Estampagem de metais e conceção de matrizes: O Guia Definitivo
Já alguma vez se interrogou sobre o fascinante mundo da estampagem de metais? Nesta publicação do blogue, vamos embarcar numa viagem emocionante para explorar os meandros deste processo de fabrico essencial. Como engenheiro mecânico experiente, vou guiá-lo através dos conceitos-chave, partilhando ideias valiosas e exemplos do mundo real. Prepare-se para descobrir como a estampagem de metais molda o nosso quotidiano e conheça os segredos por detrás da sua notável eficiência e versatilidade.
Conhecimentos básicos do processo de estampagem de metais
A estampagem de metais é um processo de fabrico de grande volume que transforma chapas metálicas planas em formas específicas utilizando forças mecânicas. Esta técnica versátil é crucial em várias indústrias, incluindo a automóvel, a aeroespacial, a eletrónica e a produção de bens de consumo. O processo envolve vários componentes e fases fundamentais:
Matriz e punção: A matriz é uma ferramenta especialmente concebida para moldar o metal, enquanto o punção é utilizado para aplicar força e pressionar o metal para dentro da matriz.
Prensa: Uma prensa mecânica ou hidráulica fornece a força necessária para moldar o metal.
Folha ou chapa metálica: A matéria-prima, normalmente sob a forma de bobinas ou de peças em bruto pré-cortadas, é introduzida na prensa.
Etapas da estampagem: a. Corte em branco: Corte da forma inicial da chapa metálica. b. Desenho: Moldar o metal numa forma tridimensional. c. Perfuração: Criação de furos ou aberturas na peça a trabalhar. d. Dobragem: Dobrar o metal ao longo de uma linha reta. e. Cunhagem: Prensagem do metal para obter dimensões e acabamentos de superfície precisos.
Estampagem progressiva de matrizes: Um método que combina várias operações de estampagem num único conjunto de matrizes, aumentando a eficiência e a precisão.
Considerações sobre o material: A escolha do metal (por exemplo, aço, alumínio, cobre) afecta o processo de estampagem e as características do produto final.
Precisão e tolerâncias: Os processos de estampagem modernos podem atingir tolerâncias apertadas, muitas vezes com uma margem de ±0,05 mm ou menos, consoante o material e a complexidade da peça.
Automação e sensores: Muitas operações de estampagem incorporam agora robótica e sensores avançados para melhorar a eficiência, a consistência e o controlo de qualidade.
Análise de elementos finitos (FEA): As simulações por computador são utilizadas para otimizar o design da matriz e prever o comportamento do material durante a estampagem.
Operações de pós-estampagem: As peças podem ser submetidas a processos adicionais, como rebarbação, tratamento térmico ou acabamento de superfície, para cumprirem as especificações finais.
1.1 Características e aplicações do processo de estampagem de metais
O que é a estampagem?
A estampagem, também conhecida como prensagem, é um processo de fabrico em que chapas planas de metal ou materiais não metálicos são moldados em formas específicas utilizando ferramentas e equipamento especializados. Este processo ocorre normalmente à temperatura ambiente, o que o distingue como uma técnica de conformação a frio. A definição de estampagem pode ser articulada da seguinte forma:
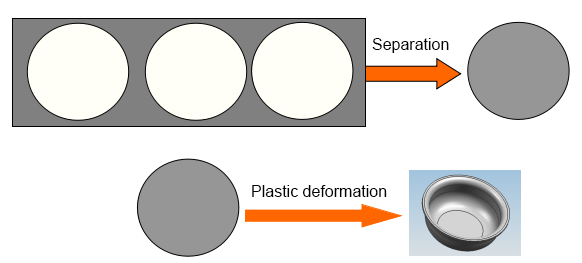
À temperatura ambiente, uma chapa metálica (ou não metálica) é sujeita a uma força controlada utilizando um prensa de estampagem e um molde concebido com precisão. Esta ação induz a separação do material ou a deformação plástica, resultando em componentes com formas, dimensões e propriedades mecânicas pré-determinadas.
Os principais aspectos do processo de estampagem incluem:
Temperatura: A estampagem é predominantemente efectuada à temperatura ambiente, o que a classifica como um processo de trabalho a frio. Este facto elimina a necessidade de aquecimento, melhorando a eficiência energética e o manuseamento de materiais.
Matéria-prima: A principal peça de trabalho na estampagem é o material em folha, normalmente metal, o que lhe valeu o termo alternativo "estampagem de chapa metálica". Os materiais comuns incluem o aço, o alumínio, o latão e várias ligas.
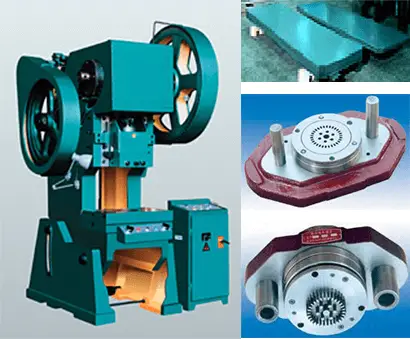
Equipamento e ferramentas: A estampagem requer três componentes essenciais:
Prensa de estampagem: A máquina que fornece a força necessária.
Conjunto de matrizes: Ferramentas de precisão que moldam o material.
Matéria-prima: A chapa metálica ou não metálica a ser formada.
Mecanismo de deformação: A estampagem baseia-se na deformação plástica, em que o material é sujeito a tensão para além do seu ponto de escoamento, mas abaixo da sua resistência à tração final. Isto permite uma alteração permanente da forma sem falha do material.
Versatilidade: A estampagem pode produzir uma vasta gama de peças, desde simples anilhas planas a complexos painéis de carroçaria automóvel, através de várias operações, tais como corte, perfuração, dobragem e estampagem profunda.
Eficiência de produção: A estampagem é particularmente adequada para a produção de grandes volumes, oferecendo tempos de ciclo rápidos e uma qualidade consistente das peças, quando corretamente equipada e operada.
Características e aplicações da estampagem de metais:
(1) Alta produtividade com operação simplificada, facilitando a mecanização perfeita e a integração da automação.
(2) Precisão dimensional excecional e consistência superior de peça para peça, assegurando uma permutabilidade óptima.
(3) Impressionantes taxas de utilização de material, variando tipicamente entre 70% e 85%, com alguns processos avançados a atingirem uma eficiência de até 95%.
(4) Capacidade de produzir geometrias complexas que constituem um desafio ou são impossíveis para os métodos de maquinagem convencionais, tais como componentes de paredes finas e de desenho profundo com características intrincadas.
(5) Permite a produção de peças leves com excelentes relações rigidez/peso e elevada integridade estrutural.
(6) O processo de enformação a frio elimina a necessidade de aquecimento, resultando em poupanças de energia e numa qualidade superior do acabamento da superfície.
(7) Redução significativa dos custos por unidade em cenários de produção de grande volume.
Estes atributos posicionam a estampagem de metal como um processo de fabrico versátil e único, combinando alta qualidade, eficiência, conservação de energia e eficácia de custos de uma forma inigualável por métodos alternativos de trabalho em metal.
Consequentemente, a estampagem de metais encontra aplicações extensivas em diversos sectores. Nos sectores automóvel e da maquinaria agrícola, os componentes estampados constituem 60% a 70% das peças. Do mesmo modo, a indústria de instrumentação e medição depende da estampagem para 60% a 70% dos seus componentes. O processo é igualmente predominante na produção de uma vasta gama de utensílios de cozinha em aço inoxidável e de artigos de uso quotidiano.
A versatilidade da estampagem de metal abrange uma gama impressionante de aplicações, desde componentes electrónicos em miniatura e ponteiros de instrumentos de precisão a painéis de carroçaria e vigas estruturais de grande escala. Mesmo na indústria aeroespacial, os componentes críticos, como os revestimentos de aeronaves, são fabricados utilizando técnicas avançadas de estampagem. Esta amplitude de aplicações sublinha a adaptabilidade do processo a diversos requisitos de escala e complexidade em múltiplos sectores.
Desvantagens da estampagem
O ciclo de fabrico do molde é longo e o custo é elevado. Porque utiliza métodos e meios de processamento tradicionais e materiais de molde tradicionais
No entanto, com o advento da tecnologia avançada de processamento de moldes e de materiais de molde não tradicionais, esta lacuna pode ser gradualmente ultrapassada.
Por exemplo:
Fabrico de moldes a partir de materiais de ligas com baixo ponto de fusão
Fabrico de moldes por prototipagem rápida
Molde económico
Em suma, a indústria de moldes é a indústria de base de um país, o nível de conceção e fabrico de moldes tornou-se uma medida do nível de fabrico de produtos num país.
Os países desenvolvidos atribuem grande importância ao desenvolvimento de moldes.
O Japão acredita que "o molde é a força motriz para entrar numa sociedade rica";
Alemanha: "o imperador da indústria metalúrgica";
Roménia: "o molde é o Toque de Ouro"; o molde é considerado uma pedra na indústria de arena internacional.
No entanto, os moldes aqui também incluem moldes, matrizes de forjamentoA maioria dos moldes de fundição sob pressão, moldes de borracha, moldes para produtos alimentares, moldes para materiais de construção, etc., mas atualmente os moldes a frio e os moldes de plástico são os mais utilizados, representando cada um cerca de 40%.
1.2 Classificação do processo de estampagem
Classificados por propriedades de deformação
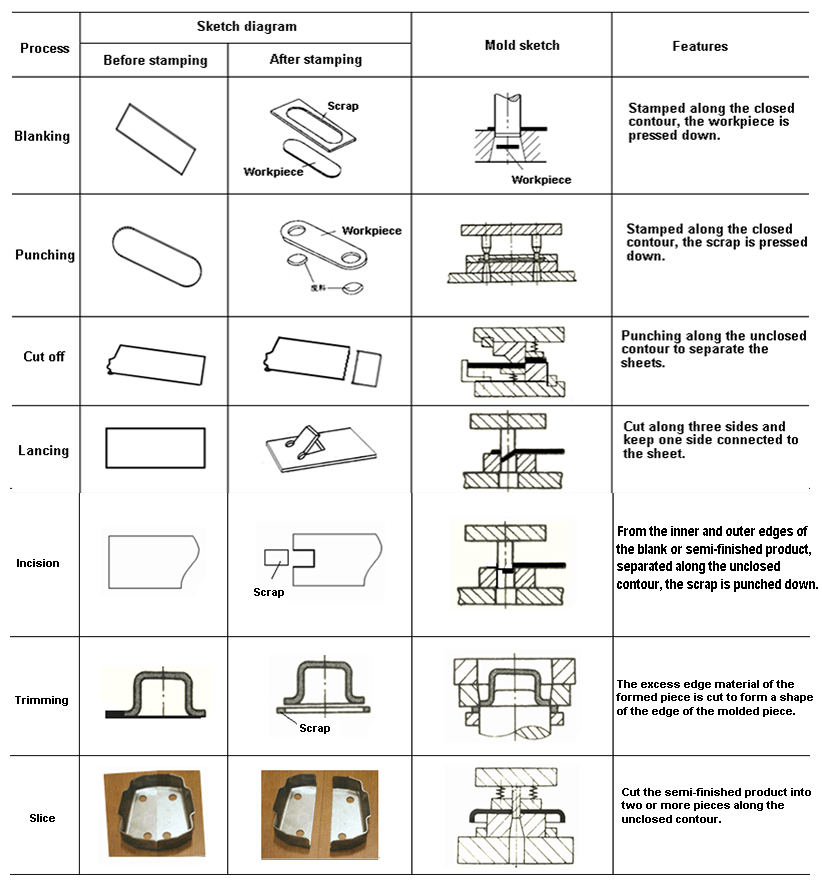
Processo de separação
Processo de formação
(1)Processo de separação
Durante a estampagem, o material a ser processado é deformado por uma força externa.
Quando a tensão de cisalhamento do material na zona de deformação atinge a resistência ao cisalhamento do material, o material é cisalhado e separado para formar uma peça com uma determinada forma e tamanho.
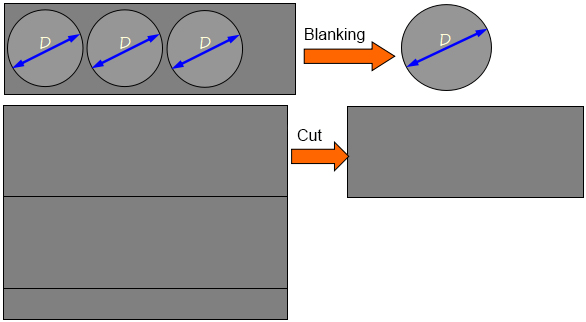
O processo de separação inclui principalmente o corte e a perfuração, branqueamento, entalhar, cortar, etc.
O processo de separação é indicado a seguir:
A separação ocorre mas não altera a forma do espaço.
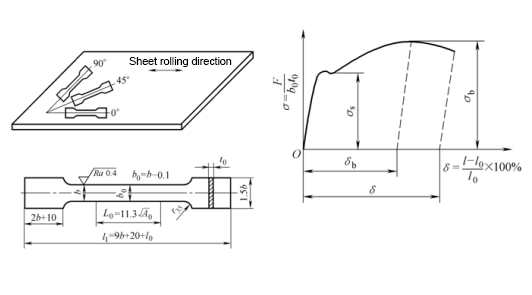
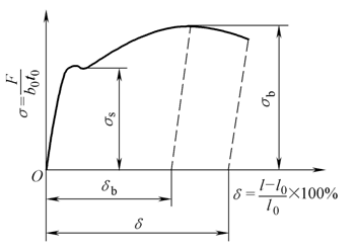
Durante a estampagem, o material sob a ação da força externa, a tensão equivalente do material na zona de deformação atinge o limite de cedência σs do material, mas não atinge o limite de resistência σb, pelo que o material apenas se deforma plasticamente, obtendo-se assim peças com determinada forma e dimensão.
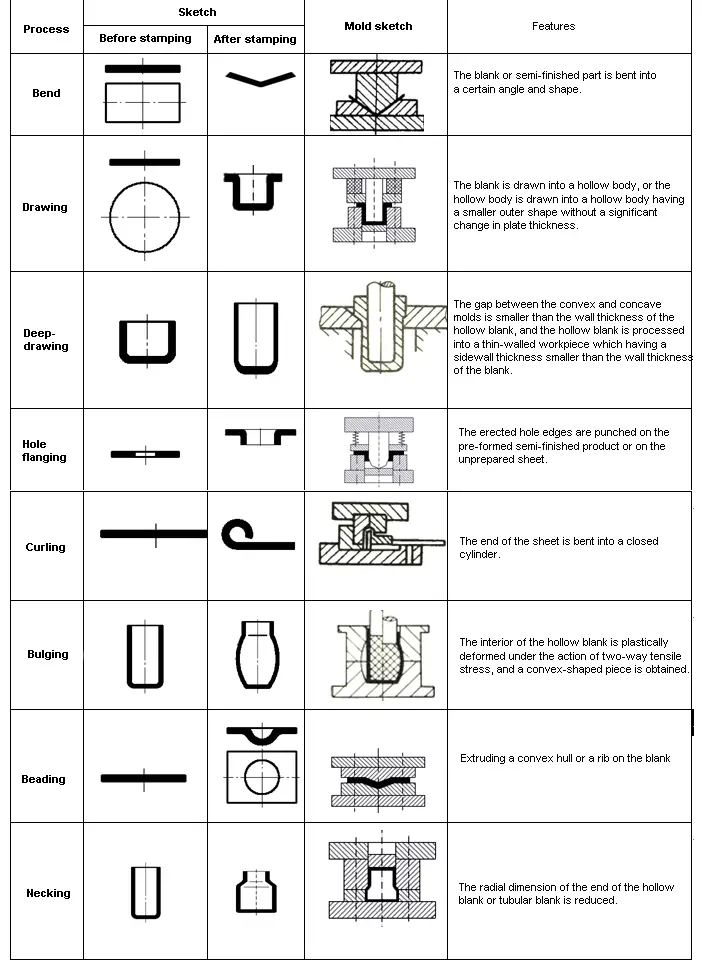
O processo de conformação inclui principalmente a dobragem, a estampagem profunda, o torneamento, a contração, o abaulamento, etc.
O processo de moldagem é apresentado da seguinte forma:
Apenas se altera a forma da peça em bruto, não ocorre qualquer separação.
Quadro 1-2 Processo de conformação
De acordo com a natureza da zona de deformação
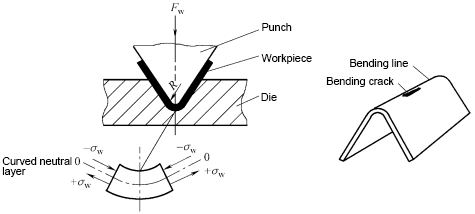
Formação do tipo alongamento: A tensão máxima principal da zona de deformação é a tensão de tração, e o modo de falha é a fissuração por tração, que se caracteriza por um afinamento da espessura.
Conformação por compressão: A tensão principal máxima da zona de deformação é a tensão de compressão, que se caracteriza pelo engrossamento da espessura e a forma de falha é o enrugamento.
De acordo com o método de deformação de base
Branqueamento
Dobragem
Desenho profundo
Formação
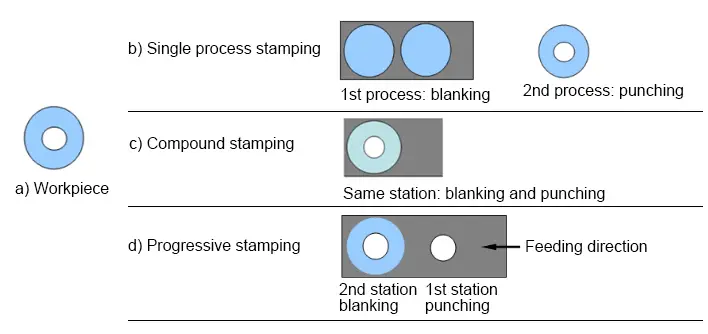
De acordo com a combinação de processos
Estampagem de processo único
Estampagem composta
Estampagem progressiva
1.3 Material de estampagem
Requisitos básicos para a estampagem em folhas
Cumprir os requisitos de desempenho
Cumprir os requisitos do processo de estampagem
A satisfação dos requisitos de desempenho é a primeira, e cumpre, tanto quanto possível, os requisitos do processo de estampagem, ao mesmo tempo que cumpre os requisitos de desempenho.
1.3.1 Requisitos do processo para materiais de estampagem
1. desempenho de formação de estampagem
O desempenho da estampagem refere-se à capacidade da folha de se adaptar ao processo de estampagem.
Dois tipos de instabilidade:
Instabilidade de tração - estrangulamento local ou fratura sob tensão de tração;
Instabilidade de compressão - rugas de instabilidade sob tensão de compressão.
O primeiro é como o fenómeno de estrangulamento no ensaio de tração do aço de baixo carbono e o segundo é o fenómeno de instabilidade da barra de pressão.
Assim, existe um limite de conformação, que se divide num limite de conformação global e num limite de conformação local. Quanto mais elevado for o limite de enformação, melhor será o desempenho da enformação da prensa.
Como medir o desempenho de formação de estampagem da folha?
(1) A resistência à fissuração refere-se à capacidade de uma chapa de resistir a danos durante a deformação.
(2) A capacidade de colagem refere-se à capacidade da folha de se adaptar à forma do molde durante o processo de prensagem.
(3) A moldabilidade refere-se à capacidade de uma peça manter a sua forma no molde após a desmoldagem.
As propriedades de estampagem da chapa podem ser medidas através das propriedades mecânicas da chapa. As propriedades mecânicas podem ser obtidas através de experiências.
Teste direto: O processo de estampagem real é simulado diretamente através de equipamento especial.
Ensaio indireto: O desempenho geral do material é obtido por meio de estiramento, cisalhamento, ensaio de dureza, ensaio metalográfico, etc., utilizando equipamento geral.
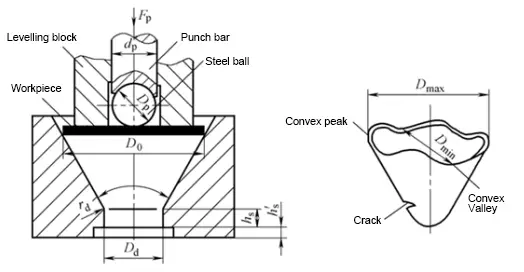
(1) Método de ensaio direto
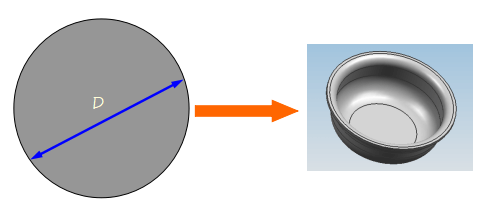
Como o teste do copo de cone(GB/T 15825.6-2008)
(2) Método de ensaio indireto
Por exemplo, ensaio de tração de aço de baixo carbono, etc.
Indicadores mecânicos que afectam as propriedades de moldagem por pressão
γ = εb /εt é grande → Boa resistência à fissuração
(6) Coeficiente de anisotropia específica da deformação plástica
Δγ =(γ0 +γ90 - 2γ45 )/2 é grande → Quanto mais diferente for a anisotropia
Requisitos de composição química: Os diferentes teores de alguns elementos no aço resultarão em diferentes plasticidades e fragilidades do material.
Requisitos para a estrutura metalográfica: Diferentes estruturas metalográficas podem conduzir a diferentes propriedades mecânicas, como a resistência e a plasticidade.
Requisitos para a qualidade da superfície: É necessária uma superfície lisa, sem incrustações de óxido, fissuras, riscos e outros defeitos.
Requisitos para a tolerância da espessura do material: Uma determinada espessura corresponde a uma determinada folga do molde e a tolerância da espessura do material deve estar em conformidade com a norma nacional.
1.3.2 Materiais de estampagem e métodos de corte comuns
A.Materiais de estampagem comuns
Chapas metálicas: metais ferrosos; metais não ferrosos
Não metálico folha: placa de borracha, folha de borracha, placa de plástico, etc.
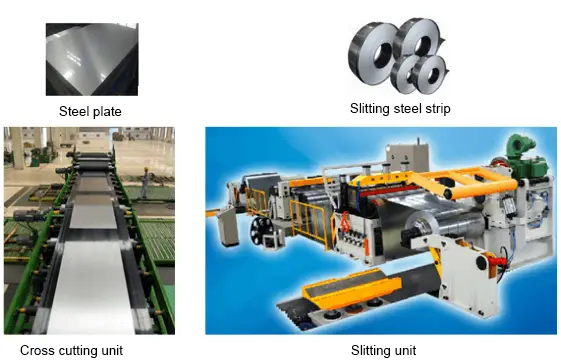
Especificações das chapas metálicas: fita de aço, chapa de aço, bandas de aço cortadas, etc.
Gama de tamanhos de chapas e tiras de aço (GB/T708-2006)
1) O valor nominal espessura da chapa de aço e as tiras de aço (incluindo as tiras de aço para corte longitudinal) situam-se entre 0,3 mm e 4,0 mm, e as chapas de aço e o aço com espessura nominal inferior a 1 mm têm qualquer dimensão em múltiplos de 0,05 mm; a espessura nominal é superior a 1 mm. As chapas de aço e o aço estão disponíveis em qualquer dimensão em múltiplos de 0,1 mm.
2) A largura nominal das chapas e tiras de aço situa-se entre 600 mm e 2050 mm, e existem tamanhos múltiplos de 10 mm.
3) O comprimento nominal da chapa de aço situa-se entre 1000 mm e 6000 mm, e qualquer dimensão em múltiplos de 50.
4) De acordo com os requisitos do comprador, as chapas e tiras de aço de outras dimensões podem ser fornecidas através de negociação entre o fornecedor e o comprador.
Combinar as condições do equipamento existente na oficina
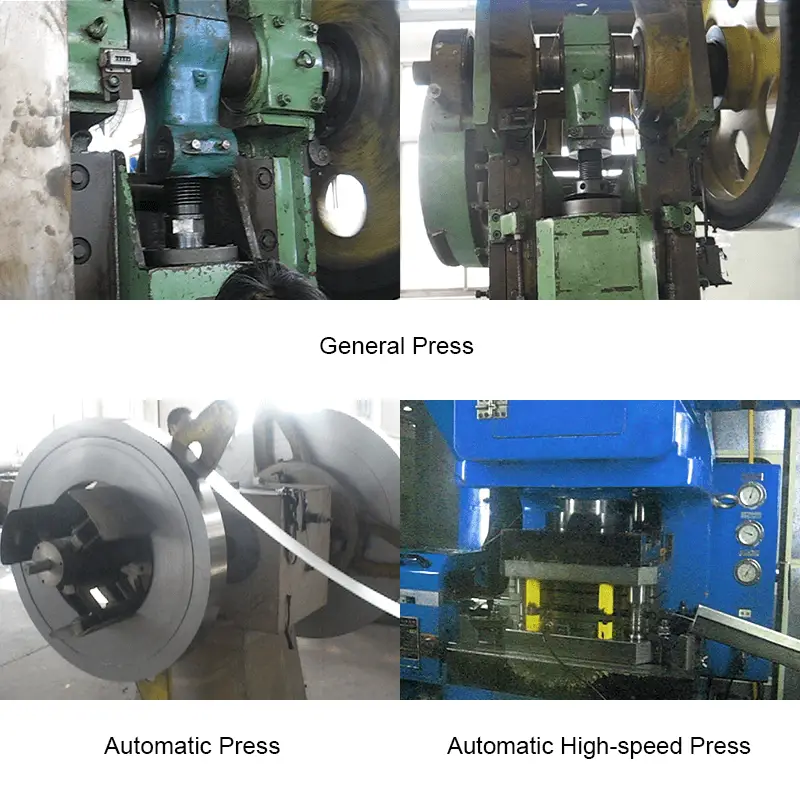
Tipo de equipamento de estampagem:
De acordo com as diferentes forças motrizes do cursor, existem prensas mecânicasprensas hidráulicas e prensas pneumáticas;
De acordo com a estrutura da cama, existem prensas abertas e fechadas;
De acordo com o número de cursores, existem cursores de ação simples (um cursor), de ação dupla (dois cursores), etc.;
De acordo com o número de bielas, existem prensas de um ponto (uma biela), prensas de dois pontos (duas bielas), prensas de quatro pontos (quatro bielas), etc.
……
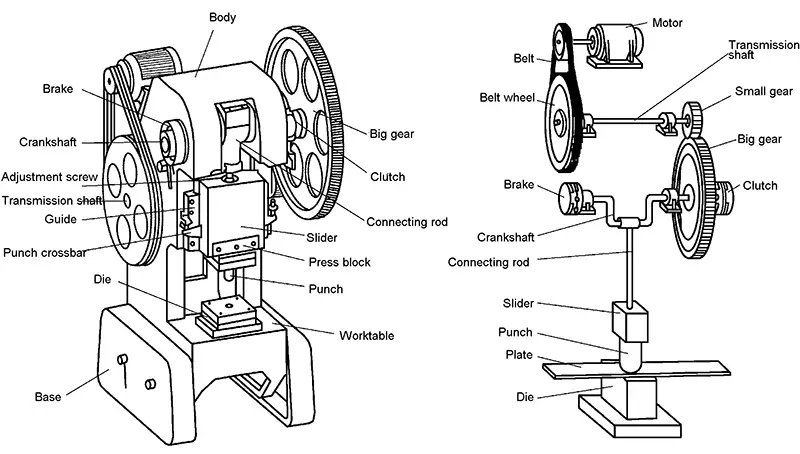
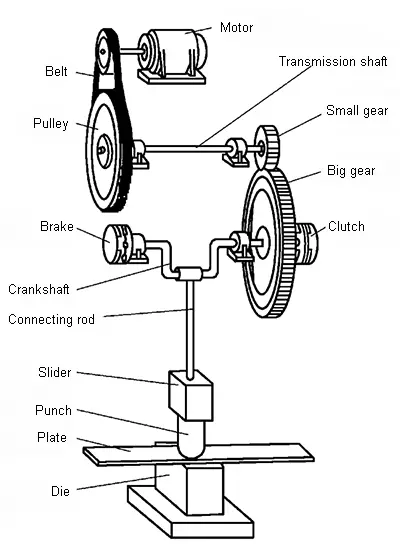
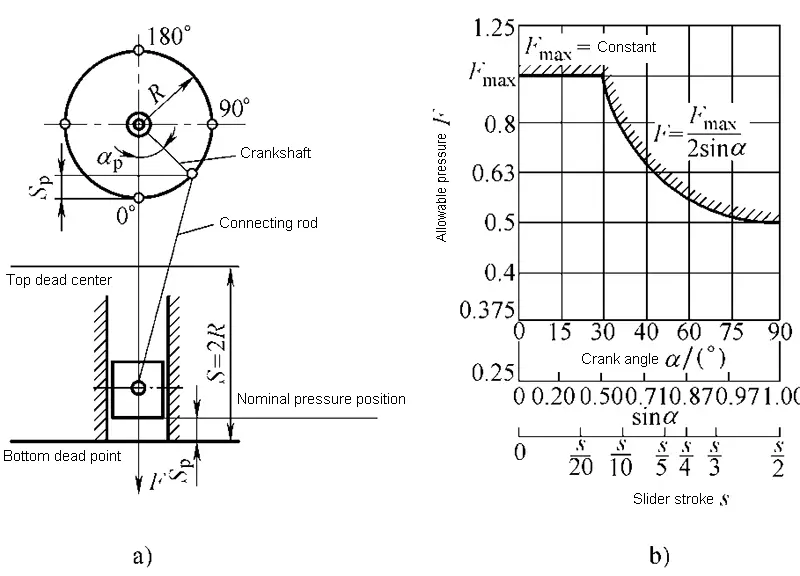
Princípio de funcionamento e principais componentes da prensa de manivela
(1) Mecanismo de funcionamento
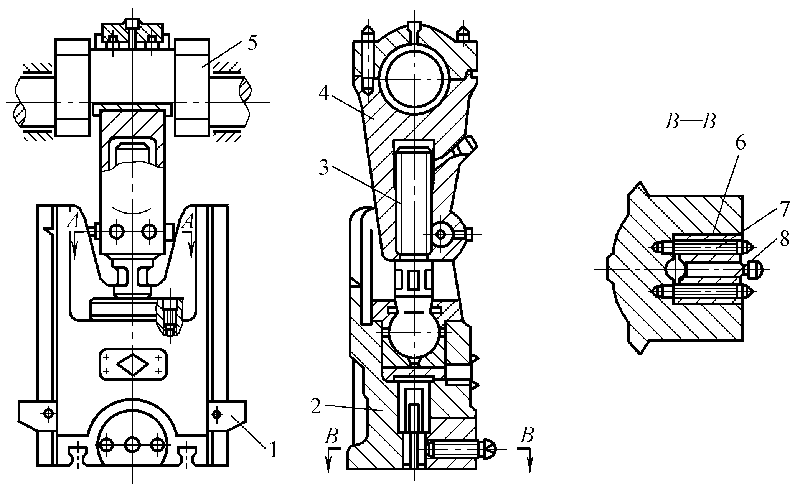
Manivela e mecanismo de ligação: O mecanismo de ligação da manivela é composto por uma cambota, uma biela e uma corrediça. O comprimento da biela pode ser ajustado para se adaptar a diferentes tamanhos de moldes.
Diferentes materiais têm plasticidade diferente sob a mesma condição de deformação, e o mesmo material terá plasticidade diferente sob diferentes condições de deformação.
2.2 Mecânica da enformação plástica
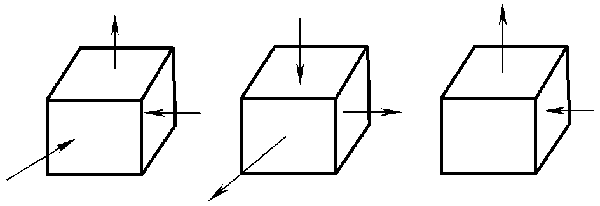
Estado de stress
Estado de deformação
Critério de elasticidade (condição plástica)
Relação tensão-deformação durante a deformação plástica
3 estados de tensão principais:
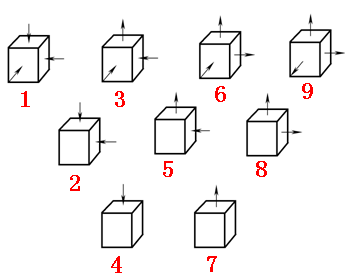
9 tipos de estados de tensão principais:
2.3 Lei básica da conformação plástica
Lei de endurecimento do trabalho
Descarregamento da lei de recuperação elástica
Lei da menor resistência
Lei de invariância de volume da deformação plástica
4 tipos de processos de estampagem de metais
Agora, vamos mergulhar nos quatro processos fundamentais de estampagem de metal que se seguem, cada um deles desempenhando um papel crucial no fabrico moderno:
Branqueamento
Dobragem
Desenho profundo
Formação
O corte em bruto é uma operação de corte de precisão em que uma peça plana de metal é separada de uma folha maior. Este processo utiliza uma matriz e um punção para criar uma forma bidimensional, servindo frequentemente como passo inicial para operações de conformação subsequentes. A peça resultante, designada por blank, pode ser o produto final ou ser objeto de processamento posterior.
A dobragem envolve a deformação plástica do metal ao longo de um eixo reto, criando ângulos, formas em U ou em V. Este processo emprega várias técnicas, como a dobragem por ar, o bottoming e a cunhagem, cada uma oferecendo diferentes níveis de precisão e controlo de força. A escolha do método de dobragem depende de factores como as propriedades do material, o ângulo de dobragem pretendido e o volume de produção.
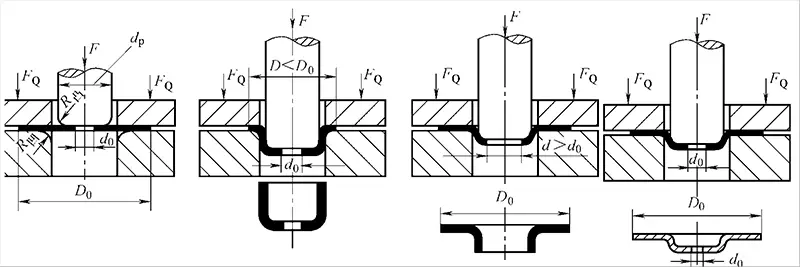
A estampagem profunda é um processo de conformação complexo que transforma uma peça de metal plana numa forma oca e tridimensional. Esta técnica é amplamente utilizada no fabrico de artigos como painéis de carroçaria de automóveis, latas de bebidas e lava-loiças de cozinha. O processo envolve a extração do material para uma cavidade de matriz utilizando um punção, exigindo frequentemente várias fases para formas complexas. A consideração cuidadosa do fluxo de material, da lubrificação e do design da matriz é crucial para evitar defeitos como enrugamento ou rasgamento.
A conformação engloba uma variedade de operações que dão forma ao metal sem alterar significativamente a sua espessura. Isto inclui processos como estampagem, cunhagem e estiramento. As operações de conformação podem criar geometrias complexas, adicionar rigidez estrutural ou conferir características decorativas à peça de trabalho. Técnicas avançadas como a hidroconformação e a conformação de almofadas de borracha permitem a criação de formas complexas com melhor distribuição de material e acabamento de superfície.
Clique na ligação abaixo para conhecer todos os pormenores:
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se interrogou sobre como são feitas as peças metálicas do seu automóvel ou dos seus electrodomésticos? A estampagem de metal, um processo que envolve a moldagem de folhas de metal com matrizes, é fundamental. Este método oferece uma elevada...
O enrugamento na estampagem de metais pode prejudicar a qualidade das peças estampadas, mas pode ser controlado através de práticas específicas. Este artigo explora factores como a profundidade do estiramento, a força do suporte da peça bruta e...
Já alguma vez se interrogou sobre como são feitas as máquinas que moldam o nosso mundo? Este blogue leva-o numa viagem pelos principais fabricantes de máquinas de puncionar. Ficará a saber mais sobre...
Já alguma vez se perguntou como é que os automóveis são fabricados de forma tão rápida e segura? Este artigo revela a magia por detrás das linhas de produção de estampagem automatizada, onde os robots substituem o trabalho manual, aumentando a eficiência...
Que materiais tornam as matrizes de estampagem robustas e precisas? As matrizes de estampagem requerem elevada durabilidade e precisão, e materiais como o aço, o carboneto e várias ligas desempenham um papel fundamental. Este artigo explora...
Intrigado com as maravilhas da estampagem de metais? Nesta publicação do blogue, mergulhamos no fascinante mundo do flangeamento, do estrangulamento e do abaulamento de furos. O nosso engenheiro mecânico especialista irá guiá-lo...
Está a ter dificuldades em escolher a prensa de estampagem certa para as suas necessidades de produção? A escolha da prensa de estampagem correcta é crucial para otimizar a eficiência da produção e garantir resultados de alta qualidade. Este guia...
Já alguma vez se perguntou porque é que algumas peças metálicas se rasgam durante a estampagem profunda? É um problema comum que pode arruinar a produção. Este artigo explora as causas do rasgamento em peças de...
Alguma vez se perguntou como é que uma folha de metal plana pode ser transformada numa peça oca e complexa? A estampagem profunda, um processo de conformação fascinante, torna-o possível. Neste artigo,...