forma uma película de óxido fina e densa na superfície que possui propriedades eléctricas estáveis e pode durar 10 dias ou mais, quase sem alteração do desempenho. As ligas de magnésio também podem ser limpas com escovas de arame.
As ligas de cobre podem ser tratadas com ácido nítrico e clorídrico, neutralizadas e removidos quaisquer resíduos de soldadura.
Quando soldadura por resistência aço inoxidável e ligas de alta temperatura, é crucial manter a superfície da peça de trabalho altamente limpa, uma vez que a presença de óleo, poeira ou tinta pode aumentar a probabilidade de fragilização por enxofre, levando a defeitos nas juntas.
Os métodos de limpeza incluem o polimento, a granalhagem, a escovagem com fio ou a corrosão química (ver Quadro 3). Para peças particularmente importantes, polimento eletrolítico é por vezes utilizado, embora este método seja complexo e de baixa produtividade.
A camada de óxido sobre titânio podem ser removidas por decapagem profunda numa solução de mistura de ácido clorídrico, ácido nítrico e fosfato de sódio. Também podem ser utilizadas escovas de arame ou granalhagem.
Aço de baixo carbono e baixo liga de aço têm uma menor resistência à corrosão na atmosfera.
Por isso, estes metais são frequentemente protegidos durante o transporte, armazenamento e processamento com óleos anti-corrosão. Se a superfície oleada não estiver contaminada por sujidade ou outros materiais pouco condutores na oficina, a película de óleo pode ser facilmente espremida sob pressão do elétrodo sem afetar a qualidade da junta.
Os estados de fornecimento do aço incluem laminado a quente sem decapagem ácida, laminado a quente com decapagem ácida e revestimento de óleo, e laminado a frio. Ao soldar aço laminado a quente que não tenha sido decapado, as camadas de óxido devem ser removidas com jato de areia, jato de granalha ou métodos de corrosão química.
Isto pode ser feito em soluções de ácido sulfúrico e clorídrico ou numa solução composta principalmente por ácido fosfórico mas contendo tioureia (ver Quadro 3), que pode remover eficazmente os resíduos de óleo e corroer a superfície simultaneamente.
Tabela 3 Composição da solução utilizada para a corrosão química.
Metal
Solução de corrosão
Solução mista
Valor admissível
aço macio
1. H2S04 200 g, NaCl 10g, tampão hexametilenotetramina 1 g, temperatura 50-60 ℃2. KHCl 200 g, hexametilenotetramina 10g, temperatura 30-40 ℃/2 por litro de água
Na0H ou OH50-70g por litro de água, temperatura 605 ℃
00
Panela estrutural, aço de baixa liga
1. H2S04 100g por litro de água, HC50g, 10g de hexametileno K-tetramina, temperatura 50-60 ℃ 2. H3PO4 65-98g por 0,8L de água, Na3PO4 35-50g, emulsionante OP25g, tioureia 5g
50~70g de NaOH ou OH por litro de água a uma temperatura de 0-25 ℃; 35g de NaNO por litro de água a uma temperatura de 50-60 ℃
00
Aço inoxidável, superliga
Em 0,75 L de água, H2S04110g, HCl130g, HNO3, 10g, temperatura 50-70 ℃ 2
Su solução com uma fração mássica de 10% a uma temperatura de 20-15 ℃
000
HC1416g,HNO370g,HF50g
Liga de cobre
1. HNO3 280g, HCl 1,5g, negro de fumo 1-2 g por litro de água, temperatura 15 * 25 ℃ 2. HNO3100g, H2SO4180g HCl g por litro de água, temperatura 15-25 ℃. 110~155g de HPO por litro de água
HNO3 por litro de água
00
liga de alumínio
K2Cr20, Na2Cr203: 1,5-0,8g, temperatura 30-50 ℃, 0,3-0,5L de água
525g, temperatura 20-85 ℃
0~120
Liga de magnésio
Na0H300~600gNaN40~70gNaNo3150~250g, temperatura 70~100 ℃
120~180
As chapas de aço com revestimentos geralmente não requerem uma limpeza especial para a soldadura, salvo algumas excepções. As chapas de aço galvanizado, por outro lado, precisam de ser limpas com uma escova de arame ou por corrosão química.
As chapas de aço com um revestimento de fosfato têm uma resistência superficial tão elevada que a corrente de soldadura não pode passar sob baixa pressão do elétrodo, e só pode ser utilizada uma pressão mais elevada para a soldadura.
3.2 Soldadura por pontos de aço de baixo carbono
O aço de baixo carbono tem um teor de w(C) inferior a 0,25%. A sua resistência moderada requer uma potência relativamente baixa da máquina de soldar; a sua ampla gama de temperaturas plásticas permite obter a deformação plástica necessária sem necessidade de uma grande pressão do elétrodo; o seu baixo teor de carbono e de oligoelementos, a ausência de óxidos de ponto de fusão elevado, geralmente não produzem microestruturas ou inclusões recozidas; a sua estreita gama de temperaturas de cristalização, a sua baixa resistência a altas temperaturas e o seu pequeno coeficiente de expansão térmica tornam-no propenso a fissuras.
Este tipo de aço tem boas soldabilidadee os seus parâmetros de processo, tais como a corrente de soldadura, a pressão do elétrodo e o tempo de energização, têm uma vasta gama de ajuste.
A Tabela 4 mostra as condições de soldadura recomendadas para a soldadura por pontos de aço de baixo carbono pela American RWMA e pode servir como referência.
3.3 Soldadura por pontos de aço temperado
Devido à sua taxa de arrefecimento extremamente rápida, a estrutura da martensite é inevitavelmente produzido na soldadura por pontos de aço temperado, o que também pode conduzir a fissuras sob tensão elevada.
Para eliminar a estrutura temperada e melhorar o desempenho da junta, é normalmente adotado o método de soldadura por pontos de duplo impulso após a soldadura por elétrodo a elétrodo e a têmpera.
Tabela 4 Condições de soldadura para a soldadura por pontos de aço de baixo carbono.
Espessura da placa/mm
Elétrodo
Distância mínima do ponto/mm
Sobreposição mínima/mm
Condições óptimas
Estado moderado
Condições gerais
Máximo d/mm
Mínimo D/mm
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
Diâmetro da pepita/mm
Resistência ao corte ± 14%/kN
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
Diâmetro da pepita/mm
Resistência ao corte ± 17%/kN
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
Diâmetro da pepita/mm
Resistência ao corte ± 20%/kN
0.4
3.2
10
8
10
1.15
5.2
4.0
1.8
0.75
8
4.5
3.6
1.6
0.40
17
3.5
3.3
1.25
0.5
4.8
10
9
11
1.35
5
6.0
4.3
2.4
0.90
9
5.0
4.0
2.1
0.45
20
4.0
3.6
1.75
0.6
4.8
10
1.50
6.6
4.7
3.0
1.00
11
5.5
4.3
2.8
0.50
22
4.3
4.0
2.25
0.8
4.8
10
12
11
1.90
7.8
5.3
4.4
1.25
13
6.5
4.8
4.0
0.60
25
5.0
4.6
3.55
1.0
6.4
13
18
12
2.25
8.8
5.8
6.1
1.50
7.2
5.4
5.4
0.75
30
5.6
5.3
5.3
1.2
6.4
13
20
14
2.70
10
9.8
6.2
7.8
1.75
19
7.7
5.8
6.8
0.85
33
6.1
5.5
6.5
1.6
6.4
13
27
16
3.60
13
11.5
6.9
10.6
2.40
25
9.1
6.7
10.0
1.15
43
7.0
6.3
9.25
1.8
8.0
16
31
17
4.10
15
12.5
7.4
13.0
2.75
28
9.7
7.1
11.8
1.30
48
7.5
6.7
11.00
2.0
8.0
16
35
18
4.70
17
13.3
7.9
14.5
3.00
30
10.3
7.6
13.7
1.50
53
8.0
7.1
13.05
2.3
8.0
16
20
5.80
20
15.0
8.6
18.5
3.70
37
11.3
8.4
17.7
1.80
64
8.6
7.9
16.85
3.2
9.5
16
50
22
8.20
27
17.4
10.3
31.0
5.00
50
12.9
9.9
28.5
2.60
88
10.0
9.4
26.60
O primeiro impulso de corrente deste método é o impulso de soldadura, e o segundo é o impulso de tratamento térmico de têmpera pulso. Ao utilizar este método, há que ter em conta dois pontos:
O intervalo de tempo entre os dois impulsos deve garantir que a soldadura arrefeça abaixo da temperatura Ms do ponto de transformação da martensite;
A amplitude do impulso de corrente de têmpera deve ser adequada para evitar que o metal na zona de soldadura ultrapasse a austenite ponto de transição de fase novamente e causando uma extinção secundária.
Um exemplo dos parâmetros do processo de soldadura por pontos de duplo impulso para o aço temperado é mostrado na Tabela 5 para referência. Embora um tempo de soldadura longo (2-3 vezes mais longo do que o habitual) possa ser usado quando se usa a soldadura por pontos de impulso único para reduzir a taxa de arrefecimento da junta, ainda não pode evitar a formação de microestrutura temperada.
Quando rasgada para inspeção, a junta apresenta uma fratura frágil, sem um orifício redondo que possa ser retirado, e a sua resistência ao corte é muito inferior à de uma junta soldada por pontos de duplo impulso. Por conseguinte, a soldadura por pontos de impulso simples não é recomendada.
3.4 Soldadura por pontos de chapas de aço revestidas
Os principais problemas durante a soldadura são os seguintes:
(1) A superfície é facilmente danificada, perdendo a função original do revestimento.
(2) O elétrodo adere facilmente ao revestimento, reduzindo a sua duração de vida.
(3) Em comparação com o aço de baixo carbono, a gama aplicável dos parâmetros do processo de soldadura é estreita e é fácil formar uma penetração incompleta ou salpicos; por conseguinte, é necessário um controlo preciso dos parâmetros do processo.
(4) O ponto de fusão do metal de revestimento é geralmente inferior ao do aço de baixo carbono. Quando aquecido, o metal de revestimento derretido aumenta primeiro a superfície de contacto entre as duas placas, resultando numa diminuição da densidade da corrente. Por conseguinte, a corrente de soldadura deve ser mais elevada do que a corrente sem revestimento.
(5) Para expulsar o metal de revestimento derretido da superfície da junta, a pressão do elétrodo deve ser mais elevada do que a pressão sem revestimento.
Ao soldar placas de aço com uma superfície de plástico de cloreto de polivinilo, não só deve ser assegurada a resistência necessária da junta, como também a superfície de plástico não deve ser danificada. Por conseguinte, deve ser utilizada a soldadura por pontos de um só lado e deve ser adotado um tempo de soldadura mais curto.
(1) Soldadura por pontos de chapas de aço galvanizado
As chapas de aço galvanizado dividem-se, grosso modo, em chapas de aço galvanizado por galvanização e chapas de aço galvanizado por imersão a quente, tendo as primeiras um revestimento mais fino do que as segundas.
Para o local soldadura de aço galvanizado são recomendados 2 tipos de ligas de eléctrodos. Quando são necessários requisitos de aparência elevados para as juntas soldadas, pode ser utilizado 1 tipo de liga. Recomenda-se uma forma de elétrodo cónico com um ângulo de cone de 120°~140°. Quando se utilizam pinças de soldadura, recomenda-se um elétrodo esférico com um raio de semi-extremidade de 25-50 mm.
Para prolongar a vida útil dos eléctrodos, pode também ser utilizado um elétrodo composto com uma cabeça de elétrodo de tungsténio. Um corpo de elétrodo feito de 2 tipos de ligas de elétrodo pode melhorar a dissipação de calor da cabeça do elétrodo de tungsténio.
A Tabela 6 mostra as condições de soldadura por pontos soldadura de aço galvanizado placas recomendadas pelo terceiro comité da Sociedade Japonesa de Soldadura.
Devem ser utilizados dispositivos de ventilação eficazes durante a soldadura por pontos de chapas de aço galvanizado, uma vez que as poeiras de ZnO são prejudiciais para a saúde humana.
(2) Soldadura por pontos de chapas de aço com revestimento de alumínio
As chapas de aço com revestimento de alumínio dividem-se em dois tipos. O primeiro tipo é principalmente resistente ao calor com uma superfície revestida com uma camada de 20-25um de espessura de liga Al-Si (com teor de Si variando de 6% a 8,5%), que pode suportar temperaturas de até 640°C. O segundo tipo é principalmente resistente à corrosão, com uma espessura de revestimento de alumínio puro que é 2-3 vezes superior à do primeiro tipo. É possível obter uma boa resistência ao soldar por pontos ambos os tipos de chapas de aço com revestimento de alumínio.
Tabela 5 25CrMnSiA、30CrMnSiAs condições de soldadura para soldadura por pontos de duplo impulso de aço.
Espessura da placa
Diâmetro do sector do elétrodo/mm
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
Intervalo/semana
Tempo de têmpera/semana
Corrente de têmpera/kA
mm
1.0
5~5.5
1~1.8
22-32
5-6.5
25-30
60-70
2.5~4.5
15
6~6.5
1.8~2.5
24-35
6-72
25-30
60-80
3-5
2.0
6.5-7
2-2.8
25-37
6.5~8
25-30
60-85
3.5-6
2.5
7~7.5
2.2~3.2
30-40
7~9
30~35
65-90
4-7
Devido à boa condutividade eléctrica e térmica do revestimento, é necessária uma corrente de soldadura maior para a soldadura. Devem ser utilizados eléctrodos esféricos de liga de cobre duro.
A Tabela 7 mostra as condições de soldadura para a soldadura por pontos de chapas de aço revestidas a alumínio do tipo 1. Para o tipo 2, deve ser utilizada uma corrente maior e uma pressão de elétrodo menor devido ao revestimento mais espesso.
(3) Soldadura por pontos de chapas de aço com revestimento de chumbo. A chapa de aço revestida a chumbo é um material com baixo teor de carbono chapa de aço revestidos com uma liga de Pb-Sn constituída por 75% w (Pb) e 25% w (Sn). Este material é relativamente caro e menos utilizado. A soldadura por pontos de chapas de aço revestidas a chumbo é menos comum e os parâmetros de processo utilizados são semelhantes aos das chapas de aço galvanizadas.
3.5 Soldadura por pontos em aço inoxidável
O aço inoxidável divide-se geralmente em três tipos: aço inoxidável austenítico, aço inoxidável ferrítico e aço inoxidável martensítico. Devido à elevada resistência e à fraca condutividade térmica do aço inoxidável, em comparação com o aço com baixo teor de carbono, podem ser utilizadas correntes de soldadura mais pequenas e tempos de soldadura mais curtos.
Estes materiais têm uma resistência a altas temperaturas e requerem uma maior pressão do elétrodo para evitar defeitos como furos de retração e fissuras. O aço inoxidável é termicamente sensível e normalmente requer tempos de soldadura curtos, um forte arrefecimento interno e externo com água e um controlo preciso do tempo de aquecimento e da corrente de soldadura para evitar o crescimento de grão na zona afetada pelo calor e corrosão intergranular.
Para o local soldadura de aço inoxidávelRecomenda-se a utilização de ligas de eléctrodos de classe 2 ou 3 para satisfazer as necessidades de alta pressão do elétrodo. A Tabela 8 mostra as condições de soldadura para a soldadura por pontos em aço inoxidável.
Aço inoxidável martensítico tende a extinguir-se durante a soldadura por pontos, exigindo um tempo de soldadura mais longo. Para eliminar as estruturas temperadas, é melhor utilizar a têmpera pós-soldadura. A soldadura por pontos de duplo impulso não é geralmente arrefecida externamente para evitar a fissuração causada pela têmpera.
3.6 Soldadura por pontos de ligas de alta temperatura
As ligas de alta temperatura dividem-se em ligas à base de ferro e ligas à base de níquel, com maior resistência e força a alta temperatura do que o aço inoxidável, exigindo correntes de soldadura menores e pressões de elétrodo maiores. Para reduzir defeitos como fissuras e bigodes durante a soldadura por pontos de ligas de alta temperatura, o sobreaquecimento no ponto de soldadura deve ser evitado tanto quanto possível.
As ligas de eléctrodos de classe 3 são recomendadas para reduzir a deformação e o consumo dos eléctrodos. A Tabela 9 mostra as condições de soldadura recomendadas para a soldadura por pontos de ligas de alta temperatura.
Na soldadura por pontos de placas mais espessas (2 mm ou mais), é preferível aplicar um impulso de arrefecimento lento e pressão de forjamento após o impulso de soldadura para evitar furos e fissuras de retração. Também devem ser utilizados eléctrodos esféricos para facilitar a compactação do núcleo de fusão e a dissipação do calor.
Tabela 6 Condições de soldadura para a soldadura por pontos de chapa de aço galvanizado.
Tipo de revestimento
Electrogalvanização
GALVANIZAÇÃO POR IMERSÃO A QUENTE
Espessura do revestimento/μm
2~3
2-3
2-3
10~15
15-20
20-25
Condições de soldadura
Nível
Espessura da placa/mm
0.8
12
1.6
0.8
1.2
1.6
Pressão do elétrodo/AN
A
2.7
3.3
45
27
3.7
45
B
2.0
2.5
32
17
2.5
3.5
Tempo de soldadura/semana
A
8
10
12
8
10
12
B
10
12
15
10
12
15
Corrente/kA
A
10.0
11.5
14.5
10.0
12.5
15.0
B
8.5
10.5
12.0
9.9
11.0
12.0
Resistência ao cisalhamento/kN
A
4.6
67
115
5.0
9.0
13
B
4.4
6.5
10.5
4.8
8.7
12
Tabela 7 Condições de soldadura para a soldadura por pontos de chapa de aço aluminizado resistente ao calor.
Espessura da placa/mm
Raio esférico do elétrodo/mm
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
Resistência ao cisalhamento/kN
0.6
25
1.8
9
8.7
1.9
0.8
25
2.0
10
9.5
2.5
1.0
50
2.5
11
10.5
4.2
1.2
50
3.2
12
12.0
6.0
1.4
50
4.0
14
13.0
8.0
2.0
50
5.5
18
14.0
13.0
Tabela 8Condições de soldadura para a soldadura por pontos de aço inoxidável.
Espessura da placa/mm
Diâmetro da face final do elétrodo/mm
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/A
0.3
3.0
0.8-1.2
2-3
3-4
0.5
4.0
1.5-2.0
3-4
3.5-4.5
0.8
5.0
2.4-3.6
5-7
5-6.5
1.0
5.0
3.6-4.2
6-8
5.8-6.5
1.2
6.0
4.0~4.5
7-9
6.0-7.0
1.5
5.5~6.5
5.0-5.6
9-12
6.5~8.0
2.0
9.0
7.5~85
11-13
8-10
2.5
7.5-8.0
8.5-10
12-16
8-11
3.0
9-10
10-12
13-17
11~13
Tabela 9 Condições de soldadura para ligas de alta temperatura GH44 e GH33.
Espessura da placa/mm
Diâmetro da face final do elétrodo/mm
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
0.3
3.0
4-5
7-10
5-6
0.5
4.0
5-6
9-12
4.5-5.5
0.8
5.0
6.5~8
11-17
5-6
1.0
5.0
8-10
16~20
6~6.5
12
6.0
10-12
19-24
6.2-6.8
1.5
5.5~6.5
12.5-15
22~31
6.5-7
20
7.0
15.5-17.5
29-38
7-7.5
2.5
7.5-8
18.5-19.5
39-48
7.5-82
3.0
9-10
20-21.5
50-65
8-8.8
3.7 Soldadura por pontos de ligas de alumínio
As ligas de alumínio são amplamente utilizadas e podem ser divididas em duas categorias: reforçadas por trabalho a frio e reforçadas por tratamento térmico. As soldabilidade do alumínio A soldadura por pontos de ligas de alumínio é fraca, especialmente para ligas de alumínio reforçadas com tratamento térmico. As razões e as medidas de processo a serem tomadas são as seguintes:
(1) Devido à elevada condutividade eléctrica e à condutividade térmica das ligas de alumínio, deve ser utilizada uma corrente maior e um tempo mais curto para produzir calor suficiente para formar uma poça de fusão, reduzindo simultaneamente o sobreaquecimento da superfície, evitando a adesão do elétrodo e a difusão dos iões de cobre do elétrodo para a camada de revestimento de alumínio puro e reduzindo a resistência à corrosão da junta.
(2) Devido à estreita gama de temperatura de plasticidade e ao grande coeficiente de expansão linear, deve ser utilizada uma pressão de elétrodo maior e um bom desempenho de acompanhamento do elétrodo para evitar fissuras causadas por tensão de tração interna excessiva quando a poça de fusão solidifica.
Para ligas de alumínio com uma grande tendência para fissurar, como 5A06, 2A12, LC4, etc., a pressão de forjamento deve ser aumentada para assegurar uma deformação plástica suficiente da poça de fusão durante a solidificação, reduzir a tensão de tração e evitar a ocorrência de fissuras.
Quando o elétrodo de dobragem não consegue suportar uma grande pressão de forjamento superior, as fissuras também podem ser evitadas adicionando um impulso de arrefecimento lento após o impulso de soldadura. Ambos os métodos podem ser utilizados para ligas de alumínio espessas.
(3) A superfície das ligas de alumínio é propensa a gerar películas de óxido, pelo que deve ser rigorosamente limpa antes da soldadura; caso contrário, é fácil causar salpicos e má formação da poça de fusão (quando rasgada para inspeção, a forma da poça de fusão é irregular e a saliência e o orifício não são redondos), o que reduzirá a resistência da soldadura. Uma limpeza irregular provocará uma resistência instável da soldadura.
Com base nas razões acima referidas, a máquina de soldar para soldadura por pontos em alumínio As ligas devem ter as seguintes características
1) Capacidade de fornecer uma grande corrente num curto espaço de tempo;
2) A forma de onda da corrente deve ter uma subida e descida lentas;
3) Controlo preciso dos parâmetros do processo sem ser afetado pelas flutuações de tensão da rede eléctrica;
4) Capacidade de fornecer uma pressão de elétrodo escalonada e em forma de sela;
5) Pequena inércia e força de fricção da cabeça da máquina, bom desempenho de acompanhamento do elétrodo.
As máquinas de soldadura de corrente contínua por impulsos, trifásicas de baixa frequência e de retificação secundária (algumas das quais podem atingir 1000kVA) atualmente utilizadas (300~1000kVA) têm todas as características acima referidas.
As máquinas de soldar monofásicas de corrente alternada não têm estas características e são apenas adequadas para a soldadura por pontos de peças de trabalho insignificantes, com a potência da máquina de soldar geralmente não superior a 400KVA.
O elétrodo para soldadura por pontos em alumínio deve utilizar uma liga de elétrodo da classe 1 com uma extremidade esférica para facilitar a compressão e a solidificação do núcleo fundido, bem como a dissipação do calor.
Devido à elevada densidade de corrente e à presença de uma película de óxido, é fácil provocar a aderência do elétrodo quando o ponto soldadura de liga de alumínio. A aderência dos eléctrodos não só afecta a qualidade da aparência, como também reduz a resistência da junta devido à diminuição da corrente. Por conseguinte, os eléctrodos têm de ser afiados regularmente.
O número de soldaduras que podem ser feitas após cada afiação do elétrodo depende de factores como as condições de soldadura, o tipo de metal a ser soldado, as condições de limpeza e a existência ou não de modulação da forma de onda da corrente, material do elétrodoe estado de arrefecimento.
Normalmente, a soldadura por pontos de alumínio puro é de 5 a 80 pontos, enquanto a soldadura por pontos 5A06 e 2A12 é de 25 a 30 pontos.
O alumínio 3A21 à prova de ferrugem tem baixa resistência, boa ductilidade e boa soldabilidade sem fissuras. Normalmente, é utilizada uma pressão de elétrodo fixa e inalterável.
O alumínio duro (como o 2A11, 2A12), o alumínio ultra-duro (como o 7A04) têm elevada resistência e fraca ductilidade, e são propensos a fissuras. Deve ser utilizada a pressão da curva escalonada.
No entanto, para peças finas, uma grande pressão de soldadura ou um aquecimento de duplo impulso com arrefecimento lento podem também evitar a fissuração.
Ao utilizar a pressão escalonada, é importante ter um tempo de desfasamento entre o momento de desligamento e a pressão de forjamento, normalmente de 0 a 2 semanas. Se a pressão de forjamento for aplicada demasiado cedo (antes do desligamento), aumentará a pressão de soldadura, afectará o aquecimento e reduzirá e flutuará a resistência da soldadura. Se a pressão de forjamento for aplicada demasiado tarde, terão sido formadas fissuras quando o núcleo fundido arrefecer e cristalizar, e a adição de pressão de forjamento será ineficaz.
Por vezes, é necessário aplicar pressão de forjamento antes de desligar, porque a válvula electromagnética de gás tem um atraso de ação ou o percurso do gás não é suave, o que resulta num aumento lento da pressão de forjamento, que não é suficiente para evitar fissuras se não for aplicada antecipadamente.
As condições de soldadura para a soldadura por pontos de liga de alumínio em corrente contínua soldadura por impulsos são mostradas nas Tabelas 12-11 e 12-12. Quando se utiliza uma máquina de soldadura de retificação secundária trifásica, as Tabelas 10 e 11 podem ser consultadas, mas o tempo de soldadura tem de ser adequadamente prolongado e a corrente de soldadura tem de ser reduzida.
Tabela 10 Condições de soldadura por pontos soldadura de alumínio liga 3A21, 5A03, e 5A05.
Tabela 11 Condições de soldadura para a soldadura por pontos da liga de alumínio 2A12CZ e LC4CS.
Espessura da placa/mm
Raio esférico do elétrodo/mm
Pressão do elétrodo/AN
Tempo de soldadura/semana
Corrente de soldadura/kA
Pressão de forjamento/AN
Tempo/semana de desfasamento do forjamento
0.5
75
23~3.1
1
19-26
3.0-3.2
0.5
0.8
100
3.1~3.5
2
26~36
5.0-8.0
0.5
1.0
100
3.6~4.0
2
29-36
8.0-9.0
0.5
1.3
100
4.0~4.2
2
40~46
10-10.5
1
1.6
150
5.0~5.9
3
41-54
13.514
1
18
200
6.8~7.3
3
45~50
15~16
1
2.0
200
7.0~9.0
5
50~55
19~19.5
1
2.3
200
8.0~1.0
5
70-75
23~24
1
2.5
200
8.0~11
7
80-85
25~26
1
3.0
200
11~12
8
90~94
30~32
2
3.8 Soldadura por pontos de cobre e ligas de cobre:
Em comparação com as ligas de alumínio, as ligas de cobre têm uma resistividade ligeiramente mais elevada e uma condutividade térmica mais fraca, pelo que a soldadura por pontos não é particularmente difícil.
As ligas de cobre com uma espessura inferior a 1,5 mm, especialmente as ligas de cobre de baixa condutividade, são as mais utilizadas na produção. O cobre puro tem uma condutividade eléctrica extremamente elevada e a soldadura por pontos é mais difícil.
Normalmente, são adicionados calços entre o elétrodo e a peça de trabalho, ou é utilizado um elétrodo composto com tungsténio incorporado na cabeça do elétrodo para reduzir a dissipação de calor em direção ao elétrodo. O diâmetro da haste de tungsténio é normalmente de 3 a 4 mm.
Quando soldadura de cobre e latão e bronze de alta condutividade, são geralmente utilizados eléctrodos de liga de tungsténio de classe 1. Na soldadura de latão, bronze e ligas de cobre-níquel de baixa condutividade, são utilizadas ligas de eléctrodos de classe 2. As ligas de cobre também podem ser soldadas utilizando um elétrodo composto incorporado com tungsténio.
Uma vez que o tungsténio tem uma fraca condutividade térmica, podem ser utilizadas correntes de soldadura muito mais pequenas para a soldadura por pontos em máquinas de soldadura de média potência normalmente utilizadas. No entanto, o elétrodo de tungsténio é propenso a aderir à peça de trabalho, afectando a aparência da peça de trabalho. As Tabelas 12 e 13 mostram as condições de soldadura por pontos soldadura de latão.
O cobre e as ligas de cobre de alta condutividade raramente são soldados por pontos devido à forte adesão dos eléctrodos. Mesmo com eléctrodos compostos, apenas placas finas de cobre podem ser soldadas por pontos.
3.9 Soldadura por pontos de ligas de titânio:
As ligas de titânio têm uma elevada resistência específica, uma forte resistência à corrosão e uma boa resistência térmica, pelo que são amplamente utilizadas nas indústrias aeroespacial e química.
A soldabilidade das ligas de titânio é semelhante à do aço inoxidável e os parâmetros do processo são sensivelmente os mesmos. Geralmente, não é necessária nenhuma limpeza especial antes da soldadura, e a decapagem ácida pode ser efectuada quando existe uma película de óxido.
As ligas de titânio têm uma forte sensibilidade térmica e, mesmo sob condições rigorosas, os grãos crescerão significativamente. O penetração da soldadura pode atingir 90%, mas não tem um efeito significativo na qualidade. As suas condições de soldadura podem ser consultadas na Tabela 14.
Devido à resistência a altas temperaturas das ligas de titânio, as ligas de eléctrodos da classe 2 com uma extremidade esférica são as mais indicadas para eléctrodos.
3.10 Soldadura por pontos adesiva de ligas de alumínio:
Em comparação com a soldadura por pontos pura, a soldadura por pontos com adesivo tem as seguintes vantagens
1) Melhoria da resistência estrutural. A sua resistência ao cisalhamento estático é mais de duas vezes superior à da soldadura por pontos, e a sua resistência à fadiga é 3 a 5 vezes superior ao da soldadura por pontos.
2) Bom desempenho de vedação. Pode evitar a corrosão do metal causada pelo ácido residual nas juntas sobrepostas durante a anodização pós-soldadura.
No entanto, a soldadura por pontos com adesivo tem custos mais elevados, um tempo de cura mais longo para os adesivos e um maior consumo de energia do que a soldadura por pontos pura.
Existem principalmente três métodos para a soldadura por pontos com adesivo:
1) Aplicar o adesivo antes da soldadura por pontos.
2) Soldar primeiro o ponto e depois injetar o adesivo. O método de injeção consiste em utilizar uma pistola de cola para injetar o adesivo na junta sobreposta.
3) Insira uma camada de película adesiva sólida entre as duas peças de trabalho para corresponder à largura da volta. Fazer um furo ligeiramente maior do que o tamanho da soldadura na película adesiva no local onde é necessário efetuar a soldadura por pontos e, em seguida, efetuar a soldadura por pontos na posição com o furo na película adesiva.
O primeiro método requer um período ativo mais longo para o adesivo, e requisitos rigorosos para a temperatura, humidade e tempo de espera após a aplicação do adesivo no local de trabalho. Quando a viscosidade do adesivo aumenta até um certo ponto, irá afetar a soldadura porque a pressão do elétrodo não consegue espremer o adesivo.
Não é adequado utilizar um impulso forte com um aumento acentuado da corrente na máquina de soldadura de armazenamento de condensadores para a soldadura por pontos adesiva após a aplicação do adesivo. Porque os impulsos excessivamente fortes muitas vezes não conseguem extrudir todo o adesivo da superfície da junta, e o adesivo residual na junta pode causar defeitos como folgas, poros e fissuras.
Os impulsos de corrente excessivamente suaves também não são recomendados porque causarão uma rápida diminuição da viscosidade do adesivo, levando ao seu escoamento e descolamento. A forma de onda da corrente do impulso DC máquina de soldadura por pontos tem uma subida e descida lentas, o que é adequado para a soldadura por pontos com adesivo. Quando se utiliza a soldadura por pontos AC, recomenda-se uma forma de onda de modulação de amplitude.
Ao soldar por pontos após a aplicação do adesivo, o adesivo extrudido contaminará o elétrodo, afectando a operação e a qualidade do produto. Além disso, a deformação pós-soldadura tem de ser corrigida antes da cura do adesivo, o que dificulta a produção.
O segundo método requer que o adesivo tenha uma boa fluidez para facilitar o preenchimento da junta sobreposta. No entanto, uma fluidez excessiva também não é recomendada, uma vez que pode causar perdas de adesivo. Ao injetar a cola, para facilitar a entrada da cola no cordão de soldadura sem escorrer para outras superfícies, a peça de trabalho deve ser inclinada num ângulo de 15° a 45°.
A desvantagem de soldar primeiro por pontos e depois injetar o adesivo é que a largura da junta sobreposta é limitada. Quando a largura excede os 40mm, a superfície irregular da junta sobreposta após a soldadura por pontos dificulta a penetração do adesivo em toda a junta sobreposta e forma uma ligação completa, resultando em defeitos adesivos.
O método de soldadura por pontos primeiro e depois a injeção de adesivo é simples e fácil de garantir a qualidade, e o excesso de adesivo pode ser facilmente removido.
Por conseguinte, este método é amplamente utilizado na produção nacional. As colas epoxídicas modificadas são geralmente utilizadas para a soldadura por pontos adesiva. Os tipos de adesivo para soldadura por pontos primeiro e depois para injeção de adesivo incluem 425-1, 425-2, TF-3 e SY201.
A soldadura por pontos com adesivo tem sido amplamente utilizada no fabrico de aeronaves. Por exemplo, a ligação entre o revestimento e as longarinas do avião chinês "Yun-7", produzido internamente, adoptou esta tecnologia em grande escala.
Tabela 12 Condições de soldadura para a soldadura por pontos em latão.
Espessura da placa/mm
Pressão do elétrodo/AN
Modulação da forma de onda/ciclo
Tempo de soldadura/semana
Corrente de soldadura/kA
Resistência ao cisalhamento/kN
0.8+0.8
3
3
6
23
15
+1.6
3
3
6
23
–
+23
3
3
8
22
–
+3.2
3
3
10
22
–
1.2+1.2
4
3
8
23
2.3
1.6+1.6
4
3
10
25
2.9
+2.3
4.5
3
10
26
–
+3.2
4.5
3
10
26
–
2.3+2.3
5
3
14
26
5.3
+3.2
6
3
14
31
–
3.2+3.2
10
3
16
43
8.5
Tabela 13 As condições de soldadura para a soldadura por pontos de latão utilizando eléctrodos compostos.
Espessura da placa/mm
Pressão do elétrodo/kN
Tempo de soldadura/semana
Corrente de soldadura/kA
Resistência ao cisalhamento/kN
0.4
0.6
5
8
1
0.6
0.8
6
9
1.2
0.8
1.0
8
9.5
2
1.0
12
11
10
3
Tabela 14 As condições de soldadura para a soldadura por pontos da liga de titânio [Ti-6Al-4V (α+β)].
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
A soldadura por pontos é uma técnica crucial no fabrico, mas o que é que sabe realmente sobre ela? Nesta publicação do blogue, mergulhamos a fundo nos meandros da soldadura por pontos,...
Imagine transformar o seu processo de soldadura com uma técnica que aumenta a eficiência sem comprometer a qualidade. A soldadura TIG com fio quente consegue isso mesmo através do pré-aquecimento do fio de soldadura, aumentando a velocidade e...
Já alguma vez se interrogou sobre a forma como máquinas complexas se mantêm ligadas sem problemas? Este artigo mergulha no fascinante mundo da soldadura topo a topo - um método de elevada eficiência utilizado para unir metais. Ficará a conhecer o seu...
Alguma vez se perguntou como é que as carroçarias dos automóveis são soldadas de forma tão perfeita? Este artigo mergulha no mundo das máquinas de soldadura por pontos, explicando os seus componentes, tipos e aplicações em todas as indústrias...
Já alguma vez se perguntou como é que os depósitos de combustível e os tambores de óleo são soldados sem falhas? A soldadura por costura, uma técnica fascinante que utiliza eléctrodos de rolos, é a chave. Neste artigo, irá descobrir...
E se pudesse soldar metais sem qualquer calor, apenas aplicando pressão? A soldadura por pressão a frio faz exatamente isso, conseguindo uma ligação sólida ao pressionar metais juntos à...
A soldadura de ligas de alumínio apresenta desafios únicos devido ao seu baixo ponto de fusão e elevada condutividade térmica. Este artigo analisa vários métodos de soldadura, tais como TIG, MIG e arco de plasma...
Imagine soldar dois metais sem problemas, obtendo uma elevada eficiência e um desperdício mínimo. Esta é a magia da soldadura MIG/MAG, uma técnica que combina gases de proteção avançados com um controlo preciso do arco...
E se fosse possível melhorar drasticamente a penetração e a eficiência da soldadura utilizando um novo método de soldadura? O artigo explora a soldadura TIG ativa acoplada a uma poça de fusão em pó, uma técnica que introduz o MnCl2...