Como é que a dureza do aço para moldes H13 pode atingir 58HRC através de tratamento térmico?
Isto pode ser conseguido por aquecimento e têmpera a temperaturas entre 1050 e 1100℃, seguido de têmpera em óleo.
No entanto, não é necessário para trabalhos a quente aço para moldes para ter uma dureza tão elevada, uma vez que o seu desempenho será significativamente reduzido com uma dureza elevada.
Normalmente, uma gama de dureza de HRC46-50 proporciona um bom desempenho e durabilidade.
Após o tratamento térmico do molde, com que é que a superfície é branqueada?
- Pode ser lavado com ácido de aço inoxidável ou ácido clorídrico. O tratamento com jato de areia também pode ser adotado.
Se for utilizada uma máquina de trituração, o custo de processamento pode ser elevado, a quantidade de material processado pode ser grande, mas o tamanho do produto pode não cumprir a norma exigida.
Se o ácido clorídrico não for capaz de limpar a superfície, é provável que esteja a utilizar aço para moldes com um elevado teor de crómio. Trata-se de aço D2 ou H13?
A camada de óxido no aço com elevado teor de crómio é difícil de remover, mas pode ser lavada com um produto de limpeza ácido para aço inoxidável. Estes produtos de limpeza estão facilmente disponíveis em lojas de moldes ou de aço inoxidável.
A camada de óxido nos aços para moldes com elevado teor de crómio não pode ser facilmente removida com ácido clorídrico. No entanto, existem métodos alternativos disponíveis.
Depois de o molde ter sido polido com uma pedra de óleo, a superfície torna-se lisa. Pode utilizar-se uma pedra de amolar grossa ou uma cinta abrasiva para o lixar antes de efetuar o tratamento térmico. Em seguida, o molde pode ser novamente polido com uma pedra de óleo fina.
Outro método que algumas pessoas utilizam é começar por lixar o molde com uma roda de fibra para remover efetivamente a pele em branco. De seguida, procedem ao desbaste e polimento ou ao jato de areia.
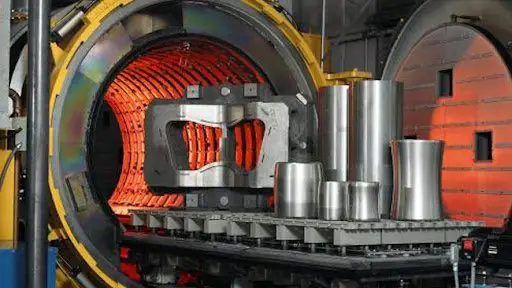
Como é que a instalação de tratamento térmico trata o metal?
A instalação de tratamento térmico dispõe de uma vasta gama de equipamentos, incluindo um forno de tipo descontínuo e um forno de fossa.
O forno de tipo descontínuo é o mais frequentemente utilizado e pode efetuar vários tratamentos térmicos, tais como recozimento, normalização, têmpera e revenido. É um forno aquecido eletricamente que é aquecido a uma temperatura pré-determinada antes de a peça de trabalho ser colocada no seu interior. Depois de atingir a temperatura desejada, a peça de trabalho é mantida quente durante algum tempo e depois é retirada ou arrefecida dentro do forno.
O forno de cuba é normalmente utilizado como equipamento de cementação e é enterrado no subsolo. Uma vez colocada a peça de trabalho no interior, esta é selada e depois imersa em líquidos ricos em carbono, como querosene ou metanol, a altas temperaturas. O líquido dissolve-se em átomos de carbono, que penetram na superfície da peça.
O tanque de arrefecimento é utilizado para o arrefecimento e contém uma solução aquosa ou óleo que é utilizado para arrefecer as peças endurecidas do forno de tipo batch. O processo consiste em colocar a peça de trabalho no tanque e aguardar um curto período de tempo antes de a retirar.
Outros dispositivos na fábrica incluem máquinas de alta frequência, que convertem uma corrente eléctrica de 50Hz numa corrente de 200KHz. O modelo mais comum tem uma potência máxima de 200Kw e possui uma bobina feita de um tubo de cobre com água de arrefecimento interna colocada no exterior da peça de trabalho. Em segundos, a superfície da peça de trabalho fica vermelha e, quando atinge a temperatura pré-determinada, uma camisa de água pulveriza a solução de arrefecimento sobre a superfície para completar o processo de arrefecimento.
Em resumo, a estação de tratamento térmico dispõe de uma série de equipamentos, entre os quais os acima mencionados
Porque é que os materiais Cr12 ou Cr12MoV ficam fissurados após o tratamento térmico?
Sem informações sobre o tamanho e a forma das peças, os requisitos de tratamento térmico e as técnicas de tratamento térmico adoptadas, a identificação das causas pode ser muito difícil.
Ambos tipos de aço pertencem à mesma categoria de aço lepidolite com elevado teor de crómio, que tem tendência para fissurar a frio. A técnica de tratamento térmico necessária para este aço é igualmente complexa.
Com base na minha experiência, podem ser utilizadas as seguintes técnicas de tratamento térmico:
Para obter dureza térmica e alta resistência ao desgaste, o aço pode ser temperado a 950-1000 ℃ e resfriado a óleo, resultando em um HRC> 58. Para obter melhores resultados, a temperatura de têmpera pode ser aumentada para 1115-1130 ℃, seguida de resfriamento a óleo.
Para moldes finos e finos, o resfriamento do ar pode ser usado e, para reduzir a deformação, o resfriamento com a solução salina é recomendado a uma temperatura entre 400-450 ℃.
A têmpera não deve ser feita abaixo de 300-375 ℃, pois isso pode reduzir a tenacidade da ferramenta e causar fragilidade na têmpera. É importante temperar imediatamente após a têmpera.
Se a têmpera for feita a uma temperatura acima de 1100 ℃, recomenda-se o revenimento duas a três vezes abaixo de 520 ℃.
É essencial notar que uma temperatura de têmpera elevada pode causar descarbonização. Por conseguinte, é aconselhável efetuar um tratamento de pré-aquecimento (recozimento esferoidizante) antes da têmpera.
Como distinguir peças tratadas termicamente de peças não tratadas termicamente?
Suplementar:
"O operário misturou acidentalmente uma peça em bruto não aquecida com um lote de peças bem tratadas termicamente. Ambas foram submetidas a um tratamento de jato de areia, pelo que é impossível diferenciá-las pela cor. Além disso, a sua dureza situa-se no intervalo HRC35-45, o que torna difícil distingui-las também com base na dureza. Então, como é que os podemos distinguir? Por favor, não sugira cortar a peça de trabalho para observar a estrutura metalográfica, pois isso danificaria o produto."
Respostas:
Se não conseguir identificar a dureza ou as cores oxidantes do tratamento térmico, sugiro que as identifique pelo som da batida.
A estrutura metalográfica de uma peça fundida e de uma peça de trabalho após têmpera e revenimento difere. Existe também uma diferença no consumo interno, que pode ser determinada pelo som da batida.
O que significa sobreaquecimento no tratamento térmico?
Se a temperatura de aquecimento especificada for excedida, o grão aumentará e várias propriedades mecânicas deteriorar-se-ão, como o aumento da fragilidade, a diminuição da tenacidade, a fácil deformação e a fissuração.
Para evitar o sobreaquecimento, é fundamental controlar a temperatura de aquecimento.
Se o aço estiver demasiado queimado, não pode ser corrigido por tratamento térmico ou maquinagem.
Causas:
- Existe uma forte segregação de carboneto nos materiais do molde, o que pode causar vários problemas.
- A maquinação mecânica ou a tensão de deformação plástica a frio podem afetar o desempenho do molde.
- Tratamento térmico incorreto, por exemplo, aquecimento ou arrefecimento demasiado rápido, utilização de um sistema de arrefecimento inadequado meio de arrefecimentoSe a temperatura de arrefecimento for demasiado baixa ou o tempo de arrefecimento demasiado longo, podem surgir problemas.
- Formas de molde complexas, espessuras irregulares, ângulos agudos e orifícios roscados podem resultar em tensões térmicas e estruturais excessivas.
- Uma temperatura de aquecimento de arrefecimento do molde demasiado elevada pode causar sobreaquecimento ou queimaduras excessivas.
- Uma têmpera inadequada ou intempestiva após a têmpera também pode afetar o desempenho do molde.
- O aquecimento do molde novamente sem recozimento intermediário após a têmpera pode ser prejudicial.
- Os processos de retificação inadequados durante o tratamento térmico também podem causar problemas.
- A maquinagem por electrosparking após o tratamento térmico pode criar tensões de tração elevadas e microfissuras na camada endurecida.
Medidas preventivas:
- É essencial um controlo rigoroso da qualidade dos materiais do molde.
- É necessário melhorar a tecnologia de recozimento de forjamento e esferoidização para eliminar carbonetos reticulares, em banda e em cadeia e para melhorar a uniformidade do tecido esferoidizado.
- Após a usinagem ou deformação plástica a frio, o molde deve ser submetido a um recozimento de desestressamento (> 600 ℃) antes da têmpera.
- Para moldes complicados, deve ser utilizado amianto para tapar o orifício roscado, ligar as secções perigosas e as paredes finas, e deve ser adoptada a têmpera graduada ou a têmpera isotérmica.
- O recozimento ou a têmpera a alta temperatura são necessários para reparar ou renovar o molde.
- O molde deve ser pré-aquecido antes da têmpera, pré-arrefecido durante o arrefecimento e deve ser utilizado um meio de arrefecimento deve ser selecionado.
- A temperatura e o tempo de aquecimento da têmpera devem ser rigorosamente controlados para evitar que o molde sobreaqueça e queime demasiado.
- O molde deve ser temperado atempadamente após a têmpera, e o tempo de preservação do calor deve ser suficiente. Os moldes complexos de alta liga devem ser temperados 2-3 vezes.
- A escolha da técnica de retificação e da mó correctas é crucial.
- É necessário melhorar a técnica de maquinagem com faíscas eléctricas e realizar a têmpera por descompressão.
Como aquecer grandes matriz de estampagemespecialmente para moldes de corte de arestas?
Para o tratamento térmico do molde, recomenda-se optar pelo tratamento térmico a vácuo para minimizar a deformação.
Para facilitar o tratamento térmico, os moldes podem ser divididos em pequenos pedaços e corte lento deve ser utilizado para garantir uma elevada precisão, um bom acabamento e uma deformação mínima. Se a folga for garantida, as rebarbas serão negligenciáveis. É aconselhável verificar a precisão do dispositivo utilizado.
Além disso, é possível que a resistência do molde convexo não seja suficiente. Também pode haver tensão residual em chapa metálica após o tratamento térmico, resultando em deformação durante o corte do fio. Para atenuar este fenómeno, sugere-se que se considere a pré-fresagem com grandes orifícios de corte de fio, seguida de tratamento térmico, deixando uma margem de 3-4 mm.
Causas e prevenção de manchas moles na superfície do molde?
Causas:
A superfície do molde apresenta uma camada oxidada, pontos de ferrugem e descarbonização parcial antes do tratamento térmico.
Se o meio de têmpera não for escolhido corretamente, ou se houver um excesso ou envelhecimento de impurezas no meio de têmpera, pode causar problemas após o molde ter sido temperado e aquecido.
Medidas preventivas:
Antes do tratamento térmico, é importante remover qualquer pele de óxido e manchas de ferrugem. Além disso, é crucial proteger adequadamente a superfície da matriz durante a têmpera e o aquecimento. Para o aquecimento, recomenda-se a utilização de um forno elétrico de vácuo, de um forno de banho de sal ou de um forno de atmosfera protetora.
Durante o processo de arrefecimento e aquecimento, é importante escolher o meio de arrefecimento adequado. Se o meio de arrefecimento for utilizado durante um período de tempo prolongado, deve ser filtrado ou substituído regularmente.
Estrutura deficiente antes do tratamento térmico?
Causas:
A estrutura original dos materiais de aço para matrizes apresenta frequentemente uma forte segregação de carbonetos.
Este facto pode ser atribuído a uma tecnologia de forjamento deficiente, como a utilização de temperaturas de aquecimento elevadas, deformação limitada, temperaturas de paragem de forjamento elevadas e velocidades de arrefecimento lentas, que dificultam a eliminação de carbonetos reticulares, em banda e em cadeia, impedindo assim o recozimento esferoidizante.
Além disso, uma tecnologia de recozimento esferoidizado deficiente, como temperaturas de recozimento excessivamente altas ou baixas, ou recozimento isotérmico tempo, pode levar a uma esferoidização irregular ou deficiente.
Medidas preventivas:
Ao selecionar o molde material de açoÉ importante ter em conta as condições de trabalho do molde, a quantidade de produção e a resistência e tenacidade do material. Recomenda-se a escolha de um molde de alta qualidade material de aço para garantir um desempenho ótimo.
Para melhorar o processo de forjamento, pode ser necessário adotar o tratamento térmico de preparação da normalização, que pode ajudar a eliminar qualquer não uniformidade de carbonetos reticulares e de cadeia e carbonetos nas matérias-primas. Nos casos em que o aço com elevado teor de carbono apresenta uma segregação grave de carbonetos que não pode ser forjada, o refinamento de soluções sólidas pode ser utilizado como método de tratamento.
Para obter o processo de recozimento esferoidizado desejado para os biletes forjados, é necessário formular especificações de processo correctas com base no tratamento térmico temperado e na técnica de recozimento esferoidizado rápido e uniforme.
Além disso, é importante garantir a uniformidade da temperatura do lingote no forno, implementando uma instalação razoável do forno.
Após a têmpera, a estrutura do molde é grande, o que causará a fratura do molde quando este é utilizado, o que afecta seriamente a vida útil do molde
Causas:
Misturar o aço do molde é um erro comum. A temperatura de arrefecimento necessária para o material do molde é muito inferior à do aço real (por exemplo, o aço GCr15 não deve ser tratado como aço 3Cr2W8V).
A esferoidização inadequada antes da têmpera é uma das principais causas da esferoidização deficiente no aço para moldes.
Uma temperatura de aquecimento de têmpera do molde excessivamente elevada ou um tempo prolongado de preservação do calor podem causar problemas.
A colocação incorrecta do molde no forno pode provocar um sobreaquecimento na proximidade do elétrodo ou da unidade de aquecimento.
Os moldes com uma alteração significativa da secção transversal exigem uma seleção adequada dos parâmetros do processo de têmpera e aquecimento para evitar o sobreaquecimento na secção fina e no ângulo agudo.
Medidas preventivas:
Deve ser efectuada uma inspeção rigorosa do aço antes da sua entrada no armazém para evitar misturas e desordens.
Antes da têmpera, é importante realizar o forjamento correto e o recozimento de esferoidização para garantir uma boa esferoidização.
Para garantir a têmpera e o aquecimento adequados do molde, as especificações do processo devem ser seguidas corretamente e a temperatura de aquecimento da têmpera e o tempo de preservação do calor devem ser rigorosamente controlados.
Devem ser efectuadas verificações e correcções regulares do termómetro para garantir que o instrumento está a funcionar corretamente.
Ao aquecer o molde no forno, este deve ser mantido a uma distância adequada do elétrodo ou da unidade de aquecimento.
Como tratar termicamente o aço Cr12MoV para fazer o molde a frio?
Tratamento de otimização de alta dureza, alta resistência ao desgaste e alta tenacidade:
- 980~1200℃ têmpera;
- Têmpera em óleo (óleo de máquina)
- Temperar a 400 ℃ por uma vez
- Temperar a 240 ℃ por uma vez
- HRC57~61
Qual é a razão para o aço H13 morrer rachando após o tratamento térmico (temperatura de têmpera 1100 ℃, resfriamento de óleo)?
A análise metalográfica pode ser efectuada para determinar se existe alguma descarbonização na superfície dos materiais. A descarbonização é uma causa comum de fissuração.
O H13 é um material comummente utilizado para matrizes de extrusão, e o requisito de dureza para este material não é muito elevado.
Eu recomendo tentar o tratamento térmico dentro da faixa de temperatura de 1030-1050 ℃.
Que material é normalmente utilizado para a coluna de guia e a manga de guia do molde? Que tipo de tratamento térmico deve ser adotado e que tipo de desempenho deve ser alcançado?
- Utilizar aço estrutural de carbono # 45 ou aço para ferramentas de carbono. A dureza do tratamento térmico de têmpera é de cerca de HRC45, inferior a HRC58~62. Parte-se facilmente mesmo com esta dureza elevada.
- De um modo geral, o SKD61 ou o SKD11 serão utilizados para os requisitos mais elevados. A dureza de têmpera do aço para moldes H13 tratado termicamente é de cerca de HRC51.
Quais são as utilizações do tratamento térmico no fabrico de moldes?
O papel do tratamento térmico no fabrico de moldes:
- Aumentar a dureza e a resistência ao desgaste, melhorando assim a sua vida útil;
- A resistência é reforçada e a deformação é reduzida para garantir a exatidão e a estabilidade da precisão do molde.
Análise das causas de falha do molde
A maioria das falhas nos moldes é causada por fratura, desgaste e deformação, sendo as principais razões um tratamento térmico inadequado e uma maquinação deficiente do molde. Por conseguinte, a seleção cuidadosa dos materiais, a formulação correcta do processo de tratamento térmico e a melhoria da qualidade do tratamento térmico são cruciais para prolongar a vida útil do molde.
O tratamento térmico do molde inclui o tratamento de pré-aquecimento e o tratamento térmico final, com o objetivo final de obter uma boa qualidade da superfície, resistência, plasticidade e tenacidade no molde.
As razões para a queda de peças de aço Cr12mov por peças após tratamento térmico
Causas possíveis:
Durante a têmpera, se a temperatura exceder o limite recomendado, pode levar ao sobreaquecimento, resultando em vários problemas, como grãos grosseiros, descarbonização grave, grandes martensitefratura de grão grosso, baixa tenacidade e plasticidade reduzida.
A temperatura de aquecimento elevada e o tempo prolongado de preservação do calor também podem causar uma descarbonização grave da superfície do material, uma estrutura de grão grosseiro, uma força de ligação fraca e uma redução significativa da plasticidade. Por isso, é essencial manter a temperatura e o tempo adequados durante o processo de têmpera para evitar estes problemas.
Sugestões:
- Verificar o equipamento de aquecimento;
- Ajustar a temperatura e o tempo de têmpera e revenido;
- Efetuar o teste do processo de tratamento térmico da amostra e efetuar a análise necessária do teste de desempenho.
Vantagens do tratamento térmico por banho de sal?
Vantagens:
- Aquecimento uniforme, pequena deformação
- Uma pequena quantidade de descarbonização sem oxidação
- O aquecimento rápido pode transformar rapidamente a estrutura interna da peça de trabalho
- Bom isolamento térmico e uniformidade de aquecimento
- Pode ser aquecido por tratamento com solução sólida
- Ampla aplicabilidade
- Capaz de efetuar um tratamento aproximado das entregas sem oxidação
Desvantagens:
- O ambiente de trabalho é mau e a peça de trabalho está, em certa medida, corroída
- A vida útil é relativamente curta
- O espaço de trabalho é pequeno e a potência é grande
- Os resíduos de sal são poluentes para o ambiente
Que método é utilizado para verificar o efeito do tratamento térmico?
- Basta verificar a dureza da superfície
- Verificar a profundidade da camada endurecida, a dureza do centro, o grau de estrutura da metalografia endurecida e o grau de estrutura da metalografia temperada.
O valor crítico de dureza da profundidade endurecida = Dureza mínima de endurecimento × 0,8。
Qual é o papel do tratamento de arrefecimento profundo do material do molde?
O tratamento de arrefecimento profundo é a continuação do processo de arrefecimento da peça de trabalho após a têmpera.
A aplicação na indústria de moldes é principalmente em aço para moldes a frio, aço de alta velocidade, aço para rolamentos, moldes a frio e acessórios de moldes
O arrefecimento profundo altera algumas propriedades mecânicas relacionadas. As principais funções são as seguintes:
- Melhorar a dureza e resistência da peça de trabalho
- Assegurar a precisão da dimensão da peça de trabalho para melhorar a resistência ao desgaste da peça de trabalho
- Melhorar a resistência ao impacto da peça de trabalho
- Melhorar a tensão interna distribuição da peça de trabalho
- Aumentar resistência à fadiga
- Melhorar a resistência à corrosão da peça de trabalho
Quais são as razões para a explosão do tratamento térmico Cr12MoV?
- O meio de arrefecimento está a arrefecer demasiado depressa (não se pode utilizar água salgada, água pura, etc.)?
- Antes da têmpera, pode não ser recozido corretamente, o que resulta num excesso de tensão interna
- Metalurgia deficiente do material (não metálico inclusão, estrutura em banda, carboneto eutéctico)
- Durante o arrefecimento, a temperatura do forno aumenta demasiado depressa
- Têmpera não atempada
O que é o reforço sem tratamento térmico?
Tratamento de superfície:
Como o duro cromagem para aumentar a resistência ao desgaste das peças.
Tiro descasque reforço:
A resistência à fadiga das peças pode ser muito melhorada sob tensão alternada.
Rolamento:
A ferramenta de laminagem é utilizada para aplicar pressão sobre a superfície de peças metálicas à temperatura ambiente. Isto provoca uma deformação plástica e modifica a forma microgeométrica da superfície metálica. Deste modo, a suavidade da superfície, a resistência à fadiga, a resistência ao desgaste e a dureza das peças são melhoradas.