Maquinação de veios longos: Minimizar a deformação por flexão
Já se perguntou porque é que os veios longos e finos se dobram durante a maquinagem? Este artigo revela as forças ocultas em jogo e oferece soluções práticas para aumentar a precisão. Saiba como minimizar a deformação e melhorar as suas técnicas de maquinagem para obter resultados óptimos.
Durante o processo de maquinação, muitas peças semelhantes a veios têm uma relação comprimento/diâmetro (L/d) superior a 25.
Sob os efeitos combinados das forças de corte, da gravidade e das forças de aperto das pontas, um eixo longo e fino, orientado horizontalmente, é suscetível de se dobrar ou mesmo de se instabilizar.
Por conseguinte, ao tornear estes veios, é necessário melhorar a sua distribuição de tensões.
Método de maquinagem: O torneamento com alimentação inversa é utilizado juntamente com uma série de medidas eficazes, tais como a seleção da geometria adequada da ferramenta, os parâmetros de corte, os dispositivos de fixação e a utilização de um apoio fixo para suportar o eixo.
1. Análise dos factores que causam a deformação por flexão durante o torneamento de veios longos e finos
Há dois tipos principais de tradição fixação métodos para tornear veios longos e finos num torno: um utiliza uma ponta e um centro, e o outro utiliza duas pontas.
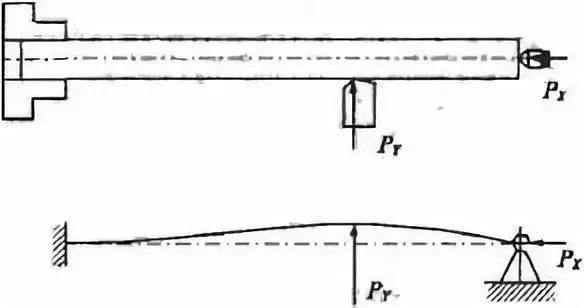
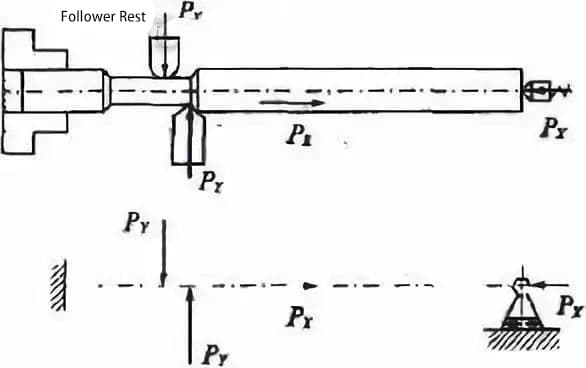
Aqui, analisamos principalmente o método de fixação de uma ponta e um centro, como mostra a Figura 1.
Figura 1. Método de fixação de uma ponta e um centro e análise da força.
Através da análise prática da maquinagem, as principais razões para a deformação por flexão de veios longos e finos durante o torneamento são:
(1) Deformação causada por forças de corte
Durante o processo de torneamento, as forças de corte geradas podem ser decompostas em força de corte axial PX, força de corte radial PY e força de corte tangencial PZ. As diferentes forças de corte têm efeitos diferentes na deformação por flexão de veios longos e finos durante o torneamento.
1)Efeito da força de corte radial PY
A força de corte radial é aplicada perpendicularmente ao plano que passa pelo eixo do veio longo e fino. Devido à fraca rigidez do veio longo e fino, a força radial dobra o veio, provocando a sua deformação no plano horizontal. O efeito da força de corte radial na deformação por flexão do veio longo e fino é mostrado na Figura 1.
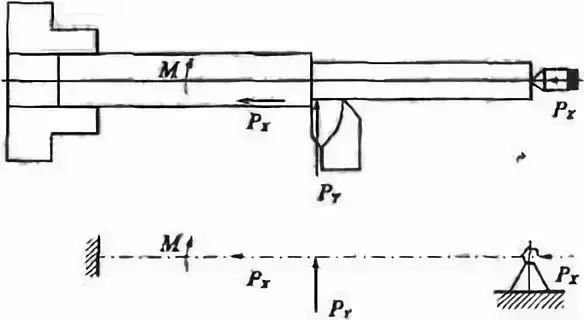
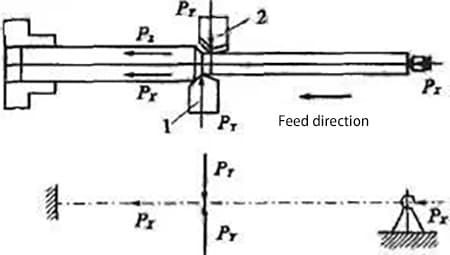
2)Efeito da força de corte axial PX
A força de corte axial é aplicada paralelamente ao eixo do veio longo e fino, criando um momento de flexão na peça de trabalho. Nos processos gerais de torneamento, o efeito da força de corte axial na deformação por flexão da peça de trabalho não é significativo e pode ser ignorado. No entanto, devido à fraca rigidez e estabilidade do veio longo e fino, quando a força de corte axial excede um determinado valor, o veio dobra-se longitudinalmente e causa deformação. Isto é mostrado na Figura 2.
(2) Efeito do calor de corte
O calor de corte gerado durante a maquinagem pode provocar a deformação térmica e o alongamento da peça de trabalho. Durante o torneamento, o mandril e o centro do cabeçote móvel são fixos e a distância entre eles permanece constante.
Como resultado, o alongamento axial do veio longo e fino é limitado pela distância fixa, levando à compressão axial e à deformação por flexão do veio quando este sofre uma expansão térmica.
Por conseguinte, melhorar a precisão da maquinagem de veios longos e finos é essencialmente uma questão de controlar as forças e a deformação térmica no processo.
2. Medidas para melhorar a precisão da maquinagem de veios longos e finos
Para melhorar a precisão da maquinagem de veios longos e finos, devem ser tomadas medidas diferentes de acordo com as diferentes condições de produção.
(1) Seleção do método de fixação adequado
Dos dois métodos de fixação tradicionais utilizados para tornear veios longos e finos num torno, a utilização de um método de fixação de ponto central duplo assegura um posicionamento preciso da peça e a coaxialidade.
No entanto, este método não é adequado para veios longos e finos com pouca rigidez, elevada deformação por flexão e vibração, e só é adequado para peças com baixa relação comprimento/diâmetro, pequenas tolerâncias de maquinação e elevados requisitos de coaxialidade.
Para maquinar veios longos e finos, é normalmente utilizado um método de fixação de uma ponta e um centro.
No entanto, se o centro do contra-ponto for demasiado apertado, pode não só dobrar o veio longo e fino, mas também impedir o seu alongamento térmico durante o torneamento, causando compressão axial e deformação por flexão.
Além disso, a superfície de aperto do mandril e o furo central do cabeçote móvel podem não ser coaxiais, causando um posicionamento excessivo após o aperto e resultando em deformação por flexão do eixo longo e fino.
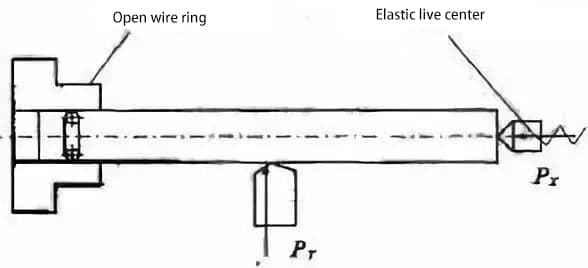
Por conseguinte, ao utilizar o método de fixação de uma ponta e um centro, deve ser utilizado um topo elástico para permitir que o veio longo e fino se alongue livremente devido à expansão térmica, reduzindo a deformação por flexão térmica.
Ao mesmo tempo, pode ser inserido um anel de arame aberto entre o mandril e o veio longo e fino para reduzir o comprimento de contacto axial entre eles, eliminar o sobre-posicionamento durante a instalação e reduzir a deformação por flexão, como se mostra na Figura 3.
(2) Redução direta da deformação por tensão de veios longos e finos
1)Utilizar um apoio fixo e um apoio central
Ao tornear veios longos e finos utilizando um método de fixação de uma ponta e um centro, para reduzir a influência da força de corte radial na deformação por flexão, são tradicionalmente utilizados um apoio fixo e um apoio central.
Isto acrescenta apoio ao veio longo e fino, aumentando a sua rigidez e reduzindo efetivamente o impacto da força de corte radial.
2)Utilização do método de fixação axial para rodar veios longos e finos
Embora a utilização de um apoio fixo e de um apoio central possa aumentar a rigidez da peça de trabalho e eliminar o impacto da força de corte radial, não pode resolver o problema da força de corte axial que dobra a peça de trabalho, especialmente no caso de veios longos e finos com grandes relações comprimento/diâmetro, em que a deformação por flexão é mais óbvia.
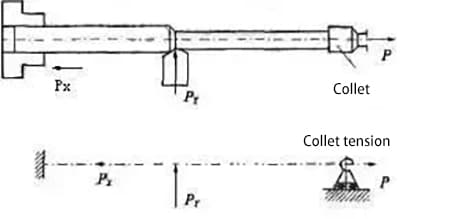
Por conseguinte, pode ser utilizado um método de fixação axial para tornear veios longos e finos. O torneamento por aperto axial refere-se a um processo em que uma extremidade do veio longo e fino é fixada por um mandril e a outra extremidade é fixada por um mandril de pinça especialmente concebido para aplicar tensão axial ao veio, como se mostra na Figura 4.
Durante o processo de torneamento, o veio longo e fino é constantemente sujeito a tensão axial, o que resolve o problema da força de corte axial que dobra a peça de trabalho.
Sob a ação da tensão axial, o grau de deformação por flexão causado pela força de corte radial é reduzido, e o alongamento axial causado pelo calor de corte é compensado, melhorando a rigidez e a precisão de maquinação do veio longo e fino.
3)Utilização do método de corte invertido para rodar veios longos e finos
O método de corte invertido refere-se a um processo em que o ferramenta de corte alimenta na direção do cabeçote móvel a partir da bucha do fuso durante o processo de torneamento do veio longo e fino, como mostra a Figura 5.
Desta forma, a força de corte axial gerada durante o processo de maquinagem faz com que o veio longo e fino fique sob tensão, eliminando a deformação de flexão causada pela força de corte axial.
Ao mesmo tempo, a utilização de um centro de cabeçote móvel elástico pode compensar eficazmente a deformação por compressão e o alongamento térmico da peça de trabalho desde a ferramenta de corte até à extremidade do cabeçote móvel, evitando a deformação por flexão da peça de trabalho.
Utilizando uma abordagem de ferramenta dupla para tornear veios longos e finos numa base de torno modificada com uma coluna de ferramentas traseira adicionada, tanto as ferramentas de corte dianteiras como traseiras podem ser utilizadas simultaneamente, como se mostra na Figura 6.
Duas ferramentas de torneamento são posicionadas radialmente em frente uma da outra, com a ferramenta da frente instalada na orientação correcta e a ferramenta de trás instalada em sentido inverso.
As forças de corte radiais geradas durante o torneamento com as duas ferramentas anulam-se mutuamente, resultando numa deformação e vibração mínimas da peça de trabalho e numa elevada precisão de maquinação, tornando-a adequada para a produção em lote.
4)O corte magnético é utilizado para tornear veios finos.
O princípio do corte magnético é semelhante ao do corte invertido. Durante o torneamento, o veio fino é esticado pela força magnética, reduzindo a sua deformação por flexão e melhorando a sua precisão de maquinação.
(3) Controlar razoavelmente a quantidade de corte.
A seleção da quantidade de corte tem um impacto na dimensão das forças de corte e na quantidade de calor de corte gerado durante o processo de corte. Por conseguinte, também afecta a deformação causada pelo torneamento de veios delgados.
1)Profundidade de corte (t)
Assumindo que a rigidez do sistema de maquinação é determinada, à medida que a profundidade de corte aumenta, as forças de corte e a quantidade de calor de corte gerado durante o torneamento também aumentam. Isto leva a um aumento da deformação causada pelas forças e calor aplicados ao veio delgado.
Por isso, ao tornear veios finos, recomenda-se minimizar a profundidade de corte tanto quanto possível.
2)Avanço (f)
O aumento da velocidade de avanço aumenta a espessura e as forças de corte, mas o aumento das forças de corte não é diretamente proporcional ao aumento da velocidade de avanço.
Assim, o coeficiente de deformação causado pelas forças aplicadas ao veio delgado diminuirá. Do ponto de vista da melhoria da eficiência de corte, o aumento da taxa de avanço é mais benéfico do que o aumento da profundidade de corte.
3)Velocidade de corte (v)
O aumento da velocidade de corte ajuda a reduzir as forças de corte. Isto deve-se ao facto de, à medida que a velocidade de corte aumenta, a temperatura de corte aumenta, a força de fricção entre a ferramenta e a peça de trabalho diminui e a deformação causada pelas forças aplicadas ao veio delgado é reduzida.
No entanto, uma velocidade de corte excessiva pode fazer com que o eixo fino se dobre devido a forças centrífugas, o que pode perturbar a suavidade do processo de corte.
Por conseguinte, a velocidade de corte deve ser controlada dentro de um determinado intervalo, e para peças com uma grande relação comprimento/diâmetro, a velocidade de corte deve ser adequadamente reduzida.
Para reduzir a deformação por flexão dos veios delgados durante o torneamento, é importante minimizar as forças de corte geradas durante o torneamento.
Entre os ângulos geométricos da ferramenta, o ângulo de inclinação, o ângulo de inclinação principal e o ângulo de inclinação têm a maior influência nas forças de corte.
1)Ângulo de inclinação (γ)
O ângulo de ataque (γ) afecta diretamente as forças de corte, a temperatura de corte e a potência de corte.
O aumento do ângulo de ataque pode reduzir a deformação plástica da camada de metal que está a ser cortada, resultando numa redução significativa das forças de corte.
Por conseguinte, ao tornear veios delgados, recomenda-se que se aumente o ângulo de inclinação da ferramenta tanto quanto possível, dentro do limite de assegurar que a ferramenta tem resistência suficiente. O ângulo de inclinação é geralmente considerado como γ=13°-17°.
2)Ângulo de inclinação principal (kr)
O ângulo de inclinação principal (kr) afecta a dimensão e a proporção das três forças de corte. À medida que o ângulo de inclinação principal aumenta, a força de corte radial diminui significativamente, enquanto a força de corte tangencial aumenta entre 60°-90°.
A proporção das três forças de corte é mais razoável na gama de 60°-75°. Ao rodar veios finos, é geralmente utilizado um ângulo de inclinação principal superior a 60°.
3)Ângulo de inclinação (λs)
O ângulo de inclinação (λs) afecta a direção do fluxo das aparas durante o torneamento, a força da ponta da ferramenta e a proporção das três forças de corte.
À medida que o ângulo de inclinação aumenta, a força de corte radial diminui significativamente, mas as forças de corte axial e tangencial aumentam.
A proporção das três forças de corte é mais razoável no intervalo de -10° a +10°. Ao tornear veios finos, um ângulo de inclinação positivo de 0° a +10° é normalmente utilizado para fazer com que as aparas fluam em direção à superfície a ser maquinada.
3. Conclusão:
Devido à fraca rigidez dos veios delgados, a grande deformação causada pelas forças e pelo calor durante o torneamento torna difícil garantir os requisitos de qualidade de maquinagem dos veios delgados.
No entanto, utilizando métodos de fixação adequados e métodos de maquinação avançados, seleccionando ângulos de ferramenta e quantidades de corte razoáveis, e outras medidas, os requisitos de qualidade de maquinação de veios delgados podem ser garantidos.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...