Resolver o arrastamento de material da prensa de punção de torre: Causas e soluções
Porque é que uma prensa de punção de torre arrasta material e como o pode resolver? Este problema comum pode danificar os moldes e comprometer a precisão. Neste artigo, ficará a conhecer as principais causas, desde o desgaste do molde à folga incorrecta da matriz, e descobrirá soluções práticas como a manutenção e a lubrificação regulares. Mergulhe para compreender as especificidades e garantir que a sua prensa funciona sem problemas, melhorando a eficiência e a qualidade da produção.
O punção de torre CNC ganhou uma utilização generalizada na indústria de processamento de chapa metálica devido à sua elevada velocidade, precisão e versatilidade de moldes. É ideal para a produção de pequenos lotes e para o processamento de múltiplas variedades. No entanto, os moldes exigem elevada precisão e qualidade.
Durante o processamento do punção de torre NC, o fenómeno de arrastamento do material do molde do punção de torre pode ocorrer devido à manutenção do molde ou por outros motivos. Este fenómeno é normalmente causado pelo facto de o punção superior do molde não se conseguir separar da placa de forma atempada ou completa.
As consequências da punção da torre A matriz que arrasta o material no processamento está a danificar ou a partir o punção superior da matriz, a danificar o grampo do punção da torre e a placa que está a ser produzida e a danificar a cobertura de proteção do punção da torre devido à deformação e enrolamento da placa.
Quando a matriz de punção NC continua a cortar perto da escória da almofada, a manga guia de descarga pode bater a escória da almofada na superfície da chapa metálicaO resultado é a rejeição de peças devido a dimensões e qualidade de superfície não qualificadas. A escória da almofada cai sobre a mesa rotativa inferior, constituindo um perigo oculto para a alimentação e podendo riscar ou danificar a chapa.
Em alguns casos, a geração contínua de escória de almofada pode resultar na sobreposição da escória de almofada excedendo o limite de resistência do molde, causando danos ao molde. Quando existem muitas peças individuais ou pequenas quantidades de produção, a taxa de refugo devido à escória de almofada aumenta significativamente. Se metade da escória da almofada impactar o matriz inferior abertura, pode provocar uma correia de material.
Causas do arrastamento de material na matriz de punção de torre
O uso prolongado do molde pode resultar em danos, desgaste ou fratura da mola do molde.
A força de descarga da placa de estampagem é superior à força da mola.
Durante a estampagem, a aresta de corte da matriz superior é demasiado profunda.
Existe uma resistência excessiva e uma falta de lubrificação quando a manga da matriz e o núcleo da matriz são movidos para cima e para baixo.
A folga da matriz de estampagem é incorrecta, fazendo com que o resíduo após a estampagem se recupere.
A velocidade de alimentação é demasiado rápida, tornando a mola menos reactiva.
Os bordos superior e inferior do molde são passivados, o que faz com que a força de empurrão seja maior do que a força de retorno.
Após a trituração, a matriz superior pode ter magnetismo ou algumas placas podem ter um magnetismo fraco, o que faz com que a matriz superior atraia os resíduos durante o funcionamento.
O método de resolução do problema do material de arrastamento do punção da torre
Efetuar inspecções regulares da mola. Se forem detectados danos ou roturas, substituir a mola.
Ajustar a altura de estampagem da matriz de modo a que, quando o punção estiver fechado, perfure a placa até uma profundidade de 1 a 2 mm.
Lubrificar regularmente a manga e o núcleo do molde.
Verificar a folga entre os moldes superior e inferior, afiar a aresta de corte dos moldes superior e inferior, conforme necessário, e efetuar uma limpeza regular dos moldes.
Manter a matriz afiada, afiando-a atempadamente, evitar que a abertura da matriz fique demasiado cega e desmagnetizar a matriz após a afiação.
Causas do arrancamento da chapa de aço no processo de estampagem
Quando o chapa de aço é arrancada, isso indica que a força de aperto do grampo é insuficiente, fazendo com que a placa de aço se mova no grampo. Existem várias razões para este problema, incluindo:
(1) A matriz superior não se separa atempadamente do material em folha, o que provoca uma acumulação de material.
(2) Módulo de alimentação insuficiente, o que faz com que a chapa de aço não seja lavada e provoque puxões.
(3) Reposição incompleta do retorno do matriz de desenho quando em uso, fazendo com que a placa de aço permaneça na matriz.
(4) Chapa de aço irregular ou acidentada.
(5) As aparas rebentam e obstruem a chapa de aço.
(6) Boca do cunho superior ou inferior romba.
(7) Problemas com a placa da engrenagem inferior da pinça.
Recuperação de resíduos e arrastamento de materiais
O ressalto de resíduos é um fenómeno que ocorre no processo de estampagem quando a matriz superior transporta o material de corte para fora da boca da matriz inferior após a perfuração.
A acumulação de material refere-se ao facto de o núcleo superior do molde não ser capaz de se desengatar atempadamente.
Os métodos de tratamento incluem:
(1) Aumentar a força da mola de retorno da matriz superior ou substituí-la, se necessário.
(2) Ajustar o folga da matriz para combinar com a chapa de aço estampada.
(3) Aumentar o módulo de alimentação, com um módulo de alimentação normal de cerca de 1 mm.
(4) Assegurar que o molde de estiragem esteja em boas condições de funcionamento aquando da sua utilização.
(5) Nivelamento da chapa de aço para evitar a colisão.
(6) Adição de uma mola de retorno de poliuretano à matriz superior para reduzir o risco de rebote de resíduos.
(7) Afiar as matrizes superior e inferior por retificação.
(8) Substituir a placa de engrenagem inferior da braçadeira e apertar os parafusos. Se o grampo estiver ineficaz ou solto, deve ser reparado imediatamente para evitar afetar a precisão da maquinação.
Fixação a placa de aço com o grampo é crucial para alcançar a precisão de maquinação do eixo X e do eixo Y. Se o grampo estiver solto, terá inevitavelmente impacto na precisão da maquinação.
Razões para o estatuto de material
(1) O estado da superfície do material.
(2) A direção da camada de aderência do material que é favorável ao impacto.
Razões para programar
(1) Seleção do molde.
(2) Sequência e direção da perfuração.
(3) Determinação da dimensão do impacto.
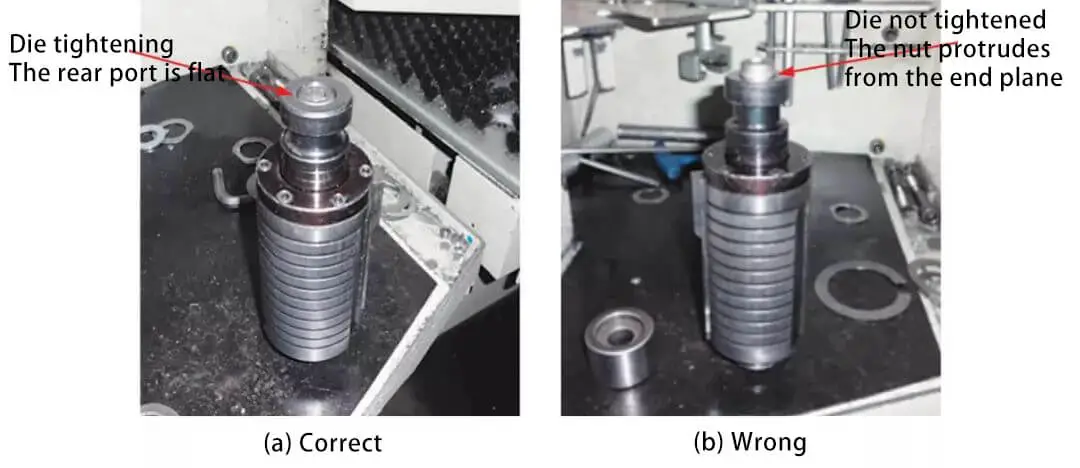
Fig. 1 instalação do molde
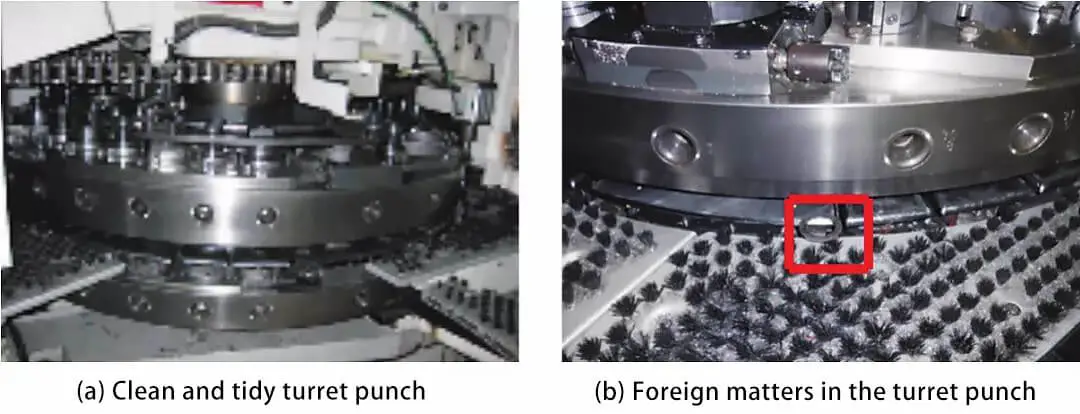
Fig 2 inspeção do punção de mesa rotativa
Fig. 3 instalação do molde
Análise de problemas comuns de bolor
O molde deve ser instalado de forma segura e o ângulo entre os moldes superior e inferior deve ser correto para garantir um funcionamento adequado (consulte a Figura 1).
Inspecionar regularmente a torre para verificar se existem limalhas de ferro ou detritos.
Se houver limalhas de ferro ou detritos na torre, estes podem facilmente cair na torre e causar bloqueios, podendo danificar a máquina-ferramenta (ver Figura 2).
Ao instalar a matriz (ver Figura 3), o operador deve certificar-se de que a ranhura da chaveta está na vertical e não deve usar uma ferramenta romba para a forçar, pois isso pode fazer com que a matriz fique presa e danifique a máquina-ferramenta.
O molde deve ser apertado com segurança e os moldes superior e inferior devem ser alinhados corretamente para manter o posicionamento adequado e garantir que o molde funciona eficazmente.
Os resíduos na estação, especialmente na estação de indexação, devem ser limpos.
Danos causados pelo bolor
Os danos provocados pelo bolor podem assumir a forma de danos inferiores ou superiores emparelhados (como se mostra nas Figuras 4 e 5).
A origem do dano pode ser a colocação incorrecta do molde durante a inserção.
Além disso, a rotação da torreta pode levar à interferência e colisão com o punção, resultando em danos na matriz.
O ajuste excessivo da altura do punção, devido ao esmerilamento excessivo dos moldes superior e inferior, também pode contribuir para danos no molde. Para evitar o mau posicionamento dos moldes superior e inferior, é importante assegurar o posicionamento correto da chave primária correspondente.
Fig 4 danos na cofragem inferior
Fig 5 molde superior danificado
Causas e contramedidas da fratura da matriz
As causas e contramedidas da fratura da matriz são apresentadas no Quadro 1.
Quadro 1 Causas e contramedidas da fratura da matriz
Estado da fratura
Posição de observação
Extremidade superior do núcleo do punção
Aparência do punção
Parte superior da matriz inferior
Analisar o motivo
O núcleo do punção é atingido diretamente
Golpear longe do centro do murro
Fratura após o cruzamento. As marcas de cruzamento claras permanecem na matriz. Nota: no momento do puncionamento cruzado, a aresta de corte não parte necessariamente de imediato. Devido à fratura no interior do metal, esta quebra-se durante o puncionamento subsequente.
Contra-medida
Soco no centro para evitar ser atingido diretamente
Evitar golpear fora do centro do núcleo do soco
Alinhamento das matrizes superior e inferior
Altura standard do punção e da matriz inferior
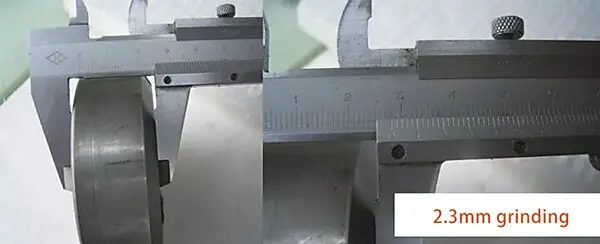
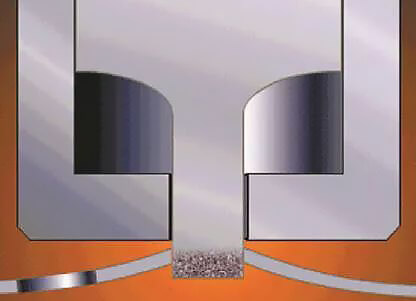
Se a matriz inferior do núcleo de punção tiver sido excessivamente retificada, o corte insuficiente da matriz superior na matriz inferior (como mostrado na Fig. 6) pode resultar na flutuação do material residual. Esta flutuação é devida, em parte, ao magnetismo.
Os resíduos flutuantes podem causar fracturas na matriz e desgaste anormal e, neste caso, é necessário utilizar uma junta para compensar.
Se o processamento continuar longe do centro da matriz, pode provocar a acumulação de tensão num dos lados da matriz, contribuindo para a ocorrência de fracturas na matriz.
Fig. 6 corte insuficiente na quantidade da matriz superior para a matriz inferior
Desgaste anormal e desgaste unilateral da matriz
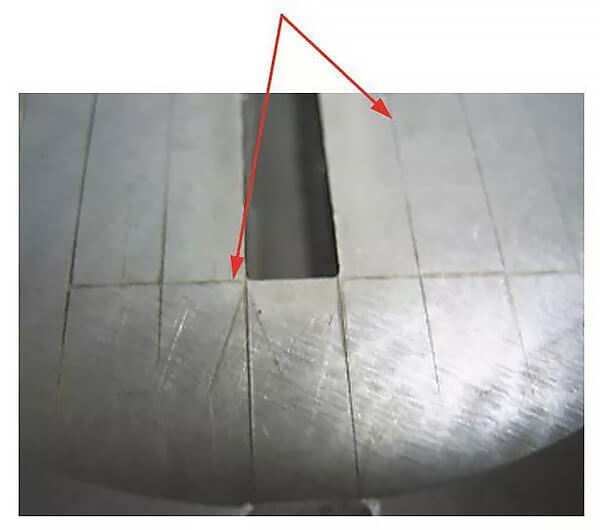
Quando se examina a parte superior do cunho inferior, é frequente observar marcas de passo tanto na direção horizontal como na vertical.
Neste caso, a matriz apenas apresenta um desgaste anormal no seu lado mais comprido, e o desgaste nas matrizes superior e inferior é uniforme.
O degrau lateral é a fonte de interferência entre as matrizes superior e inferior, e o traço de degrau é ilustrado na Fig. 7.
Regra geral, é possível observar traços de degraus tanto na direção horizontal como na vertical.
Fig. 7 marcas de punção de passo
Prova de perfuração transversal: Observar o material residual (como mostrado na Fig. 8).
O material residual é mais estreito do que a largura da matriz e a direção da rebarba não é exatamente a mesma em cada lado, indicando que foi causada por puncionamento transversal.
Fig. 8 resíduos
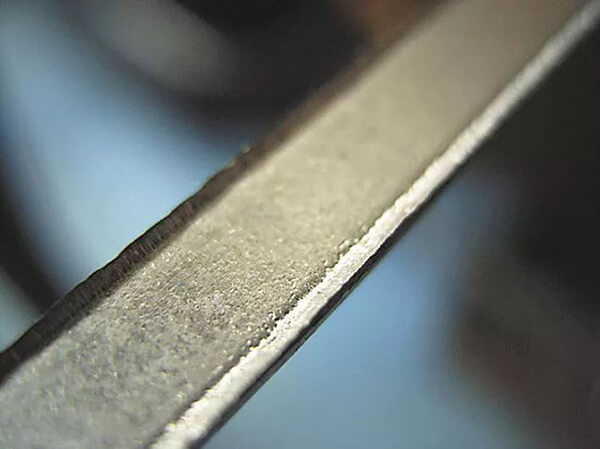
Fig. 9 aderência do material
Fig. 10 Placa de arrastamento causada por aderência
Examinar o estado da secção transversal dos resíduos antes, depois, à esquerda e à direita.
Se a superfície de corte não for consistente, é a causa do desgaste irregular.
Adesão de material, placa arrastamento
Consultar as Figuras 9 e 10 para obter informações sobre a aderência do material e a placa de tiras.
Examinar as secções de corte dos resíduos e dos produtos acabados.
É provável que ocorra aderência quando a secção de corte (a cinta brilhante) é demasiado grande.
A aderência é um problema comum na utilização de moldes.
A causa principal da adesão anormal pode ser atribuída a factores como o material, a folga, o procedimento de processamento e a frequência de utilização, entre outros.
Estes factores têm um impacto significativo e devem ser considerados na análise.
No caso da placa de tiras, a razão pode ser uma tensão inferior da mola, uma força insuficiente da mola ou uma lubrificação inadequada.
Por conseguinte, é importante considerar os mesmos materiais, produtos, procedimentos de processamento e se a lacuna pode estar a causar o problema antes de este surgir.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...