Operação da guilhotina: Dicas e técnicas de especialistas
Já alguma vez se interrogou sobre como se consegue um corte de precisão em maquinaria pesada? Este artigo revela os segredos por detrás do funcionamento e ajuste da guilhotina. Saiba como garantir a segurança, manter a eficiência e conseguir sempre o corte perfeito. Prepare-se para explorar os passos essenciais e as dicas de especialistas que fazem toda a diferença.
a. Familiarize-se com o conteúdo do manual e compreenda a estrutura principal da máquina, o método de funcionamento e as precauções de manutenção de segurança.
b. Limpar a superfície da máquina de antiferrugem óleo, o que pode ser feito com gasolina ou querosene, mas não com detergente dissolvente.
c. Limpar o depósito de óleo antes de o reabastecer. O depósito de óleo não deve ter quaisquer impurezas. Reabastecer com óleo novo, YB (c) -N32 ou YB (c) -Óleo hidráulico N46filtrado com um distribuidor de combustível cuja precisão de filtragem não seja inferior a 5 μm, até que o nível do óleo esteja acima de quatro quintos da posição indicada pelo indicador de nível. O óleo hidráulico Mobil AFT-25 tem o melhor efeito após repetidos testes. O óleo hidráulico anti-desgaste YB-N32 é recomendado a baixas temperaturas (cerca de 5 ℃) no inverno. Deixar a máquina ao ralenti durante um período de tempo e instalar um aquecedor no sistema hidráulico, se necessário. A temperatura do óleo no sistema hidráulico em funcionamento normal não deve exceder 75 ℃. Instale um arrefecedor se a temperatura do óleo for demasiado elevada.
d. Adicionar massa lubrificante a todas as peças móveis de acordo com o manual. e. Ligar a fonte de alimentação, colocar o interrutor do quadro elétrico na posição "1", não ligar o motor da bomba de óleo e verificar se as válvulas hidráulicas e os componentes eléctricos relevantes funcionam normalmente de acordo com as várias especificações do processo e modos de funcionamento.
Funcionamento da máquina
(1) Premir o botão de arranque do motor para ligar o motor principal, verificar se o sentido de rotação do motor está de acordo com o sentido de rotação indicado na etiqueta da bomba de óleo e verificar o sentido de rotação do motor observando o acoplamento.
Se não for consistente, parar imediatamente.
Ao mudar a direção do motor, os profissionais devem cortar a alimentação e mudar a fase da linha de entrada.
Quando houver ar no sistema de tubagem, prima os botões de arranque e paragem alternadamente durante várias vezes. Depois de o ar ser descarregado, a bomba de óleo pode entrar em funcionamento normal.
(2) A operação pormenorizada da programação de um novo produto deve ser realizada após a leitura detalhada do manual de operação do sistema elétrico e do manual de operação.
Regulação da máquina
A máquina-ferramenta foi ajustada e testada com exatidão antes de sair da fábrica. No entanto, todos os ajustes podem ser alterados durante o transporte. Por isso, os controlos seguintes devem ser efectuados antes da utilização formal.
(1) Ajuste da folga da lâmina
A folga da lâmina da máquina é ajustada automaticamente pelo sistema de controlo numérico. O ajuste correto da folga da lâmina afecta diretamente a qualidade de corte da chapa metálica e a vida útil da lâmina.
Para obter uma face final de corte de alta qualidade, deve ser selecionada uma folga razoável da lâmina de acordo com o material a ser cortado. Os seguintes métodos são recomendados para ajustar a folga da lâmina.
O aço de baixo carbono com uma resistência à tração σB = 370-400 MPa e alongamento δ= 35% é utilizado como referência de ajuste, e a folga da lâmina é selecionada de acordo com 8% da espessura da placa. Para os valores médios e aço de alto carbono com baixo alongamento, o valor da folga da lâmina deve ser superior ao do aço de baixo carbono com a mesma espessura.
Ao cisalhar aço inoxidável chapa de açoA folga da lâmina depende do seu alongamento, e a lâmina para cisalhar aço inoxidável deve ser utilizada porque o alongamento de alguns aços inoxidáveis é superior ao do aço de alto carbono com a mesma resistência.
Atenção:
a) Depois de ajustada a folga da lâmina, a máquina deve funcionar em vazio pelo menos uma vez antes do corte formal.
b) Ao cisalhar materiais plásticos, a folga da lâmina deve ser ligeiramente menor; ao cisalhar materiais frágeis, a folga da lâmina deve ser ligeiramente maior.
c) Depois de ajustar a folga da lâmina de cada vez, deve ser efectuado um corte experimental.
(2) Ajustamento do ângulo de corte
O ângulo de corte da máquina é ajustado automaticamente pelo sistema de controlo numérico.
O ângulo de corte pode ser alterado ajustando a quantidade de óleo na câmara superior do cilindro de óleo auxiliar.
Aumentar o ângulo de corte torna a peça de trabalho mais fácil de deformar, enquanto que reduzi-lo torna-a mais suscetível de produzir rebarbas.
Atenção:
a) Após cada regulação do ângulo de corte, a máquina deve funcionar em vazio pelo menos uma vez antes do corte formal.
b) Quando os requisitos de corte não são elevados, a largura mínima do material estreito que pode ser cortado não deve ser inferior a 3 vezes a espessura da placa; caso contrário, a lâmina é suscetível de ser danificada.
c) Para obter peças de cisalhamento lisas sem distorção e deformação, a largura mínima da placa de cisalhamento deve ser superior a 15 vezes a espessura da placa, mas não inferior a 80 mm.
d) Quanto maior for a largura da chapa de corte, menor será a deformação.
(3) Remoção e instalação da lâmina
Não.
Nome
Não.
Nome
1
Porta-ferramentas
5
Cilindro de prensagem
2
Lâmina superior
6
Guarda-corpo frontal
3
Lâmina inferior
7
Placa de cobertura
4
Mesa de trabalho
8
Parafuso de regulação
A configuração padrão das lâminas superior e inferior da máquina é de duas peças de emenda de facas, o que tem a vantagem de ser conveniente para moer e não requer um moedor especial.
O comprimento total das lâminas superior e inferior pode ser configurado de acordo com as necessidades dos utilizadores.
a) Remoção da lâmina
Ligar a máquina, ajustar a folga da lâmina para um valor máximo de 0,64 mm, ajustar o ângulo de corte para 1,0°, fazer subir e descer o porta-ferramentas durante vários ciclos, fechar a máquina-ferramenta e retirar a vedação de proteção e a placa de cobertura do cilindro de prensagem.
Retirar primeiro a lâmina inferior:
Desaperte todos os parafusos de fixação das duas lâminas inferiores, segure uma das lâminas inferiores com um longo esquadro de madeira na parte de trás da máquina-ferramenta para evitar que esta vire para trás, retire os parafusos da lâmina e puxe a lâmina para fora da parte lateral da máquina-ferramenta.
Retirar a outra lâmina da mesma forma.
Em seguida, retirar a lâmina superior:
Desapertar todos os parafusos de fixação das duas lâminas superiores, colocar dois quadrados de madeira adequados entre uma lâmina superior e a bancada de trabalho e fixar a lâmina superior. Retirar os parafusos da lâmina, soltar lentamente os esquadros de madeira e retirar a lâmina superior da parte lateral da máquina-ferramenta.
Retirar a outra lâmina superior da mesma forma.
b) Instalação da lâmina
A ordem de instalação da lâmina é a inversa da ordem de remoção da lâmina.
Instale primeiro a lâmina superior:
Inserir dois esquadros de madeira adequados numa extremidade entre o porta-ferramentas e a bancada de trabalho, inserir uma lâmina superior a partir dessa extremidade, segurá-la com dois esquadros de madeira e instalar os parafusos na lâmina sem apertar.
De seguida, instale outra lâmina superior da mesma forma.
Utilize estes dois quadrados de madeira para pressionar uma lâmina superior para cima, de modo a que a lâmina superior fique totalmente próxima da superfície de encaixe da aresta da lâmina do suporte da ferramenta.
Em seguida, apertar sucessivamente os parafusos da lâmina, desde a junta da faca até ao bordo.
Aperte os parafusos da lâmina na outra lâmina da mesma forma.
Em seguida, instalar a lâmina inferior:
Introduzir duas lâminas inferiores de ambos os lados da máquina e segurar a lâmina inferior com um longo esquadro de madeira na parte de trás da máquina-ferramenta.
Primeiro, instale todos os parafusos e, em seguida, aperte os parafusos da lâmina inferior a partir da junta da faca para ambas as extremidades.
Depois de instaladas as lâminas superior e inferior, instale sucessivamente a placa de cobertura e a vedação de proteção.
Atenção:
a) Ao retirar a lâmina, a lâmina é pesada e afiada. O operador deve ter muito cuidado e usar luvas antes de a utilizar.
b) A força de aperto do parafuso da lâmina é de 35N - M.
(4) Retificação de lâminas
A lâmina deve ser rectificada regularmente.
Depois de a lâmina ficar romba, se continuar a ser utilizada, a estrutura externa do grão da lâmina será danificada devido à pressão excessiva, o que não só danificará a máquina como também resultará numa má qualidade de corte.
Após a moagem da lâmina, os grãos da camada exterior podem ser removidos.
As lâminas superior e inferior da máquina têm quatro arestas de corte. A retificação é necessária quando o raio de filete da lâmina é superior a 0,25 mm.
A quantidade de retificação unilateral é de 0,5 mm e a margem de retificação de cada lâmina é de 4 mm (2 mm de um lado).
Se a retificação da lâmina das tesouras de chapa normalmente utilizadas for efectuada de acordo com este método, a quantidade de retificação será a mais pequena e a vida útil será a mais longa.
(5) Ajuste da uniformidade da folga da lâmina
Depois de a lâmina ser rectificada ou substituída, a uniformidade da folga da lâmina deve ser verificada novamente e ajustada da seguinte forma:
a) Ligar a máquina-ferramenta, ajustar o ângulo de corte para 0°, tornar as lâminas superior e inferior paralelas e ajustar a folga da lâmina para um valor máximo de 0,64 mm.
b) Desligar a bomba de óleo e ajustar manualmente a válvula de estrangulamento para 120, de modo a que o suporte da ferramenta se desloque lentamente para baixo até que as lâminas superior e inferior coincidam em 1-2 mm em todo o comprimento.
Por outras palavras, fechar a válvula de estrangulamento para assegurar que o suporte da ferramenta não desliza para baixo.
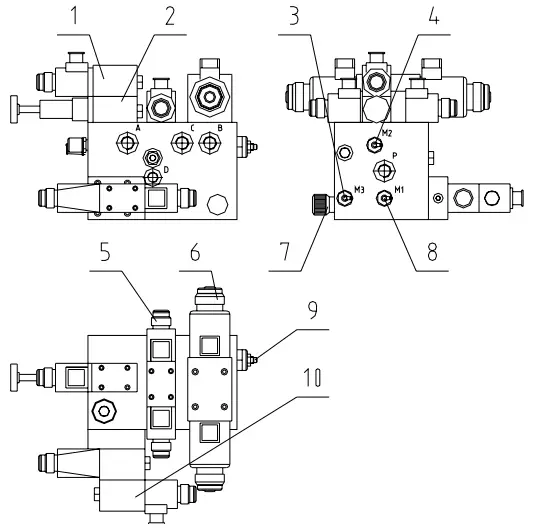
Disposição da pilha de válvulas
Não.
Item
1
Válvula de controlo do cilindro de pressão 140
2
Válvula redutora de pressão do cilindro de pressão 50
3
Ponto de medição da pressão de apoio da câmara inferior
4
Ponto de medição da pressão do cilindro de pressão
5
Válvula de controlo do ângulo de corte 70
6
Válvula de controlo do descanso da ferramenta 60
7
Válvula do acelerador 120
8
Ponto de medição da pressão principal
9
Válvula de suporte da câmara inferior 80
10
Válvula de controlo da pressão principal 20 / 30
c) Abrir a porta do armário elétrico, premir e manter premido o contactor CA 1KM2 que reduz a folga da lâmina, monitorizar o valor real da folga da lâmina através da página do volante, ajustar a folga entre as lâminas superior e inferior para um mínimo de 0,08 mm e fechar a porta do armário elétrico.
d) Desaperte os parafusos de pressão e as porcas nos dois suportes da mola do disco, desaperte as porcas nos quatro parafusos de ajuste do espaçador na parte de trás e ajuste os quatro parafusos de ajuste para tornar a distância de ambas as extremidades da lâmina superior a ambas as extremidades da lâmina inferior consistente (ao ajustar uma extremidade, os parafusos de ajuste superior e inferior têm de ser ajustados ao mesmo tempo).
Medir com um calibrador de folgas; a folga deve situar-se entre 0,05 mm e 0,1 mm.
Em seguida, aperte as porcas dos quatro parafusos de regulação e os parafusos de pressão e as porcas dos dois suportes da mola de disco.
Desenho estrutural da calha de guia do descanso da ferramenta
Não.
Item
1
Redutor de rosca sem-fim
2
Parafuso de regulação
3
Porca de ajuste
4
Suporte da mola de disco
5
Glândula
e) Ajuste o parafuso de ajuste no suporte da ferramenta da esquerda para a direita e verifique a folga da borda com um calibrador de folga de 0,05 mm e 0,1 mm. Certifique-se de que o calibrador de 0,05 mm consegue passar, mas o calibrador de 0,1 mm não.
f) Após o encerramento, reiniciar a máquina, ajustar o ângulo de corte para o máximo e, em seguida, fechar a bomba de óleo. Ajustar a válvula de aceleração para 120, para que o porta-ferramentas desça lentamente, e verificar se a folga da lâmina de cada secção é a mesma que o valor de folga originalmente definido pelo sistema.
Caso contrário, desaperte os quatro parafusos de ajuste na parte de trás e ajuste a folga da lâmina para o mesmo valor que a folga originalmente definida para o sistema.
g) Voltar a apertar a manga de bloqueio no potenciómetro e ajustar a posição do interrutor de curso de ajuste da folga.
(6) Regulação do batente traseiro
Batente traseiro
Não.
Item
1
Porca de bloqueio
2
Parafuso de regulação
3
Parafuso M8 × 30(GB70-85)
4
Parafuso M8 × 35(GB85-88) Porca M8 (GB6170-86)
a) Ajuste do ângulo
O ângulo da superfície de posicionamento do batente traseiro deve ser consistente com o ângulo de funcionamento do suporte da ferramenta. Caso contrário, quando o ângulo de corte mudar, a superfície de posicionamento do batente traseiro mudará e o posicionamento do batente traseiro será impreciso.
Para verificar o ângulo da superfície de fixação do batente traseiro, colocar um relógio comparador nas paredes de ambos os lados da máquina e apontar a cabeça para a superfície de fixação.
Quando o porta-ferramentas desce, a mudança de leitura do relógio comparador não deve ser superior a 0,05 mm.
Se for superior a 0,05 mm, ajuste os parafusos M8×30 (GB70-85) e M8×35 (GB85-88).
b) Ajuste do paralelismo
Desaperte a porca de bloqueio, rode o parafuso de ajuste, meça a distância de ambas as extremidades da superfície de localização do batente traseiro até ao gume inferior da faca com uma régua de profundidade e, em seguida, aperte a porca de bloqueio depois de o erro não exceder 0,05 mm.
Tentar cortar a placa e verificar o paralelismo. Se houver algum desvio, continuar a ajustar.
A distância entre o meio da superfície de localização do batente traseiro e o gume inferior da faca deve ser ligeiramente maior do que em ambas as extremidades.
Se o desvio da distância entre ambas as extremidades da superfície de localização do batente traseiro e o gume da faca inferior for demasiado grande, desaperte os parafusos que suportam a placa de transição que liga o servomotor. De seguida, desaperte os parafusos de ligação entre o suporte e a placa de transição para que a correia dentada síncrona possa ser desapertada.
Em seguida, rode o fuso de esferas de um lado para que a distância entre ambas as extremidades da superfície de localização do batente traseiro e o gume inferior da faca seja praticamente a mesma.
Em seguida, instalar a correia dentada síncrona, apertar os parafusos de ligação e apertar a correia dentada síncrona.
Em seguida, ajustar o paralelismo, e o método de ajustamento é o mesmo que o anterior.
(7) Regulação da pressão do sistema hidráulico
Os valores de pressão da máquina-ferramenta foram definidos de acordo com as especificações de trabalho antes de saírem da fábrica.
O utilizador não precisa de o ajustar por si próprio, mas após a revisão da máquina ou a substituição dos componentes hidráulicos, pode ser necessário um ajuste.
Se o utilizador precisar de ajustar a pressão do sistema, a válvula 30 deve ser ajustada de acordo com a pressão máxima de funcionamento (25 MPa) do sistema hidráulico.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como pode garantir que a sua guilhotina funciona em segurança e dura mais tempo? Este artigo explora práticas de manutenção essenciais para tesouras de guilhotina, desde verificações diárias a revisões anuais. Ficará a conhecer as principais...
Com que frequência deve lubrificar a sua guilhotina para garantir o seu desempenho ótimo? Neste artigo, aprofundamos as práticas de lubrificação essenciais que mantêm este equipamento vital a funcionar sem problemas....
Já alguma vez se perguntou como é que folhas de metal maciças são cortadas com precisão e com o mínimo de esforço? Neste artigo, exploramos o fascinante mundo das guilhotinas hidráulicas. Ficará a saber mais sobre...
Alguma vez enfrentou o desafio de mudar as lâminas de uma guilhotina hidráulica? Este guia detalhado acompanha-o ao longo do processo, garantindo segurança e precisão em cada passo. Desde a desmontagem inicial...
O que distingue as tesouras de guilhotina hidráulicas das tesouras de viga oscilante e porque é que estas distinções são importantes para os seus projectos de metalurgia? Este artigo explora as principais diferenças, incluindo o movimento da lâmina, a...
O que causa a falha do sistema hidráulico de uma guilhotina? Este artigo explora os problemas comuns, como a perda de pressão, o mau funcionamento das válvulas e a queda automática do calcador....
Já alguma vez se interrogou sobre como a precisão e a eficiência se conjugam no corte industrial? Este artigo explora o fascinante mundo das guilhotinas, descrevendo em pormenor as suas vantagens e desafios. Saiba como as guilhotinas mecânicas...
As suas tesouras de guilhotina estão a produzir cortes irregulares? Este guia explica os passos essenciais para garantir que as suas tesouras estão a funcionar corretamente. Aprenderá a medir a precisão geométrica, verificar o alinhamento da lâmina,...
Porque é que a sua guilhotina por vezes se recusa a arrancar, corta de forma imprecisa ou não funciona corretamente? Este artigo analisa as falhas comuns das guilhotinas e fornece dicas práticas para a resolução de problemas....