Porque é que o veio de saída se parte? Uma análise aprofundada da causa
Porque é que os veios de saída se partem com uma utilização intensiva? Este componente crucial falha frequentemente devido a falhas de conceção no seu ângulo R e no chanfro do orifício de óleo. Este artigo explora as principais causas dessas fraturas, incluindo fraquezas estruturais e endurecimento por indução insuficiente. Ao compreender estes mecanismos de falha, pode aprender a otimizar a conceção do veio e a melhorar a durabilidade dos sistemas mecânicos. Mergulhe para descobrir soluções práticas que melhoram o desempenho e evitam avarias dispendiosas.
O veio de saída da caixa de velocidades auxiliar é um componente crucial que suporta um binário significativo durante o funcionamento do veículo. Por conseguinte, requer uma elevada resistência.
Os requisitos técnicos do desenho incluem o uso de material 40Cr e endurecimento por indução de média frequência no ângulo R e spline. A profundidade da camada de endurecimento no ângulo R deve ser ≥ 5mm, e a camada de endurecimento no spline deve ser 5-8mm da parte inferior do dente. Adicionalmente, a dureza da superfície deve ser ≥ 55HRC. A matriz deve ser temperado e revenidoe a dureza deve ser de 235-265HBW.
No início de 2019, o mercado informou que o veio de saída da caixa auxiliar partia frequentemente quando os clientes conduziam entre 30000-100000 km. Através da análise das peças avariadas, foram identificadas as seguintes razões para as fracturas:
A estrutura do ângulo R do veio de saída é côncava, o que dificulta o endurecimento por indução. Isto resulta numa camada de têmpera pouco profunda e numa maior sensibilidade às fissuras de têmpera. As fissuras de endurecimento por indução foram encontradas no ângulo R durante a deteção real.
O chanfro do orifício de óleo do eixo de saída da caixa auxiliar é de 0,5 mm × 45°. Devido ao efeito do ângulo agudo, a fissuração por têmpera tende a ser grande, e as fissuras por têmpera estão presentes.
Este artigo apresenta uma análise das causas das fracturas do veio de saída na caixa auxiliar e propõe uma série de medidas de melhoria para resolver o problema. A análise baseia-se em princípios e as medidas são concebidas para resolver eficazmente o problema das fracturas do veio de saída na caixa auxiliar.
1. Análise de falhas
1.1 Análise de deteção de falhas
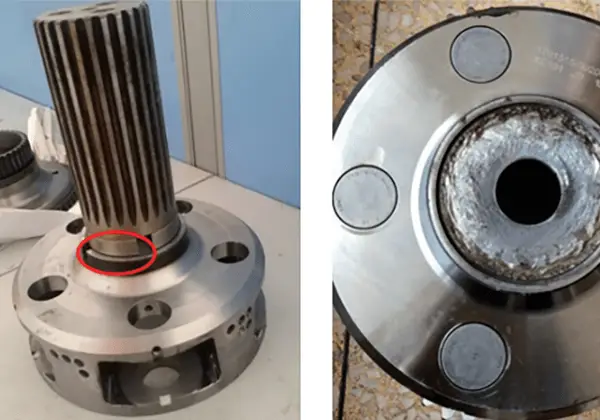
A figura 1 ilustra os componentes avariados do veio de saída na caixa auxiliar.
Especificamente, a Fig. 1a mostra o aspeto e a localização da fratura das peças que falharam, com o círculo vermelho a indicar a localização da fratura.
A fratura do veio de saída na caixa auxiliar ocorreu na posição do ângulo R da ranhura de retirada da ferramenta, como se pode ver na figura.
Adicionalmente, a Fig. 1b mostra a morfologia da fratura, que é caracterizada por uma fratura reta induzida pela rotação circunferencial do eixo.
Após a fratura, existem marcas de desgaste mútuo em ambas as extremidades, o que é consistente com as características da fratura por torção.
Fig. 1 Peças defeituosas do veio de saída da caixa auxiliar
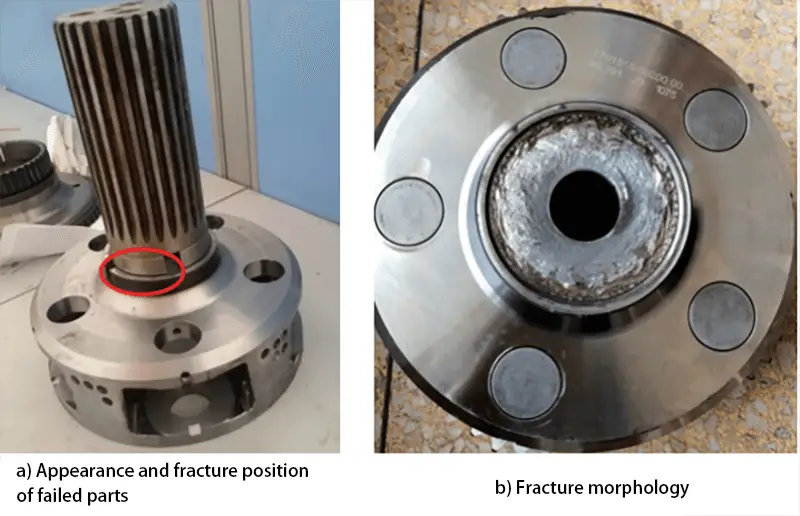
Os ensaios não destrutivos e a análise metalográfica foram efectuados tanto nos produtos acabados como nas peças defeituosas que foram devolvidas do mercado, e os resultados dos ensaios são apresentados no Quadro 1.
Como pode ser visto na tabela, os resultados da têmpera por indução das peças estriadas, tanto nos produtos acabados quanto nas peças com falha de mercado, atendem aos requisitos técnicos. A profundidade efetiva de endurecimento das peças estriadas é ≥ 5mm, e a estrutura metalográfica da camada endurecida é acicular de grau 4-5 martensite.
No entanto, os resultados da têmpera por indução no orifício de óleo da estria e no canto R não cumprem os requisitos técnicos pelas seguintes razões
O produto acabado apresenta fissuras de endurecimento por indução na posição do ângulo R e no orifício de óleo da estria.
A profundidade da camada de endurecimento por indução no canto R é pouco profunda, ou mesmo inexistente, e não ultrapassa 5 mm, conforme especificado nos requisitos técnicos.
Tabela 1 Resultados dos ensaios de partículas magnéticas e da análise metalográfica das peças acabadas e das peças defeituosas
Os resultados da inspeção acima referidos estão em conformidade com as características de fissuração da peça avariada. Isto deve-se ao facto de a camada de endurecimento por indução no canto R do veio de saída da caixa auxiliar ser insuficientemente profunda, não cumprindo os requisitos técnicos necessários. Além disso, desenvolveu-se uma fissura de endurecimento por indução no canto R, causando um baixo nível de resistência nesse local.
Durante o funcionamento do veículo, o canto R é incapaz de suportar grandes esforços de torção e acaba por fraturar. Além disso, estão presentes fissuras de endurecimento por indução no orifício de óleo da estria, e várias peças avariadas no mercado também registaram veios de saída da subcaixa partidos neste local.
Fig. 2 Resultados dos ensaios NDT e metalográficos
1.2 Análise da causa da falha
Os resultados da deteção de falhas revelam dois pontos de risco de fratura do veio de saída da caixa auxiliar: a posição do ângulo R e o orifício de óleo da estria.
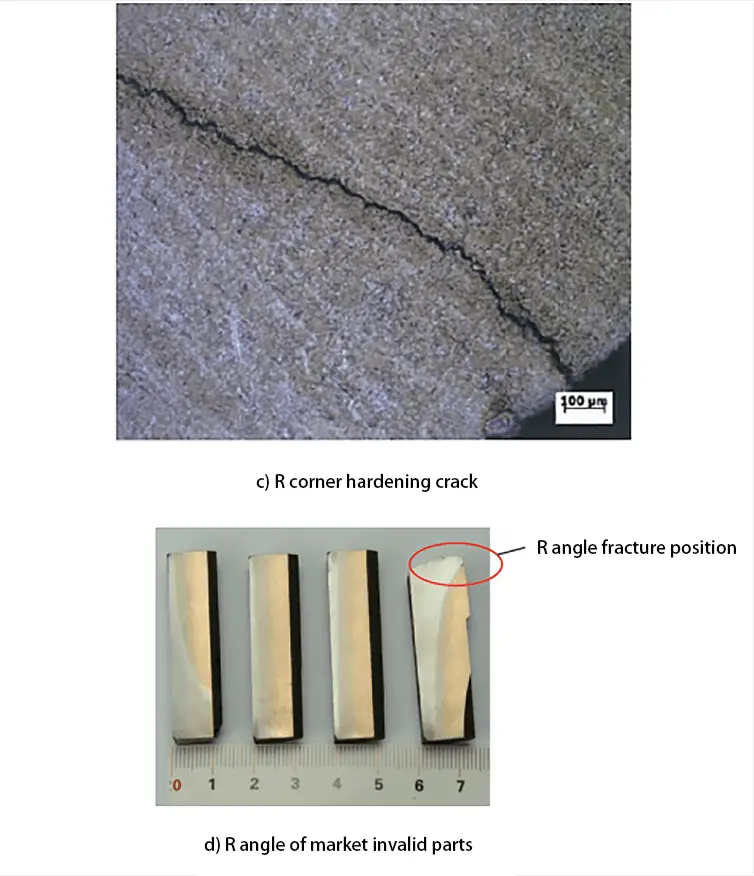
A Fig. 3a ilustra a estrutura da posição do ângulo R do produto acabado durante a produção. Mostra que o ângulo R é uma estrutura interna de R0,5 mm, que pode ter dois efeitos no endurecimento por indução.
Em primeiro lugar, o filete de transição na parte inferior do canto R da estrutura interna do tipo R é demasiado pequeno, provocando uma grande tensão de maquinagem na parte inferior da depressão do canto R, o que aumenta a sensibilidade das fissuras de endurecimento por indução.
Em segundo lugar, a distância entre a depressão do ângulo R da estrutura interna do tipo R e o indutor é relativamente grande.
A figura 3b ilustra a distribuição da corrente induzida durante o aquecimento por indução no canto R.
Como resultado do efeito de proximidade do aquecimento por indução, a corrente induzida diminui à medida que a distância do sensor aumenta. Assim, a corrente induzida diminui gradualmente das áreas 1 a 4, sendo a corrente induzida mais baixa encontrada na área 4, localizada na parte inferior do ângulo R, que é a mais afastada do indutor.
No mesmo tempo de aquecimento, enquanto as áreas 1 a 3 atingem a temperatura de aquecimento de arrefecimento necessária como um todo, a área 4 pode não atingir a temperatura de arrefecimento completa. Consequentemente, ocorre o arrefecimento por pulverização de água, causando martensite transformação nas zonas 1 a 3, mas apenas transformação parcial da martensite ou nenhuma transformação na zona 4.
Esta inconsistência na profundidade da camada endurecida das regiões 1 a 3 e da região 4 leva a uma deformação desigual devido à transformação estrutural dentro e fora do ângulo R. Além disso, a região 4 sofre tensões de tração devido à transformação estrutural, o que a torna suscetível à concentração de tensões de maquinagem, resultando, em última análise, em fissuras de arrefecimento durante o arrefecimento.
Além disso, como a área 4 é a mais distante do indutor, é a parte mais difícil para o endurecimento por indução, e a profundidade da camada de endurecimento nesta área é insuficiente.
A figura 3c ilustra a estrutura chanfrada do orifício de óleo no veio de saída do depósito auxiliar atualmente produzido. A dimensão de projeto do orifício de óleo é de 0,5 mm × 45°, o que não cumpre os requisitos de endurecimento por indução dos chanfros dos orifícios.
Para garantir a qualidade do endurecimento por indução, é necessário um chanfro ligeiramente maior, superior a 1 mm × 45°. Isto deve-se ao facto de um chanfro pequeno resultar em temperaturas elevadas à volta do orifício de óleo devido ao efeito de ângulo agudo do aquecimento por indução, levando à formação de fissuras de têmpera.
Além disso, a presença do orifício de óleo força a corrente induzida a contornar ambos os lados do orifício, resultando numa densidade desigual de correntes parasitas à volta do orifício. A densidade da corrente de Foucault em ambos os lados do furo ao longo da direção da corrente é elevada, enquanto a densidade em ambos os lados perpendiculares à direção da corrente é baixa. Isto cria uma área de alta temperatura num dos lados e uma área de baixa temperatura no outro, como se mostra na Figura 3d.
Devido a este aquecimento desigual, a profundidade de penetração da corrente e a espessura da camada endurecida após a têmpera são diferentes. A geração de tensões organizacionais e térmicas durante a têmpera por indução é a causa fundamental das fissuras de têmpera na borda do orifício de óleo. Além disso, o arrefecimento do bordo do orifício do óleo é mais intenso do que o de outras áreas durante o arrefecimento, tornando-o mais suscetível à formação de fissuras de arrefecimento.
Fig. 3 Ângulo R e orifício de óleo
2. Medidas de melhoria
2.1 Otimização estrutural do ângulo R e do chanfro do orifício de óleo
Com base na análise anterior, é evidente que a fratura do veio de saída da caixa auxiliar se deve a uma conceção deficiente da estrutura do ângulo R e do chanfro do orifício de óleo.
Consequentemente, foram desenvolvidas as seguintes medidas correctivas:
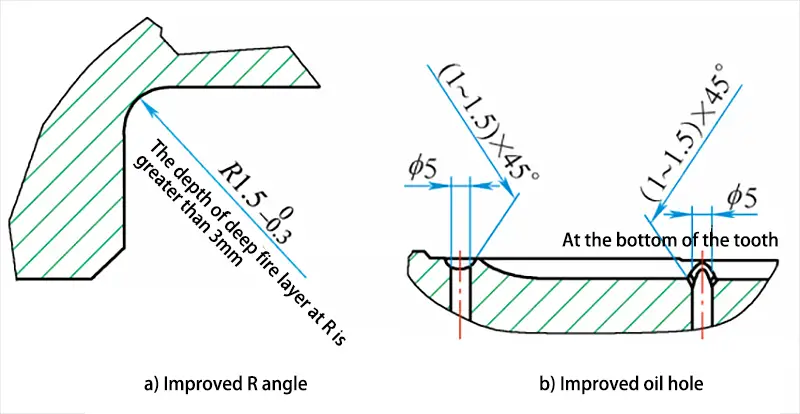
A estrutura do filete de transição foi modificada para R1.5mm, e a profundidade da camada de endurecimento por indução no filete optimizado deve ser ≥ 3mm.
A estrutura do chanfro do orifício de óleo foi melhorada para (1~1,5) mm × 45°.
A Figura 4a apresenta a estrutura optimizada para o ângulo R.
Durante o processo de tratamento térmico por indução, se a raiz do passo da peça de trabalho necessitar de endurecimento por indução, deve ser incorporado um filete de transição. Quanto maior for o filete, melhor será o resultado.
Esta conceção oferece uma boa processabilidade:
① Reduz a concentração de tensão na raiz do degrau e minimiza a tendência para fissuras durante a utilização.
② Reduz a dificuldade de têmpera por indução, garante o aquecimento uniforme da raiz do degrau, permite uma camada de endurecimento uniforme e contínua no degrau e aumenta significativamente a resistência.
A Figura 4b ilustra o design optimizado para o chanfro do orifício de óleo, com um tamanho de chanfro aumentado de (1~1,5) mm × 45 °. Nas mesmas condições de aquecimento, quanto maior for o chanfro do orifício para óleo, maior será a densidade de corrente no bordo do orifício para óleo e menor será a probabilidade de o bordo do orifício para óleo fissurar devido ao sobreaquecimento.
Fig. 4 otimização estrutural
2.2 Otimização do processo de endurecimento por indução
O método de arrefecimento por varrimento é utilizado para completar o arrefecimento do veio de saída da caixa auxiliar devido à grande área de arrefecimento e à pequena fonte de alimentação. A vantagem significativa da têmpera por varrimento é o facto de poder utilizar equipamento com menor capacidade para lidar com peças de grandes dimensões.
Para realizar a têmpera por varrimento, a peça de trabalho é colocada no indutor ou perto dele, permitindo que o indutor e a peça de trabalho se movam um em relação ao outro. O indutor liga uma corrente de alta ou média frequência para aquecer indutivamente a peça de trabalho até à temperatura de têmpera. Simultaneamente, o indutor ou o jato de água pulveriza a temperatura de têmpera meio de arrefecimento na parte da peça de trabalho que atingiu a temperatura de têmpera.
O processo de arrefecimento continua até que toda a área de arrefecimento da peça de trabalho seja tratada. Para parar o processo, a corrente do indutor é cortada primeiro, seguida da injeção do meio de arrefecimento de arrefecimento.
A figura 5 ilustra a conceção optimizada do círculo efetivo do indutor. Esta estrutura consiste num círculo completo que roda num ângulo específico (normalmente 45°) para assegurar o aquecimento adequado do plano e do ângulo R na secção variável. O anel efetivo está equipado com um "Π", e a ranhura do condutor magnético está inclinada para a área do ângulo R.
Tirando partido do efeito de ranhura do condutor magnético, a corrente de média frequência da bobina eficaz é expelida para a zona do ângulo R, reforçando assim o aquecimento da região do ângulo R. Para assegurar o rápido aquecimento do ângulo R, existe um intervalo de 3-5 mm entre a extremidade frontal da bobina eficaz e o ângulo R. Esta disposição permite que a temperatura de arrefecimento seja atingida em 10 segundos, conduzindo a uma distribuição ideal da camada de endurecimento.
No entanto, ao aquecer o ângulo R, o indutor deve permanecer nesta área durante um período específico para obter uma profundidade de camada de endurecimento suficiente no ângulo R. Durante este tempo, as estrias adjacentes acima do ângulo R também estão a ser aquecidas. Para evitar que a profundidade da camada de endurecimento destas estrias seja demasiado profunda, o que poderia resultar em "abaulamento" da camada de endurecimento na transição entre o ângulo R e a estria axial, é utilizado o efeito de proximidade do aquecimento por indução.
Especificamente, ao projetar o indutor, a superfície do spline de aquecimento e o eixo do spline formam um ângulo incluído de 7,5° para minimizar o efeito de proximidade. À medida que nos aproximamos da região do ângulo R, o espaçamento diminui, dando origem a uma sombra negra na Figura 5, que indica a distribuição da corrente induzida na área do ângulo R e nas suas regiões adjacentes.
Finalmente, ao aquecer a área do canto R, o indutor move-se para cima para aquecer e extinguir a área da estria, resultando numa camada de endurecimento uniforme e contínua que melhora a resistência geral do veio de saída.
Fig. 5 Conceção do círculo efetivo
3. Conclusão
Depois de analisar as causas da fratura do veio de saída na caixa auxiliar, foram identificadas três medidas de melhoria:
Otimização da estrutura do filete de transição: A estrutura do filete de transição será melhorada para r1,5mm para o filete exterior, e o requisito técnico da profundidade da camada de endurecimento por indução no filete será definido para ≥ 3mm.
Otimização do tamanho do chanfro do orifício de óleo: A estrutura do chanfro do orifício de óleo será melhorada para (1 ~ 1,5) mm × 45°.
Otimização da estrutura do anel efetivo do indutor: O método de endurecimento por indução por varrimento será adotado para tornar a camada de endurecimento do filete e da estria contínua e uniforme.
Após a aplicação destas medidas, o veio de saída da caixa auxiliar foi inspeccionado e monitorizado, tendo sido observadas melhorias significativas:
A resistência do ângulo R do eixo de saída do sub-tanque foi significativamente melhorada e já não existem fissuras de endurecimento por indução no chanfro do orifício de óleo e na área do ângulo R.
O filete e a camada de endurecimento do eixo de saída são agora contínuos e uniformes. A camada de endurecimento no ângulo R tem uma profundidade de 4 ~ 6 mm, enquanto a camada de endurecimento na parte estriada tem uma profundidade de 5 ~ 8 mm. A estrutura metalográfica da camada de endurecimento é de martensite acicular de grau 4 ~ 6, e a dureza da superfície é de 56 ~ 59HRC, cumprindo os requisitos técnicos.
O eixo de saída da subcaixa não rachou após a entrega e o carregamento, reduzindo significativamente o risco de reclamações no mercado e melhorando a qualidade do produto e a satisfação do cliente.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...