Princípios e métodos de seleção de materiais metálicos
Já se perguntou porque é que alguns metais são perfeitos para o seu projeto e outros não? Neste artigo, exploramos os principais factores para selecionar o material metálico certo para as suas necessidades. Prepare-se para descobrir dicas práticas e conhecimentos que o ajudarão a tomar decisões informadas e a obter resultados óptimos nos seus projectos de engenharia mecânica.
Ao selecionar materiais e processos de fabrico, é imperativo realizar uma avaliação abrangente com base em três perspectivas críticas: adequação, viabilidade e relação custo-eficácia. Esta abordagem multifacetada assegura o desempenho ideal, a capacidade de fabrico e a viabilidade económica do produto final.
A avaliação da adequação envolve analisar se as propriedades do material e as características de desempenho estão de acordo com as condições de trabalho e os requisitos funcionais pretendidos. Isto inclui a avaliação das propriedades mecânicas (como a força, ductilidade e resistência à fadiga), comportamento térmico, resistência à corrosão e quaisquer atributos específicos cruciais para a aplicação.
A análise de viabilidade centra-se em determinar se o processo de fabrico escolhido é compatível com o material selecionado. Isto inclui considerações como a formabilidade, a maquinabilidade, a soldabilidade e quaisquer limitações ou desafios associados ao processamento do material utilizando o equipamento e as técnicas disponíveis. Podem ser empregues ferramentas de simulação avançadas e ensaios-piloto para validar a viabilidade do processo e identificar potenciais problemas antes da produção à escala real.
A avaliação da relação custo-eficácia examina os aspectos económicos da seleção de materiais e dos processos de fabrico. Isto envolve a análise dos custos das matérias-primas, despesas de processamento, consumo de energia, requisitos de ferramentas e potenciais taxas de rendimento. Além disso, os custos do ciclo de vida, incluindo a manutenção, a reciclagem e a eliminação, devem ser tidos em conta na avaliação global da relação custo-eficácia.
Princípio de aplicabilidade
O princípio da adequação é fundamental na seleção de materiais, exigindo que os materiais escolhidos resistam às condições operacionais e cumpram os requisitos de desempenho. Esta etapa crítica na seleção de materiais garante a funcionalidade e a longevidade ideais dos componentes.
A adequação do material é determinada por um conjunto abrangente de especificações internas de qualidade, incluindo:
Composição química
Microestrutura
Propriedades mecânicas (por exemplo, resistência, ductilidade, tenacidade)
Propriedades físicas (por exemplo, condutividade térmica, resistividade eléctrica)
Propriedades químicas (por exemplo, resistência à corrosão, reatividade)
Ao selecionar os materiais, os engenheiros devem considerar três factores-chave:
1. Condições de carga: Isto abrange tanto a magnitude como a natureza das tensões aplicadas (estáticas, dinâmicas, cíclicas) e a sua distribuição no interior do componente. Factores como a fadiga, a fluência e a resistência ao impacto podem ser críticos, dependendo da aplicação.
2. Ambiente de serviço: Isto inclui:
Meio (por exemplo, ar, água, produtos químicos)
Gama de temperaturas de funcionamento
Condições de pressão
Considerações sobre fricção e desgaste
Exposição a radiações ou campos electromagnéticos
3. Requisitos de desempenho:
Vida útil prevista
Tensões e deformações admissíveis
Requisitos funcionais específicos (por exemplo, condutividade térmica ou eléctrica)
Considerações sobre manutenção
Relação custo-eficácia e disponibilidade
Uma avaliação holística destes factores é essencial para garantir que os materiais seleccionados não só satisfazem como excedem os requisitos de desempenho. Esta abordagem minimiza o risco de falhas prematuras, optimiza a vida útil dos componentes e assegura uma utilização rentável dos materiais.
Além disso, as considerações emergentes na seleção de materiais incluem a sustentabilidade, a reciclabilidade e o impacto ambiental, que estão a tornar-se cada vez mais importantes nas práticas de engenharia modernas.
Princípio tecnológico
Uma vez seleccionados os materiais, a tecnologia de processamento pode geralmente ser determinada. No entanto, é importante ter em conta que o processo de processamento pode alterar as propriedades dos materiais. Além disso, factores como a forma, a estrutura, o tamanho do lote e as condições de produção das peças também desempenham um papel significativo na determinação da tecnologia de processamento de materiais.
O princípio da viabilidade requer que se considere a processabilidade dos materiais ao seleccioná-los, e os materiais com boa processabilidade devem ser preferidos para minimizar a dificuldade e o custo de fabrico. Cada processo de fabrico tem as suas próprias características, vantagens e desvantagens.
Quando peças feitas do mesmo material são fabricadas utilizando processos diferentes, a dificuldade e o custo podem variar, assim como o desempenho necessário do processamento do material. Por exemplo, o forjamento pode não ser viável para peças com formas complexas e grandes dimensões. Nestes casos, pode recorrer-se à fundição ou à soldadura, mas o material deve ter um bom desempenho de fundição ou de soldadura e a estrutura deve cumprir os requisitos de fundição ou de soldadura.
Noutro exemplo, ao fabricar chaves e pinos por estiramento a frio, deve ser considerado o alongamento dos materiais e o impacto do reforço da deformação nas suas propriedades mecânicas.
Princípio económico
Para além de cumprir os requisitos de utilização e processamento de materiais, é crucial considerar a relação custo-eficácia dos materiais no fabrico de metais e nos processos de fabrico.
O princípio da relação custo-eficácia implica a seleção de materiais que ofereçam um equilíbrio ótimo entre desempenho e preço. O desempenho engloba as propriedades funcionais do material, normalmente representadas pela sua vida útil, resistência mecânica, resistência à corrosão e factores de segurança. O preço dos materiais é determinado tanto pelos custos iniciais como pelos custos do ciclo de vida, incluindo as despesas de produção e os custos operacionais a longo prazo.
Os custos dos materiais são influenciados por múltiplos factores:
Custos das matérias-primas: As flutuações nos mercados mundiais de matérias-primas podem ter um impacto significativo nos preços.
Taxa de utilização do material: A colocação eficiente e as técnicas de redução de resíduos podem melhorar a relação custo-eficácia.
Custos de conformação: Despesas associadas a processos como a fundição, o forjamento ou a extrusão.
Custos de processamento: Despesas de maquinagem, tratamento térmico e acabamento de superfícies.
Custos de instalação e colocação em funcionamento: Despesas relacionadas com a montagem no local e a integração do sistema.
Custos de manutenção: Despesas de manutenção a longo prazo, incluindo proteção contra a corrosão e resistência ao desgaste.
Custos de gestão: Despesas gerais para controlo de inventário e gestão da cadeia de abastecimento.
Custos energéticos: Despesas relacionadas com o processamento e fabrico de materiais.
Custos de conformidade ambiental: Despesas associadas ao cumprimento de requisitos regulamentares e práticas sustentáveis.
Para otimizar a relação custo-eficácia, os fabricantes devem considerar:
Análise do custo do ciclo de vida (LCCA) para avaliar a eficiência económica a longo prazo
Engenharia de valor para identificar materiais ou processos alternativos que mantenham a funcionalidade a custos reduzidos
Implementação de princípios de fabrico optimizados para minimizar o desperdício e melhorar a eficiência
Adoção de tecnologias de fabrico avançadas, como o fabrico aditivo, para reduzir os resíduos de materiais e as fases de processamento
Colaboração com os fornecedores para desenvolver soluções rentáveis em termos de materiais e potenciar economias de escala
Etapas, métodos e bases da seleção de materiais e processos de conformação
As etapas para a seleção de materiais e processos de fabrico são as seguintes:
Selecionar os materiais com base nas condições e requisitos de utilização.
Com base nos materiais seleccionados, escolher um processo de fabrico adequado, tendo em conta factores como o custo dos materiais, as propriedades de processamento dos materiais, a complexidade das peças, a dimensão do lote das peças, as condições de produção existentes e os requisitos técnicos.
1. Etapas e métodos de seleção de materiais e respectivos processos de conformação
Para avaliar as condições de serviço das peças, é necessário determinar a carga específica, o estado de tensão, a temperatura, a corrosão e as condições de desgaste que as peças irão sofrer durante a utilização.
Para peças utilizadas em condições normais de temperatura, o principal requisito é que os materiais tenham propriedades mecânicas adequadas. No entanto, para peças utilizadas em condições diferentes, os materiais devem ter propriedades físicas e químicas específicas.
Se as peças forem utilizadas a altas temperaturas, os materiais devem ter uma resistência a altas temperaturas e à oxidação. As peças utilizadas em equipamento químico devem ter uma elevada resistência à corrosão. Algumas peças de instrumentos requerem materiais com propriedades electromagnéticas. Para estruturas de soldadura utilizadas em zonas extremamente frias, devem ser considerados os requisitos de resistência a baixas temperaturas.
Quando utilizados em zonas húmidas, devem ser incluídos requisitos de resistência à corrosão atmosférica. Os passos gerais para a seleção do material são os seguintes:
Através de análises ou ensaios, juntamente com os resultados da análise de falhas de materiais semelhantes, determinar vários indicadores generalizados de tensão admissível, tais como a resistência admissível, a tensão admissível, a deformação admissível e o tempo de serviço.
Identificar os indicadores principais e secundários de tensão admissível generalizada e utilizar os indicadores mais importantes como base primária para a seleção de materiais.
Com base nos principais indicadores de desempenho, selecionar vários materiais que satisfaçam os requisitos.
Selecionar os materiais e o respetivo processo de conformação com base no processo de conformação dos materiais, na complexidade das peças, no lote de produção das peças, nas condições de produção existentes e nas condições técnicas.
Considerar factores como o custo do material, tecnologia de conformaçãoO método de otimização permite selecionar o material mais adequado, tendo em conta o desempenho do material e a fiabilidade da utilização.
Se necessário, testar os materiais e colocá-los em produção para verificação ou ajustamento.
Note-se que estas são apenas orientações gerais para a seleção de materiais e que o processo pode ser moroso e complexo.
Para peças importantes e novos materiaisPara garantir a segurança dos materiais durante a seleção, é necessário um número significativo de testes básicos e de processos de produção experimental. Para materiais menos importantes e peças de pequenos lotesOs materiais são normalmente seleccionados com base na experiência de utilização de materiais semelhantes nas mesmas condições de trabalho, e a marca e a especificação dos materiais são determinadas, seguindo-se a organização do processo de conformação.
Se as peças estiverem danificadas normalmente, podem ser utilizados os materiais e o processo de conformação originais. Se o dano for devido a um dano precoce anormal, a causa da falha deve ser determinada e devem ser tomadas as medidas adequadas. Se for resultado do material ou do seu processo de produção, podem ser considerados novos materiais ou um novo processo de moldagem.
2. Base de seleção de materiais
(1) Condições de carga
Os materiais de engenharia são expostos a várias forças durante o funcionamento, tais como tensão de tração, tensão de compressão, tensão de corte, binário e força de impacto, entre outras.
As propriedades mecânicas e os modos de rutura dos materiais estão intimamente ligados às condições de carga a que estão sujeitos.
Em engenharia, é crucial que as máquinas e as estruturas funcionem de forma segura e fiável, satisfazendo simultaneamente os seus requisitos de movimento.
Por exemplo, o fuso de uma máquina-ferramenta deve poder funcionar normalmente sem se partir ou deformar excessivamente sob tensão. Outro exemplo é que, quando um macaco levanta uma carga, o parafuso deve permanecer direito e equilibrado sem se dobrar subitamente.
O funcionamento seguro e fiável dos componentes de engenharia depende do cumprimento dos requisitos de resistência, rigidez e estabilidade.
Existem condições específicas para cada um destes aspectos dos materiais na mecânica dos materiais que devem ser consideradas ao analisar as condições de tensão ou ao selecionar os materiais.
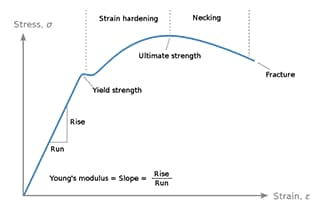
Ao selecionar materiais com base em condições de tensão, é importante considerar não só as propriedades mecânicas dos materiais, mas também o conhecimento relevante da mecânica dos materiais para fazer uma escolha cientificamente informada.
Quadro 1 Tensões, formas de rotura e propriedades mecânicas necessárias de várias peças comuns
Falha por fadiga, deformação excessiva e desgaste no moente
Propriedades mecânicas abrangentes
Engrenagem de transmissão
Tensão de compressão e tensão de flexão
Choque cíclico
Forte fricção, vibração
Desgaste, descamação por picadas, quebra de dentes
Superfície: dureza, flexão resistência à fadigaCentro: limite de elasticidade, resistência à fadiga por contacto; Centro: limite de elasticidade, tenacidade
Resistência à fadiga por contacto, dureza e resistência ao desgaste
Virabrequim
Tensão de flexão Tensão de torção
Choque cíclico
Fricção do jornal
Fratura frágil, fratura por fadiga, erosão e desgaste
Resistência à fadiga, dureza, resistência à fadiga por impacto e propriedades mecânicas globais
Biela
Tensão de tração e tensão de compressão
Choque cíclico
Fratura frágil
Resistência à fadiga por compressão, resistência à fadiga por impacto
(2) Temperatura de serviço dos materiais
A maioria dos materiais é normalmente utilizada à temperatura ambiente, no entanto, existem também materiais que são utilizados a temperaturas elevadas ou baixas.
Devido a estas temperaturas de serviço variáveis, as propriedades necessárias dos materiais também variam muito.
À medida que a temperatura diminui, a tenacidade e a plasticidade dos materiais de aço diminuem continuamente. Num determinado ponto, há uma diminuição significativa da tenacidade e da plasticidade, designada por temperatura de transição dúctil-frágil.
Quando utilizados abaixo da temperatura de transição dúctil-frágil, os materiais são susceptíveis de fratura frágil sob baixa tensão, o que pode resultar em danos. Assim, ao selecionar o aço para utilização a baixa temperatura, devem ser escolhidos materiais com uma temperatura de transição dúctil-frágil inferior às condições de trabalho.
A liga de vários aços de baixa temperatura tem como objetivo reduzir teor de carbono e melhorando a sua tenacidade a baixas temperaturas.
À medida que a temperatura aumenta, as propriedades dos materiais de aço sofrem várias alterações, incluindo uma diminuição da resistência e durezaA temperatura de trabalho é a mais elevada do mundo, com um aumento e depois uma diminuição da plasticidade e da tenacidade, e oxidação ou corrosão a altas temperaturas.
Estas alterações afectam o desempenho do material e podem torná-lo inutilizável. Por exemplo, a temperatura de serviço do aço-carbono e do ferro fundido não deve exceder 480 ℃, enquanto a temperatura de serviço do liga de aço não deve exceder 1150 ℃.
A taxa de corrosão é medida como a perda de material metálico por unidade de área num determinado período de tempo, ou como a profundidade da corrosão no material metálico ao longo do tempo.
A indústria utiliza normalmente um sistema de classificação da resistência à corrosão com 6 categorias e 10 graus, que vão desde a Classe I, com resistência total à corrosão, até à Classe VI, sem resistência à corrosão, como se mostra no Quadro 2.
Quadro 2 Classificação e critérios de classificação da resistência à corrosão de Materiais metálicos
Classificação da resistência à corrosão
Classificação da resistência à corrosão
Taxa de corrosão, mm/d
I
Resistência total à corrosão
1
<0.001
Ⅱ
Muito resistente à corrosão
23
0.001~0.005 0.005~0.01
III
Resistência à corrosão
45
0.01~0.05 0.05~0.1
IV
Resistência à corrosão
67
0.1~0.5 0.5~1.0
V
Fraca resistência à corrosão
89
1.0~5.0 5.0~10.0
VI
Não resistente à corrosão
10
>10.0
A maioria dos materiais de engenharia funciona em ambientes atmosféricos e sofre de corrosão atmosférica, que é um problema comum.
A humidade da atmosfera, a temperatura, a luz solar, a água da chuva e o teor de gases corrosivos têm um grande impacto na corrosão destes materiais.
Nas ligas comuns, o aço-carbono tem uma taxa de corrosão de 10^-605 m/d em atmosferas industriais, mas pode ser utilizado depois de pintado ou tratado com outras camadas de proteção.
O aço de baixa liga que contém elementos como o cobre, o fósforo, o níquel e o crómio melhorou consideravelmente a resistência à corrosão atmosférica e pode ser utilizado sem ser pintado.
Materiais como o alumínio, o cobre, o chumbo e o zinco têm boa resistência à corrosão atmosférica.
(4) Resistência ao desgaste
Os factores que afectam a resistência ao desgaste dos materiais são os seguintes
① Propriedades dos materiaisDureza, tenacidade, capacidade de endurecimento por trabalho, condutividade térmica, estabilidade química, estado da superfície, etc.
② Condições de fricção: incluindo as características do material abrasivo na fricção, a pressão, a temperatura, a velocidade de fricção, as propriedades dos lubrificantes e a presença de condições corrosivas.
Em geral, os materiais com elevada dureza são menos susceptíveis de penetração ou abrasão por objectos de trituração e têm um elevado limite de fadiga, o que resulta numa elevada resistência ao desgaste. Além disso, a elevada tenacidade garante que, mesmo que o material seja penetrado ou desgastado, não se partirá, melhorando ainda mais a sua resistência ao desgaste.
Por conseguinte, a dureza é o principal aspeto da resistência ao desgaste. É importante notar que a dureza dos materiais pode mudar durante a utilização. Por exemplo, os metais que sofrem endurecimento por trabalho tornam-se mais duros durante a fricção, enquanto os metais que podem ser amolecidos pelo calor podem amolecer durante a fricção.
3. Base para a seleção do processo de moldagem de materiais
Geralmente, uma vez determinado o material de um produto, o tipo de processo de conformação é tipicamente identificado.
Por exemplo, se o produto for feito de ferro fundido, deve ser utilizado o método de fundição; se for feito de chapa metálicaSe for de plástico ABS, a moldagem por injeção é a melhor opção; e se forem peças de cerâmica, deve ser selecionado o processo de moldagem de cerâmica adequado.
No entanto, é importante ter em conta que o processo de conformação também pode afetar o desempenho do material, pelo que os requisitos de desempenho final do material devem ser tidos em conta ao selecionar o processo de conformação.
Desempenho dos materiais do produto
① Propriedades mecânicas dos materiais
Por exemplo, engrenagem de aço As peças podem ser fundidas quando as suas propriedades mecânicas não são críticas, mas quando são necessárias propriedades mecânicas elevadas, deve ser utilizado o processamento sob pressão.
② Desempenho de serviço dos materiais
Por exemplo, no fabrico de peças de volante para automóveis e motores de automóveis, o aço forjamento de matrizes deve ser utilizado em vez do forjamento em matriz aberta. Isto deve-se ao facto de a alta velocidade dos automóveis e a exigência de uma condução suave significarem que as fibras expostas nas peças forjadas do volante podem levar à corrosão e afetar o desempenho. O forjamento em matriz fechada é preferível ao forjamento em matriz aberta, uma vez que elimina o flash e evita o corte e a exposição da estrutura fibrosa das peças forjadas.
③ Propriedades tecnológicas dos materiais
As propriedades tecnológicas incluem propriedades de fundição, propriedades de forjamento, propriedades de soldadura, propriedades de tratamento térmico e propriedades de corte. Por exemplo, os materiais metálicos não ferrosos com fraca soldabilidade devem ser ligados utilizando soldadura por arco de árgon em vez de soldadura manual por arco. O PTFE, sendo um material termoplástico com pouca fluidez, não é adequado para moldagem por injeção e só deve ser moldado por prensagem e sinterização.
④ Propriedades especiais dos materiais
As propriedades especiais incluem resistência ao desgaste, resistência à corrosão, resistência ao calor, condutividade ou isolamento. Por exemplo, o impulsor e o corpo de uma bomba resistente a ácidos devem ser feitos de aço inoxidável e fundidos. Se for utilizado plástico, a moldagem por injeção é uma opção. Se forem necessárias resistência ao calor e resistência à corrosão, deve ser utilizada cerâmica e moldada através do processo de injeção.
(2) Lote de produção de peças
Para a produção em massa de produtos, o processo de moldagem com elevada precisão e produtividade deve ser selecionado para garantir a precisão e a eficiência. Embora o equipamento necessário para estes processos de moldagem possa ter um custo de fabrico relativamente elevado, este investimento pode ser compensado pela redução do consumo de material por produto.
Para a produção em massa de peças forjadas, a processos de conformação incluem o forjamento sob pressão, a laminagem a frio, a estiragem a frio e a extrusão a frio.
Para a produção em massa de peças fundidas de ligas não ferrosas, fundição de moldes metálicos, fundição sob pressão e peças fundidas de baixo teor de carbono. fundição sob pressão são os processos de moldagem recomendados.
Para a produção em massa de peças de nylon MC, o processo de moldagem por injeção é a escolha preferida.
Para a produção de pequenos lotes, podem ser seleccionados processos de conformação com menor precisão e produtividade, como a moldagem manual, o forjamento livre, a soldadura manual e os processos que envolvem corte.
(3) Complexidade da forma e requisitos de exatidão das peças
Para peças metálicas com formas complexas, particularmente aquelas com cavidades internas intrincadas, a processo de fundição é frequentemente selecionado, tal como para a caixa, o corpo da bomba, o bloco de cilindros, o corpo da válvula, o invólucro e os componentes do leito.
As peças de plástico de engenharia com formas complexas são normalmente produzidas utilizando o processo de moldagem por injeção.
As peças cerâmicas com formas complexas podem ser produzidas utilizando o processo de moldagem por injeção ou de fundição.
Para peças metálicas com formas simples, podem ser utilizados processos de conformação por pressão ou soldadura.
As peças de plástico de engenharia com formas simples podem ser produzidas utilizando processos de moldagem por sopro, moldagem por extrusão ou moldagem.
As peças de cerâmica com formas simples são normalmente moldadas.
Se o produto for uma fundição e a precisão dimensional não for um requisito elevado, pode ser utilizada a fundição em areia normal. Para uma elevada precisão dimensional, a fundição de investimento, a fundição de padrão evaporativo, a fundição sob pressão ou a fundição de baixa pressão podem ser seleccionadas com base no material de fundição e no tamanho do lote.
Para requisitos de baixa precisão dimensional no forjamento, o forjamento livre é normalmente utilizado. Para requisitos de elevada precisão, é selecionado o forjamento sob pressão ou a formação por extrusão.
Se o produto for de plástico e exigir pouca precisão, é preferível a moldagem por sopro oco. Para requisitos de elevada precisão, é selecionada a moldagem por injeção.
(4) Condições de produção existentes
As condições de produção existentes referem-se à capacidade atual do equipamento, aos conhecimentos técnicos do pessoal e à possibilidade de subcontratação de produtos.
Por exemplo, na produção de produtos de maquinaria pesada, se não houver um forno de produção de aço de grande capacidade ou equipamento de elevação e transporte pesado no local, é frequentemente utilizado o processo combinado de fundição e soldadura. Este processo envolve a divisão das peças grandes em peças mais pequenas para fundição e, em seguida, a soldadura das mesmas para formar peças maiores.
Como outro exemplo, as peças do cárter de óleo para um torno são normalmente produzidas através da estampagem de placas de aço finas com uma prensa. Se as condições no local não forem adequadas para este processo, devem ser utilizados métodos alternativos.
Por exemplo, se não existirem chapas finas ou grandes prensas no local, pode ser necessário utilizar o processo de fundição. Se existirem chapas finas, mas não houver uma prensa de grandes dimensões, pode ser utilizado um processo de conformação por fiação, económico e viável, em substituição da conformação por estampagem.
(5) Consideração de novos processos, tecnologias e materiais
Com as crescentes exigências do mercado industrial, os utilizadores têm requisitos cada vez mais elevados em termos de variedade de produtos e actualizações de qualidade, o que leva a uma mudança da produção em massa para a produção de várias variedades e de pequenos lotes. Este facto alarga o âmbito de aplicação de novos processos, tecnologias e materiais.
A fim de encurtar o ciclo de produção e melhorar os tipos e a qualidade dos produtos, é necessário considerar a utilização de novos processos, tecnologias e materiais, como a fundição de precisão, o forjamento de precisão, a estampagem de precisão, a extrusão a frio, o forjamento em matriz líquida, a conformação superplástica, a moldagem por injeção, a metalurgia do pó, a cerâmica e outras conformações por pressão estática, a conformação de materiais compósitos e a conformação rápida. Isto permitirá obter peças quase em forma de rede e uma melhoria significativa da qualidade do produto e dos benefícios económicos.
Além disso, para fazer uma seleção razoável do processo de moldagem, é importante ter uma compreensão clara das características e do âmbito de aplicação dos vários processos de moldagem, bem como do impacto do processo de moldagem nas propriedades do material.
As características de vários processos de conformação em bruto de materiais metálicos são apresentadas no Quadro 3.
Quadro 3 Características de vários processos de enformação de peças em bruto
Fundição
Forjamento
Peças de estampagem
Soldadura
Estoque laminado
Características de moldagem
Formação no estado líquido
Deformação plástica sólida
Deformação plástica sólida
Ligação em cristalização ou estado sólido
Deformação plástica sólida
Requisitos para o desempenho do processo do material
Boa liquidez e baixa retração
Boa plasticidade, pequena resistência à deformação
Boa plasticidade, pequena resistência à deformação
Alta resistência, boa plasticidade, boa estabilidade química no estado líquido
Boa plasticidade, pequena resistência à deformação
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como é que a chapa metálica evolui de matéria-prima para componentes intrincados nos nossos dispositivos quotidianos? Este artigo mergulha no fascinante mundo do fabrico de chapas metálicas, explorando materiais como o SPCC,...
Porque é que alguns metais resistem a ambientes extremos enquanto outros falham? Compreender o desempenho dos materiais metálicos é fundamental para selecionar o mais adequado para a sua aplicação. Este artigo explora os...
Já alguma vez se interrogou sobre o fascinante mundo da dureza dos metais? Nesta publicação do blogue, vamos mergulhar nos conceitos e métodos intrigantes por detrás da medição e melhoria da dureza dos...
Já alguma vez se interrogou sobre o fascinante mundo das densidades dos metais? Neste post do blogue, vamos mergulhar na importância de compreender as densidades dos metais para os engenheiros mecânicos. Como um experiente...
Imagine materiais que podem revolucionar sectores inteiros - tornando as coisas mais fortes, mais leves e mais inteligentes. Este artigo explora 50 materiais inovadores que estão preparados para transformar a tecnologia e o fabrico. Desde a força inigualável do grafeno...
Alguma vez se perguntou como calcular com precisão o peso do aço ou do metal para os seus projectos? Nesta publicação do blogue, vamos explorar o fascinante mundo do cálculo do peso do aço...
Já alguma vez se interrogou sobre o mundo oculto das densidades dos metais? Nesta fascinante publicação do blogue, vamos embarcar numa viagem para desvendar os mistérios por detrás dos pesos de vários...
Já alguma vez se perguntou porque é que o aço inoxidável não enferruja como o aço normal? Esta publicação do blogue irá explorar o fascinante mundo do aço inoxidável, as suas propriedades únicas e o seu papel fundamental...
O que é que faz de um metal o mais forte? Neste artigo, exploramos o fascinante mundo dos metais, desde a incomparável resistência à tração do tungsténio até à incrível resistência à corrosão do titânio. Descubra como estes poderosos...