Punção e matriz offset: métodos e técnicas de ajuste
Já se interrogou sobre como se consegue a precisão na metalurgia? O método de punção e matriz offset é uma técnica fundamental que permite ajustes precisos nos offsets, essenciais para a criação de formas metálicas específicas. Este artigo explica os componentes, padrões e métodos de utilização e ajuste destas ferramentas. Ao ler este artigo, ficará com uma ideia clara de como utilizar eficazmente e afinar o equipamento de punção e matriz offset para os seus projectos de metalurgia.
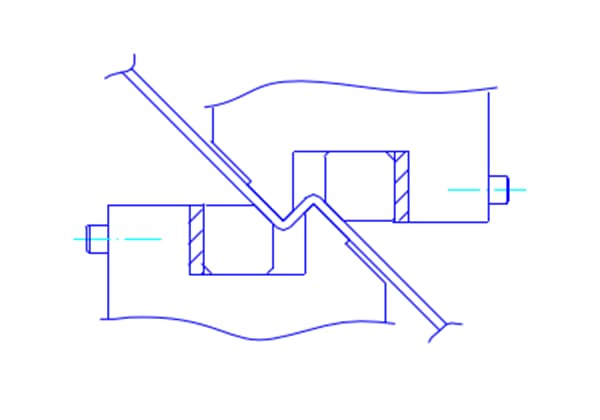
Este produto, mostrado na Figura abaixo, é composto por um corpo de molde e uma almofada, que pode criar aumentos e diminuições nos offsets, e efetuar a dobragem de segmentos diminuindo para a frente.
A almofada do componente principal é fixada com parafusos, e a espessura da almofada pode ser alterada, ou os ângulos da almofada podem ser alterados, e o desvio será alterado.
2. Padrões:
A espessura máxima de chapa aplicável é SPCC-2.3t.
A gama de desvios que podem ser produzidos é H=1~10MM.
2.1) O desvio do molde é determinado pela montagem da almofada e pelo ângulo do componente. Para obter informações sobre o desvio do molde, a montagem da almofada e a quantidade de chanfro do componente, consulte a Tabela 1.
Componente
Bisel de calço
0
1.4
2.9
4.3
4.9
7.8
9.2
0.5
6.72
5.92
5.06
4.26
3.91
2.25
1.14
1.0
7.15
6.33
5.47
4.66
4.32
2.66
1.85
2.0
7.95
7.15
6.28
5.48
5.14
3.48
2.67
4.0
9.58
8.79
7.93
7.12
6.78
5.11
4.31
Quadro 1
Fórmula para calcular a altura de desvio:
Altura do desvio = {11,0-(espessura do calço)}×0,574 + (quantidade do bisel)×0,819
No entanto, o desvio do produto é igual ao desvio do molde. O valor exato do desvio do molde para o produto é confirmado através da dobragem experimental de cada produto, com resultados correctos e errados.
2.2) Se o desvio H for pequeno, o ângulo θ aumentará.
2.3) O raio de curvatura R é geralmente menor ou igual a R2. Se o desvio H for pequeno, o ângulo R também diminuirá.
2.4) A almofada é classificada como um acessório de terceira classe, com 2 peças cada para 1,4t, 2,9t e 4,9t, e combinada com o componente do bisel.
3. Métodos para ajustar o molde utilizando um pino de ajuste
1)Primeiro, instale o molde superior; depois de colocar o molde inferior no assento de instalação do molde inferior, ajuste-o usando o pino de ajuste.
2)Se o deslocamento for relativamente pequeno (cerca de H = 1 ~ 2 mm), o molde também pode ser calibrado diretamente combinando os moldes superior e inferior.
3)Método de ajuste da escala do pino de ajuste:
(1) Ao ajustar a dimensão A, o desvio pode variar devido a diferenças na espessura da placa ou na forma de dobragem, e não pode ser generalizado. Este é apenas um intervalo de ajuste aproximado: A = V/3 + 0,245t;
(2) Medir a distância vertical entre os pontos a e b, e a distância vertical entre as duas extremidades do molde deve ser igual.
4)Precauções para utilizar a ferramenta de pinos de ajuste:
4)-1 Primeiro, combine o bisel e o calço de acordo com a altura do desvio e instale os moldes superior e inferior, mas não fixe primeiro o molde inferior.
4)-2 O ajuste da fixação do pino de ajuste deve ser consistente com (0,245t) e a espessura da placa correspondente. Após o ajuste para a escala correspondente, todos os parafusos devem ser apertados.
4)-3 Como mostra a figura abaixo, coloque dois pinos de ajuste simétricos no molde inferior, alinhe-os com o molde superior e pressione para baixo até cerca de 1 tonelada ou menos. Depois de fixar o molde inferior, retire o acessório.
4)-4 A dimensão A mostrada na figura acima pode mudar teoricamente devido ao desvio e à espessura da placa. Como este dispositivo de fixação define automaticamente o desvio, apenas a espessura da chapa pode ser ajustada de acordo com A = 0,245t. Existem dados teóricos e ensaios reais de dobragem, e o melhor ângulo deve ser adotado (especialmente para dobragem com diferentes espessuras de chapa ou dobragem de ângulo rombudo, etc.).
Aviso: Não utilizar mais do que a resistência à compressão especificada para o molde;
Se for detectado algum dano no molde, interromper imediatamente a sua utilização.
O molde deve ser instalado estritamente de acordo com os procedimentos operacionais.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como é que uma simples folha de metal se transforma em formas complexas? Esta publicação do blogue mergulha no fascinante mundo das máquinas de prensar e das matrizes de dobragem. Descubra...
Imagine comprar uma prensa dobradeira e perceber que ela não atende às suas necessidades - um erro caro! Este guia explica os princípios críticos e os factores a considerar ao comprar uma prensa dobradeira. De...
Atenção a todos os entusiastas da metalomecânica! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não procurem mais! Neste post do blogue, vamos mergulhar no mundo da prensa...
Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso especialista...
Já se perguntou porque é que os seus projectos de chapa metálica nem sempre se encaixam perfeitamente? A chave está na compreensão da tolerância de dobragem. Este conceito garante uma dobragem precisa e reduz o desperdício de material. Neste...
Alguma vez se debateu com problemas de retorno elástico na estampagem e quinagem de metais? Este artigo aborda técnicas práticas para minimizar estes problemas comuns, melhorando a precisão dos seus projectos de metalurgia. Saiba mais sobre o...
Como é que uma máquina de dobragem pode revolucionar o processamento de chapas metálicas? Este artigo explora três técnicas inovadoras para dobradoras de painéis de chapa metálica: achatamento, arredondamento e dobragem moldada. Ao compreender estes métodos, os leitores...
Já se perguntou porque é que as suas dobras de metal nem sempre são perfeitas? O segredo está no coroamento da prensa dobradeira, uma técnica que garante precisão e qualidade no fabrico de metal. Este artigo irá revelar...
Já alguma vez se perguntou como é que uma prensa dobradeira molda o metal com tanta precisão? Este artigo revela as partes e funções fascinantes de uma prensa dobradeira, mostrando-lhe o seu papel essencial...