Tratamento de Superfícies Metálicas 101: Noções básicas
Já alguma vez se perguntou como é que os objectos metálicos do dia a dia resistem ao desgaste? Este artigo revela o fascinante mundo dos processos de tratamento de superfícies metálicas. Desde o aumento da durabilidade até à adição de funções especiais, descubra como estas técnicas transformam materiais comuns em componentes extraordinários. Mergulhe para saber mais sobre a ciência por detrás da modificação de superfícies, ligas, películas de conversão e revestimentos, e como estes revolucionam a engenharia moderna.
O tratamento de superfície é um processo de engenharia sofisticado que utiliza tecnologias avançadas da física, química, metalurgia e ciência dos materiais para modificar as propriedades da superfície dos componentes. Esta abordagem interdisciplinar tem como objetivo melhorar as características da superfície, mantendo ou melhorando as propriedades do material de base, atingindo, em última análise, requisitos de desempenho pré-determinados.
As principais funções do tratamento de superfície incluem:
Desempenho melhorado:
Melhorar significativamente a resistência à corrosão e ao desgaste
Atenuar, eliminar ou reparar a degradação e os danos da superfície
Prolongar a vida útil e a fiabilidade dos componentes em ambientes agressivos
Engenharia de superfícies funcionais:
Conferir propriedades especializadas a materiais comuns, tais como: - Melhoria da dureza e da tenacidade - Condutividade térmica ou eléctrica melhorada - Aumento da lubricidade ou da hidrofobicidade
Permitir funcionalidades avançadas, como superfícies de auto-limpeza ou anti-incrustantes
Benefícios económicos e ambientais:
Otimizar a eficiência energética no fabrico e nas aplicações de utilização final
Reduzir os custos globais de produção através da substituição de materiais e do aumento da vida útil dos produtos
Melhorar a sustentabilidade ambiental, minimizando o consumo de resíduos e recursos
Melhoria estética:
Obter acabamentos de superfície, texturas ou cores desejados para melhorar o aspeto do produto
Os processos de tratamento de superfícies abrangem uma vasta gama de técnicas, incluindo, mas não se limitando a: - Tratamentos químicos: Anodização, fosfatização, deposição química de vapor (CVD) - Tratamentos físicos: Deposição física de vapor (PVD), pulverização de plasma, implantação de iões - Tratamentos mecânicos: Granalhagem, brunimento, granulação por choque a laser - Tratamentos térmicos: Nitretação, cementação, endurecimento por chama
2. Classificação dos processos de tratamento de superfícies metálicas
Pode ser dividida em quatro categorias: tecnologia de modificação de superfícies, tecnologia de ligas de superfícies, tecnologia de películas de conversão de superfícies e tecnologia de revestimento de superfícies.
1. Tecnologia de modificação da superfície
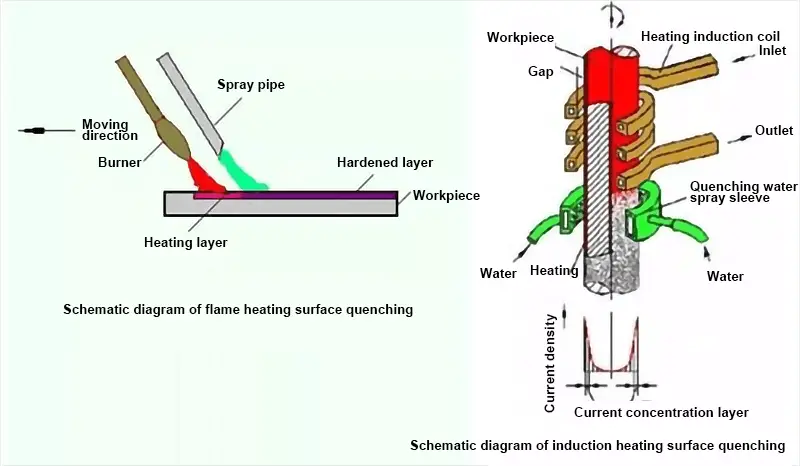
1. Têmpera superficial
A têmpera superficial refere-se ao método de tratamento térmico de austenitização da camada superficial por aquecimento rápido e têmpera para reforçar a superfície das peças sem alterar a composição química e a estrutura do núcleo do aço.
Os principais métodos de arrefecimento da superfície são o arrefecimento por chama e o aquecimento por indução.
As fontes de calor mais comuns são as chamas de oxiacetileno ou de oxipropano.
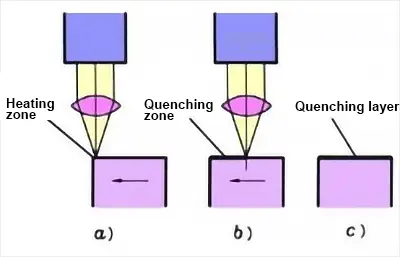
2. Reforço da superfície por laser
O reforço da superfície por laser é o processo de utilização de um feixe de laser focalizado para irradiar a superfície de uma peça de trabalho, aquecendo o material extremamente fino da superfície a uma temperatura acima da temperatura de transformação de fase ou do ponto de fusão num período de tempo muito curto. O material é então rapidamente arrefecido para endurecer e reforçar a superfície da peça de trabalho.
O reforço da superfície a laser pode ser dividido em tratamento de reforço por transformação de fase a laser, tratamento de liga de superfície a laser e revestimento a laser tratamento.
O reforço da superfície a laser tem uma pequena zona afetada pelo calor, uma pequena deformação e uma operação conveniente. É utilizado principalmente para o reforço local de peças, tais como matrizes de corteEixos de manivelas, cames, árvores de cames, eixos estriados, guias de instrumentos de precisão, cortadores de aço de alta velocidade, engrenagens e camisas de cilindros de motores de combustão interna.
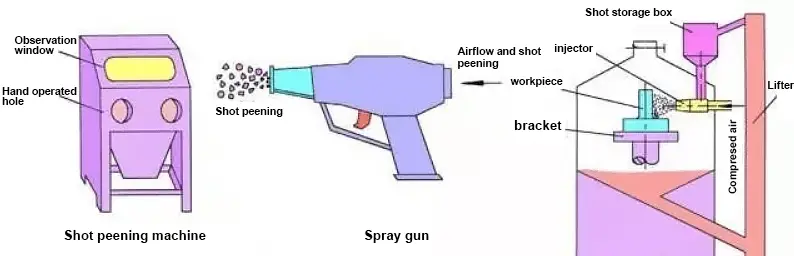
O shot peening é uma tecnologia de reforço que envolve a pulverização de um grande número de partículas móveis de alta velocidade sobre a superfície das peças. Este processo cria inúmeros pequenos impactos na superfície do metal, induzindo a deformação plástica nas regiões superficiais e subsuperficiais das peças para obter o reforço.
Função:
Melhorar a resistência mecânica, a resistência ao desgaste, a resistência à fadiga e a resistência à corrosão das peças;
Utilizado para a extinção de superfícies e descalcificação;
Eliminar o tensão residual de peças de fundição, forjamento e soldadura.
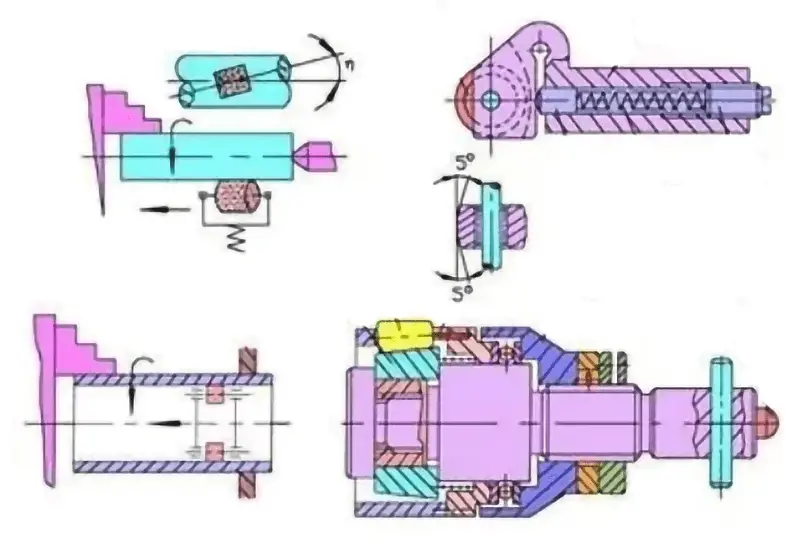
4. Rolamento
A laminagem é um processo de tratamento de superfície em que os rolos duros ou rolos são pressionados sobre a superfície rotativa da peça de trabalho à temperatura ambiente e se movem ao longo da direção do barramento para deformar plasticamente e endurecer a superfície da peça de trabalho, de modo a obter uma superfície precisa, lisa e reforçada ou um padrão específico.
Aplicação: superfície cilíndrica, superfície cónica, plano e outras partes com forma relativamente simples.
5. Trefilagem
A trefilagem é um método de tratamento de superfície que envolve a passagem do metal através de uma matriz sob força externa, comprimindo a área da secção transversal do metal e obtendo a forma e o tamanho da área da secção transversal pretendida, o que se designa por processo de trefilagem de fio metálico.
O desenho do fio pode ser feito em linhas rectas, linhas aleatórias, ondulações e linhas em espiral, de acordo com as necessidades de decoração.
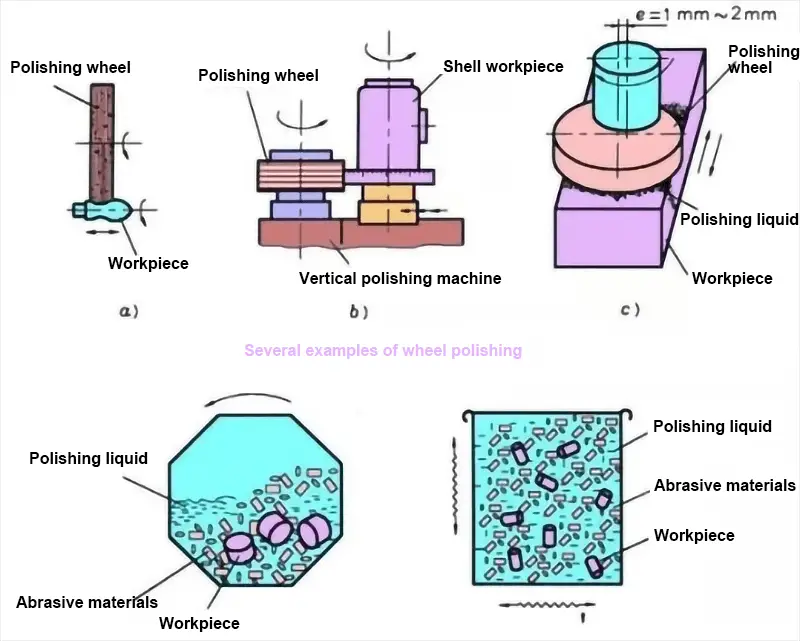
6. Polimento
O polimento é um método de acabamento utilizado para modificar a superfície das peças. Geralmente, só consegue obter uma superfície lisa e não pode melhorar ou mesmo manter a precisão de maquinação original. Com diferentes condições de pré-processamento, o valor Ra (uma medida de rugosidade da superfície) após o polimento pode atingir 1,6 a 0,008 μm.
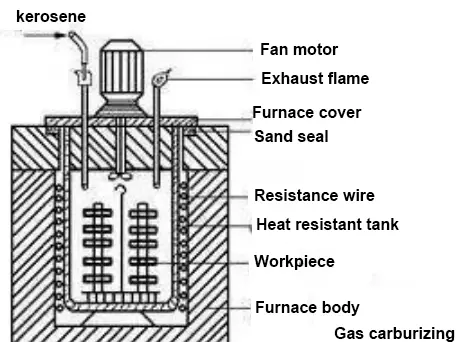
O processo típico da tecnologia de ligas de superfície é o tratamento térmico químico da superfície.
É um processo de tratamento térmico que envolve a colocação da peça de trabalho num meio específico para aquecimento e isolamento. Isto permite que os átomos activos do meio penetrem na superfície da peça e alterem a sua composição e organização química. Este processo altera a superfície da peça de trabalho, o que, por sua vez, altera o seu desempenho.
Comparado com a têmpera superficial, o tratamento térmico químico de superfície não só altera a estrutura superficial do aço, como também altera a sua composição química.
A cementação e a nitruração podem ser classificadas em elementos múltiplos e outros elementos, consoante os diferentes elementos utilizados.
O processo de tratamento térmico químico compreende três fases fundamentais: decomposição, absorção e difusão.
Os dois principais métodos de tratamento térmico químico de superfície são a cementação e a nitretação.
Comparação
Carburação
Nitridação
Objetivo
Melhorar a dureza da superfície, a resistência ao desgaste e resistência à fadiga da peça de trabalho, mantendo a boa tenacidade do coração.
Melhorar a dureza da superfície, a resistência ao desgaste e a resistência à fadiga da peça de trabalho, e melhorar a resistência à corrosão.
Material
Aço de baixo carbono contendo 0,1 ~ 0,25% C. O carbono elevado reduz a tenacidade do núcleo.
É amplamente utilizado em peças mecânicas, como aviões, automóveis e tractores; tais como eixo de engrenagem, árvore de cames, etc.
É utilizado para peças com elevada resistência ao desgaste e requisitos de precisão e peças resistentes ao calor, ao desgaste e à corrosão. Por exemplo, pequeno eixo de instrumento, engrenagem de carga ligeira e cambota importante, etc.
3. Tecnologia de película de conversão de superfície
1. Enegrecimento e fosfatação
Enegrecimento:
O processo de aquecimento do aço ou das peças de aço a uma temperatura adequada no ar, vapor ou produtos químicos para formar uma película de óxido azul ou preto na sua superfície é conhecido como "azulamento". O aço ou as peças de aço também podem ficar azuis durante o processo.
Fosfatação:
A fosfatação é um processo no qual uma peça de trabalho feita de aço, alumínio ou zinco é imersa numa solução de fosfatação (normalmente uma solução à base de fosfato ácido) e uma película cristalina de conversão de fosfato insolúvel em água é depositada na superfície.
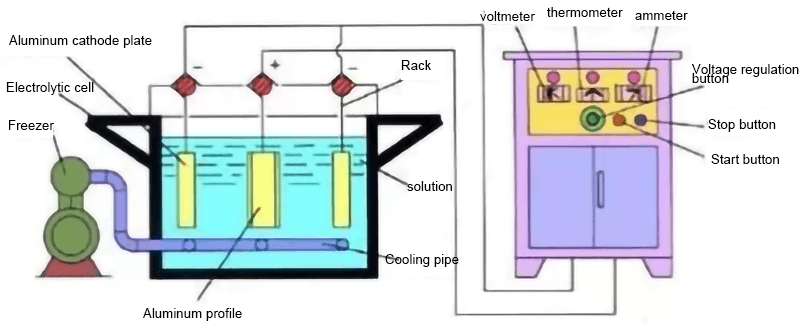
2. Oxidação anódica
Refere-se principalmente ao processo de criação de um revestimento de óxido na superfície do alumínio e das suas ligas.
Durante a anodização, as peças de alumínio ou de liga de alumínio são imersas num eletrólito ácido e actuam como ânodo sob a influência de uma corrente externa. Isto resulta na formação de uma película anti-corrosão e de oxidação que é firmemente combinada com o substrato na superfície das peças.
Esta película de óxido possui propriedades únicas, tais como proteção, decoração, isolamento e resistência ao desgaste.
Antes da anodização, devem ser efectuados o polimento, o desengorduramento, a limpeza e outros pré-tratamentos, seguidos de lavagem, coloração e selagem.
Aplicação: é normalmente utilizado no tratamento protetor de algumas peças especiais de automóveis e aeronaves, bem como no tratamento decorativo de artesanato e de produtos de ferragens de uso diário.
4. Tecnologia de revestimento de superfícies
1. Pulverização térmica
A pulverização térmica envolve o aquecimento e a fusão de metal ou nãomateriais metálicos e soprando-os continuamente sobre a superfície da peça de trabalho com gás comprimido. Isto cria um revestimento que é firmemente combinado com o substrato, permitindo que a superfície da peça de trabalho adquira as propriedades físicas e químicas necessárias.
A tecnologia de pulverização térmica pode melhorar a resistência ao desgaste, a resistência à corrosão, a resistência ao calor e o isolamento dos materiais.
Aplicações: aeroespacial, energia atómica, eletrónica e outras tecnologias de ponta em quase todos os domínios.
2. Revestimento sob vácuo
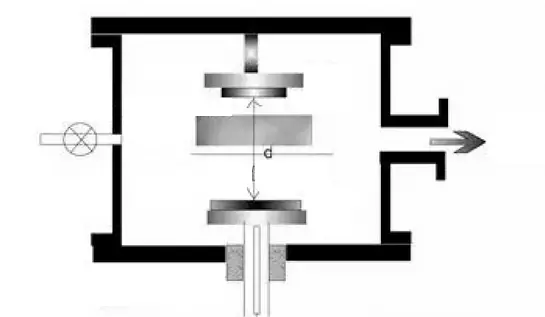
A galvanização a vácuo é um processo de tratamento de superfícies que envolve a deposição de várias películas metálicas e não metálicas numa superfície metálica através de destilação ou pulverização catódica em condições de vácuo.
A galvanização a vácuo pode produzir revestimentos de superfície muito finos. Além disso, oferece vantagens como alta velocidade, boa aderência e menos poluição.
Princípio da galvanização por pulverização catódica em vácuo
De acordo com os diferentes processos, a galvanização a vácuo pode ser dividida em evaporação a vácuo, pulverização catódica a vácuo e galvanização iónica a vácuo.
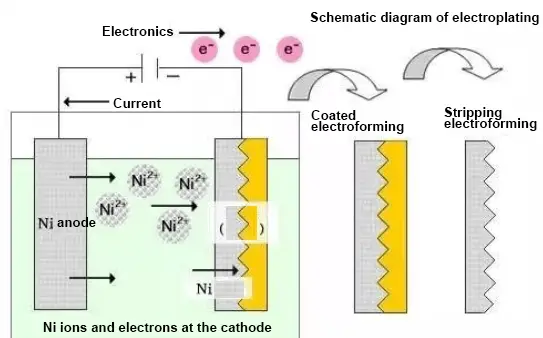
3. Galvanoplastia
A galvanoplastia é um processo eletroquímico e redox.
Para ilustrar a niquelagem: as peças metálicas são imersas numa solução de sal metálico (NiSO4) como cátodo, enquanto a placa de níquel metálico serve de ânodo. Ao ligar a fonte de alimentação de corrente contínua, será depositado um revestimento de níquel metálico nas peças.
Os métodos de galvanoplastia são classificados como galvanoplastia normal ou galvanoplastia especial.
4. Deposição de vapor
A tecnologia de deposição de vapor é uma nova tecnologia de revestimento que utiliza métodos físicos ou químicos para depositar substâncias em fase de vapor contendo elementos de deposição na superfície dos materiais. Isto cria películas finas.
A tecnologia de deposição de vapor é classificada em deposição física de vapor (PVD) e deposição química de vapor (CVD) com base nos diferentes princípios do processo de deposição.
Deposição física de vapor (PVD)
A deposição física de vapor é uma tecnologia que envolve a vaporização de materiais em átomos, moléculas ou iões através de métodos físicos em condições de vácuo. Uma película fina é subsequentemente depositada na superfície dos materiais através do processo de vaporização.
A tecnologia de deposição física inclui três métodos fundamentais: evaporação sob vácuo, pulverização catódica e revestimento iónico.
Deposição de vapor químico (CVD)
A deposição de vapor químico é um processo que envolve moldagem de metais ou películas de compostos na superfície de um substrato através da interação entre o gás misto e a superfície do substrato a uma temperatura específica.
As películas de deposição de vapor químico são amplamente utilizadas em várias indústrias, tais como fabrico mecânico, aeroespacial, transportes e indústrias químicas de carvão. Estas películas possuem propriedades únicas, incluindo boa resistência ao desgaste, resistência à corrosão, resistência ao calor e propriedades eléctricas e ópticas.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre o fascinante mundo da dureza dos metais? Nesta publicação do blogue, vamos mergulhar nos conceitos e métodos intrigantes por detrás da medição e melhoria da dureza dos...
Alguma vez se perguntou como calcular com precisão o peso do aço ou do metal para os seus projectos? Nesta publicação do blogue, vamos explorar o fascinante mundo do cálculo do peso do aço...
O que é que faz de um metal o mais forte? Neste artigo, exploramos o fascinante mundo dos metais, desde a incomparável resistência à tração do tungsténio até à incrível resistência à corrosão do titânio. Descubra como estes poderosos...
Como é que a chapa metálica evolui de matéria-prima para componentes intrincados nos nossos dispositivos quotidianos? Este artigo mergulha no fascinante mundo do fabrico de chapas metálicas, explorando materiais como o SPCC,...
Já se perguntou porque é que alguns metais são perfeitos para o seu projeto e outros não? Neste artigo, exploramos os factores-chave para selecionar o material metálico certo para o seu...
Já alguma vez se interrogou sobre os segredos escondidos nas superfícies brilhantes dos metais? Neste artigo fascinante, mergulhamos nos meandros da análise da composição dos metais. O nosso autor especialista,...
O ponto de fusão é um fator crítico a considerar no processamento de materiais metálicos. É definido como a temperatura à qual uma substância pura transita de um estado sólido para um estado...
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Os metais são classificados em ferrosos e não ferrosos, cada um com propriedades e utilizações únicas. Este artigo explora as características, aplicações e factos fascinantes sobre estes metais, desde o ferro comum ao...