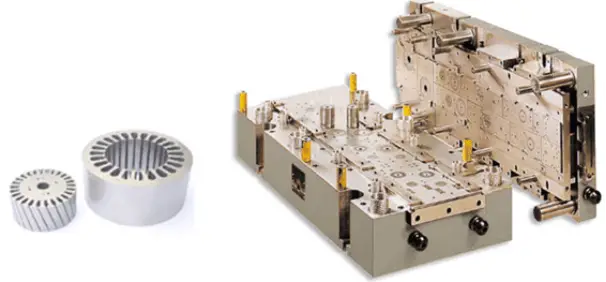
O Guia Definitivo para o Vazamento de Metal: Tudo o que precisa de saber
Já alguma vez se interrogou sobre o processo que está por detrás das formas exactas cortadas das chapas metálicas? Neste artigo fascinante, mergulhamos no mundo da estampagem, uma técnica crucial na estampagem de metais. O nosso engenheiro mecânico especialista irá guiá-lo pelos meandros deste processo, desde os princípios básicos até às medidas avançadas de controlo de qualidade. Prepare-se para descobrir a ciência e a arte por detrás da criação de componentes metálicos perfeitos!
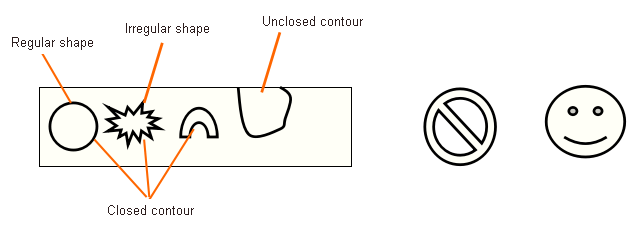
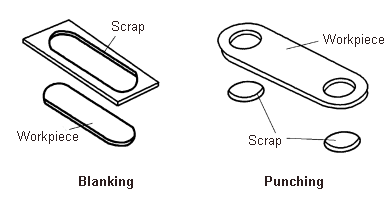
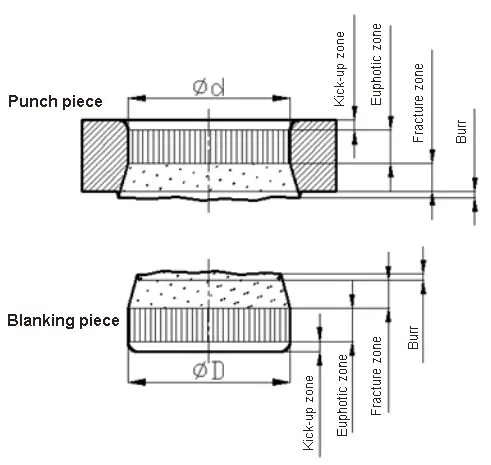
Branqueamento é um processo de estampagem em que um molde é utilizado para separar uma parte de uma folha de outra parte ao longo de uma determinada forma de contorno. Em termos mais simples, o corte em branco envolve a utilização de um molde para cortar folhas.
Sinal do fim da obturação: o punção passa através da folha para a matriz.
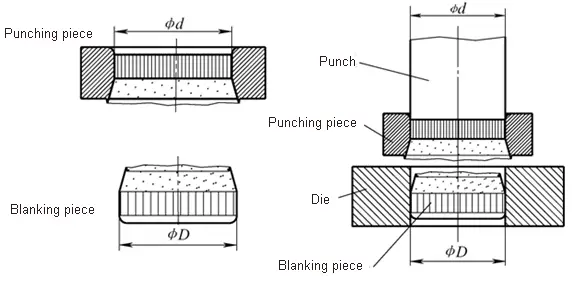
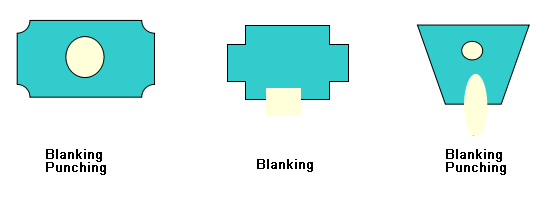
Principal processo básico de corte: corte e perfuração
Tanto o corte como a perfuração utilizam um molde para separar uma parte da folha de outra parte ao longo de um contorno fechado.
O objetivo do corte é colocar a peça dentro do contorno fechado
O objetivo do piercing é obter uma parte fora do contorno fechado
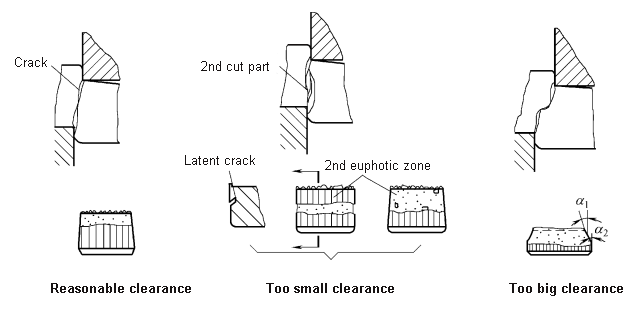
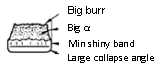
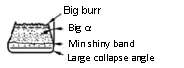
O intervalo é adequado, as fendas superior e inferior coincidem e a qualidade da secção é boa.
O intervalo é pequeno e a qualidade da secção é boa.
Se o intervalo for demasiado pequeno, ocorre um cisalhamento secundário, dando origem a uma segunda banda brilhante
O intervalo é demasiado grande e a qualidade da secção é degradada.
O intervalo é demasiado grande e a qualidade da secção é péssima
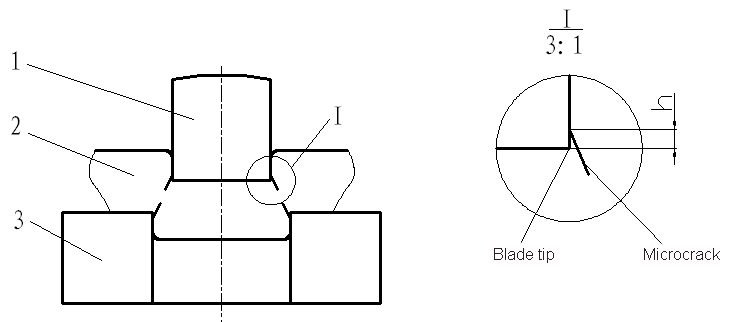
Efeito da folga na fissuração de cisalhamento e na qualidade da secção.
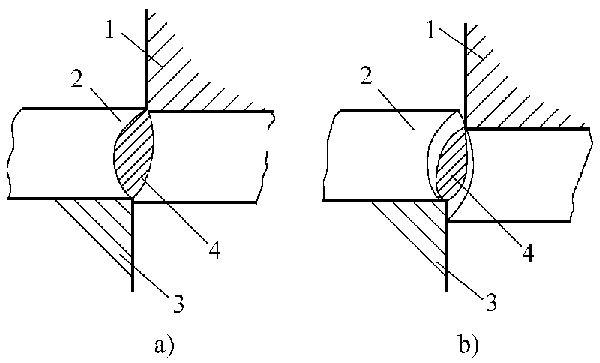
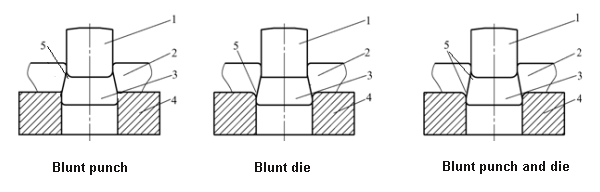
(3) Influência do estado dos bordos do molde
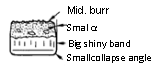
Quando a aresta do punção é romba, são geradas rebarbas na extremidade superior das peças de corte;
Quando a aresta da matriz é romba, geram-se rebarbas na extremidade inferior do furo das peças a perfurar;
Quando as arestas do punção e da matriz são simultaneamente embotadas, são geradas rebarbas nas extremidades superior e inferior das peças de corte.
2.2 Em brancoexatidão do tamanho dos ovos e factores que a influenciam
A precisão dimensional da peça bruta é a diferença entre a dimensão real da peça bruta e as dimensões básicas do desenho.
A diferença inclui dois desvios:
Uma é o desvio da peça de corte em relação à dimensão do punção ou da matriz;
A segunda é o desvio de fabrico do próprio molde.
Factores de influência:
Precisão de fabrico do molde (processamento e montagem da peça do molde)
Propriedades dos materiais
Espaço de obturação
2.3 Erro de forma do bloco e factores que o influenciam
Erro de forma das peças de corte: refere-se a defeitos como empeno, distorção e deformação.
O empeno refere-se à irregularidade das peças em bruto.
A deformação é causada pela extrusão devido à perfuração do bordo da peça em bruto ou a distância do furo é demasiado pequena.
2.4 Controlo de qualidade das peças de corte
Controlo do desvio dimensional da peça de trabalho do molde
Controlo da folga da matriz
Controlo do material de corte
Controlo de outros factores
Cálculo do processo de obturação
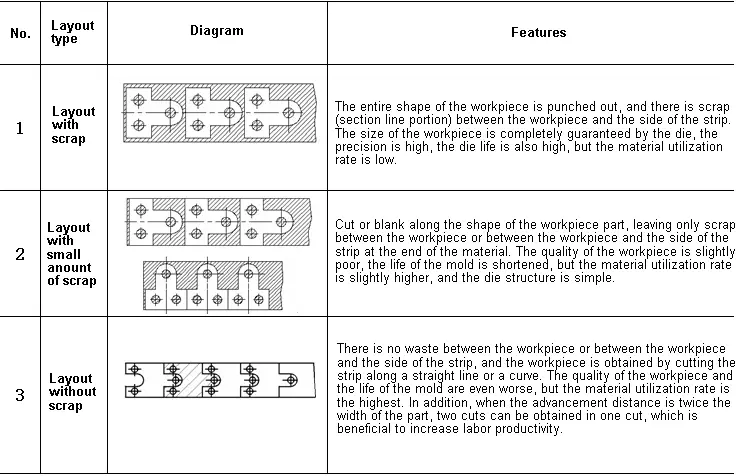
3.1 Conceção do layout 1. layout e utilização de materiais
(1) Esquema
O layout refere-se à disposição dos espaços em branco nas folhas ou tiras.
Layout razoável: melhorar a utilização do material, reduzir custos, garantir a qualidade da estampagem e melhorar a vida útil do molde.
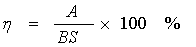
(2) Taxa de utilização de materiais
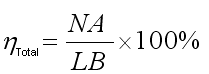
A utilização do material é a percentagem da área real da peça em relação à área do material utilizado.
Utilização de material num só passo:
Utilização total de material numa folha (ou tira, tira):
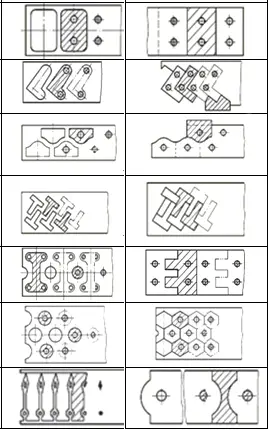
(3)Maneiras de melhorar a utilização do material
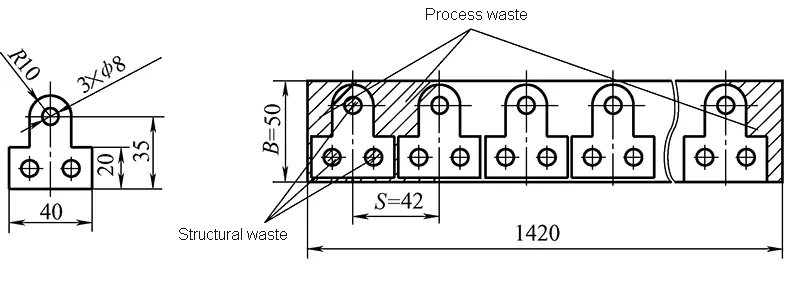
Tipo de resíduos:
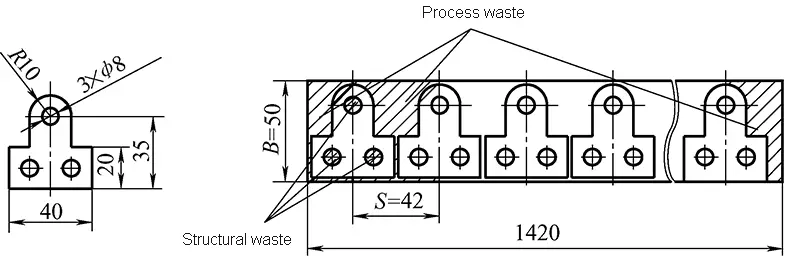
Resíduos estruturais: produzidos pelos requisitos estruturais da peça de trabalho, tais como resíduos de perfuração
Resíduos do processo: Os resíduos que têm de ser preparados para completar o processo de estampagem, incluindo entre a peça de trabalho e a peça de trabalho, entre a peça de trabalho e o lado da tira, o orifício de posicionamento, a cabeça do material, a cauda, etc.
Medidas para reduzir os resíduos do processo:
Plano de disposição bem concebido;
Escolher o tamanho certo e razoável da folha método de corte (cabeça, cauda e bordo do material reduzido);
Utilizar a sucata como uma peça pequena.
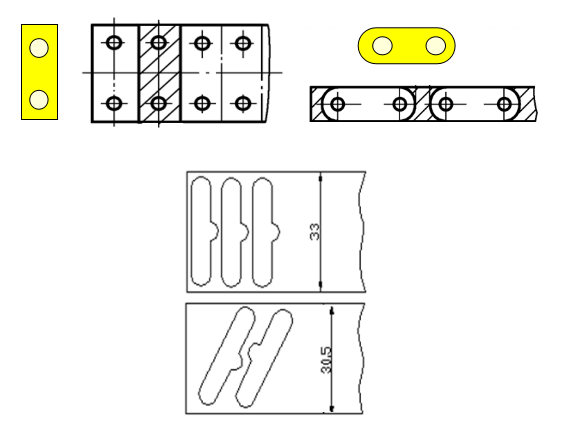
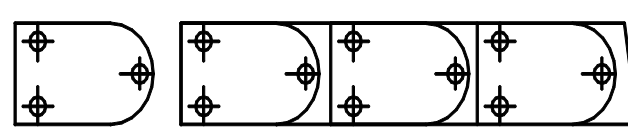
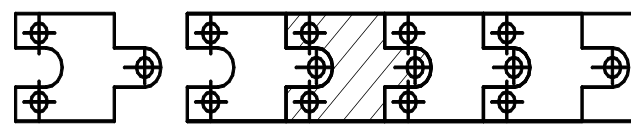
Medidas de utilização dos resíduos estruturais:
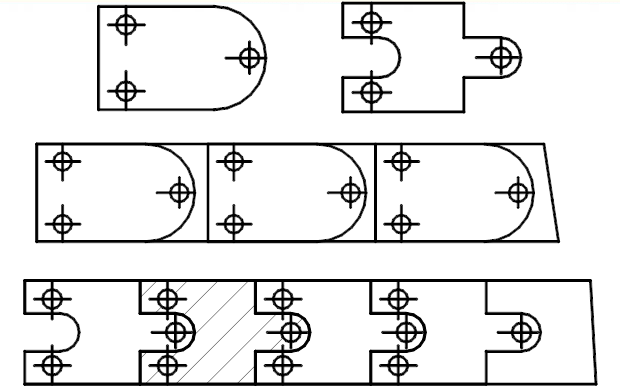
Quando o material e a espessura são os mesmos, é possível perfurar uma peça de obturação de tamanho mais pequeno a partir do tamanho maior da sucata, conforme as dimensões o permitam.
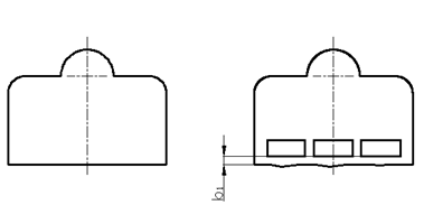
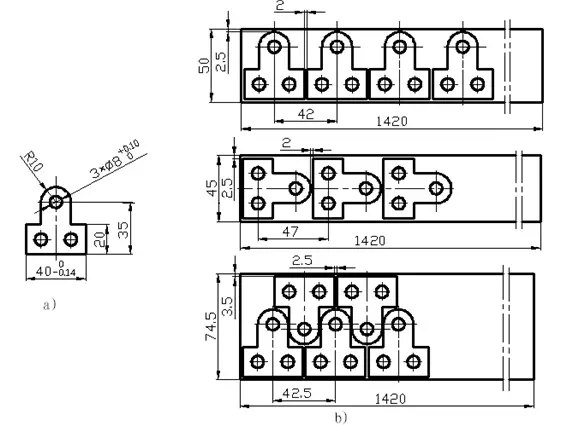
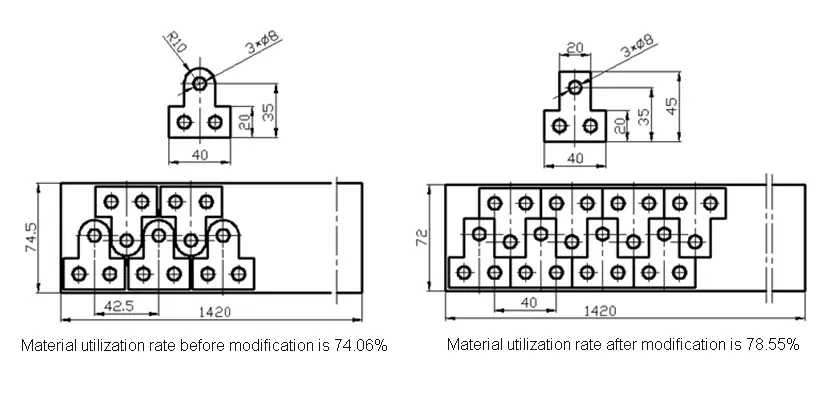
Nas condições de utilização, a forma estrutural da peça também pode ser alterada para melhorar a utilização do material.
Alterar a forma da estrutura para melhorar a utilização do material.
Que estrutura é mais propícia à poupança de materiais?
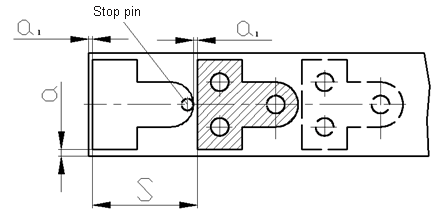
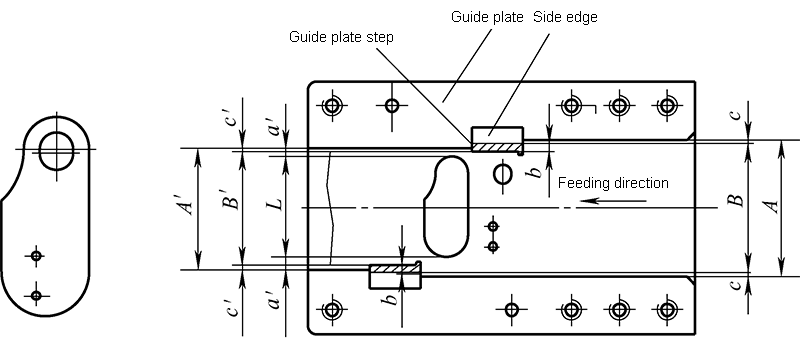
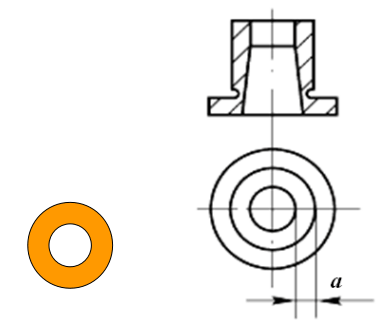
Lapidação: O resíduo do processo entre a peça de trabalho e a peça de trabalho, e entre a peça de trabalho e a borda da tira. Existem a lapidação a1 e a lapidação lateral a.
Função de lapidação:
Utilizado para posicionamento;
Compensar o erro de posicionamento e o erro da placa de corte para garantir que as peças qualificadas são perfuradas;
Aumentar a rigidez da tira para facilitar a alimentação da tira e melhorar a produtividade do trabalho;
Melhorar a vida útil do molde.
Determinação do valor de lapidação:
Propriedades mecânicas do material: o valor de lapidação do material duro pode ser menor; o valor de lapidação do material macio e do material frágil é maior.
Espessura do material: Quanto mais espesso for o material, maior será o valor de lapidação.
Forma e tamanho da peça bruta: Quanto mais complexa for a forma da peça, mais pequeno será o raio do filete e maior será o valor da lapidação.
Método de alimentação e bloqueio: alimentação manual, o valor de lapidação do dispositivo de pressão lateral pode ser menor.
Método de descarga: A descarga elástica é mais pequena do que a lapidação da descarga rígida.
Determinação do princípio: tomar o valor mínimo com base na premissa de satisfazer o efeito, podendo ser consultadas as informações específicas do projeto.
Determinação da distância de avanço:
A distância de avanço também é chamada de distância de passo, que se refere à distância que a tira avança no molde cada vez que a matriz é cortada.
Determinação da largura do material:
A determinação da largura da tira está relacionada com a forma como a tira é posicionada no molde:
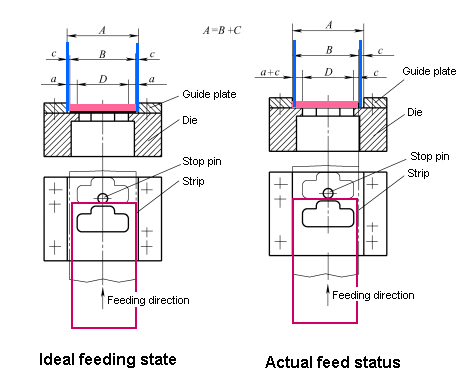
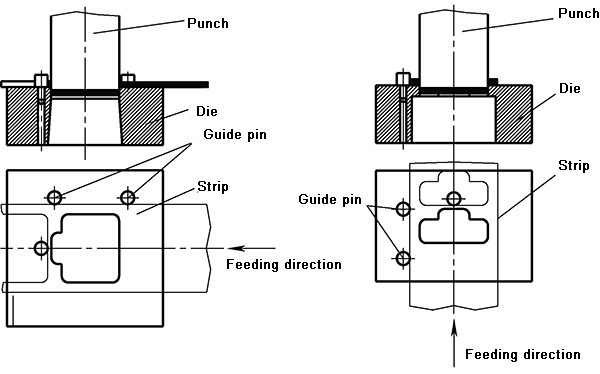
Posicionamento da placa de guia e do pino de retenção
Placa de guia com dispositivo de pressão lateral
Não existe um dispositivo de pressão lateral na placa de guia
Posicionamento da placa de guia e do bordo lateral
1)Determinação da largura da tira com dispositivo de pressão lateral
As tiras são sempre alimentadas de um lado da placa de guia, portanto:
Erro de corte
2)Determinação da largura da tira sem dispositivo de pressão lateral
3)Determinação da largura da tira quando o posicionamento da borda lateral
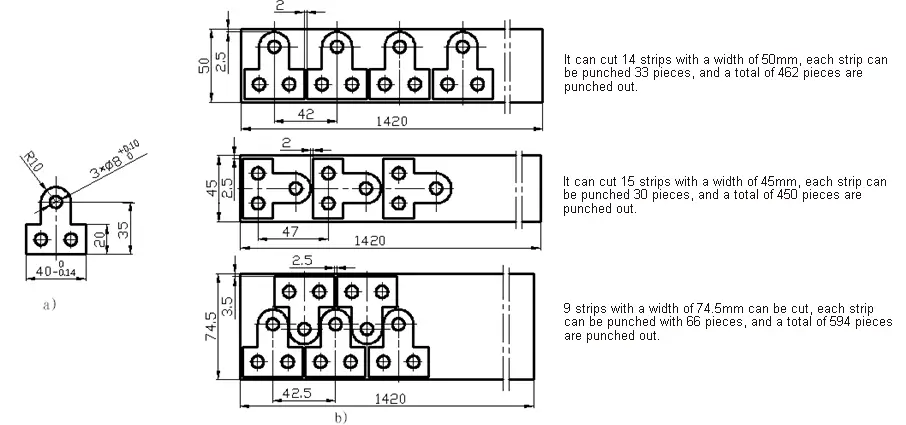
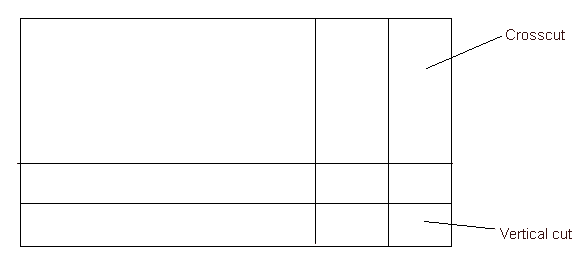
4)Método de corte
Pode ser cortado na vertical ou na horizontal.
Calcular ηvertical e ηhorizontal, respetivamente, e escolher os maiores após comparação.
Na produção real, também é necessário considerar a eficiência da produção e a facilidade de operação.
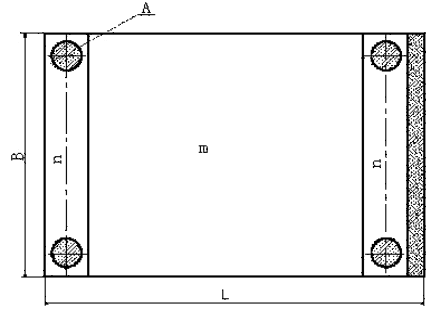
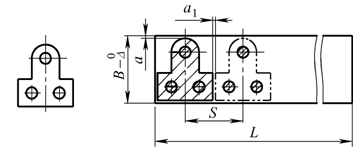
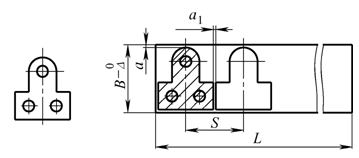
5)Desenho do diagrama de disposição
Um esquema completo deve ser marcado com as dimensões da largura da tira, a distância do passo S, as folgas entre as peças de trabalho e as folgas laterais. O desenho da disposição é normalmente efectuado no canto superior direito do desenho de montagem geral.
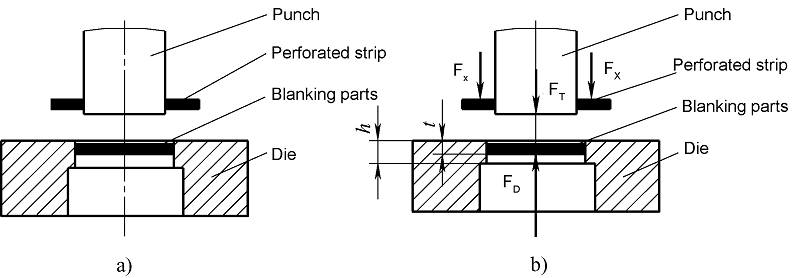
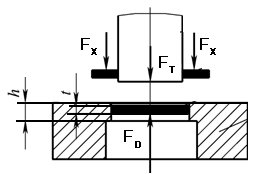
b) Estampagem composta
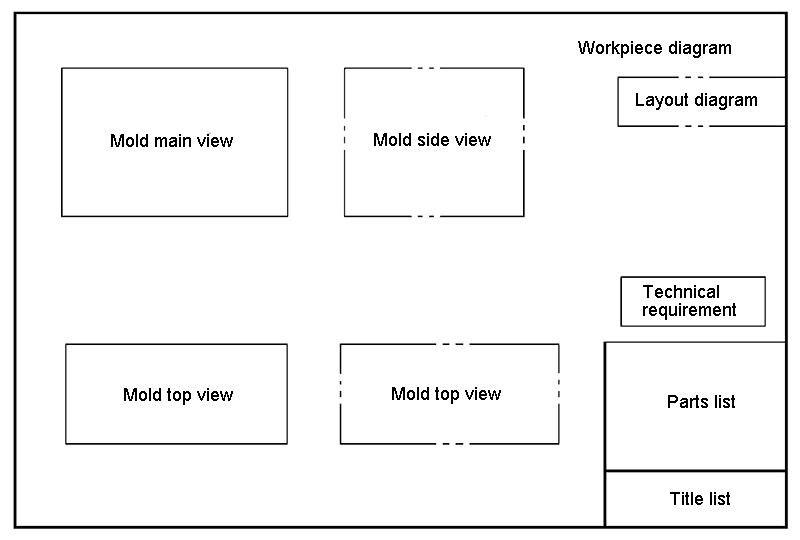
Requisitos de desenho para desenhos de montagem de moldes
3.2 Cálculo de em brancoprocesso de fabrico força e centro de pressão
A força do processo de corte inclui principalmente:
Força de obturação
Força de descarga
Força de impulso
Força de ejeção
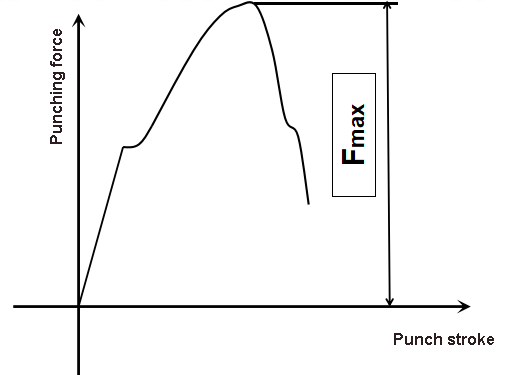
1) Cálculo da força de corte
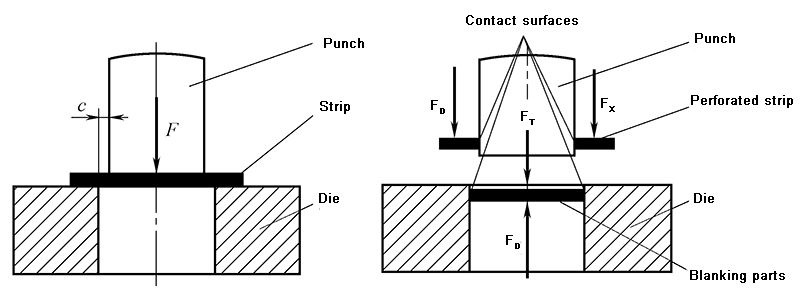
A força de obturação refere-se à pressão necessária durante a obturação. Este valor refere-se ao valor máximo durante o apagamento.
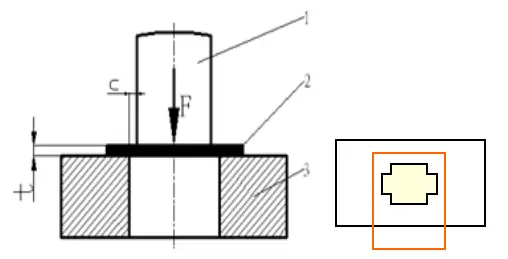
Ao perfurar com uma matriz de lâmina plana comum, a força de corte F é geralmente calculada da seguinte forma:
Nota:
F -Força de bloqueio; L --Comprimento de corte; t --Espessura do material; τ --Resistência ao cisalhamento do material; K - Fator de segurança, geralmente K = 1,3
2. cálculo da força de descarga, da força de impulso e da força de ejeção
A força de descarga refere-se à força necessária para descarregar a peça de trabalho ou o material residual do punção ou da matriz.
A força de empurrar refere-se à força necessária para empurrar a peça de trabalho ou o material residual na direção de corte a partir da matriz.
A força de ejeção refere-se à força que empurra o produto para fora do orifício da matriz, contrapondo a direção da matriz.
Fórmula de cálculo da força de descarga, da força de empurrão e da força de ejeção
Força de descarga:FX=KXF
Força de empurrar:FT=nKTF
Força de ejeção:FD=KDF
KX、KT、KD--Coeficiente de força de descarga, força de empuxo, força de ejeção, veja a tabela abaixo;
Espessura do material t(mm)
KX
KT
KD
Aço
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Alumínio, liga de alumínio, cobre, latão
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Nota: O coeficiente de força de descarga KX é considerado o limite superior para perfurar orifícios, grandes sobreposições e contornos complexos.
n--O número de peças de corte (ou aparas) no bordo da matriz ao mesmo tempo.
Na fórmula:
F-一Força de bloqueio(N) h--Altura da parede do bordo reto do orifício da matriz t--Espessura da folha
O força de perfuração quando o corte é a soma da força de corte, da força de descarga e da força de ejeção.
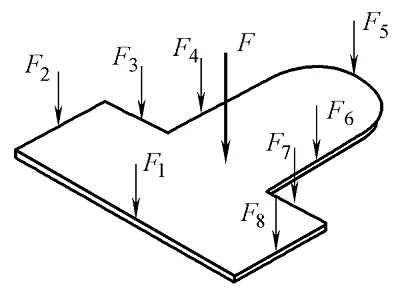
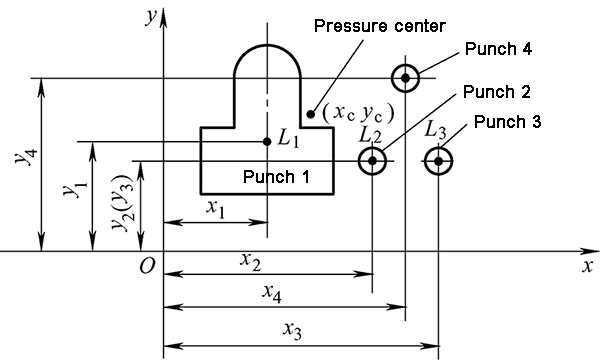
3. cálculo do centro de pressão
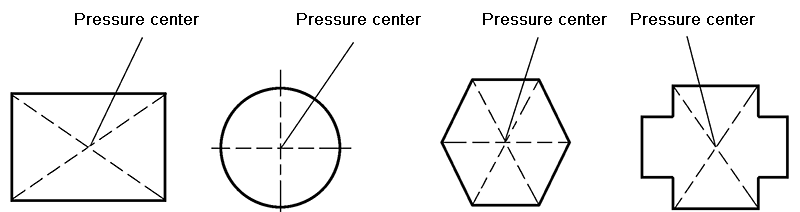
O centro de pressão é o ponto de trabalho da força resultante da estampagem.
O centro simétrico da peça de obturação tem o seu centro de pressão no centro geométrico do perfil de obturação.
O centro de pressão de corte de uma peça de trabalho de forma complexa ou de uma peça de corte de matriz multi-convexa pode ser calculado analiticamente de acordo com o princípio do equilíbrio de momentos.
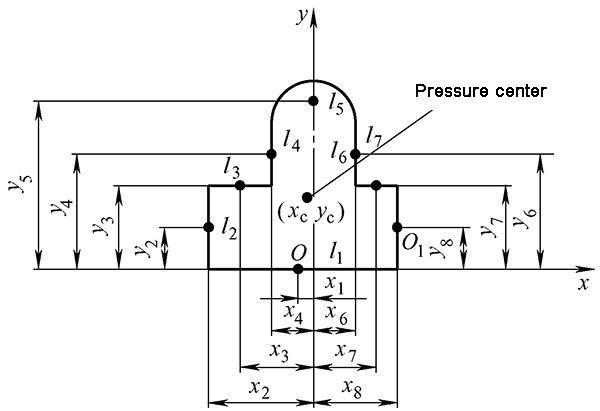
Cálculo do centro de pressão de uma peça de corte complexa com um único punção
1) Desenhar o contorno de corte da peça de trabalho de corte em proporção.
2) Estabelecer um sistema de coordenadas rectangulares xoy.
3) O perfil de corte da peça de corte é decomposto num certo número de segmentos de reta e segmentos de arco circular L1, L2, L3 ... Ln e outros segmentos de reta básicos.
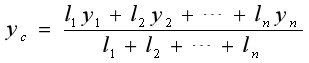
4) Calcular o comprimento de cada segmento de reta de base e a distância y1, y2, y3 ... yn e x1, x2, x3 ... xn do centro de gravidade para o eixo de coordenadas x, y.
5) Calcular as coordenadas xc e yc do centro de pressão.
Cálculo do centro de pressão no puncionamento multi-pressão
1) Desenhar o contorno de cada punção em proporção
2) Estabelecer o sistema de coordenadas cartesianas xoy
3) Encontrar as coordenadas do centro de gravidade de cada dado convexo (xi, yi)
4) Calcular o comprimento de perfuração Li de cada punção
5) Calcular as coordenadas xc e yc do centro de pressão
Conceção do processo de obturação
4.1 Análise da processabilidade de peças de corte
O carácter técnico da peça de corte refere-se à adaptabilidade da peça de corte ao processo de corte. Trata-se de um requisito do ponto de vista da conceção do produto.
Um bom processo de perfuração significa que os métodos de perfuração comuns podem ser utilizados para obter peças de perfuração qualificadas em condições de maior vida útil do molde e produtividade e menor custo.
A capacidade de fabrico da peça de corte é determinada pela sua forma estrutural, requisitos de precisão, tolerâncias de forma e posição e requisitos técnicos.
1. tecnologia de estrutura de peças de corte
(1)A estrutura da peça de corte é tão simples e simétrica quanto possível, o que é benéfico para o uso racional de materiais, tanto quanto possível.
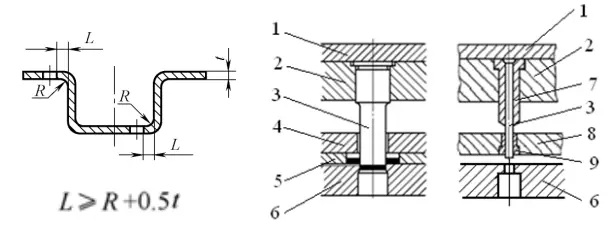
(2)A forma e o orifício interior da peça de obturação devem evitar cantos afiados e devem ter cantos arredondados adequados.
(3) Evite cantilever e ranhura longos e estreitos na parte de corte. Geralmente, a largura B das partes convexas e côncavas deve ser maior ou igual a 1,5 vezes a espessura da placa t, ou seja, B≥1,5 t.
(4)A distância da borda do furo e o espaçamento do furo devem ser maiores ou iguais a 1,5 vezes a espessura da placa t.
(5)Ao fazer furos em peças curvas ou de desenho profundo, deve ser mantida uma certa distância entre a borda do furo e a parede reta.
(6)Ao fazer um piercing, o tamanho do furo não deve ser muito pequeno.
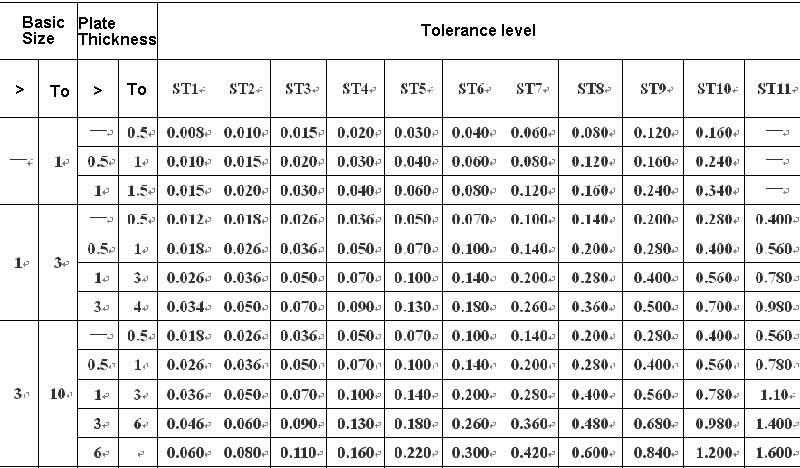
Precisão dimensional de peças de corte (GB / T13914-2002)
Está dividido em 11 níveis, que são representados pelo símbolo ST, e são gradualmente reduzidos de ST1 a ST11.
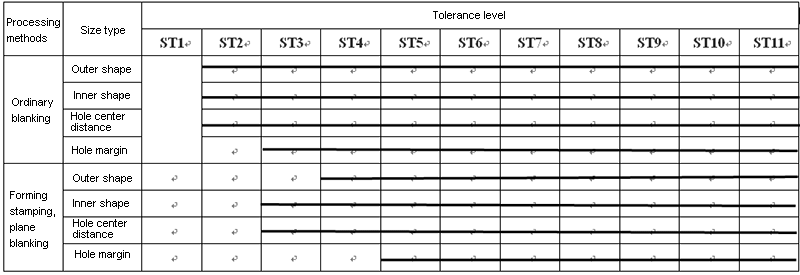
Tabela 3-12 Seleção de graus de tolerância para peças de corte em bruto comuns (GB / T13914-2002)
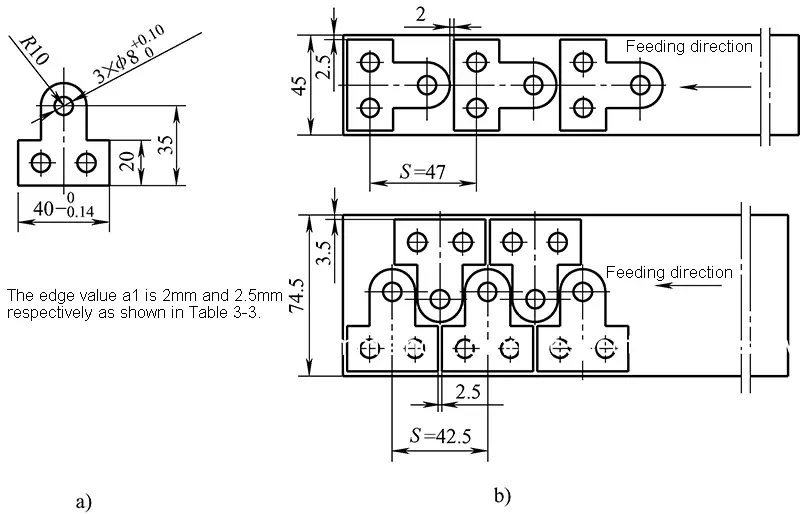
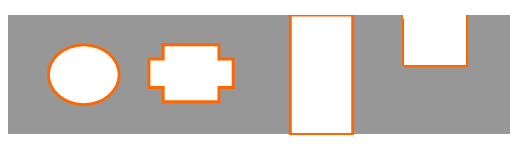
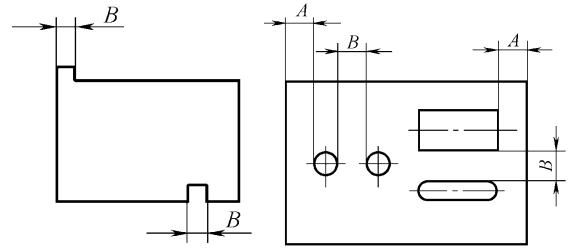
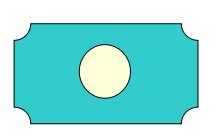
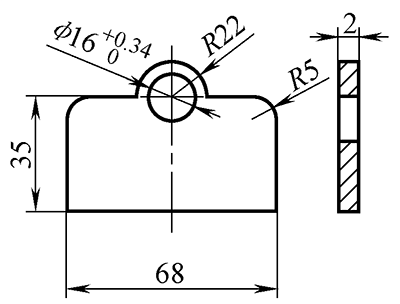
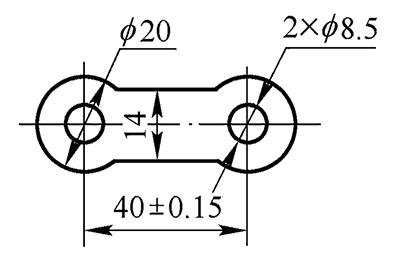
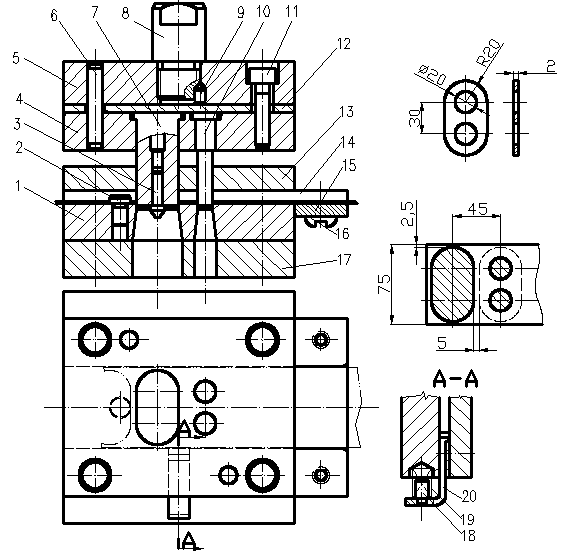
Exemplo 3-3 A peça de corte em bruto apresentada na figura é feita de material Q235 com uma espessura de 2 mm. Tente analisar a processabilidade do corte.
Análise:
(1) A estrutura de corte é simétrica, sem ranhuras, cantilevers, cantos afiados, etc., o que cumpre os requisitos do processo de corte
(2) Como se pode ver no quadro 3-11 e no quadro 3-12, a precisão do furo interior e as dimensões exteriores e a precisão do furo distância do centro são todos requisitos gerais de exatidão, que podem ser perfurados por corte normal.
(3) Como se pode ver na Figura 3-42 e no Quadro 3-9, a dimensão dos furos perfurados, as margens dos furos e o espaçamento entre furos cumprem os requisitos mínimos, pelo que pode ser utilizada a perfuração composta.
(4) O Q235 é um tipo de aço comummente utilizado material de estampagem e tem boa processabilidade de estampagem.
Em resumo, a peça de corte tem uma boa processabilidade de corte e é adequada para perfuração.
4.2 Determinação do plano do processo
Com base na análise do processo, é necessário resolver considerações abrangentes sobre os aspectos da estrutura, precisão, dimensão, lote, etc:
Processo básico de estampagem
Combinação de processos básicos de estampagem
Disposição da ordem de obturação
Determinação do número de processos básicos
O número de processos básicos necessários para uma peça de corte pode ser diretamente avaliado pela sua forma.
Exemplo de determinação do número de operações básicas
Combinação de processos básicos de estampagem
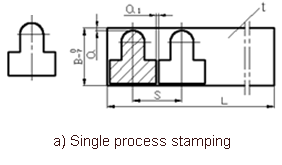
Puncionamento de processo único: Apenas um processo de puncionamento pode ser concluído num único golpe do punção
Puncionamento composto: Existe apenas uma estação e, num só golpe da prensa, dois ou mais processos de estampagem são concluídos ao mesmo tempo.
Puncionamento progressivo: Num só golpe da prensa, vários processos de estampagem são concluídos simultaneamente em várias estações dispostas na direção de alimentação.
As matrizes correspondentes são de passo único matriz de perfuração, matriz de perfuração composta e matriz de perfuração progressiva.
Matriz de perfuração composta
Existe apenas uma estação e, num só golpe da prensa, dois ou mais processos de perfuração são concluídos ao mesmo tempo.
Matriz de perfuração progressiva
Num curso da prensa, as matrizes para múltiplos processos de perfuração são completadas simultaneamente numa pluralidade de estações dispostas continuamente na direção de alimentação.
Comparação de três tipos de moldes
Tipo de molde
Molde de processo único
Modo composto
Molde progressivo
Número de estações
1
1
2 ou mais tipos
Número de operações concluídas
1 tipo
2 ou mais tipos
2 ou mais tipos
Tamanho adequado da peça em bruto
Grande e médio
Grande, médio e pequeno
Médio e pequeno
Requisitos de material
A largura da tira não é rigorosa e a sucata pode ser utilizada.
A largura da tira não é rigorosa e a sucata pode ser utilizada.
Requisitos rigorosos para as faixas ou tiras
Precisão de perfuração
Baixa
Elevado
Entre os dois
Produtividade
Baixa
Elevado
Muito elevado
A possibilidade de mecanização e automatização
Mais fácil
Remoção de peças e resíduos difíceis e complicados
Fácil
Aplicação
Adequado para a produção de lotes médios e pequenos de peças de grande precisão, peças de grande e médio porte ou produção em massa de peças grandes
Adequado para a produção em massa de peças grandes, médias e pequenas com formas complexas e requisitos de elevada precisão
Adequado para a produção em massa de peças pequenas e médias com formas complexas e requisitos de elevada precisão
O processo é complexo e como escolhê-lo?
Tamanho da estrutura
Produtividade
Precisão
Funcionamento fácil e seguro
Lote de produção
Custo do molde
Os princípios gerais são os seguintes:
Para a produção em massa, é utilizada a estampagem composta ou progressiva. Para a produção de pequenos lotes, deve ser utilizada a produção de moldes de processo único.
As grandes dimensões devem utilizar um único processo ou um molde composto
Pequenas dimensões e requisitos de alta precisão, mesmo que o lote seja pequeno, deve ser produzido por matriz composta ou progressiva
Disposição da ordem de obturação
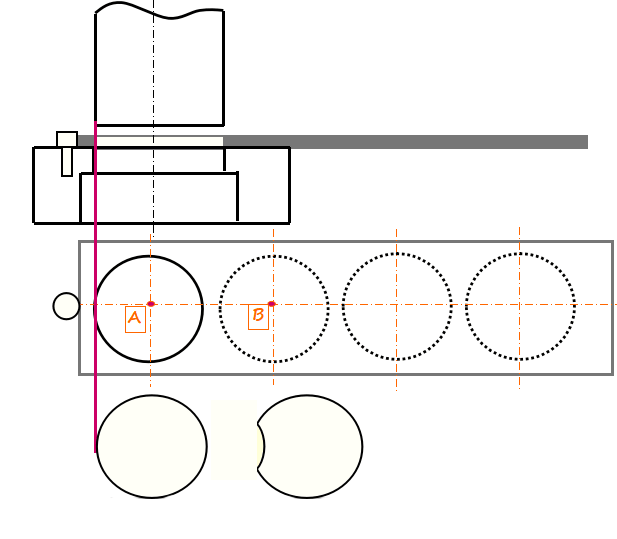
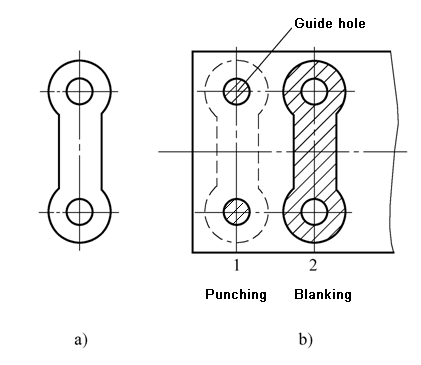
(1) Ordenação da perfuração progressiva
Em primeiro lugar, perfurar orifícios (entalhes ou resíduos estruturais da peça de trabalho) e, em seguida, esvaziar ou cortar para separar a peça de trabalho da tira.
Quando se utilizam lâminas laterais de alcance fixo, o processo de corte da aresta lateral é geralmente organizado em primeiro lugar e é efectuado simultaneamente com a primeira perfuração para controlar a distância de alimentação. Quando são utilizadas duas lâminas laterais de alcance fixo, estas também podem ser dispostas uma atrás da outra.
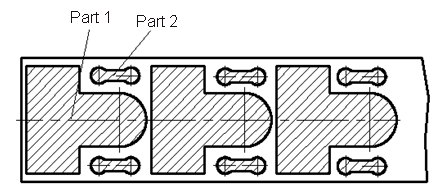
(2) Disposição das sequências de corte de peças de corte em várias etapas numa única etapa:
A peça em bruto é separada primeiro para separar a peça em bruto da tira e, em seguida, é perfurada ou puncionada.
Ao perfurar orifícios de diferentes tamanhos e distâncias próximas, a fim de reduzir a deformação dos orifícios, perfurar primeiro os orifícios maiores e depois os orifícios mais pequenos.
Exemplo de ordem sequencial para estampagem progressiva
Etapas básicas para determinar o plano do processo de corte
Analisar o processo de branqueamento do produto
Enumerar as operações básicas de estampagem necessárias
Listar as opções possíveis
Analisar e comparar para obter a melhor solução
Exemplos de métodos de determinação do sistema de estampagem
Exemplo 3-4 Estampagem de peças ilustradas, com uma produção anual de 3 milhões de peças, é necessário desenvolver um plano de processo de estampagem.
(1) Análise da tecnologia de estampagem
1) A estrutura de corte é simétrica, sem ranhuras, cantilevers, cantos afiados, etc., o que cumpre os requisitos do processo de corte.
2) Como pode ser visto na Tabela 3-11 e Tabela 3-12, a precisão do furo interno e as dimensões externas e a precisão da distância do centro do furo pertencem aos requisitos gerais de precisão, que podem ser perfurados por perfuração normal.
3) Como pode ser visto na Figura 3-42 e na Tabela 3-9, o tamanho dos furos perfurados, a distância da borda e o tamanho do passo do furo atendem aos requisitos mínimos, e a perfuração composta pode ser usada.
4) O Q235 é um material de estampagem comummente utilizado e tem uma boa capacidade de processamento de estampagem.
Em suma, a peça de corte tem uma boa capacidade de processamento de perfuração e é adequada para perfuração.
(2) Determinar o plano do processo de estampagem
Esta peça requer dois procedimentos básicos de corte, o corte e a perfuração. De acordo com a análise do processo acima referida, podem ser enumeradas as três soluções de processo seguintes:
Opção 1: Utilizar um único processo de produção de matrizes, ou seja, primeiro o corte em bruto e depois a perfuração
Opção 2: Produção por matriz composta, ou seja, corte e perfuração em simultâneo
Opção 3: Utilizar a produção progressiva de matrizes, ou seja, perfuração e corte contínuos
(3) Análise e comparação
A primeira solução tem uma estrutura de molde simples, mas requer dois processos e dois pares de moldes, o que tem baixa produtividade, e é difícil cumprir os requisitos de eficiência para a produção em massa.
A segunda solução requer apenas um par de moldes. A precisão da forma e da posição e a precisão dimensional da peça de corte podem ser facilmente garantidas. A produtividade é maior do que a primeira solução, mas a estrutura do molde é mais complicada do que a primeira solução e a operação é inconveniente.
A opção três também requer um par de moldes, que é conveniente e seguro de operar e tem a maior produtividade. A estrutura do molde é mais complicada do que a opção um. A precisão das peças perfuradas está entre a opção um e a opção dois. No entanto, como a precisão do produto em si não é alta, ele pode atender aos requisitos de precisão do produto.
Através da análise e da comparação dos três regimes acima referidos, é preferível adotar o regime três para a produção de estampagem desta parte.
Conceção geral da estrutura da matriz de corte
5.1 Classificação das matrizes de corte
Não.
Base de classificação
Nome
1
Propriedades do processo de estampagem
Matriz de obturação, matriz de dobragem, matriz de estampagem profunda, matriz de conformação, etc.
2
Diferentes combinações de processos
Molde de processo único (molde simples), molde composto, molde progressivo (molde contínuo, molde de salto)
3
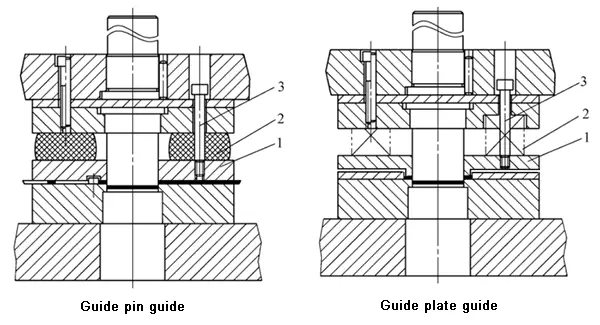
Diferentes métodos de orientação
Sem molde de guia, molde de placa de guia, molde de coluna de guia, etc.
4
Diferentes métodos de descarga
Matriz de descarga rígida, matriz de descarga elástica
5
Diferentes formas de controlar a distância
Tipo de cavilha de fecho, tipo de lâmina lateral, tipo de cavilha de guia, etc.
6
Os materiais para as peças de trabalho do molde são diferentes.
Molde de carboneto, molde de liga de zinco, molde de borracha, etc.
7
…
…
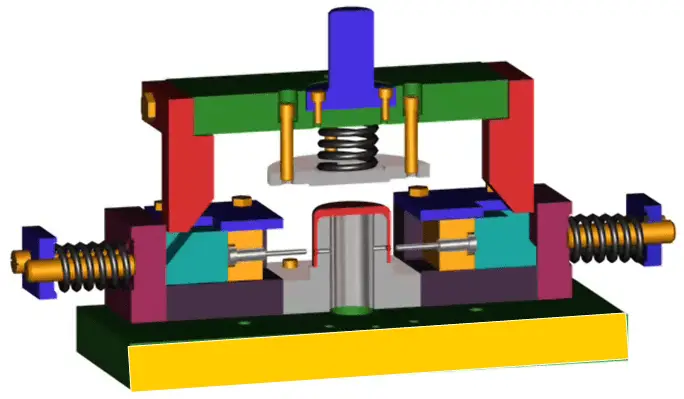
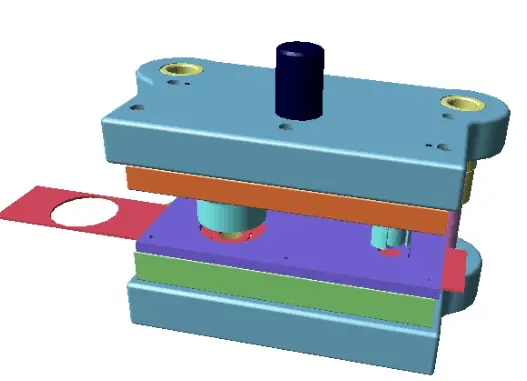
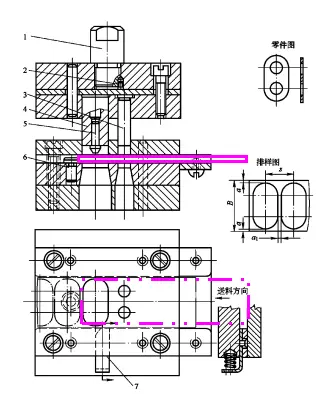
5.2 Estrutura típica da matriz de corte
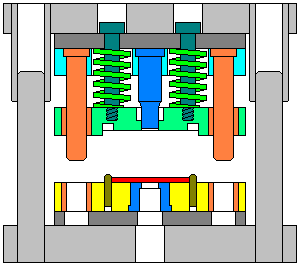
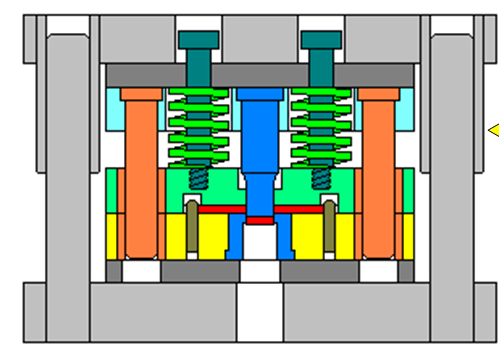
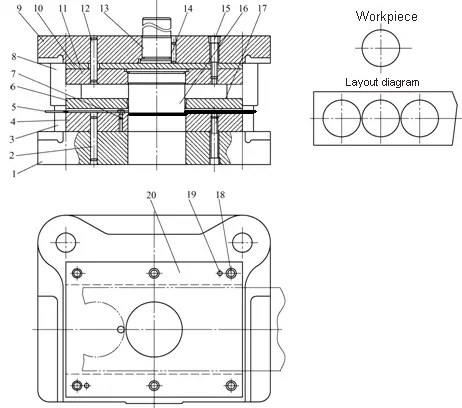
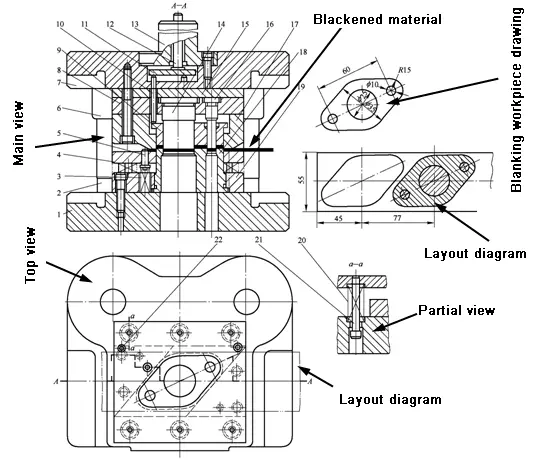
Método de visualização do diagrama da estrutura do molde
Método e etapas de visualização:
-Olhar para a barra de título para ver os nomes dos moldes
-Olhar para a peça de trabalho
-Ver o diagrama de disposição, compreender a direção de alimentação e, em seguida, saber a localização aproximada da peça de posicionamento
-Olhar para a vista principal
Encontrar materiais negros e peças de trabalho
Encontrar peças de trabalho que moldam a chapa metálica
Encontrar peças de posicionamento, combinadas com a vista superior
Encontrar peças
Encontrar peças de guia
Encontrar peças fixas
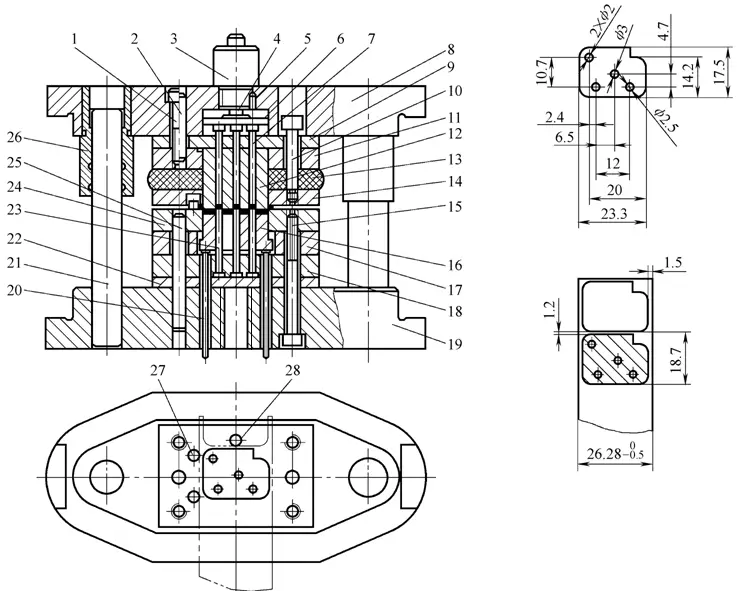
Estrutura típica do modo de processo único
Uma matriz de processo único é também chamada de matriz simples, que se refere a uma matriz que completa apenas um processo de estampagem num só golpe da prensa.
Matriz de corte com dispositivo de descarga rígido
Matriz de corte com dispositivo de descarga elástica
Matriz de corte de processo único com dispositivo elástico de descarga e ejeção
A separação ocorre
Molde para piercing
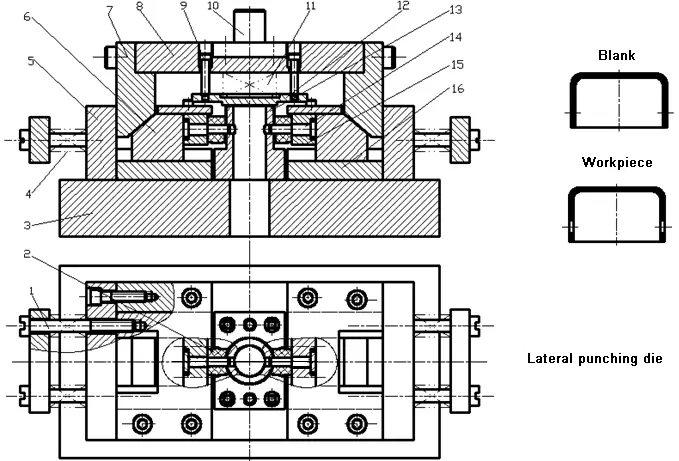
Matriz de perfuração lateral horizontal tipo cunha oblíqua
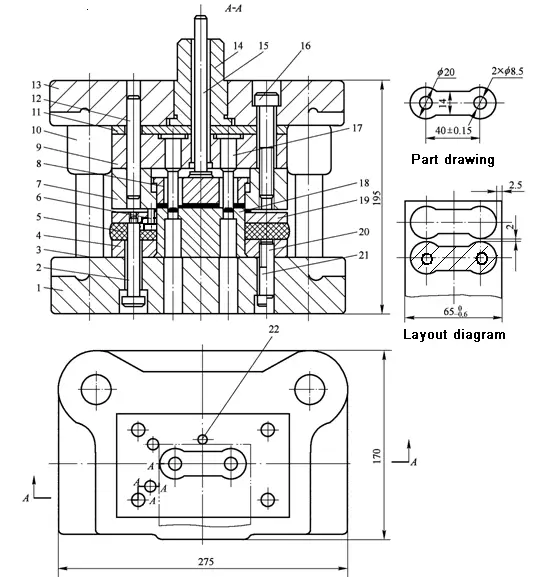
2. estrutura típica da matriz progressiva
A matriz progressiva, também conhecida como matriz contínua ou matriz de salto, refere-se a uma matriz que completa simultaneamente vários processos de estampagem em várias estações na direção de alimentação num único curso da prensa.
Puncionamento de peças com materiais mais macios, mais finos e com maior planicidade
Vasta gama de aplicações
Molde composto de formação
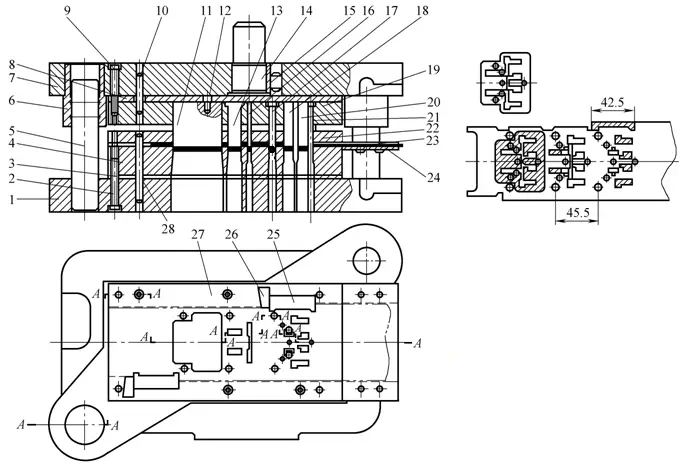
Matriz composta flip-chip
Matriz composta de corte e perfuração
Matriz composta invertida com dispositivo de empurrar rígido-elástico
5.3 Seleção do tipo de em brancomorrer
Para moldes de processo único, devido à conveniência dos moldes da estrutura montada na frente, a estrutura montada na frente é preferida;
Para moldes compostos, devido à conveniência e segurança dos moldes compostos de flip-chip, as estruturas de flip-chip têm prioridade na produção real. Quando a folha perfurada é fina, o espaçamento entre furos é ligeiramente menor e a planicidade da peça de trabalho é necessária, o molde composto da estrutura montada na frente deve ser selecionado.
Na produção em massa de peças de pequena e média dimensão, a matriz progressiva com alimentação automática é amplamente utilizada para poupar trabalho e melhorar a eficiência da produção.
Conceção das peças principais do molde e seleção de normas
Processar peças estruturais:
Peças de trabalho: matriz macho, matriz fêmea, matriz macho e fêmea, lâmina lateral
Peças de posicionamento: placa de guia, cavilha de bloqueio, cavilha de guia, etc.
Peças de descarga e de empurrar: placa de descarga, bloco de empurrar, bloco de ejetar, cortador de sucata
Partes da estrutura auxiliar:
Peças de guia: coluna de guia, manga de guia, placa de guia
Peças fixas: placa de fixação, placa de apoio, pega do molde, base superior do molde, base inferior do molde, parafusos, pinos, etc.
6.1 Conceção dos elementos de trabalho e seleção das normas
A função consiste em separar os materiais e obter a forma e o tamanho pretendidos da peça em bruto
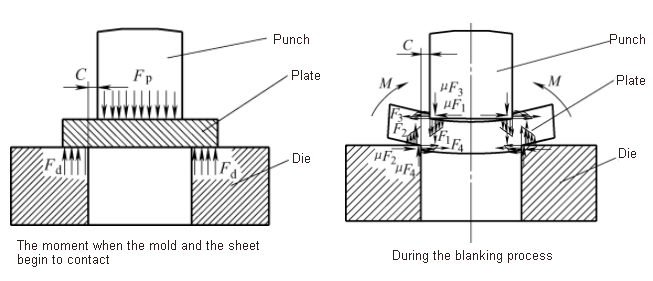
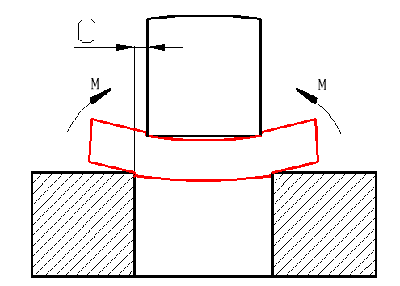
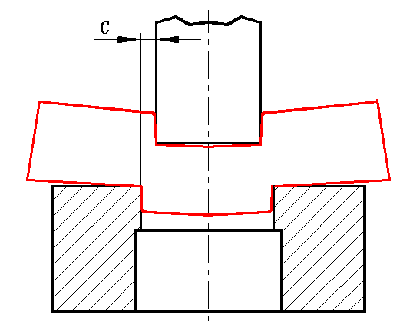
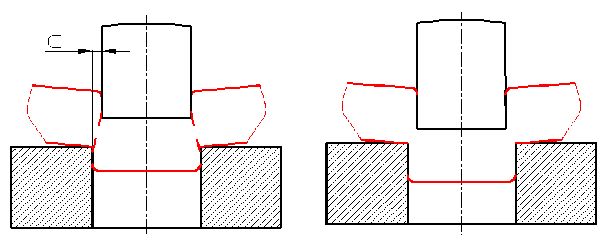
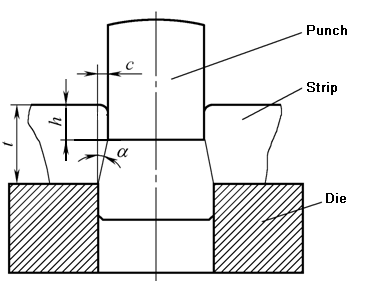
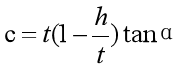
A folga da matriz de corte refere-se à distância entre a matriz e a parede lateral da aresta do punção na matriz de corte. É representada pelo símbolo c, que se refere a uma folga de um só lado. (GB / T16743-2010)
(1) Impacto da folga no processo de branqueamento
1) A influência da folga C na qualidade da peça. O valor da folga pode ser adequadamente reduzido, o que pode melhorar efetivamente a qualidade da secção da peça de corte.
2) Influência da folga C na força do processo de perfuração
À medida que C aumenta, a força de perfuração F é reduzida até um certo ponto.
À medida que C aumenta, FX, FTe FE diminui, a pressão total de perfuração diminui.
Inversamente, quando Z é reduzido, a força de cada processo de corte aumenta e a pressão total de perfuração aumenta.
3) Influência da folga C na vida do molde
Formas de falha do molde: desgaste, fissuração do bordo do molde, lascagem, deformação, etc.
A folga C afecta principalmente o desgaste do molde e a fissuração do bordo.
Quando C é aumentado, porque a força do processo de corte é reduzida, o desgaste da matriz é reduzido e as fissuras nos bordos da matriz são reduzidas, pelo que a vida útil é aumentada. Pelo contrário, a vida útil é reduzida.
Resultados da análise:
A qualidade melhorada da peça requer menos folga na matriz
A redução da pressão de perfuração requer uma maior folga da matriz
O aumento da vida útil do molde requer uma maior folga do molde
(2) Determinação do valor razoável da diferença
1) Cálculo teórico do valor do intervalo razoável
Base: As fendas nas arestas de corte superior e inferior sobrepõem-se e a folga do molde é razoável
Quadro 3-19 Classificação do espaço em branco de chapa metálica
Nome do projeto
Valores da categoria e do intervalo
Classe i
Classe ii
Classe iii
Classe iv
Classe v
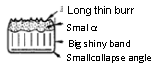
Elemento do plano de corte
Ângulo de remate R
(2-5)%t
(4-7)%t
(6-8)%t
(8-10)%t
(10-12)%t
Altura da banda brilhante B
(50-70)%t
(35-55)%t
(25-40)%t
(15-25)%t
(10-20)%t
Altura da zona de fratura F
(25-45)%t
(35-50)%t
(50-60)%t
(60-75)%t
(70-80)%t
Altura da rebarba h
Esguio
Médio
Média
Elevado
Mais alto
Ângulo de rutura a
–
4°-7°
7°-8°
8°-11°
14°-16°
Nivelamento f
Bom
Razoavelmente bom
Média
Pobres
Pior
Precisão dimensional
Peça de obturação
Muito próximo do tamanho do molde
Próximo do tamanho da matriz
Ligeiramente mais pequeno do que o tamanho da matriz
Menor que o tamanho da matriz
Menor que o tamanho da matriz
Peça de perfuração
Muito próximo do tamanho do punção
Perto do tamanho do punção
Ligeiramente maior do que o tamanho do punção
Maior que o tamanho do punção
Maior que o tamanho do punção
Força de perfuração
Maior
Grande
Média
Pequeno
Mais pequeno
Força de descarga,Força de pressão
Grande
Maior
Mais pequeno
Mais pequeno
Pequeno
Vida útil
Baixa
Inferior
Mais alto
Elevado
Mais alto
Quadro 3-20 Valor de obturação da chapa metálica (GB / T16743-2010)
Ao selecionar as folgas de corte de chapa metálica, de acordo com os requisitos técnicos das peças de corte, as características de utilização e as condições específicas de produção, etc., começa-se por determinar o tipo de folga a adotar, de acordo com o Quadro 3-19, e depois selecciona-se o valor da folga em conformidade, de acordo com o Quadro 3-20.
A folga do novo molde deve ser o menor dos valores de folga.
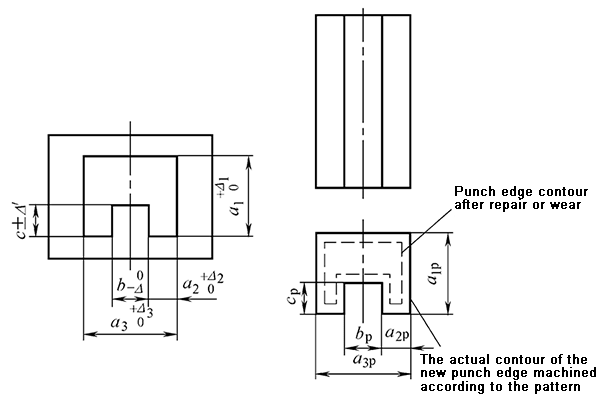
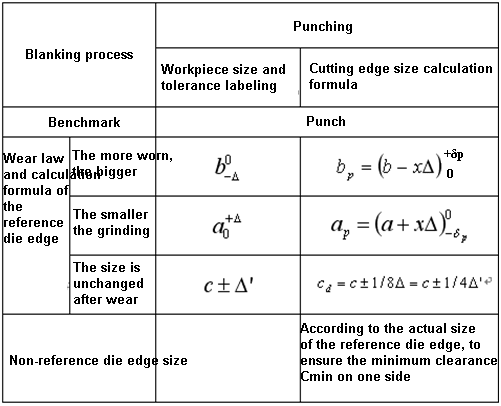
2. determinar as dimensões e as tolerâncias das arestas de corte de punções e matrizes
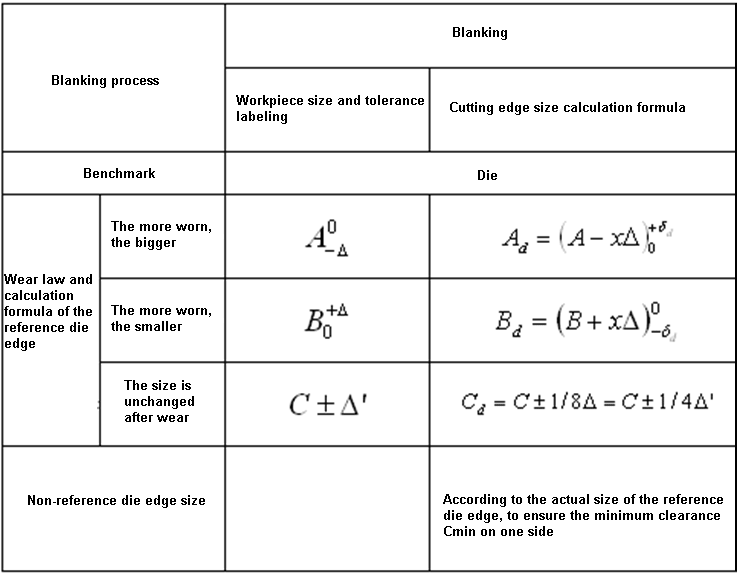
(1) Princípio de cálculo da dimensão da aresta de corte de punções e matrizes
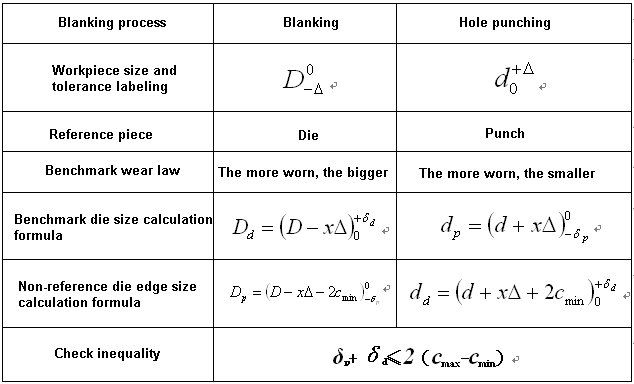
Ao fazer o blanking, selecionar a matriz como referência, primeiro desenhar o tamanho do bordo da matriz, e a folga é obtida reduzindo o tamanho do bordo da matriz.
Ao perfurar, o punção é selecionado como referência. O tamanho da borda do punção é primeiro projetado, e a folga é obtida aumentando o tamanho da borda do punção.
A dimensão da aresta da matriz de referência com a dimensão aumentada após o desgaste é igual ou próxima da dimensão limite mínima da peça de trabalho; a dimensão da matriz de referência com a dimensão reduzida após o desgaste é igual ou próxima da dimensão limite máxima da peça de trabalho. Para a dimensão da aresta de corte que não se altera antes e depois do desgaste, é igual à dimensão da peça de trabalho.
Em princípio, as tolerâncias de fabrico das dimensões da peça de trabalho e das dimensões da aresta de corte são marcadas como desvios unidireccionais de acordo com o princípio "in-body", ou seja, as dimensões da peça de corte e da aresta de punção são marcadas como desvios negativos unidireccionais, peças perfurantes e arestas de corte. As dimensões são marcadas como desvios positivos unidireccionais, e as dimensões que não se alteram após a abrasão são geralmente rotuladas como desvios bidireccionais.
(2) Método de cálculo da dimensão da aresta de corte
O método de cálculo da dimensão da aresta de corte está relacionado com o método de processamento do molde. Existem dois métodos comuns de processamento de moldes:
Processamento separado
Método de processamento cooperativo
Comparação de dois métodos de processamento de moldes
Método de processamento de moldes
Método de processamento separado (método de processamento intercalar)
Processamento cooperativo
Definição
O punção e a matriz são respetivamente maquinados até à dimensão final de acordo com os respectivos desenhos.
O molde de referência é maquinado primeiro e a dimensão da aresta do molde de não referência é configurada de acordo com a dimensão real da aresta do molde de referência já cortado, de acordo com a folga mínima razoável.
Vantagens
(1) O punção e a matriz podem ser fabricados em paralelo, o que reduz o ciclo de fabrico do molde; (2) As peças do molde podem ser trocadas
(1) A folga do molde é garantida pela preparação, o que reduz a dificuldade de processamento do molde; (2) Só é necessário desenhar um desenho pormenorizado da peça modelo de referência para reduzir a carga de trabalho de desenho.
Desvantagens
(1) É necessário efetuar um desenho parcial do punção e da matriz separadamente; (2) A folga do molde é assegurada pela precisão do processamento do molde, o que aumenta a dificuldade de processamento do molde.
O molde de não referência deve ser fabricado após o fabrico do molde de referência e o ciclo de fabrico do molde é longo.
Aplicação
Com o desenvolvimento da tecnologia de fabrico de moldes, a maioria dos moldes em produção real são fabricados por métodos de processamento separados, e a aplicação de métodos de processamento está a tornar-se cada vez menor. .
1) Tratamento separado de matrizes masculinas e femininas
Coeficiente de desgaste x valor
Espessura do material t/mm
Peça de trabalho não circular x valor
Valor x da peça circular
1
0.75
0.5
0.75
0.5
Tolerância da peça de trabalho Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
Exemplo de cálculo do tamanho da aresta de corte
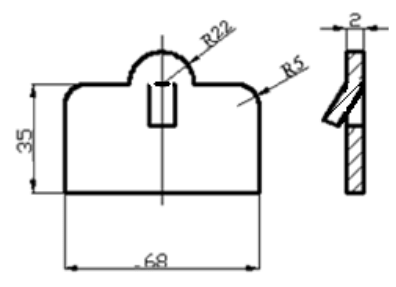
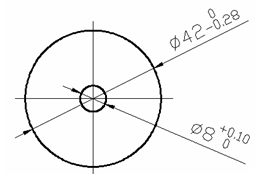
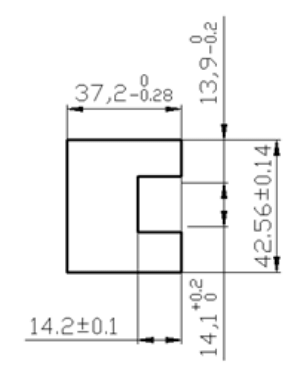
Exemplo 3-7 A peça apresentada na Figura 3-73 é perfurada. O material é Q235, e a espessura do material é t = 2mm. Calcular as dimensões e tolerâncias das arestas de punção e de corte.
Solução: Como mostra a Figura 3-73, esta peça requer dois processos de corte, nomeadamente o corte e a perfuração. O tamanho da aresta da matriz e a tolerância são calculados a seguir.
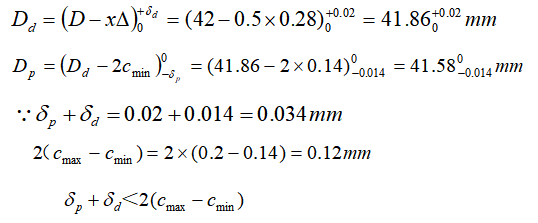
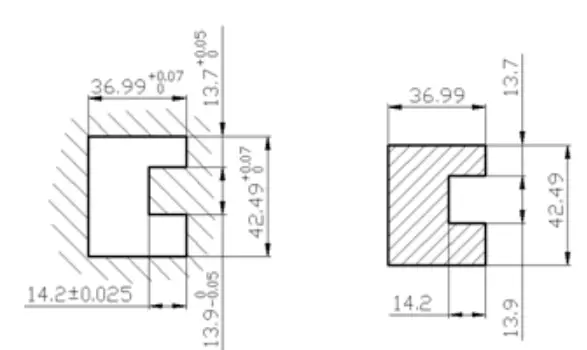
1) Blanqueamento
Com base no molde côncavo, devido à sua forma regular, o molde é processado separadamente.
Verificando a Tabela 3-19 e a Tabela 3-20 obtém-se c = (7% ~ 10%) t, ou seja:
cmin =7%t=0,07×2=0,14mm;
cmax=10%t=0.10×2=0.2mm;
Consultar a tabela 3-24 para obter o coeficiente de desgaste: x = 0,5;
Os desvios de fabrico dos moldes convexos e côncavos obtidos através da consulta da Tabela 3-25 são: δp = 0,014mm, δd = 0,02mm;
Calculado a partir da fórmula:
Por conseguinte, a precisão do molde é adequada.
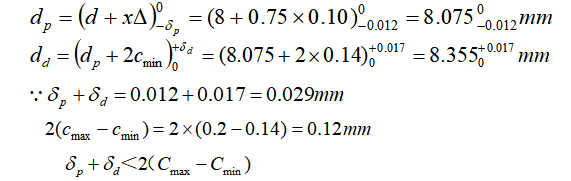
2) Piercing
Tomando o punção como referência, porque a forma do furo é simples, o método de fabrico separado é utilizado para processar o molde.
Consultar a tabela 3-24: χ=0,75
Verificar a tabela 3-25 para obter: δp = 0,012mm, δd = 0,017mm
Calculado a partir da fórmula do Quadro 3-23:
Por conseguinte, a precisão do molde é adequada.
2) Coordenar o tratamento das cunhagens de machos e fêmeas
Fórmula de cálculo da dimensão do bordo da matriz de corte durante o processamento cooperativo
Fórmula de cálculo da dimensão do bordo da matriz de perfuração durante o processamento cooperativo
Exemplo de desenho de peças convexas e côncavas quando se utiliza o método de maquinagem
Prestar atenção à tolerância dimensional da aresta de corte
3. conceção estrutural dos elementos de trabalho e seleção de normas
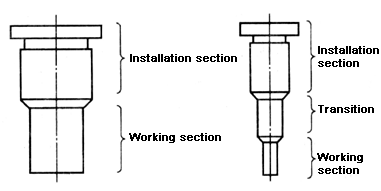
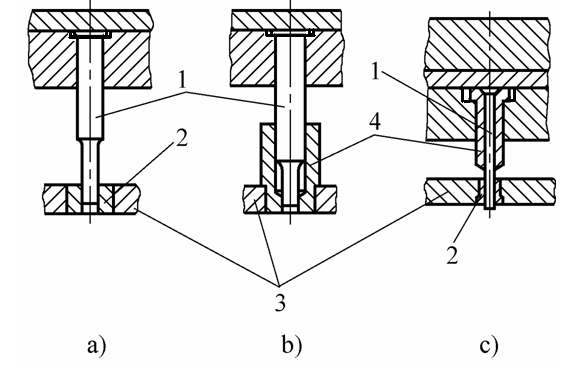
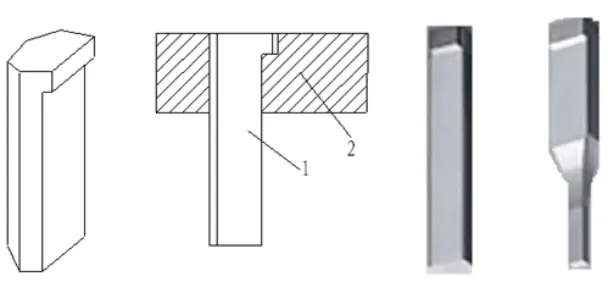
(1)Forma estrutural da matriz convexa e seu método de fixação
Requisitos de dureza: Cr12MoV, Cr12, Cr6WV aresta de corte 58 ~ 62HRC, parte fixa da cabeça 40 ~ 50HRC; CrWMn aresta de corte 56 ~ 60HRC, parte fixa da cabeça 40 ~ 50HRC
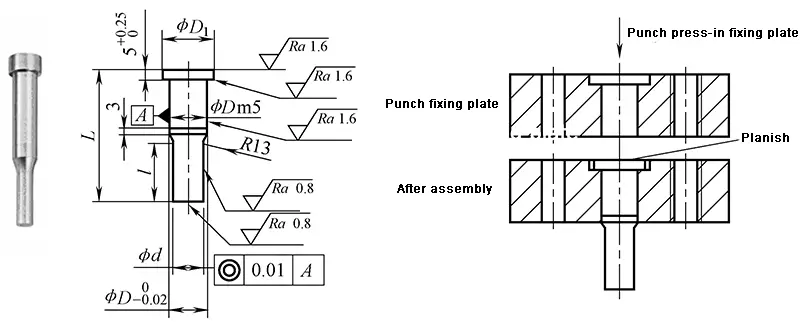
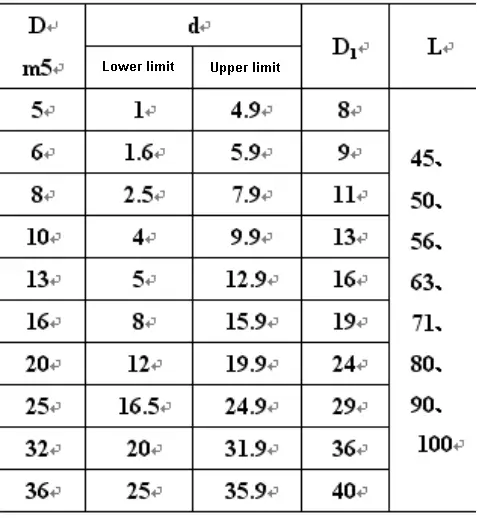
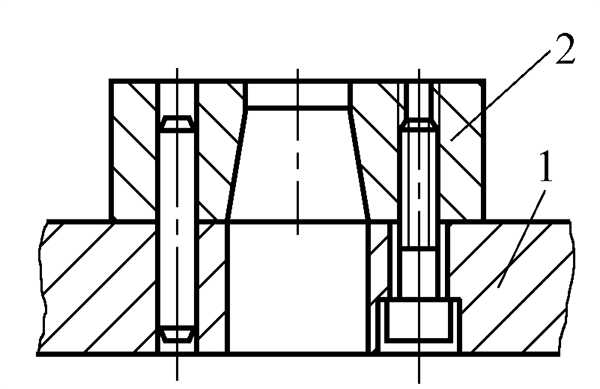
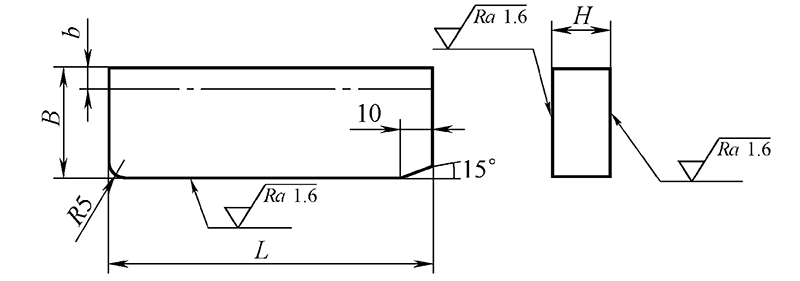
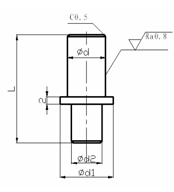
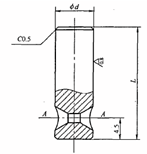
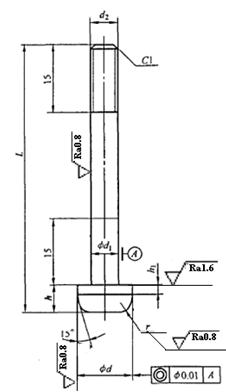
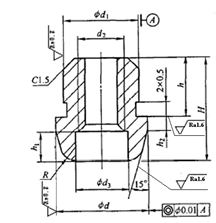
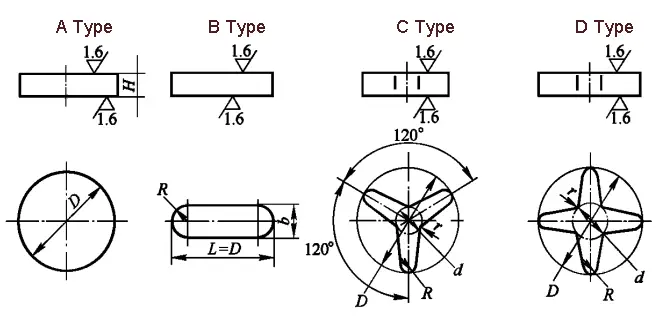
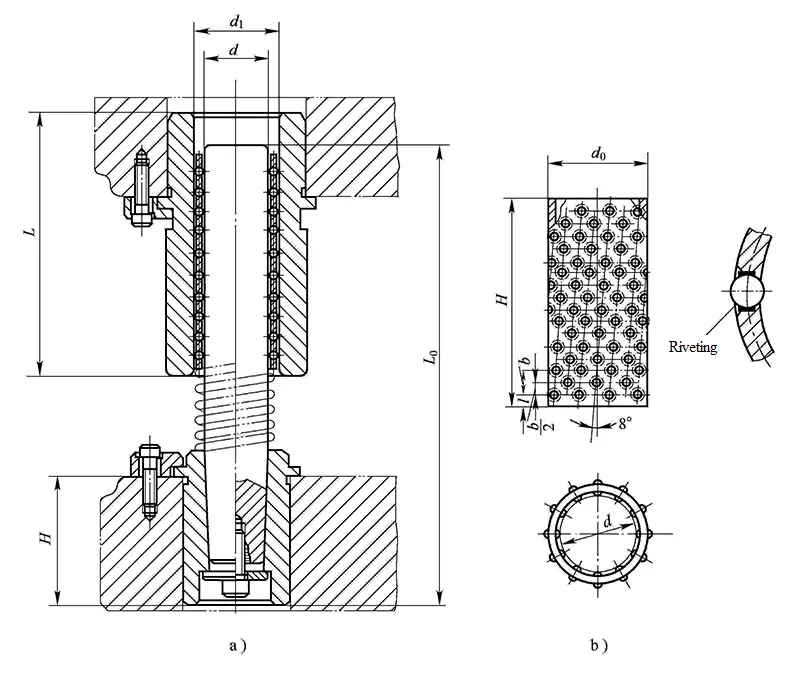
Estrutura e método de fixação do molde convexo circular da haste retrátil com cabeça cilíndrica
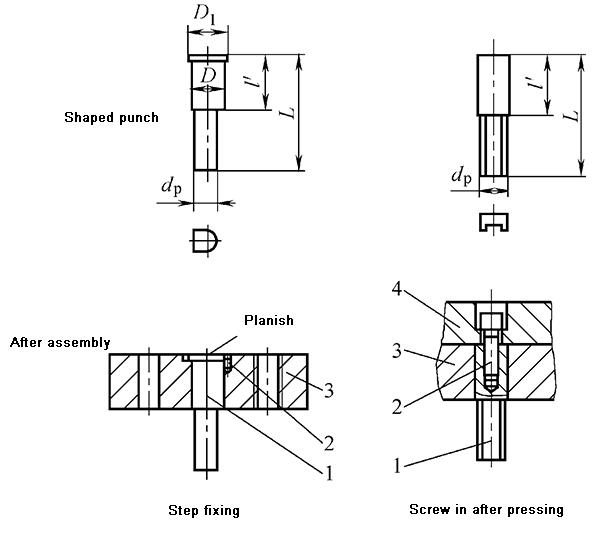
Dimensões padrão e exemplos de marcação de punção circular de haste retrátil de cabeça cilíndrica (JB / T5826-2008)
Exemplo de marcação: D = 5mm, d = 2mm, L = 56mm punção circular de pino retrátil cilíndrico marcação de matriz: punção circular de pino retrátil cilíndrico 5×2×56 JB / T5826-2008
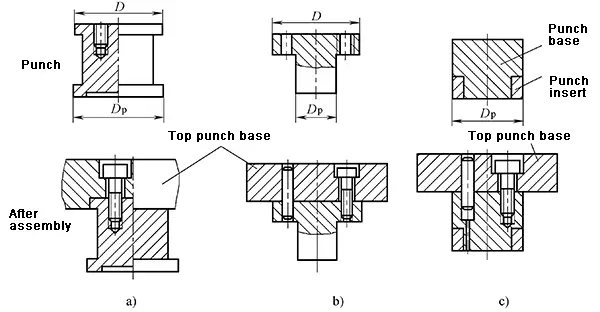
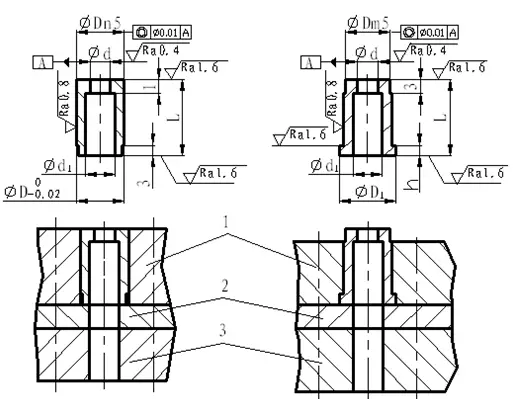
Forma estrutural e método de fixação de matrizes circulares convexas grandes e médias
Estrutura e método de fixação do punção de perfuração
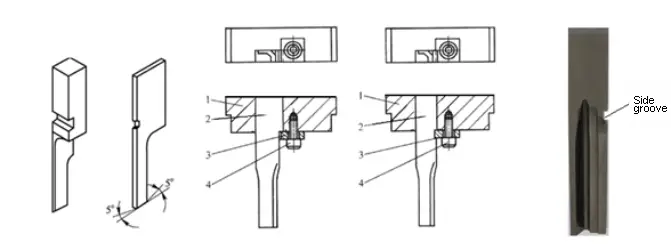
2) Forma estrutural e método de fixação da matriz convexa de forma especial
Estrutura escalonada: a parte fixa é redonda ou retangular
Estrutura de passagem direta
A matriz convexa de forma especial adopta uma estrutura escalonada e um método de fixação
Punção especial com ranhura lateral fixa e placa de pressão
Fixação do punção perfilado com cavilha transversal
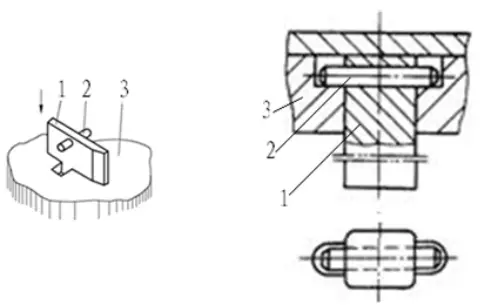
Fixação do punção perfilado com uma plataforma de suspensão
3)Determinação do tamanho do punção relacionado com a estrutura do molde
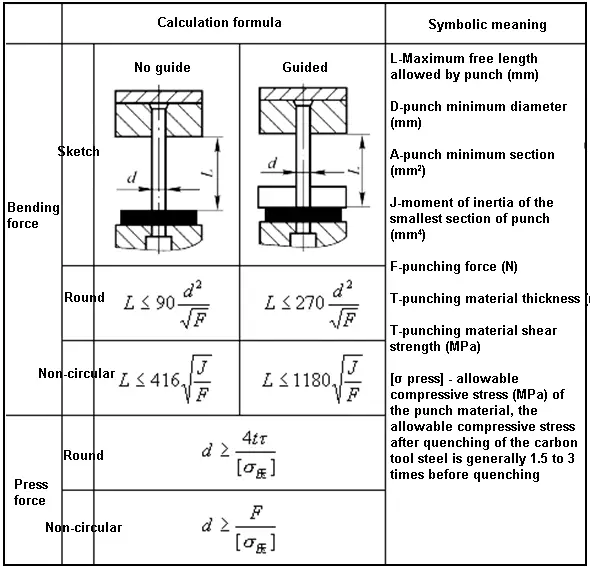
(3) Controlo da resistência do punção
Controlo da capacidade de pressão
Controlo anti-estabilidade
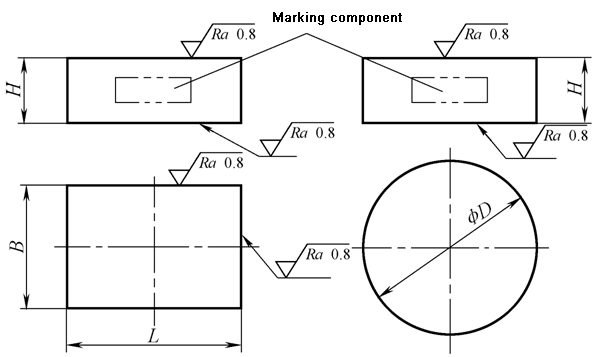
(2) Conceção da estrutura da matriz e seleção de normas
Estrutura integral da matriz, normalmente utilizada em matrizes de estampagem comuns.
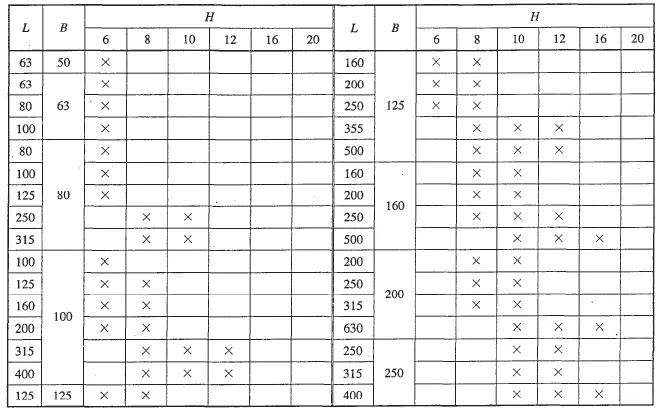
Existem dois tipos de cunhos e cortantes integrais: rectangulares e redondos.
Exemplo de marcação: L = 125mm, B = 100mm, H = 20mm marcação de molde côncavo retangular: modelo côncavo retangular 125×100×20 JB / T7643.1-2008
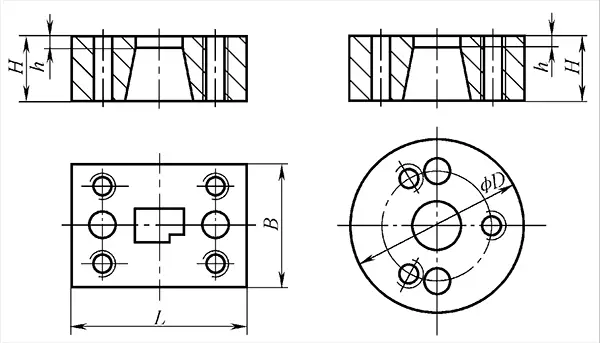
Método de fixação integral da matriz:
Materiais recomendados:
T10A,
9Mn2V,
Cr12,
Cr12MoV
Dureza do tratamento térmico: 60 ~ 64HRC
Método de fixação - os parafusos e os pinos são fixados diretamente na base inferior do molde
Estrutura de matriz combinada e método de fixação
Materiais recomendados:
Cr12MoV
Cr12
Cr6WV
CrWMn
Dureza do tratamento térmico: 58 ~ 62HRC
Matriz de bloco
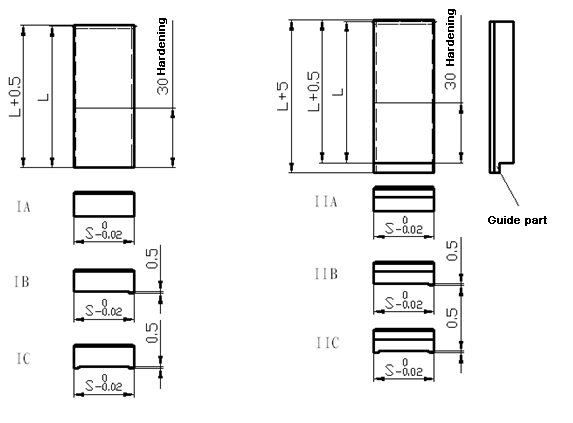
2) Forma da aresta de corte da matriz
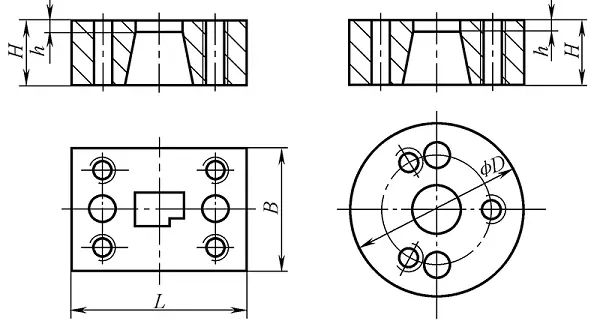
3) Conceção da forma e do tamanho da matriz
Forma: redonda ou retangular
Dimensionamento da matriz - Fórmula empírica
A dimensão calculada da forma do molde obtida a partir deste facto é
Etapas de conceção da matriz de corte:
Exemplo de desenho de forma de matriz
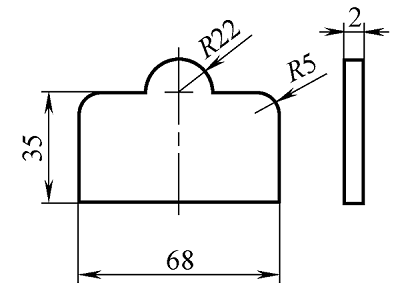
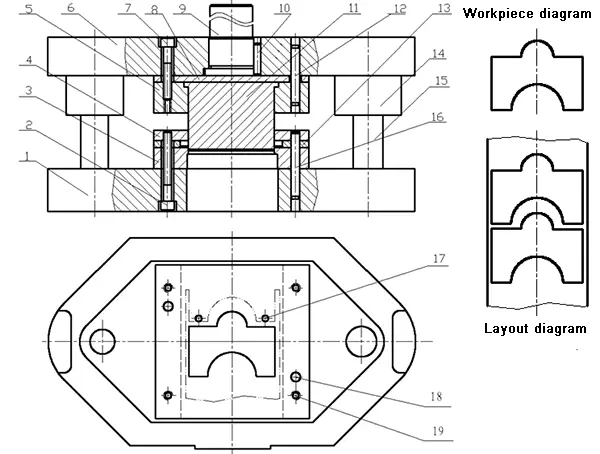
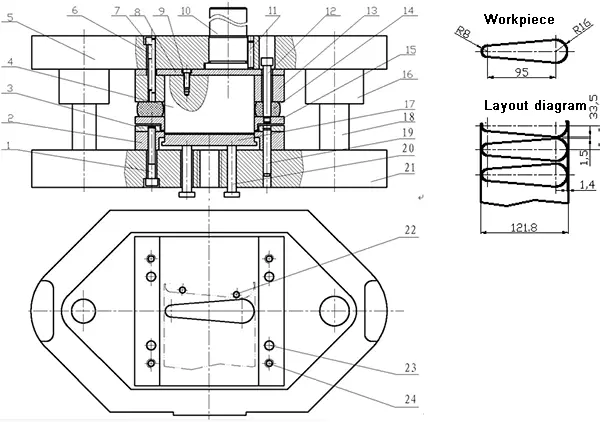
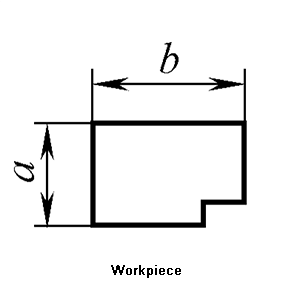
Exemplo 3-9 Tentar conceber a forma e as dimensões da matriz de corte para a peça de trabalho representada na Figura 3-92.
Solução: Como a forma do punção é próxima de um retângulo, a forma do molde é retangular.
De acordo com as dimensões externas máximas da peça de trabalho b = 40 + 20 = 60mm e a espessura do material é de 2mm, ver Tabela 3-29: K = 0,28, então as dimensões da matriz podem ser calculadas da seguinte forma:
H = Kb = 0,28×60 = 16,8mm
c = (1,5 ~ 2) H = (1,5 ~ 2)×16,8 = 25,2mm ~ 33,6mm,
Tomemos c = 30mm.
Então: L = 40 + 19,88 + 30×2 = 119,88mm
B = 19,88 + 30×2 = 79,88mm
Estas são as dimensões externas calculadas do coto. De acordo com as dimensões calculadas na Tabela 3-31, sabemos que o tamanho real do coto deve ser:
L×B×H = 125mm×80mm×18mm
Dados parciais do modelo côncavo retangular
(3) Conceção de matrizes convexas e côncavas
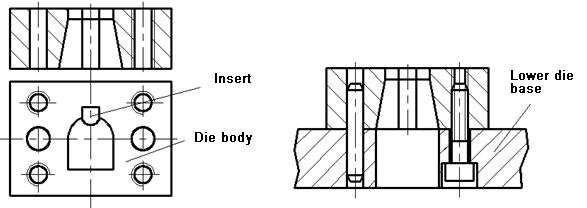
A matriz convexa e côncava é uma peça de trabalho na matriz composta que tem as funções de matriz de corte e matriz de perfuração. As suas arestas interiores e exteriores são arestas de corte, e a espessura da parede entre as arestas interiores e exteriores depende do tamanho da peça de corte.
Espessura mínima da parede da matriz macho e fêmea
Esboço
Espessura t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Espessura mínima da parede a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Espessura t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Espessura mínima da parede a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Conceção de peças de posicionamento e seleção de normas
Função: Determinar a posição exacta da peça em bruto no molde
Existem duas formas de peças em bruto introduzidas no molde:
Tira (tira ou bobina)
Espaço em branco simples
A tira é "avançada" ao longo do molde
Os espaços em branco individuais são "colocados" na posição designada do molde
Exemplo de posicionamento de um espaço em branco
Peças principais
A função é assegurar que a tira é introduzida no molde na direção correcta
As peças principais mais comuns são:
Placa de guia
Pino guia
Dispositivo de pressão lateral
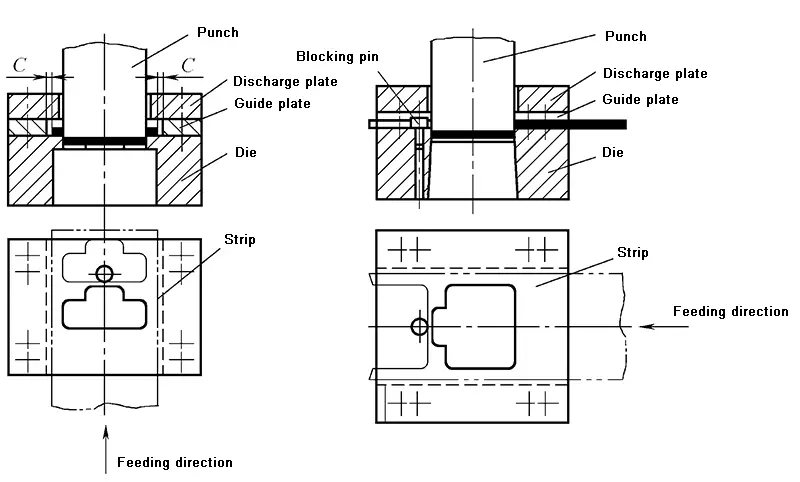
(1) Placa de guia
A função é controlar a direção de alimentação da tira
Normalmente, duas peças, distribuídas em dois lados da direção de alimentação da tira, e diretamente fixadas à matriz com pinos de parafuso. Existem duas formas:
Estrutura não normalizada: placa de guia e placa de descarga como um todo
Método de fixação da placa de guia de estrutura normalizada
As dimensões da placa guia e do gabarito côncavo são as mesmas.
Placa de guia de estrutura não normalizada
A placa de guia e a placa de descarga estão integradas
Estrutura com placa recetora
A placa de guia é mais comprida do que o gabarito côncavo
(2) Pino de guia
Geralmente, são necessárias pelo menos duas, localizadas no mesmo lado da faixa de rodagem. A estrutura padrão é recomendada. O material é aço 45 e a dureza do tratamento térmico é 43 ~ 48HRC.
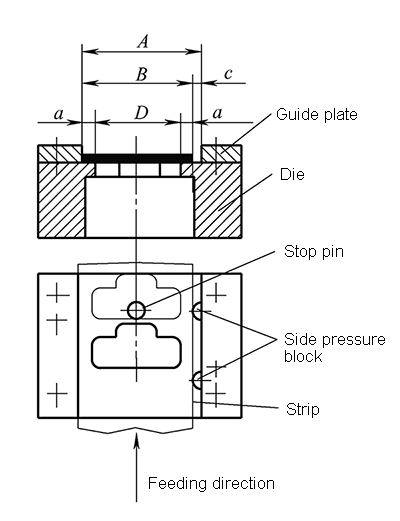
(3) Dispositivo de pressão lateral
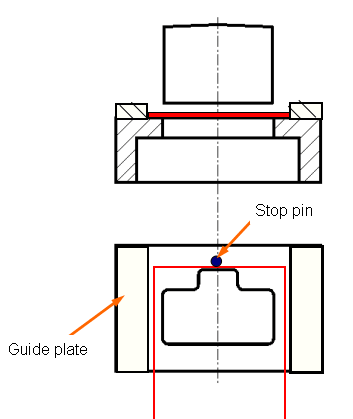
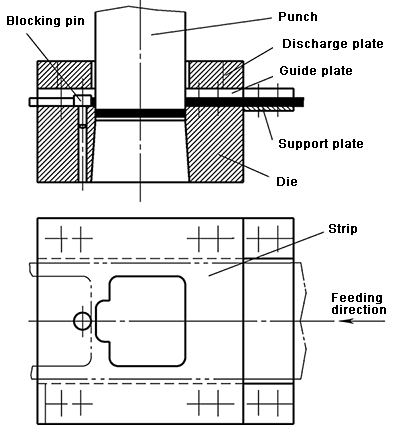
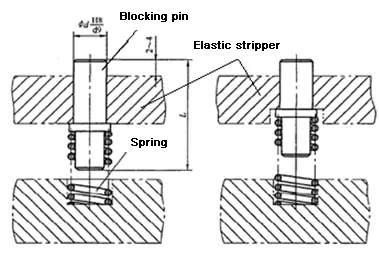
Peças de retenção
A função é controlar a distância a que a tira é introduzida no molde, ou seja, o controlo da distância. As estruturas comuns incluem pinos de bloqueio de material, bordos laterais, pinos de guia, etc.
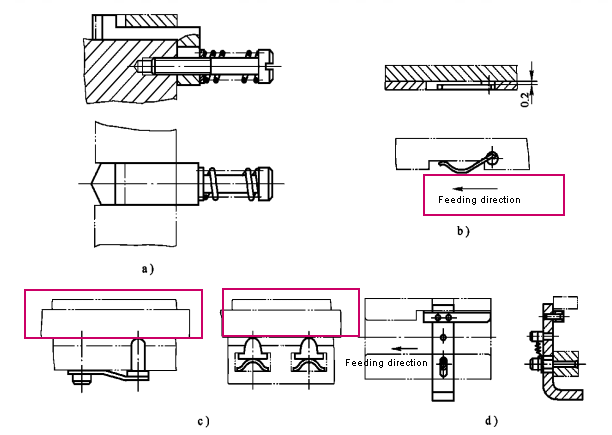
A cavilha de travamento divide-se em cavilha de travamento fixa e cavilha de travamento móvel.
A cavilha fixa inclui uma cavilha de cabeça redonda e uma cavilha em forma de gancho.
O pino do batente móvel inclui: pino do batente inicial, pino do batente de retorno e pino do batente elástico superior.
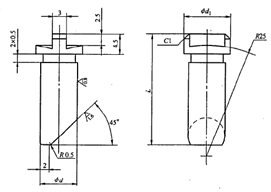
(1) Pino de fecho fixo
A função é controlar a distância de alimentação da tira, ou seja, controlar a distância de alimentação da peça padrão. É diretamente fixado ao molde em frente da alimentação.
Base de seleção: Espessura t da folha perfurada, ver Quadro 3-34
Princípio de funcionamento da cavilha de paragem fixa
Cavilha de bloqueio do gancho
(2)Pino de fecho ativo
Todos têm uma estrutura normalizada, o aço 45 é recomendado para o material de bloco ou cavilha, a dureza do tratamento térmico é 43 ~ 48HRC
O dispositivo de bloqueio do material de partida é normalmente instalado na placa de guia e é utilizado principalmente para a primeira alimentação da matriz progressiva.
Dispositivo de paragem de balas
É instalado na placa de descarga elástica e é utilizado principalmente no molde composto do tipo flip.
Existem três formas:
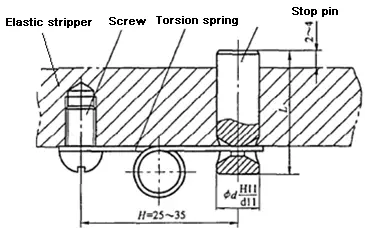
Dispositivo de bloqueio do material por mola
Dispositivo de bloqueio com cúpula de borracha
Dispositivo de bloqueio do material de ejeção por mola de torção
Dispositivo de bloqueio do material por mola
Dispositivo de bloqueio com cúpula de borracha
Dispositivo de bloqueio do material de ejeção por mola de torção
Tampão de alimentação do cinto
Instalado numa placa de descarga rígida, utilizada principalmente em moldes de alimentação manual
Princípio de funcionamento do dispositivo de bloqueio do tipo cinto
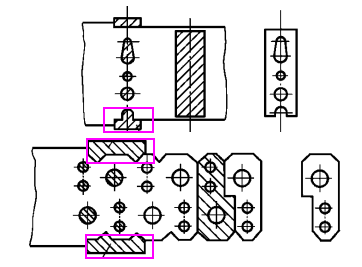
(3) Lâmina lateral
A função é controlar a distância de alimentação da tira, ou seja, controlar a distância de alimentação.
Borda lateral: Na matriz progressiva, a fim de limitar a distância de alimentação da tira, uma peça de trabalho com uma determinada forma é perfurada na parte lateral da tira.
A lâmina lateral tem peças padrão, sendo recomendada a T10A. A dureza do tratamento térmico é de 56 ~ 60HRC.
Método de seleção da lâmina lateral padrão: De acordo com a distância, o comprimento do bordo da lâmina lateral = a distância
Borda lateral padrão
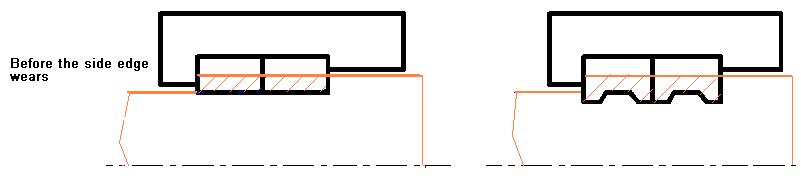
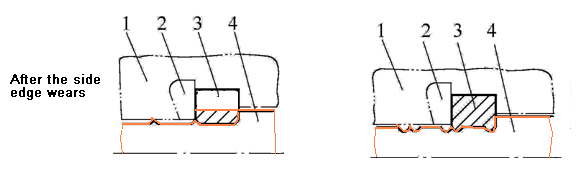
Localização das rebarbas após o corte lateral rombo
Lâmina lateral especial
As peças não normalizadas são determinadas pela forma do punção.
Batente lateral
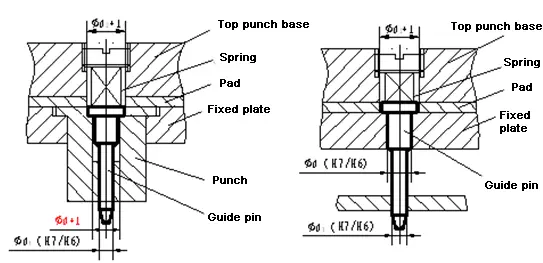
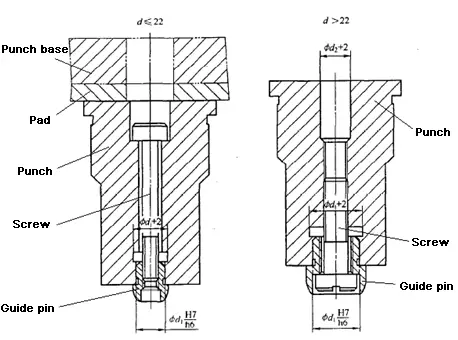
(4) Pino de guia
Utilizado principalmente para o posicionamento exato da tira na matriz progressiva. Trata-se de uma peça normalizada. É constituída por uma cabeça e uma haste. A haste da cavilha-guia é utilizada para a fixação. Recomenda-se a utilização da cavilha-guia 9Mn2V com base no diâmetro do furo pré-perfurado d.
Tamanho básico:
Diâmetro da peça principal d - utilizar H7 / h6 ou H7 / h7 para cooperar com o furo de guia
Altura da parte guia h--considere h = (0,8 ~ 2) t
Estrutura e método de fixação da cavilha-guia normalizada de tipo A
Pino guia tipo A
Estrutura e método de fixação da cavilha-guia normalizada de tipo B
Pino guia tipo B
Estrutura e método de fixação da cavilha-guia C normalizada
Pino guia tipo C
Estrutura e método de fixação da cavilha-guia normalizada de tipo D
Pino guia tipo D
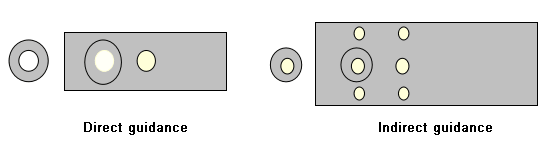
Duas formas de guiar os pinos:
O pino-guia pode alinhar-se direta ou indiretamente.
O alinhamento direto refere-se à utilização de furos na peça de trabalho para alinhamento. Os pinos de alinhamento são normalmente instalados na matriz de corte.
O alinhamento indireto consiste em utilizar os orifícios de processo pré-perfurados para o alinhamento, e os pinos de alinhamento são frequentemente instalados na placa de fixação da matriz convexa.
Os pinos-guia não podem ser utilizados de forma autónoma! !!
A cavilha-guia é normalmente utilizada em conjunto com uma cavilha de bloqueio, um rebordo lateral e um dispositivo de alimentação automática.
Relação posicional com o perno de bloqueio:
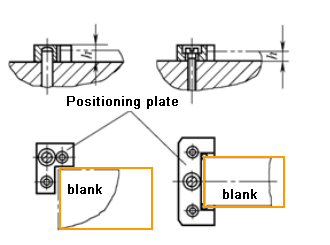
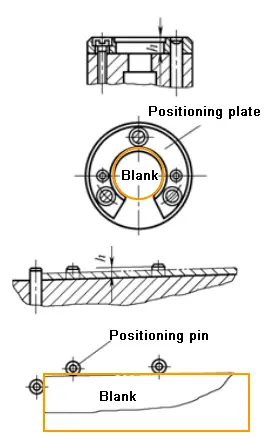
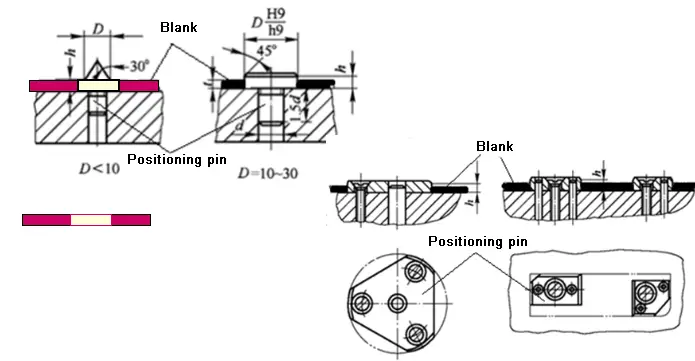
(3) placa de posicionamento e pino de posicionamento
Posicionamento com forma vazia
Posicionamento através de forma interior em branco
6.3 Conceção e seleção normalizada de peças de prensagem, descarga e alimentação
A função consiste em segurar a folha e descarregar ou empurrar para fora peças e sucata
Dispositivo de descarga (cortador de resíduos)
Dispositivo de empurrar
Ejetar o dispositivo
Dispositivo de descarga
O objetivo é retirar as partes ou os restos que se encontram fora da matriz macho ou fêmea.
De acordo com diferentes fontes de força de descarga:
Dispositivo rígido de descarga
Dispositivo de descarga flexível
Faca de corte de resíduos (para descarregar ao extrair peças com arestas profundas)
(1) Dispositivo de descarga rígido (fixo)
É constituído por uma placa (denominada placa de descarga), que é fixada diretamente na matriz com parafusos e pinos. A força de descarga é causada pelo impacto rígido entre a placa em branco da placa e a placa de descarga. É principalmente adequado para a descarga de placas grossas com grande força de descarga e sem necessidade de planicidade da placa.
Princípio de descarga do dispositivo de descarga rígido
A força causada pelo impacto rígido da placa de descarga e o material é utilizada para a descarga.
Desenho do prato de descarga (rígido)
A forma e a dimensão da forma exterior são geralmente as mesmas que as da matriz
A forma do furo depende da forma do punção para esta perfuração, e existe um espaço entre os dois. Se funcionar ao mesmo tempo como placa de guia, é utilizado um ajuste de folga de H7 / h6 com o punção.
A espessura da placa de descarga é determinada pela espessura da placa, ver o quadro abaixo.
O material recomendado é o aço 45, e a dureza é 43 ~ 48HRC.
Espessura da folha
t(mm)
Largura do decapanteB(mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
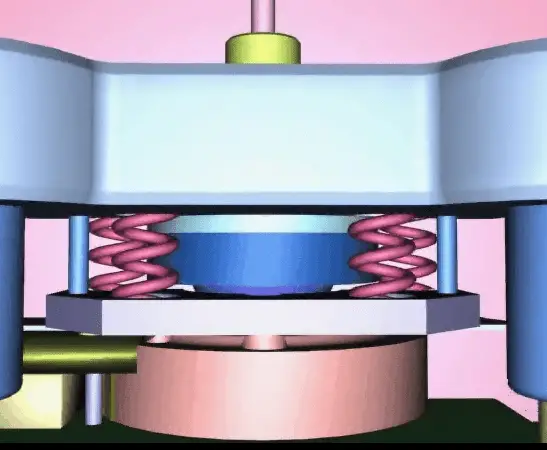
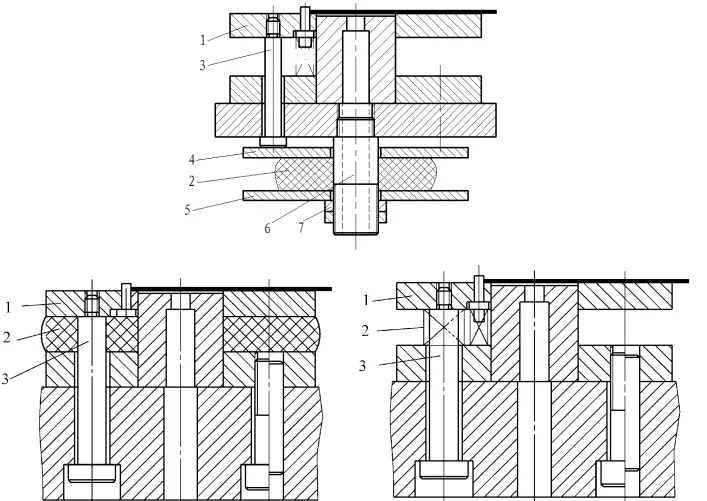
(2) Dispositivo de descarga elástica
É composto por uma placa de descarga, um elemento elástico e um parafuso de descarga. É normalmente instalado no molde superior e pode também ser instalado no molde inferior.
A força de descarga é causada pela compressão do elemento elástico.
Este tipo de placa de descarga é frequentemente utilizado para perfuração com materiais finos, pequena força de descarga e requisitos de planicidade da placa.
Processo de funcionamento do dispositivo de descarga elástica
Várias formas estruturais do dispositivo de descarga elástica
O dispositivo de descarga está instalado no molde superior
Dispositivo de descarga instalado no molde inferior
Necessidade de conceber: placa de descarga, elemento elástico e parafuso de descarga.
Em geral, a forma e o tamanho da placa de descarga são consistentes com o molde. Se houver demasiados elementos elásticos ou demasiado grandes, é permitido aumentar o tamanho da placa de descarga para facilitar a colocação do elemento elástico.
O padrão de furos da placa de descarga é consistente com a forma da matriz de perfuração. Existe uma certa distância entre os dois. A espessura da placa de descarga depende da espessura da placa perfurada.
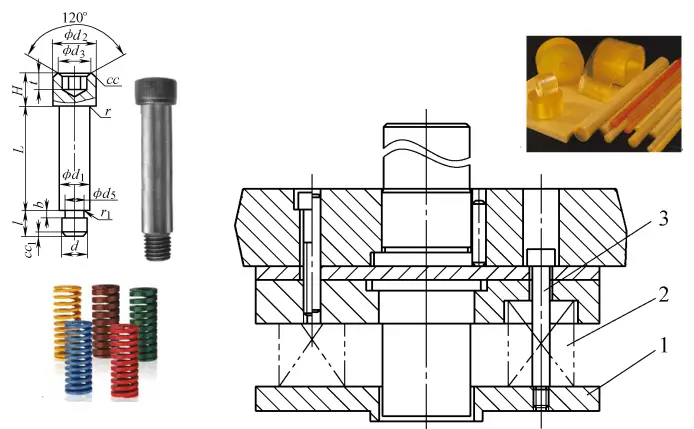
O parafuso de descarga é uma peça padrão (ao contrário do parafuso de fixação, que é dedicado ao molde) e pode ser diretamente selecionado a partir do padrão.
Os elementos elásticos normalmente utilizados são as molas e as borrachas, que são peças normalizadas e podem ser seleccionadas de acordo com as condições.
Ligação do dispositivo de descarga elástica - parafuso de descarga
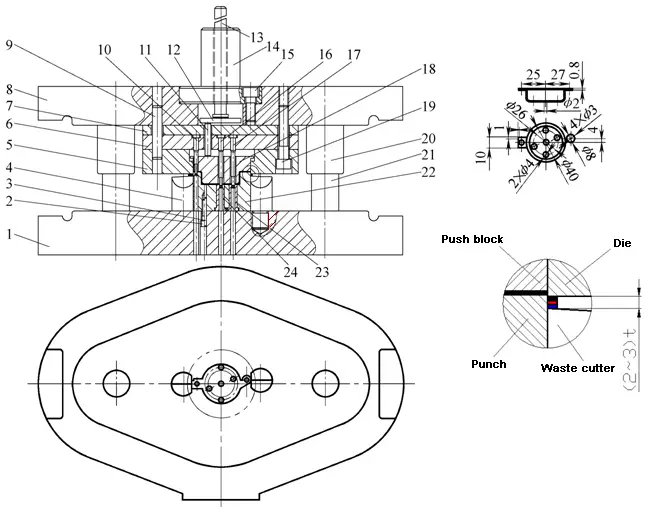
(3) Faca de corte de resíduos
Ao cortar a peça desenhada, utilizar um cortador de sucata para descarregar.
A faca de corte de resíduos é normalmente instalada na extremidade da punção de cortee a sua aresta de corte é cerca de 2 a 3 vezes mais espessa do que a aresta de corte. Durante o corte, a matriz pressiona os resíduos para baixo sobre a aresta de corte da lâmina de corte para cortar os resíduos para descarregamento.
Estrutura normalizada do cortador de resíduos
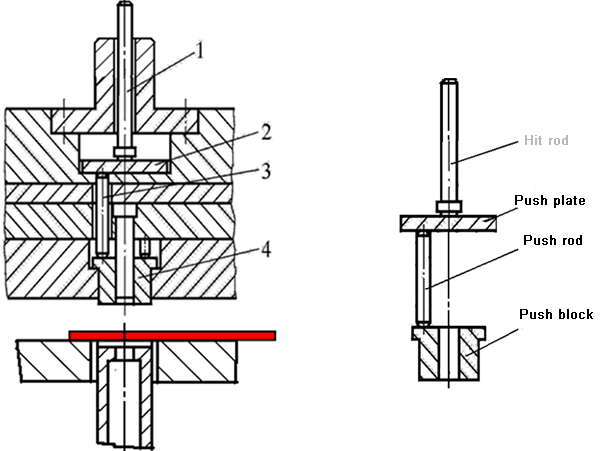
Dispositivo de empurrar
A função é empurrar a peça de trabalho ou a sucata presa na cavidade da matriz ao longo da direção de perfuração.
Dependendo da origem da força de impulso:
Dispositivo rígido de empurrar
Dispositivo de empurrar elástico
(1) Dispositivo rígido de empurrar
Componentes do dispositivo rígido de empurrar
Princípio do dispositivo de empurrar rígido
Conceção de um dispositivo de empurrar rígido
Conceção do bloco empurrador
Estrutura da placa de pressão: peças padrão opcionais
Dispositivo de empurrar elástico
Composto por elementos elásticos e blocos de empurrar
Conceção da necessidade: bloco empurrador e elemento elástico.
Dispositivo de ejeção
O efeito é empurrar para fora o material preso na cavidade da matriz contra a direção da perfuração.
Processo de funcionamento do dispositivo superior
6.4 Conceção de peças-guia e seleção de normas
A função é assegurar a orientação do movimento e determinar as posições relativas das matrizes superior e inferior. O objetivo é fazer com que as matrizes macho entrem corretamente nas matrizes fêmea e que as folgas periféricas das matrizes macho e fêmea sejam tão uniformes quanto possível.
Manga de guia de coluna: manga de guia de coluna deslizante; manga de guia de coluna esférica
Placa de guia
(1) Pilar-guia e guia do casquilho-guia
Manga de guia da coluna de guia deslizante
A manga de guia da coluna de guia deslizante é de série
Montagem da coluna de guia deslizante e da manga de guia
Guia de esferas, poste, manga de guia
Guia de esferas
a) Guia de esferas
b) Gaiola de esferas de aço
Guia de esferas
A posição de instalação da manga de guia do poste guia de esferas no molde
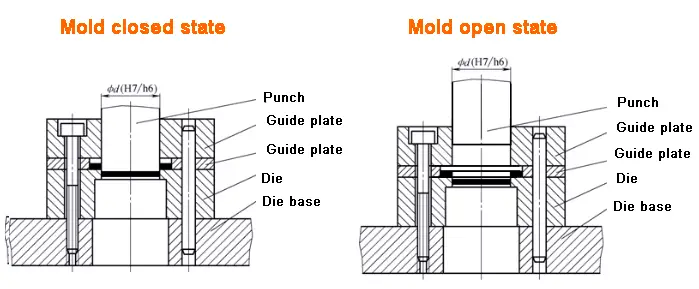
(2) Guia da placa de guia
A placa de guia é uma placa de descarga rígida.
A diferença é que o espaço entre a placa guia e o punção é H7/h6. Para garantir que a placa guia desempenha um papel de guia, a placa guia deve ter um comprimento de contacto suficiente com o punção. A espessura H é geralmente considerada como:
H = (0,8~1) Hmorrer (Hmorrer é a espessura da matriz)
Ao mesmo tempo, durante todo o processo de trabalho do molde (incluindo o retorno do molde), o punção e o orifício da placa de guia não são separados.
6.5 Conceção e seleção normalizada dos elementos de ligação e de fixação
A função consiste em fixar as matrizes macho e fêmea nas matrizes superior e inferior, bem como as matrizes superior e inferior na prensa:
Base do molde (moldura)
Punho da matriz
Almofada
Placa de fixação
Parafuso
Pino
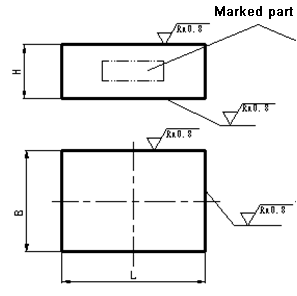
(1) Base do molde
Existem bases de molde superiores e bases de molde inferiores, que são utilizadas para montar e suportar as peças utilizadas para o molde superior ou para o molde inferior.
Cofragem standard
Fundo de molde superior
Fundo de molde inferior
Posto de guia
Manga de guia
Dependendo do ajuste da coluna de guia e da manga de guia, a cofragem padrão inclui:
Cofragem com guia deslizante
Cofragem com guia rolante
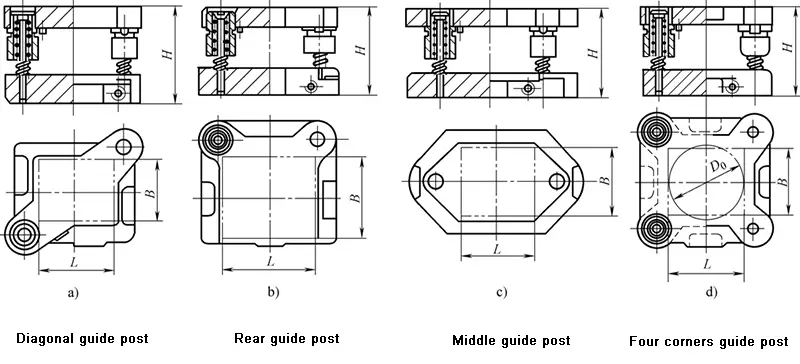
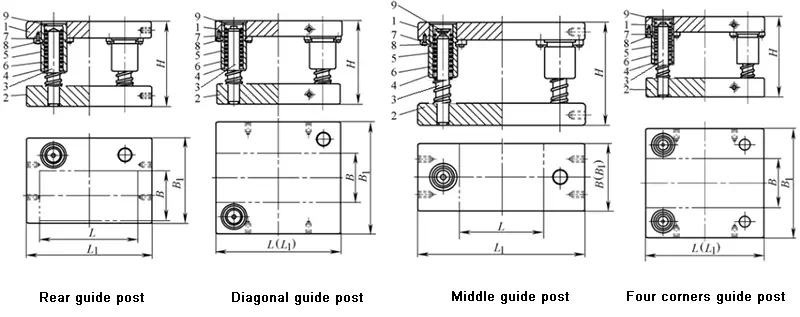
Dependendo da posição da coluna de guia e da manga de guia, a cofragem padrão inclui:
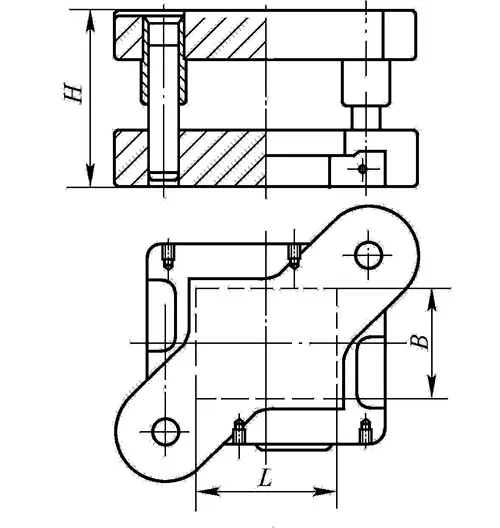
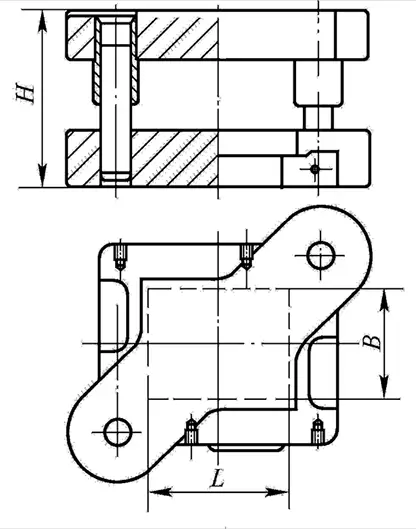
Cofragem de postes-guia diagonais
Cofragem para pilares-guia traseiros
Cofragem de postes-guia intermédios
Cofragem para postes-guia de quatro cantos
Base de molde padrão - base de molde superior, base de molde inferior, coluna de guia, manga de guia
Guia deslizante de cofragem standard
Cofragem de aço com guia deslizante
Princípio de seleção da base do molde: Selecionar de acordo com o perímetro da matriz
(2) Pega do molde - peças normalizadas
A função é fixar o molde superior na corrediça da prensa, que é normalmente aplicada a moldes de pequena e média dimensão.
As pegas padrão comuns são:
Pega de molde de pressão
Pega de molde aparafusada
Pega do molde da flange
Pega de molde flutuante
Recomenda-se a utilização de aço Q235A ou #45 como material de molde.
Princípio de seleção: o diâmetro do orifício do punho da matriz da prensa
Quatro estruturas padrão de pegas de moldes comuns
(3) Placa fixa
A função é instalar e fixar pequenos moldes masculinos ou femininos e, finalmente, instalá-los na base de molde superior ou na base de molde inferior como um todo.
É uma peça normalizada e está disponível em dois tipos: retangular e circular.
Conceção da placa de fixação
A seleção da placa de fixação da matriz macho baseia-se na forma e no tamanho da matriz fêmea.
O tamanho do plano da placa fixa é o mesmo que o da matriz, e a espessura é geralmente 0,6 a 0,8 vezes a espessura da matriz.
Os furos de montagem e as perfurações da placa de fixação adoptam um ajuste de transição H7 / m6 ou H7 / n6 ou H7 / m5. Após a prensagem, as superfícies finais da placa de fixação e da placa de fixação são rectificadas.
Recomenda-se a utilização de aço 45 como material da placa de fixação, e a dureza do tratamento térmico é de 28 ~ 32HRC.
Placa de fixação retangular
(4) Placa de apoio
Está localizado entre os moldes convexos e côncavos e a base do molde, e suporta e dispersa a carga de pressão para evitar que as bases do molde superior e inferior sejam pressionadas para fora do recesso.
A utilização de uma almofada no molde depende de duas condições:
A pressão unitária gerada pela superfície da extremidade fixa do punção no fundo do molde excede a pressão que o fundo do molde pode suportar.
Ou seja: σ = P / F≥ [σpress]
A utilização de um dispositivo de empurrador rígido no molde superior requer a maquinação de orifícios no fundo do molde.
Desenho da placa
A placa de apoio é uma peça normalizada, que tem uma placa de apoio redonda (JB / T7643.6-2008) e uma placa de apoio retangular (JB / T7643.6-2008).
A base de seleção é a forma e o tamanho do molde.
O tamanho do plano da placa de suporte é o mesmo que o da matriz, e a espessura é geralmente de 5-12mm.
O aço 45 é recomendado como material, e a dureza do tratamento térmico é 43 ~ 45HRC.
Ao projetar um molde composto, por vezes deve ser instalada uma almofada entre os moldes convexos e côncavos e a base do molde.
Placa de apoio standard
(5) Parafusos e cavilhas - peças normalizadas
As peças de fixação no molde incluem principalmente parafusos e pinos. O parafuso liga principalmente as peças do molde para o tornar um todo, e o pino desempenha o papel de posicionamento. Os parafusos hexagonais são a melhor escolha para os parafusos. Os pinos cilíndricos são frequentemente utilizados para os pinos. Aquando da conceção, não deve haver menos de dois pinos cilíndricos.
A distância entre o pino e o parafuso não deve ser demasiado pequena para evitar que a resistência diminua. As especificações, quantidades, distâncias e outras dimensões dos parafusos e cavilhas no molde podem ser concebidas tendo em conta a combinação típica de moldes a frio na norma nacional.
O diâmetro do parafuso é determinado pela espessura da matriz.
Seleção do diâmetro do parafuso
Espessura da matriz
<13
13-19
19-25
25-32
>32
Diâmetro do parafuso
M4,M5
M5,M6
M6,M8
M8,M10
M10,M12
Seleção e controlo do equipamento de corte
7.1 Seleção de equipamento
A seleção baseia-se na dimensão da força do processo de corte e na estrutura do molde.
As etapas de seleção são:
(1) Calcular a força de corte total F total de acordo com as características da estrutura do molde.
Quando se utiliza o dispositivo de descarga rígido e o método de descarga inferior, a força total do processo de apagamento é de:
Ftotal=F+FT
Quando o dispositivo de descarga elástica e o método de descarga superior são utilizados, a força total do processo de apagamento é de:
Ftotal=F+FX+FD
Ao utilizar o dispositivo de descarga elástica e o método de descarga inferior, a força total do processo de apagamento é de:
Ftotal=F+FX+FT
(2) Verifique os dados do equipamento de acordo com a potência total do processo de apagamento, defina a pressão nominal F do equipamento ≥ Ftotale, em seguida, selecionar o equipamento inicialmente e obter os parâmetros relevantes do equipamento.
7.2 Equipamento primário selecionado após verificação
(1) Verificar a altura de fecho
(2) Verificação do tamanho do avião
(3) Verificar o tamanho do orifício da pega do molde
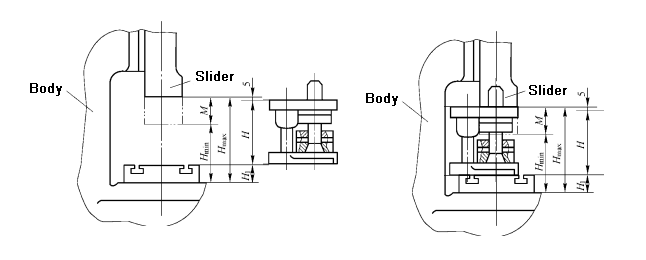
A altura de fecho da prensa refere-se à distância entre a superfície inferior da corrediça e a superfície superior da mesa quando a corrediça está na posição limite inferior. A altura de fecho da prensa tem uma altura máxima de fecho Hmáximo e uma altura mínima de fecho Hmin.
A altura de fecho H do molde refere-se à distância entre o plano inferior da base inferior do molde e o plano superior da base superior do molde quando o molde está no pólo inferior da posição de trabalho.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...