Guia de resolução de problemas de máquinas de corte mecânicas
A sua máquina de corte mecânico não está a funcionar como deveria? Neste guia, encontrará passos detalhados para a resolução de problemas comuns, tais como larguras de corte inconsistentes, problemas de retidão da superfície, rebarbas excessivas e muito mais. Saiba como diagnosticar e corrigir estes problemas para manter o seu equipamento a funcionar de forma suave e eficiente. Este artigo fornece soluções práticas para garantir precisão e fiabilidade nas suas operações de corte.
1. Princípio de transmissão da máquina de corte mecânica
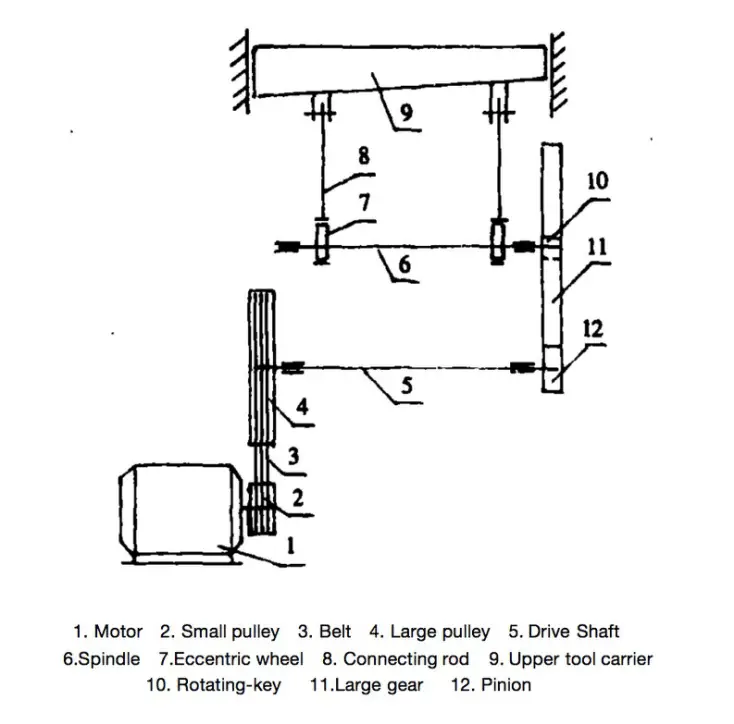
Tal como ilustrado na Figura 1, a máquina de corte mecânica utiliza um sistema de transmissão de energia de várias fases para converter o movimento de rotação em ação de corte linear. O processo começa com um motor, que serve como fonte de energia primária. Este motor acciona uma pequena polia, que está ligada através de uma correia a uma polia maior, criando a primeira fase de redução da velocidade e amplificação do binário.
A polia grande está montada num veio de transmissão, que transfere a energia rotacional para um conjunto de engrenagens constituído por uma pequena engrenagem de pinhão e uma engrenagem motriz maior. Este conjunto de engrenagens reduz ainda mais a velocidade de rotação enquanto aumenta o binário de saída. A engrenagem maior é acoplada ao eixo principal, que suporta uma roda excêntrica (também conhecida como came).
À medida que o eixo principal roda, a roda excêntrica transforma o movimento de rotação em movimento linear recíproco. Isto é conseguido através de um mecanismo de biela, que liga a roda excêntrica ao cursor (suporte superior da ferramenta). O cursor, guiado por rolamentos lineares de precisão, move-se verticalmente de forma controlada.
O culminar desta cadeia cinemática resulta no movimento cíclico para cima e para baixo do porta-ferramentas superior, que segura a lâmina móvel. Quando sincronizado com a lâmina inferior estacionária, este movimento produz a ação de corte necessária para operações precisas de corte de metal.
Esta conceção do sistema mecânico permite uma transmissão de força elevada, um controlo preciso do curso de corte e a capacidade de ajustar os parâmetros de corte modificando as relações de transmissão ou as dimensões da roda excêntrica para se adaptar a várias espessuras e propriedades do material.
Fig. 1 Diagrama esquemático do princípio de transmissão de máquina de corte
2. Análise e resolução de problemas da máquina de corte mecânica
2.1 A largura das peças de cisalhamento não é consistente e a precisão repetida das peças do lote está fora de tolerância.
Análise da causa:
O posicionamento incorreto da placa deflectora e o grande espaço entre esta e a lâmina de corte provocam movimentos durante o bloqueio.
O movimento da placa deflectora não está sincronizado em ambos os lados, resultando num grande espaço entre as peças da transmissão.
O ajuste incorreto da força da mola de pressão leva a uma pressão e movimento irregulares do material da placa durante o corte.
A deformação da placa deflectora e a retidão estar fora de tolerância está a causar um posicionamento incorreto das peças.
A folga entre a calha de guia móvel superior e inferior do cursor da lâmina de corte e a placa de pressão não está corretamente ajustada.
Método de eliminação:
A folga deve ser eliminada para que a distância entre a placa deflectora e a lâmina de corte seja consistente. O erro de posicionamento repetido deve estar dentro de 0,03/1000 após o bloqueio.
A folga entre as peças da transmissão deve ser eliminada.
A distância entre o feixe de prensagem e o chapa metálica deve ser ajustado para aproximadamente 10 mm e a força de compressão da mola deve ser ajustada para 11kn e mantida uniforme em ambas as extremidades.
O erro de planicidade e de retidão da placa deflectora deve ser reparado de modo a não ultrapassar 0,02/1000.
A folga entre a calha-guia e a placa de prensagem deve ser ajustada de modo a não ultrapassar 0,03 mm.
2.2 A retidão da superfície das peças de cisalhamento está fora de tolerância, com fenómenos convexos ou côncavos.
Análise da causa:
O grande erro horizontal na instalação da mesa de trabalho está a causar distorção no equipamento.
O grande erro de planicidade da superfície de apoio vertical das tesouras superior e inferior faz com que a retidão da lâmina de corte exceda a tolerância após a fixação.
O movimento da lâmina de corte para cima e para baixo, a torção de ambos os lados da superfície da calha de guia (não no mesmo plano), ou o desgaste da calha de guia está a causar a falta de tolerância da retidão.
Método de eliminação:
Alinhar novamente o nível de instalação do equipamento para garantir uma precisão de 0,05/1000.
Corrigir a superfície de apoio do encaixe da parte superior e inferior lâminas de corte e assegurar uma planicidade de 0,03/1000.
Reparar e raspar a calha de guia da cama para garantir que as duas extremidades são paralelas entre si e que a retidão é garantida entre 0,02/1000.
2.3 A rebarba na parte de corte da peça é demasiado grande.
Análise da causa:
A folga entre as lâminas de corte superior e inferior não está corretamente ajustada.
O fio de corte está gasto e sem brilho.
O espaço entre as lâminas de corte superior e inferior é irregular, resultando no aparecimento de rebarbas no espaço maior.
Método de eliminação:
Ajustar o intervalo entre 5% e 8% da espessura da folha.
Substituir ou afiar o fio de corte.
Ajustar e inspecionar a cada 500 mm para garantir que a folga é uniforme e não excede 0,05 mm.
2.4 A tira estreita é cortada e as peças são torcidas e deformadas.
Análise da causa:
A folga da superfície da guia deslizante da lâmina de corte está demasiado grande.
Ambos os lados da superfície de guia da corrediça da lâmina de corte estão torcidos ou estão fora de tolerância devido ao desgaste.
Método de eliminação:
Ajustar a placa de prensagem para assegurar que a folga da calha de guia em ambos os lados é de 0,03 mm.
Raspar o bloco deslizante e a calha de guia da cama de modo a que a superfície de contacto do bloco deslizante e da calha de guia da cama seja de (25 x 25) mm2 com 12 pontos, e a retidão está dentro de 0,02/1000.
2.5 Existem materiais históricos e materiais de empurrar nas partes da faixa estreita de cisalhamento
Análise da causa:
O plano da placa deflectora é inclinado e não perpendicular ao plano horizontal.
O paralelismo da superfície de apoio vertical equipada com a lâmina superior está fora de tolerância.
Método de eliminação:
Reparar o plano da placa deflectora de modo a que fique perpendicular ao plano horizontal.
Quando a torre superior se move para baixo, ajustar a distância entre as duas superfícies verticais que encaixam a lâmina superior e a lâmina inferior para assegurar um erro de 0,02/1000.
2.6 A embraiagem de um só curso não engata e a lâmina de corte não actua.
Análise da causa:
O desgaste da parte rotativa da mola de ajuste e do entalhe triangular da manga amortecedora faz com que a embraiagem deslize ao engatar na cambota.
A mola de controlo da chave rotativa está partida ou solta, causando força insuficiente e falta de flexibilidade no movimento da chave rotativa.
A banda do travão e o disco do travão estão ajustados com demasiada força, resultando no deslizamento da embraiagem.
Método de eliminação:
Substitua a chave rotativa e repare o entalhe triangular da manga amortecedora para garantir que a chave rotativa se move livremente e que a combinação está segura quando o entalhe triangular é engatado.
Substituir a mola e ajustar a tensão para garantir que a chave rotativa se move livremente.
Ajustar o aperto da banda do travão.
2.7 O corte contínuo ocorre durante um único curso.
Análise da causa:
A cabeça do pino e o bloco de controlo do punho da chave rotativa estão gastos, fazendo com que a cabeça do pino da chave rotativa não bloqueie no lugar.
O ajuste incorreto da posição da placa de comando está a impedir que a cabeça do pino da chave rotativa bloqueie no lugar.
Método de eliminação:
Reparar a cabeça do pino da chave rotativa soldando-a e restaurando-a ao seu tamanho original.
Ajustar a posição mútua do bloco de controlo e repará-lo.
2.8 Verifica-se um fenómeno de impulso e um ruído anormal num curso do cursor de corte.
Análise da causa:
A chave rotativa não se encaixa corretamente na ranhura triangular da manga do amortecedor, causando desgaste e um ângulo de rotação incorreto da chave rotativa. Isto resulta em impacto e ruído durante o movimento recíproco da lâmina de corte.
A força da mola da chave rotativa é demasiado fraca para a manter no lugar, causando impacto quando o cursor se desloca de cima para baixo.
A força da mola de equilíbrio do movimento para cima e para baixo do cursor da lâmina de corte não está corretamente ajustada.
Método de eliminação:
Reparar a superfície de contacto entre a parte rotativa da chave rotativa e a ranhura triangular da manga do amortecedor para garantir que a chave roda livremente e de forma fiável.
Ajustar ou substituir a mola para fornecer força suficiente.
Ajustar a força da mola até que o cursor se mova suavemente sem choques ou vibrações.
2.9 Quando o volante está ao ralenti, a embraiagem emite um som rítmico.
Análise da causa:
A parte rotativa da chave rotativa não se solta totalmente da ranhura triangular da manga amortecedora, o que provoca um som após uma volta.
Método de eliminação:
Retificar a superfície de contacto da chave rotativa e ajustar a sua posição para resolver o problema.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre quais as empresas que lideram a indústria das máquinas de corte hidráulicas? Este artigo explora os 26 principais fabricantes a nível mundial, descrevendo em pormenor a sua história, especialidades e alcance global. Desde os mais antigos...
Já se interrogou sobre como maximizar a eficiência e a segurança da sua máquina de corte? Este guia aborda dicas essenciais para operar e manter estas poderosas ferramentas. Desde a escolha do equipamento correto...
Já se interrogou sobre o que faz a lâmina de cisalhamento perfeita? Neste artigo, vamos explorar o fascinante mundo dos aços para matrizes, desde as variedades trabalhadas a frio até às variedades trabalhadas a quente. Descobrirá os segredos por detrás dos seus...
Já alguma vez se perguntou como é que essas enormes chapas de aço são cortadas com tanta precisão? Entre no mundo das máquinas de corte hidráulicas - os heróis desconhecidos da indústria de fabrico de metais....
Já alguma vez se perguntou como é que máquinas poderosas transformam metal bruto em peças precisas e utilizáveis? Este artigo revela os segredos da máquina de corte hidráulica, uma maravilha da engenharia. Saiba como corta...
Já se perguntou quem são os principais jogadores da indústria de máquinas de corte? Neste artigo, vamos explorar os principais fabricantes de máquinas de corte na China para 2023. Irá descobrir empresas que...
Já alguma vez se interrogou sobre como a precisão e a eficiência se conjugam no corte industrial? Este artigo explora o fascinante mundo das guilhotinas, descrevendo em pormenor as suas vantagens e desafios. Saiba como as guilhotinas mecânicas...
Como pode garantir que a sua guilhotina funciona em segurança e dura mais tempo? Este artigo explora práticas de manutenção essenciais para tesouras de guilhotina, desde verificações diárias a revisões anuais. Ficará a conhecer as principais...
A tesoura para chapas metálicas, como o nome indica, é uma máquina utilizada para cortar chapas metálicas. A seleção do material baseia-se na chapa geral Q235. Se estiver a cortar chapa Q345, então...