Máquina de laminação de chapas: O seu guia definitivo
Já alguma vez se interrogou sobre a forma como as estruturas de aço maciço são moldadas em cilindros e cones perfeitos? Este artigo explora o fascinante mundo das máquinas de laminagem de chapas, ferramentas essenciais em indústrias como a construção naval e o fabrico de maquinaria. Ficará a saber como estas máquinas transformam chapas metálicas planas em formas complexas, tornando possíveis as maravilhas da engenharia moderna.
A máquina de laminagem de chapas é uma peça sofisticada de equipamento essencial no fabrico de metal, concebida para transformar chapas planas em várias formas curvas e cilíndricas. Esta máquina versátil utiliza rolos de trabalho concebidos com precisão para aplicar uma deformação controlada à peça de trabalho, permitindo a produção de geometrias complexas que vão desde cilindros perfeitos a formas cónicas intrincadas.
Na sua essência, a máquina de laminagem de chapas funciona com base no princípio da deformação plástica. Utiliza uma combinação de sistemas hidráulicos e accionamentos mecânicos para exercer forças cuidadosamente calibradas através dos rolos de trabalho sobre a chapa metálica. Este processo induz uma tensão de flexão que excede o limite de elasticidade do material, resultando numa deformação permanente, mantendo a integridade estrutural.
A versatilidade da máquina resulta da sua capacidade de manipular a posição, a velocidade de rotação e a pressão aplicada dos rolos de trabalho. Este controlo dinâmico permite a criação de uma vasta gama de perfis, incluindo:
Segmentos de arco para elementos arquitectónicos
Perfis cilíndricos para recipientes sob pressão e tanques
Formas cónicas para funis e transições industriais
Formas ovais para condutas especializadas
As máquinas de laminagem de chapas têm uma vasta aplicação em várias indústrias pesadas, incluindo:
Processamento de produtos químicos: para o fabrico de tanques de armazenamento e vasos de reação
Produção de eletricidade: na produção de tambores de caldeiras e permutadores de calor
Construção naval: para moldar secções de casco e anteparas
Aeroespacial: no fabrico de secções de corpos de foguetões
Com base na sua configuração, as máquinas de laminagem de chapas são principalmente classificadas em dois tipos principais:
Máquinas de dobragem de chapa de três rolos: Com um rolo inferior fixo e dois rolos superiores ajustáveis, estas máquinas oferecem simplicidade e são adequadas para materiais de calibre mais leve.
Máquinas de dobragem de chapas de quatro rolos: Com dois rolos de acionamento central e dois rolos laterais ajustáveis, estas máquinas proporcionam um maior controlo e precisão, tornando-as ideais para aplicações pesadas e geometrias complexas.
A escolha entre estas configurações depende de factores como a espessura do material, a precisão necessária e o volume de produção, permitindo aos fabricantes otimizar os seus processos de conformação de metal para aplicações específicas.
O que é uma máquina de laminagem de chapas?
A máquina de laminagem de chapasO rolo de chapa, também conhecido como rolo de chapa ou rolo de metal, é uma máquina-ferramenta especializada concebida para dobrar continuamente chapas metálicas em peças cilíndricas, cónicas ou em forma de arco. Este equipamento versátil utiliza os princípios da deformação plástica para obter uma dobragem precisa e controlada de chapas metálicas.
A máquina funciona através da manipulação das posições relativas e dos movimentos de rotação dos seus rolos, que deformam continuamente a chapa para obter a curvatura pretendida. As máquinas de laminação de chapas estão disponíveis em várias configurações, incluindo modelos de dois rolos, três rolos e quatro rolos, cada um oferecendo vantagens específicas para diferentes aplicações:
1. Máquinas de dois rolos: Utilizadas principalmente para processar chapas mais pequenas e formas cilíndricas simples.
2. Máquinas de três rolos: Oferecem uma maior versatilidade e são ainda classificadas em:
Rolo superior universal
Simétrico
Horizontal ajustável para baixo
Tipos de arco ajustáveis
3. Máquinas de quatro rolos: Concebidas para o manuseamento de chapas maiores e mais espessas, como as utilizadas no fabrico de aço marítimo pesado.
Estas máquinas podem ainda ser classificadas com base nos seus sistemas de acionamento, sendo os dois principais tipos hidráulicos e mecânicos. Os sistemas hidráulicos oferecem um funcionamento mais suave e um maior controlo da força, enquanto os sistemas mecânicos podem proporcionar velocidades mais elevadas e menores requisitos de manutenção.
As máquinas de laminagem de chapas encontram aplicações extensivas em vários sectores, incluindo:
Fabrico de caldeiras e de recipientes sob pressão
Construção naval e engenharia naval
Equipamento de processamento de petróleo e produtos químicos
Produção de torres de turbinas eólicas
Estruturas metálicas e elementos arquitectónicos em grande escala
Componentes de máquinas pesadas
Fabrico de condutas de AVAC
As máquinas modernas de laminagem de chapas incorporam frequentemente características avançadas, tais como controlos CNC, sistemas automatizados de alimentação de chapas e dispositivos de medição integrados para aumentar a precisão, a produtividade e a repetibilidade no processo de formação de metal.
Princípio de funcionamento da máquina de laminagem de chapas
Existem muitas especificações e modelos diferentes de máquinas de dobrar chapas. Estas máquinas podem ser classificadas com base na sua estrutura mecânica e no número de rolos, resultando em versões de três e quatro rolos. Além disso, as máquinas de dobrar chapas podem ser classificadas com base no seu modo de acionamento como mecânico ou hidráulico.
A estrutura de uma máquina de dobrar chapas de três rolos é relativamente simples, consistindo de um par de rolos laterais e um rolo superior que pode mover-se para cima e para baixo. A máquina de dobrar chapas de quatro rolos, no entanto, tem uma estrutura mais complexa com um par de rolos laterais, um rolo superior e um rolo inferior. Apesar do seu custo mais elevado, este tipo de máquina oferece um desempenho superior e produz produtos laminados de maior qualidade.
A máquina combinada para dobrar chapas é constituída principalmente por um dispositivo de despejo, um sistema de transmissãoum rolo superior, um rolo inferior e uma estrutura.
A sua estrutura é constituída por pinhões provenientes de sistemas de transmissão múltiplos que engrenam com as grandes engrenagens situadas na extremidade do rolo superior. O sistema de transmissão pode ser organizado em dois grupos, colocados horizontalmente e simetricamente em relação ao rolo superior.
Em alternativa, pode ser organizado em três grupos, com o rolo superior posicionado simetricamente em torno de um círculo central de 120 graus. Por último, o sistema de transmissão pode ser constituído por quatro grupos, com o rolo superior posicionado simetricamente em torno de um círculo central de 90 graus.
O princípio de funcionamento do máquina laminadora é consistente em todos os modelos. A posição relativa do rolo superior e do rolo lateral é ajustada para curvar e deformar gradualmente o chapa metálica entre os rolos. A rotação positiva e negativa do eixo principal faz com que a chapa metálica se desloque para trás e para a frente entre os rolos até ocorrer uma deformação plástica.
Ajustando continuamente a posição relativa do rolo, o eixo principal alterna continuamente e a deformação plástica da chapa metálica aumenta até ser transformada num arco circular ou num produto de passagem circular que cumpra as especificações exigidas.
A capacidade de trabalho da máquina de dobragem de chapa refere-se ao diâmetro mínimo do tambor que pode ser produzido quando a espessura e a largura máximas da chapa são laminadas sob limites de rendimento especificados num estado frio. Este método é amplamente utilizado a nível nacional e internacional, pois oferece alta precisão, operação simples e baixo custo. No entanto, requer uma chapa de alta qualidade, sem defeitos ou inconsistências na sua estrutura metalúrgica.
Para chapas mais grossas ou raios de curvatura mais pequenos que excedam a capacidade de trabalho do equipamento, pode ser utilizado o método de laminagem a quente, se o equipamento o permitir. Nos casos em que a chapa não pode ser laminada a frio e a rigidez do cilindro a quente é insuficiente, é utilizado o método de laminagem a quente.
Método de processamento de formação de dobragem da máquina de dobragem de placas
No fabrico de estruturas de aço, o processo de conformação por flexão inclui vários métodos, como a laminagem (arredondamento), a dobragem (cozedura), a dobragem e a prensagem sob pressão. Este processo pode ser concluído através de processamento a quente ou a frio.
A flexão circular é uma deformação por flexão obtida através do alongamento das fibras exteriores e do encurtamento das fibras interiores da chapa de aço sob a influência de uma força externa, enquanto as fibras intermédias permanecem inalteradas. Se o raio do cilindro for grande, a chapa de aço pode ser laminada à temperatura ambiente, mas se o raio for pequeno e a chapa for espessa, é necessário aquecimento.
Existem três métodos de laminagem de chapas de aço à temperatura ambiente: laminagem mecânica, prensagem de moldes e fabrico manual. O arredondamento mecânico é efectuado na máquina de laminagem de chapas, também conhecida como máquina de laminagem redonda. A curvatura das chapas nesta máquina é conseguida através da pressão gerada quando o rolo superior se desloca para baixo. O princípio de funcionamento do arredondamento é apresentado na figura abaixo.
A) Máquina de dobragem simétrica de três rolos B) Três assimétrico dobragem de rolos máquina C) Desenho de máquina de dobragem de quatro rolos
Quando se utiliza uma máquina de dobragem de três rolos (enrolamento) para dobrar a placa, ambas as extremidades da placa devem ser pré-dobradas. O comprimento de pré-dobragem é calculado como 0,5L + (30 a 50) mm, em que L é a distância do centro do rolo inferior.
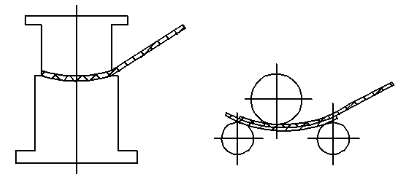
O processo de pré-dobragem pode ser efectuado através de prensagem com uma prensa ou utilizando uma placa de suporte na máquina de laminagem.
a) Pressionar e pré-dobrar com um máquina de prensagem b) Pré-dobra com uma placa de suporte na máquina de arredondamento
Diferentes tipos de máquinas de laminagem de chapas
As máquinas de laminagem de chapas, também conhecidas como máquinas de dobragem de chapas, são fundamentais em vários processos industriais, particularmente no fabrico de metal. Estas máquinas são essenciais para formar formas cilíndricas ou cónicas a partir de placas de metal planas, servindo indústrias como a automóvel, a aeroespacial, a energia e a defesa.
A classificação das máquinas de laminagem de chapas varia globalmente. Nos países ocidentais, a categorização centra-se normalmente na configuração dos rolos de trabalho, enquanto na China, a classificação baseia-se no número e no mecanismo de ajuste dos rolos de trabalho.
As principais categorias incluem:
1. Máquinas de dobrar chapas de três rolos:
Configurações simétricas e assimétricas
Mecanismos de regulação horizontal, inclinada, em arco e vertical
Oferecem versatilidade nas operações de dobragem e são adequadas para uma vasta gama de espessuras de chapa
2. Máquinas de dobrar chapas de quatro rolos:
Variantes de regulação da inclinação do rolo lateral e do arco do rolo lateral
Proporcionam um maior controlo sobre o processo de quinagem, permitindo formas mais complexas e uma maior precisão
3. Máquinas especializadas para dobrar chapas:
Curvadoras de chapas verticais para cilindros de grande diâmetro
Dobradores de chapas marítimas para aplicações na construção naval
Dobradores de rolos duplos para necessidades industriais específicas
Dobradores de chapas cónicas para a criação de formas cónicas
Máquinas de dobrar com vários rolos para manusear chapas de espessura extra ou obter raios mais apertados
Curvadoras multiusos concebidas para flexibilidade em várias operações de curvatura
Os sistemas de transmissão nas máquinas de laminagem de chapas evoluíram ao longo do tempo:
1. Transmissão mecânica:
Tecnologia de longa data com estrutura simples e desempenho fiável
Económica para máquinas de pequena e média dimensão
Limitado em aplicações que requerem binário elevado ou controlo preciso
2. Transmissão hidráulica:
Cada vez mais popular para aplicações de binário elevado e baixa velocidade
Oferece melhor controlo e eficiência energética
Adequado para operações de laminagem de chapas em grande escala
3. Sistemas híbridos mecânico-hidráulicos:
Combinação de acionamento principal mecânico com movimento do rolo de trabalho controlado hidraulicamente
Equilíbrio entre fiabilidade tradicional e capacidades de controlo modernas
4. Sistemas totalmente hidráulicos:
Utilizar motores hidráulicos para o acionamento principal e para o controlo do rolo de trabalho
Proporcionam a máxima flexibilidade e precisão nas operações de dobragem
Ideal para tarefas de dobragem complexas e aplicações pesadas
Os recentes avanços na tecnologia de laminagem de chapas incluem a integração de sistemas CNC para maior precisão e repetibilidade, bem como o desenvolvimento de accionamentos energeticamente eficientes e sistemas de monitorização inteligentes para manutenção preditiva. Estas inovações estão a alargar os limites do que é possível na conformação de metais, permitindo aos fabricantes produzir formas mais complexas com tolerâncias mais apertadas e maior eficiência.
Vantagens e desvantagens da máquina de laminagem de chapas
Vantagens e desvantagens da máquina de dobrar chapas de três rolos
A máquina de dobrar chapa de três rolos é uma ferramenta versátil na conformação de metal, utilizando três rolos de trabalho (dois inferiores e um superior) para moldar chapas de metal planas em perfis cilíndricos, cónicos ou personalizados. À medida que a placa passa pelos rolos, é submetida a uma flexão contínua, com a camada interior a sofrer compressão, a camada intermédia a permanecer neutra e a camada exterior a sofrer deformação por tração. Este processo resulta numa deformação plástica permanente, permitindo uma modelação precisa da peça de trabalho.
O rolo superior da máquina, tipicamente em forma de tambor, pode ser ajustado verticalmente através de acionamento hidráulico, proporcionando uma pressão controlada sobre a peça de trabalho. Esta conceção aumenta a retidão do produto e é particularmente adequada para o fabrico de componentes cilíndricos superlongos com vários perfis de secção transversal. Os rolos inferiores, accionados por um sistema de redutor de engrenagens, fornecem o binário necessário para a laminagem de chapas. Além disso, os rolos de apoio ajustáveis complementam os rolos inferiores, aumentando ainda mais o controlo sobre o processo de curvatura.
As principais vantagens da máquina de dobragem de três rolos incluem:
Versatilidade na produção de uma vasta gama de perfis curvos
Capacidade para manusear eficazmente chapas grossas (mais de 50 mm)
Melhoria da retidão em produtos cilíndricos longos
Maior precisão através de rolos de suporte ajustáveis
No entanto, o sistema tem algumas limitações:
Requisito relativo à pré-dobragem dos topos das chapas utilizando equipamento auxiliar
Potencial de redução da eficiência no processamento de peças mais curtas
Investimento inicial mais elevado em comparação com as máquinas de dobragem mais simples
Para atenuar alguns destes inconvenientes e melhorar o desempenho global, os fabricantes incorporam frequentemente uma série de polias fixas por baixo dos rolos inferiores. Esta modificação reduz o intervalo efetivo entre os rolos, melhorando assim a precisão da peça e a estabilidade da máquina, particularmente quando se processam materiais de maior espessura.
Vantagens e desvantagens da máquina de laminagem de chapas de quatro rolos
A máquina de dobragem de chapa de quatro rolos oferece um processo de funcionamento simplificado, que consiste essencialmente em duas etapas principais: prensagem e rotação. Este fluxo de trabalho simplificado pode levar à redução dos requisitos de trabalho manual e a uma maior eficiência global nas operações de conformação de metais.
As principais vantagens do sistema de quatro rolos incluem:
Funcionamento simplificado, reduzindo potencialmente o tempo de formação do operador
Melhoria da precisão circular em produtos laminados
Capacidade para pré-dobragem e laminagem de círculo completo sem reposicionamento da placa
Controlo melhorado sobre o processo de dobragem, permitindo formas mais complexas
No entanto, o sistema apresenta também algumas limitações:
Tempos de ciclo mais longos para cada operação de laminagem em comparação com alguns métodos alternativos
Requisitos de carga e descarga manual, que podem afetar a produtividade global
Potencial para um investimento inicial e custos de manutenção mais elevados devido ao rolo adicional
Apesar destes desafios, a máquina de curvar chapa de quatro rolos mostra-se promissora para desenvolvimentos futuros. A investigação em curso e os avanços tecnológicos estão centrados na resolução das suas actuais limitações, particularmente em áreas como a automatização dos processos de carga/descarga e a otimização dos ciclos de laminagem. À medida que estas melhorias são implementadas, o sistema de quatro rolos tem o potencial de se tornar uma solução cada vez mais prática e eficiente para uma vasta gama de aplicações de conformação de metal, oferecendo uma maior versatilidade e precisão nas operações de quinagem de chapa.
Partes e funções da máquina de laminagem de chapas
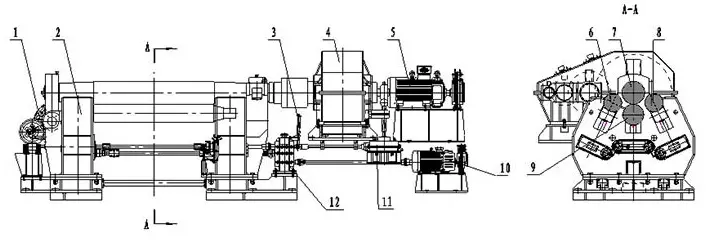
A máquina de laminagem de chapas é uma peça crítica do equipamento utilizado no fabrico de metais para formar chapas metálicas planas em formas cilíndricas ou em arco. Este processo é fundamental na produção de componentes cilíndricos de aço, amplamente utilizado em várias indústrias de fabrico de maquinaria devido à sua eficiência e eficácia. Vamos aprofundar a estrutura específica e as funções dos seus componentes principais:
Conjunto do rolo superior: - Cilindro de óleo principal - Caixa de rolamento do rolo superior - Rolo superior - Rolamentos autocompensadores de duas carreiras
O rolo superior é um componente crucial, com anéis em ambas as extremidades equipados com rolamentos de duas carreiras extra largos. A implementação de rolamentos de rolos autocompensadores facilita o manuseamento da inclinação do rolo principal e do enrolamento cónico, aumentando a versatilidade e a precisão da máquina nas operações de conformação.
Mecanismo de deslocação horizontal: - Motor de movimento - Redutor - Engrenagem sem-fim - Mecanismo de porca de parafuso
Este sistema permite que o conjunto do rolo superior se desloque horizontalmente, permitindo a laminação assimétrica de chapas. Esta caraterística é essencial para obter geometrias complexas e manter uma espessura uniforme no produto laminado.
Conjunto do rolo inferior: - Rolo inferior - Caixa de rolamentos - Engrenagens - Rolamentos deslizantes
O conjunto do rolo inferior foi concebido para aplicações de baixa velocidade e alta carga a temperaturas de funcionamento normais. Fornece o suporte e o acionamento necessários para a placa durante o processo de laminagem, assegurando uma pressão e rotação consistentes.
Conjunto da roda dentada: - Rolo da roda dentada - Mecanismo de cunha
Este componente ajustável permite o ajuste fino do processo de laminação para acomodar várias especificações de chapa, aumentando a flexibilidade e a precisão da máquina.
Sistema de acionamento principal: - Motor principal - Redutor de travões
Este sistema fornece a potência primária e o controlo para a operação de laminagem, assegurando uma rotação suave e consistente dos rolos.
Mecanismo de inclinação: - Carneiro - Cilindro basculante
Instalado na parte lateral da cremalheira tombada, este mecanismo facilita o tombamento e o restabelecimento da máquina, indispensável à manutenção e a certas operações especializadas de laminagem.
Cada um destes componentes funciona em conjunto para permitir a conformação precisa e eficiente de placas de metal nas formas cilíndricas ou em arco desejadas. A integração de sistemas hidráulicos, rolamentos de precisão e mecanismos de acionamento robustos permite o manuseamento de uma vasta gama de espessuras de chapa e materiais, tornando a máquina de laminagem de chapas uma ferramenta versátil e indispensável nos processos modernos de fabrico de metal.
Especificações da máquina de laminagem de chapas
Os principais parâmetros de uma máquina de laminagem de chapas, também conhecida como máquina de dobragem de rolos, incluem:
Espessura máxima da placa (mm): Define a chapa mais grossa que a máquina pode enrolar eficazmente.
Largura máxima da placa (mm): Indica a placa mais larga que a máquina pode acomodar.
Resistência ao escoamento da placa (MPa): Especifica o limite de elasticidade máximo dos materiais que a máquina pode processar.
Velocidade de rolamento (m/min): Determina a taxa de produção e o tempo de ciclo.
Diâmetro mínimo da bobina em plena carga (mm): Representa o diâmetro mais pequeno que a máquina pode enrolar com a sua capacidade máxima.
Diâmetro do rolo superior (mm): Afecta a força de flexão e o raio de curvatura mínimo.
Diâmetro inferior do rolo (mm): Influencia as capacidades de apoio e de acionamento.
Distância central entre os rolos inferiores (mm): Tem impacto na capacidade da máquina para formar diferentes raios e formas.
Potência do motor principal (kW): Determina a produção de força e as capacidades de processamento da máquina.
Peso da máquina (t): Indica a robustez e a estabilidade do equipamento.
Dimensões totais (comprimento × largura × altura) (mm): Crucial para o planeamento da instalação e atribuição de espaço de trabalho.
Capacidade de pré-dobragem (opcional): Especifica a capacidade da máquina para formar dobras iniciais nas extremidades da placa.
Tipo de sistema de controlo: Indica se a máquina é operada manualmente, controlada por CNC ou se oferece ambas as opções.
Estas especificações são fundamentais para selecionar a máquina de laminagem de chapas adequada aos requisitos específicos de fabrico, às propriedades dos materiais e aos volumes de produção.
Aplicações da máquina de laminagem de chapas
As máquinas de laminagem de chapas, muitas vezes referidas como as "máquinas das máquinas de produção" e consideradas a "espinha dorsal" do fabrico industrial, desempenham um papel crucial no fabrico moderno. Apesar da sua relação aparentemente distante com a vida quotidiana, estas máquinas são parte integrante da produção de inúmeros produtos que utilizamos diariamente. São essenciais em várias indústrias, incluindo a automóvel, a aeroespacial, a informática, o equipamento médico e a produção de energia.
À medida que o âmbito de aplicação das máquinas de laminagem de chapas continua a expandir-se, a importância de estabelecer normas correspondentes torna-se cada vez mais significativa. A procura crescente destas máquinas exige o desenvolvimento de normas e sistemas relevantes. Esta normalização acabará por impulsionar o avanço da tecnologia de laminagem de chapas para novos patamares e melhorar a qualidade dos produtos laminados.
Para enfrentar os desafios futuros, é imperativo não só utilizar as normas existentes, mas também investigar e desenvolver novas normas e sistemas. Esta abordagem virada para o futuro ajudará a impulsionar a tecnologia de laminagem de chapas para níveis mais elevados de precisão, eficiência e versatilidade, melhorando continuamente a qualidade e as capacidades das máquinas de laminagem de chapas.
Os especialistas da indústria prevêem um mercado futuro para as máquinas de laminagem de chapas que oferece uma gama mais vasta de opções, com múltiplas variedades e especificações para satisfazer as exigências de projectos de fabrico abrangentes. Esta diversificação irá provavelmente incluir:
Máquinas de alta precisão controladas por CNC para curvaturas complexas
Rolos de grande dimensão para aplicações na indústria pesada
Máquinas especializadas para materiais e ligas exóticas
Máquinas híbridas que combinam laminagem com outros processos de conformação
A indústria está a afastar-se das máquinas de laminagem de chapas de gama baixa, uma vez que estas não irão sustentar o crescimento futuro. Em vez disso, o foco no design inovador e na investigação e desenvolvimento é crucial para o sucesso futuro da indústria. Esta mudança enfatiza:
Sistemas de controlo avançados para maior precisão e repetibilidade
Integração da monitorização em tempo real e da manutenção preditiva
Processos de laminação eficientes em termos energéticos e amigos do ambiente
Funcionalidades melhoradas de manuseamento de materiais e automatização
Os principais fabricantes de máquinas de laminagem de chapas estão a esforçar-se por estabelecer centros de inovação científica e tecnológica automáticos. Estes centros criarão plataformas para transformar e atualizar a indústria tradicional de máquinas de laminagem, promovendo o desenvolvimento de produtos de laminagem avançados. As principais áreas de foco incluem:
Otimização dos parâmetros de laminação com base em IA
Realidade virtual e tecnologias gémeas digitais para a conceção de máquinas e formação de operadores
Desenvolvimento de sistemas rolantes inteligentes e interligados para a integração da Indústria 4.0
Investigação de novas técnicas de laminagem para materiais e aplicações emergentes
Com uma forte procura no mercado e avanços tecnológicos contínuos, as perspectivas futuras para a indústria de máquinas de laminagem de chapas são vastas e promissoras. À medida que a indústria evolui, desempenhará um papel cada vez mais importante na definição do futuro da produção em vários sectores, contribuindo para processos de produção mais eficientes, precisos e inovadores.
Factores que influenciam o preço da máquina de laminagem de chapas
O custo das máquinas de dobrar chapa é uma consideração crítica para todos os utilizadores. As flutuações de preços podem afetar significativamente os interesses das partes interessadas. Vamos examinar os principais factores que afectam o preço das máquinas de dobrar chapas para ajudar os utilizadores a tomar decisões de aquisição informadas.
Especificações e dimensões:
As máquinas de laminagem de chapas estão disponíveis numa vasta gama de tamanhos, oferecendo aos clientes diversas opções. Os preços das máquinas estão diretamente relacionados com o tamanho, sendo que as especificações maiores implicam preços mais elevados e as unidades mais pequenas são mais económicas. Os fabricantes fornecem frequentemente projectos personalizados para requisitos de tamanho específicos. Se a cotação inicial não corresponder ao orçamento do cliente, a negociação entre as partes pode conduzir a um preço mutuamente aceitável.
Capacidade de processamento de materiais:
O preço de uma máquina de dobrar chapa está intrinsecamente ligado às suas capacidades de processamento de material. As máquinas concebidas para trabalhar com chapas mais largas e mais grossas, processando assim peças de maior volume, são geralmente mais caras. A capacidade de trabalhar com vários materiais e de obter tamanhos e formas específicos também influencia o preço.
Sistema de acionamento: Mecânico vs. Hidráulico:
As máquinas de dobrar chapa são classificadas com base no seu sistema de acionamento: mecânico ou hidráulico. Os tipos mecânicos podem ainda ser classificados em configurações simétricas e assimétricas.
Estes sistemas de acionamento diferem em termos de princípios de funcionamento, características de desempenho e adequação à aplicação. A escolha entre os tipos mecânico e hidráulico depende dos requisitos específicos do utilizador. Os preços variam significativamente entre estes tipos devido a diferenças na complexidade da conceção, nos processos de fabrico e nas capacidades globais de desempenho. Além disso, os preços podem variar entre fabricantes com base na sua experiência e eficiência de produção.
Ao investir em máquinas de dobragem de chapa de alta qualidade e totalmente automatizadas, é crucial considerar factores que vão para além do preço. Avalie as especificações, os indicadores de desempenho, o nível de automatização, a eficiência energética e a fiabilidade a longo prazo. Esta abordagem abrangente garante a seleção de uma máquina que não só se enquadra no orçamento, como também satisfaz de forma óptima as condições de trabalho e os requisitos de produção específicos.
Como utilizar a máquina de laminagem de chapas?
A máquina de laminagem de chapas, também conhecida como máquina de dobragem de chapas, funciona com base no princípio da aplicação de forças externas através de pressão hidráulica ou meios mecânicos para mover os rolos de trabalho. Esta ação permite a moldagem precisa de chapas metálicas em várias formas, incluindo componentes cilíndricos, ovais e em forma de arco. O processo envolve a rotação controlada e ajustes posicionais de rolos de trabalho especialmente concebidos. Vamos examinar os principais passos e considerações para utilizar eficazmente uma máquina de dobragem de rolos.
Preparação para a laminagem de chapas
Inspeção da máquina: Verificar minuciosamente todos os componentes da máquina de laminagem, assegurando o funcionamento correto e a fixação segura de todas as peças. Preste especial atenção ao sistema de travagem, verificando a sua fiabilidade e eficácia.
Ajuste dos rolos: Ajustar com precisão a distância entre rolos com base na espessura da placa a ser formada. Este passo crítico assegura uma distribuição óptima da pressão e evita danos no material.
Avaliação da capacidade: Nunca exceder a capacidade especificada da máquina. Avaliar cuidadosamente as propriedades mecânicas da peça de trabalho, assegurando que estão dentro dos limites operacionais da máquina.
Procedimentos operacionais e precauções de segurança
Posicionamento da peça de trabalho: Colocar firmemente a placa metálica na máquina, alinhando-a corretamente com os rolos.
Protocolo de arranque: Iniciar a máquina com uma operação única e deliberada. Assegurar uma comunicação clara e respeitar os comandos especificados durante todo o processo.
Zonas de segurança: Manter uma distância de segurança em relação às peças em movimento, especialmente os rolos e a peça de trabalho. Nunca colocar as mãos sobre a placa durante o funcionamento ou utilizar métodos de inspeção manual enquanto a máquina estiver a funcionar.
Considerações sobre as bordas: Ao laminar, deixar material suficiente nos bordos da placa para evitar a instabilidade da peça de trabalho e potenciais acidentes.
Consciência operacional: Proibir a permanência sobre a peça de trabalho ou a verificação manual da circularidade do cilindro durante o funcionamento da máquina.
Técnicas de laminagem adaptativas:
Para chapas grossas, grandes diâmetros ou materiais de elevada resistência: Reduzir o número de rolos móveis e efetuar várias passagens para obter gradualmente a forma pretendida.
Ao formar cilindros estreitos: Posicionar a peça de trabalho no centro dos rolos para garantir uma distribuição uniforme da pressão e evitar deformações.
Prevenção do emaranhamento: Quando a placa engatar nos rolos, manter-se atento para evitar que a roupa ou partes do corpo sejam arrastadas para dentro da máquina.
Procedimentos de paragem e pós-operação
Reação a anomalias: Interromper imediatamente as operações se ocorrerem ruídos ou vibrações invulgares. Efetuar uma inspeção minuciosa e proceder aos ajustamentos ou reparações necessários antes de retomar o trabalho.
Isolamento da alimentação eléctrica: Desligar o interrutor principal e desconectar a fonte de alimentação para garantir a segurança durante o manuseamento pós-operação.
Gestão da peça de trabalho: Retirar cuidadosamente a peça formada e armazená-la na área designada, seguindo os procedimentos correctos de manuseamento de materiais.
Ao aderir a estas directrizes, os operadores podem garantir uma utilização segura e eficiente das máquinas de laminagem de chapas, maximizando a qualidade do produto e minimizando os riscos operacionais. A manutenção regular, a formação dos operadores e o cumprimento rigoroso dos protocolos de segurança são essenciais para o desempenho ótimo e a longevidade do equipamento.
Eis a versão optimizada do parágrafo:
Conselhos para a utilização de máquinas de laminagem de chapas
Considerar as seguintes directrizes ao operar uma máquina de laminagem de chapas:
Implementar um programa de lubrificação regular de acordo com o diagrama do fabricante. Certifique-se de que todos os copos de óleo e pontos de lubrificação manual estão adequadamente cheios para manter o desempenho e a longevidade ideais da máquina.
Esteja atento a quaisquer ruídos ou vibrações invulgares durante o funcionamento. Se forem detectados, pare imediatamente a máquina e efectue uma inspeção minuciosa para evitar possíveis danos ou riscos de segurança.
Antes de ligar a alimentação, verifique o movimento direcional do rolo inferior e o curso vertical do rolo superior. Verifique se existem obstruções ou desalinhamentos que possam impedir o funcionamento normal.
Respeitar rigorosamente os procedimentos de processamento e os protocolos de funcionamento especificados pela máquina. Tenha especial cuidado ao ajustar a posição do rolo superior, especialmente em pontos críticos do seu percurso vertical.
Estabelecer protocolos de comunicação claros. Todos os operadores devem coordenar as suas acções e seguir as ordens do supervisor de rolamento. Implementar um sistema de senha para evitar a ativação não autorizada da máquina.
Quando o acionamento principal é desengatado, o rolo superior pode ser levantado em segurança. Isto permite a reposição basculante do rolamento de viragem e o ajuste do rolo superior, conforme necessário.
Durante as operações de laminagem de tubos de grande diâmetro, tenha muito cuidado com a colocação das mãos para evitar que fiquem presas entre a placa de aço e os rolos. Implementar protecções de segurança adequadas e formação do operador para mitigar este risco.
Ao utilizar pontes rolantes para o manuseamento de materiais, tenha o máximo cuidado para evitar colisões com a máquina rolante. Estabeleça caminhos de elevação desimpedidos e utilize observadores quando necessário.
Ao aderir a estas precauções e melhores práticas, os operadores podem garantir uma utilização segura e eficiente das máquinas de laminagem de chapas, maximizando a produtividade e minimizando o risco de acidentes ou danos no equipamento.
Manutenção da máquina de laminagem de chapas
Lubrificar regularmente todos os copos de óleo e pontos de lubrificação manual, conforme especificado no diagrama de lubrificação da máquina, para garantir um desempenho ótimo e a longevidade do equipamento.
O processo de laminação de chapas é realizado de acordo com os parâmetros especificados pela máquina. Para esta operação, estamos a trabalhar com chapas de 20 mm de espessura, 2500 mm de comprimento e um limite de elasticidade inferior a 250 MPa. É crucial verificar estas propriedades do material antes do processamento para evitar danos na máquina e garantir a qualidade do produto.
Antes de iniciar o processo de laminagem, ligar a máquina e efetuar um controlo de funcionamento. Certifique-se de que o rolo inferior se move suavemente nas direcções para a frente e para trás e que o movimento vertical do rolo superior não apresenta qualquer resistência anormal ou encravamento. Esta inspeção pré-operação é vital para identificar potenciais problemas mecânicos.
Cumprir rigorosamente os procedimentos de processamento de chapas e os métodos de operação estabelecidos. Ter especial cuidado quando o rolo superior se aproxima da sua posição de altura máxima, uma vez que este é um ponto crítico na operação que requer um controlo rigoroso.
Depois de o acionamento principal parar de funcionar, siga esta sequência: eleve o rolo superior, reponha o rolamento rotativo na sua posição neutra e, em seguida, ajuste a inclinação do rolo superior conforme necessário para a operação ou manutenção seguinte.
Mantenha-se atento a quaisquer ruídos ou vibrações invulgares durante o funcionamento da máquina de dobragem. Se detectados, pare imediatamente o processo e efectue uma inspeção minuciosa para evitar potenciais danos no equipamento ou riscos de segurança.
A coordenação eficaz da equipa é essencial durante a operação. Todo o pessoal deve seguir as directivas do supervisor do painel de cilindros. Para manter a segurança e a responsabilidade, nunca inicie a máquina sem a devida autorização e a palavra-passe correcta.
Tenha muito cuidado para evitar lesões nas mãos durante o processo de dobragem de chapas. Manter as mãos sempre afastadas das chapas de aço e dos rolos. Nunca tente guiar ou ajustar manualmente as placas de aço durante as operações de laminagem.
Ao utilizar pontes rolantes para manobrar placas ou tambores de aço, manter uma distância segura da máquina de laminagem para evitar colisões que possam danificar o equipamento ou comprometer a segurança. Após a laminagem, assegurar a limpeza adequada dos materiais acabados, efetuar a manutenção necessária do equipamento e desligar imediatamente a fonte de alimentação da máquina.
Ao seguir estas directrizes operacionais e de manutenção detalhadas, pode garantir processos de laminagem de chapas seguros, eficientes e de alta qualidade, maximizando a vida útil do seu equipamento.
Resolução de problemas da máquina de laminagem de chapas
Uma vez que a máquina de dobrar chapas é submetida a um esforço significativo durante o funcionamento, está sujeita a várias falhas durante a utilização. Na secção seguinte, discutiremos duas falhas comuns e as respectivas soluções.
1. Fratura e reparação do eixo principal da máquina de dobrar chapas
Uma máquina de dobrar chapas 50×3000 numa fábrica de máquinas apresentou fissuras no seu eixo principal após um ano de utilização. Ao realizar uma deteção de falhas por ultra-sons, descobriu-se que a estrutura do eixo principal estava dividida em duas partes: uma secção forjada e uma secção fundida, que não cumpriam a norma nacional para a deteção de falhas de Classe II.
Para determinar a causa dos danos com maior precisão, o pessoal de manutenção dissecou o veio principal e verificou que os resultados da deteção eram exactos. Após a sua análise, concluiu-se que a principal razão para a fratura do veio principal foi soldadura deficiente. A área de soldadura era pequena, o processo era grosseiro e havia inclusões de escória de soldadura, levando a defeitos de baixa resistência.
1.1 Esquema de reparação.
Com base nas condições de tensão do veio principal, utilizámos um soldadura topo a topo técnica. Para tal, foram feitas duas ranhuras em forma de U no local da soldadura e foram maquinadas uma cava e uma saliência, respetivamente, no centro do veio partido, com uma tolerância de ajuste de H7/H7.
Para garantir a coaxialidade da soldadura, foram concebidos como parte da configuração um bloco de dimensionamento em forma de V e um anel de igual diâmetro.
Durante a inspeção do material do veio principal utilizando equipamento de inspeção, descobriu-se que é feito de aço n.º 45. No entanto, este aço tem um fraco desempenho de soldadura, o que cria inúmeros desafios durante a soldadura.
Além disso, devido ao grande diâmetro do eixo principal, é necessário um pré-aquecimento antes da soldadura. A máquina de soldadura utilizada é a máquina de soldadura com proteção de gás de dióxido de carbono XC500. O fio de soldadura utilizado é o ER50-6 com um diâmetro de 1,2 mm.
Durante o processo de soldaduraA tensão é mantida em cerca de 35V, a corrente varia entre 220-250A e a velocidade situa-se entre 15-25 cm/min.
Para garantir penetração total do veio principal, a velocidade deve ser reduzida durante a fase inicial de soldadura e deve ser utilizado o método de transporte de tiras em linha reta. À medida que a largura da ranhura aumenta, o movimento de soldadura deve ser alterado para uma forma de dente de serra para minimizar a deformação.
Além disso, a soldadura deve ser efectuada por duas pessoas em simultâneo, alternando entre uma rotação para cima e para baixo.
1.3 Soldadura.
Antes da soldadura, devem ser tomadas algumas medidas de pré-tratamento.
Em primeiro lugar, o veio principal tem de ser desmontado e certos processos de maquinagem, tais como furos e ranhuras, têm de ser executados no veio principal, tal como especificado nos desenhos. Os dois veios partidos devem também ser testados quanto à sua correcta montagem.
Para evitar o impacto das escórias de soldadura no conjunto, a zona próxima da soldadura deve ser limpa com um removedor de escórias para eliminar quaisquer resíduos de escórias gerados durante a maquinagem.
Em seguida, os veios partidos são colocados na T20 máquina de perfuração e alinhados com um bloco de calibragem em forma de V para ajustar a diferença de altura horizontal. Os dois eixos são então ligados com um rolo e verificada a coaxialidade com uma régua de corte. São efectuados ajustes finos com uma folha de cobre fina para garantir que o erro de coaxialidade não excede 0,05 mm.
Por fim, utilizam-se cantoneiras para reforçar as quatro extremidades.
Para reduzir a deformação do veio principal durante a soldadura, é utilizado o método de soldadura simultânea por duas pessoas. O rolo instalado no eixo principal é soldado simetricamente em quatro posições, para cima, para baixo, para a esquerda e para a direita, com o comprimento de soldadura a aumentar gradualmente.
Depois de cada sessão de soldadura, a escória de soldadura deve ser imediatamente removida e qualquer tensão de soldadura deve ser aliviada através da batida da soldadura.
Para garantir a coaxialidade, a soldadura deve ser interrompida quando atingir 3/5 da profundidade da ranhura e o desvio da coaxialidade deve ser verificado para determinar a direção da curva seguinte. O fuso pode ser endireitado aumentando corretamente o comprimento do arco de soldadura e a corrente.
1.4 Efeito.
As estatísticas indicam que, após esta reparação do fuso, não se registaram fissuras no fuso nos últimos três anos.
Todo o processo de reparação por soldadura demorou quatro dias e exigiu 15 kg de vareta de soldadura. O custo total da reparação, incluindo as despesas de maquinagem e de material, foi de 5788 yuan.
Se fosse necessário adquirir um novo fuso, este custaria 220000 yuan e demoraria 35 dias a ser transportado e instalado.
Em comparação, a reparação do fuso não só poupa custos, como também reduz o tempo necessário e aumenta a eficiência.
2. Reparação da avaria do motor da máquina de dobrar chapas
Uma máquina de dobrar placas de pressão de três rolos Em040-160, fabricada em Itália, deixou subitamente de funcionar durante o funcionamento.
Após inspeção, verificou-se que o sinal elétrico estava normal, tendo sido inicialmente determinado que se tratava de um problema mecânico.
O técnico de manutenção começou por retirar o motor da cauda do rolo superior e rodou manualmente o veio de entrada da caixa de redução do rolo superior para confirmar que a caixa de redução estava a funcionar corretamente.
Ao desmontar o motor, descobriu-se que a placa de cobertura móvel na face final da placa de distribuição de óleo no lado da entrada de óleo do motor estava partida, e o anel de vedação sob a placa de cobertura também tinha sido danificado. Os detritos resultantes dos danos tinham entrado no êmbolo, fazendo com que o óleo canalizasse tanto para dentro como para fora da placa de distribuição de óleo, impedindo a geração de pressão de trabalho.
O motor hidráulico utilizado nesta máquina de dobragem é um motor de pistão radial de cinco estrelas da marca Sai S7b3000 ou importado. A aquisição de novas peças de motor ao fabricante seria morosa e dispendiosa.
Por conseguinte, o departamento de manutenção do equipamento decidiu reparar o motor internamente, com base na tarefa de produção e no progresso da fábrica.
Foi maquinada uma nova placa de cobertura móvel com o tamanho da placa de distribuição de óleo e foi obtido um anel de vedação a partir de um agente de vedação de óleo. Os vedantes originais eram um O-ring e um anel de ranhura circular.
No entanto, o agente só tinha O-rings e anéis planos, enquanto os tamanhos originais eram 2,5 e 1,9 mm, e os tamanhos disponíveis eram 2,5 e 1,4 mm, que não eram adequados para utilização.
Como solução, foi utilizado um anel de retenção de 3 mm em vez do anel de retenção de 1,9 mm. Uma vez que a ranhura do vedante de óleo da placa de distribuição de óleo tinha 3,6 mm de profundidade e 3,2 mm de largura, o O-ring de 3,0 tinha uma ligeira folga na ranhura para compressão e o anel de retenção plano de 1,4 podia ser colocado com segurança na ranhura.
O motor foi montado e a máquina foi reiniciada, permitindo que o rolo superior rodasse livremente. Após um mês de funcionamento, o motor continuava a funcionar normalmente.
3. Conclusão
Para concluir, o processo de laminagem de chapas requer uma grande quantidade de potência de acionamento e a máquina de laminagem de chapas tem um volume enorme. Para além de dobrar a peça de trabalho, uma parte significativa da potência consumida durante o processo de laminagem de chapas é utilizada pelos mecanismos mecânicos e sistemas hidráulicos.
Além disso, devido à carga pesada durante a utilização, a máquina de dobrar chapas é propensa a falhas durante o impacto.
Existem vários tipos de falhas que podem ocorrer numa máquina de dobrar chapa. As duas falhas mais comuns e os métodos de reparação foram discutidos acima.
À medida que a tecnologia continua a desenvolver-se, haverá mais falhas e soluções no futuro do trabalho das máquinas de dobragem de rolos.
Através da prática contínua, a tecnologia de manutenção da máquina de dobragem de rolos continuará a ser melhorada.
Melhores fornecedores/fabricantes de máquinas de laminagem de chapas
Melhores fornecedores/fabricantes de máquinas de laminagem de chapas
Para ser mais preciso, não existe um único "melhor" fabricante de máquinas de laminagem de chapas, mas sim o fornecedor mais adequado às suas necessidades específicas e às suas necessidades de produção.
Ao selecionar uma máquina de laminagem de chapas para o seu processo de fabrico, devem ser cuidadosamente considerados vários factores críticos. Estes factores incluem:
Capacidade e especificações da máquina (gama de espessuras de chapa, capacidade de largura, diâmetro mínimo de laminagem)
Precisão e consistência do rolamento
Tipo de máquina (3 rolos, 4 rolos ou configurações especializadas)
Sofisticação do sistema de controlo (capacidades CNC, interface do utilizador, opções de programação)
Compatibilidade de materiais (aço-carbono, aço inoxidável, ligas)
Eficiência energética e custos de funcionamento
Requisitos de manutenção e assistência pós-venda
Capacidades de integração com linhas de produção existentes
Características de segurança e conformidade com as normas da indústria
Reputação, experiência e presença global do fabricante
Para tomar uma decisão informada, é crucial avaliar minuciosamente os seus requisitos de produção, restrições orçamentais e objectivos de fabrico a longo prazo. Além disso, considere factores como os prazos de entrega, as opções de personalização e a disponibilidade de peças sobresselentes.
Para obter uma orientação abrangente sobre a seleção da máquina de laminagem de chapas ideal para a sua aplicação específica, recomendamos que continue com as secções seguintes, que irão aprofundar estas considerações e fornecer conhecimentos especializados para apoiar o seu processo de tomada de decisão.
Como escolher a máquina de laminagem de chapas correcta?
1. Influência do material metálico na produção de dobragem de rolos
O material da chapa é um dos factores mais importantes na conceção de uma máquina de dobrar chapa.
Por exemplo, quando se laminam chapas da mesma espessura, as chapas com elevada limite de elasticidade têm requisitos rigorosos para a pressão da máquina de dobragem de chapas. A não consideração deste facto pode resultar em defeitos ou deformações nos cantos da placa de material processado.
Atualmente, a resistência do aço aumentou consideravelmente, o que levou a um aumento dos requisitos para a pressão de laminagem da máquina de dobragem.
A Sociedade Americana de Engenheiros Mecânicos (ASME) estabeleceu normas correspondentes para este efeito, classificando vários tipos de aço tais como A36, A516grau 70, séries Hardox400/500, séries AR200/300, etc.
A pressão de laminagem para aço com diferentes especificações também varia.
A fragilidade da têmpera, a resistência ao escoamento do metal e a utilização prevista da placa de material são factores importantes que os fabricantes de máquinas de laminagem de placas têm de considerar.
Este facto é particularmente significativo, uma vez que a indústria de fundição de ferro e aço sofreu reformas nas últimas décadas. Por exemplo, o aço macio deixou de ser popular e tornou-se uma coisa do passado.
2. Cooperar com fabricantes que estejam dispostos a discutir pormenores consigo
Para obter o resultado desejado, o comprador deve primeiro aprender a fazer as perguntas certas.
Cada empresa tem as suas necessidades específicas. Ao responder a estas questões, o departamento comercial pode criar um conjunto de planos que melhor satisfaça as necessidades de compra.
As empresas devem também considerar se precisam de enrolar produtos cónicos ou parabólicos para expandir o seu mercado.
A máquina de laminagem CNC com um cilindro superior grosso e um cilindro inferior fino é um modelo ideal para laminar objectos com esta forma.
Esta máquina de laminagem tem a vantagem de eliminar eficazmente o desgaste na superfície da placa de material, eliminando assim a necessidade de retificação dos bordos na ponta do cone.
Embora o Sistema CNC pode teoricamente alcançar o equilíbrio, a laminação cónica precisa é efetivamente alcançada através do equilíbrio do binário. A obtenção de um equilíbrio exato permite que a placa de material processe um cone perfeito em 5 segundos.
Por um lado, a aquisição deve fornecer ao fornecedor todos os pormenores necessários, incluindo o diâmetro, o material, o erro, a forma, etc.
Por exemplo, na indústria de vasos de pressão, pode haver requisitos para que um erro de circularidade na direção do diâmetro seja inferior a 1% ou sem defeitos.
Se a potência da máquina de dobrar placas for demasiado elevada, pode resultar no fenómeno do cilindro, levando a produtos não qualificados e afectando gravemente os lucros da empresa.
Por outro lado, o fabricante da máquina de laminagem deve ter em conta todas as necessidades específicas do comprador.
O comprador deve também encontrar um fabricante que esteja disposto a sentar-se e a discutir os pormenores um a um.
Muitos pormenores são essenciais, mas muitas vezes não são tidos em conta pelos compradores. Nesta altura, o fabricante responsável deve confirmar estes pormenores.
3. Escolher de acordo com as melhores condições
As empresas precisam frequentemente de determinar que materiais e espessuras produzirão os melhores resultados.
Por conseguinte, os fabricantes de máquinas para dobrar chapas devem conceber e fabricar as máquinas correspondentes com base nestes parâmetros, o que pode poupar uma quantidade significativa de tempo e reduzir significativamente a taxa de retrabalho.
A experiência mostra que as máquinas de dobragem topo de gama têm um melhor desempenho quando trabalham a 50% de carga total.
Por exemplo, uma máquina de laminagem de chapas com capacidade para laminar chapas de 10 mm de espessura produz os melhores resultados ao laminar chapas de 5 mm.
Um dos principais problemas na laminação de chapas é o tamanho da chapa de material. Para além desta questão, a maioria dos problemas centra-se na pressão entre os rolos superior e inferior.
Se uma máquina de laminagem de chapas concebida para laminar chapas de 10 mm for utilizada para laminar chapas de 6 mm, pode ocorrer uma distorção cilíndrica.
Este facto conduz frequentemente a dificuldades, sendo o maior problema quando a espessura da chapa atinge o limite da máquina de dobragem por rolo. Sem a utilização de juntas, toda a máquina tem de ser eliminada.
Por outro lado, quando uma máquina de dobragem de chapa com uma grande espessura de chapa é concebida para enrolar chapas de material fino, a resistência das chapas de material no meio é maior do que a que se encontra à sua volta, levando a uma deformação em ampulheta que não pode ser corrigida sem a utilização de calços.
4. Considerar cuidadosamente a espessura e o diâmetro da bobina
Quanto mais pequeno for o diâmetro, maior será a pressão de laminagem necessária. Quando o diâmetro interior da chapa grossa é muito pequeno, os projectistas devem prestar atenção à posição do rolo superior e à estrutura da máquina de dobrar chapa, uma vez que estes dois factores têm um impacto significativo no tamanho da abertura.
O diâmetro máximo do círculo de enrolamento projetado para a maioria das máquinas de dobragem é 1,5 vezes o diâmetro do rolo superior.
Assim, um rolo superior de 50 mm pode rolar até um diâmetro interior máximo de 75 mm.
Atualmente, existe uma nova tecnologia que permite que quase metade da placa de material esteja sob pressão durante o processo de dobragem, o que aumenta a conceção de dobragem para 1,1 vezes o método anterior e aumenta a gama de diâmetros efectivos em 30%.
É importante notar que a gama da melhor precisão de laminação que todas as máquinas de dobragem de chapa podem alcançar é metade da norma de projeto.
5. Coordenação das forças de apoio horizontais e verticais
Ao conceber uma máquina de dobrar chapas, o projetista deve considerar a força de suporte da chapa de material em duas direcções: horizontal e vertical.
A tomada em consideração deste facto resulta numa menor necessidade de mão de obra, uma vez que uma pessoa pode completar a carga de trabalho que originalmente necessitaria de duas.
É importante notar que, ao laminar produtos cilíndricos, se o diâmetro for superior a 200 vezes a espessura da chapa, a chapa dobrará devido ao seu próprio peso, o que resultará num diâmetro incorreto. Para evitar isto, deve ser utilizada uma máquina de dobragem de chapa com função de suporte de chapa de material.
No entanto, alguns fabricantes podem optar por utilizar empilhadores e gruas como suportes para reduzir os custos, mas esta abordagem é frequentemente ineficaz e limita o âmbito de aplicação do equipamento.
Muitos compradores tendem a ignorar factores-chave, o que faz com que o equipamento adquirido não corresponda às suas necessidades e cause problemas ao departamento de produção.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como é que os operadores especializados dobram chapas de aço em cilindros perfeitos? Nesta cativante publicação do blogue, vamos levá-lo aos bastidores para explorar a arte e a ciência...
Já alguma vez se perguntou como é que uma placa de aço maciça é dobrada para ganhar forma? Neste artigo, exploramos a mecânica fascinante por detrás das máquinas de laminagem de chapas, revelando as forças e os cálculos...
Já se interrogou sobre quem são os principais intervenientes nas máquinas de laminagem de chapas? Este artigo apresenta os principais fabricantes do sector, detalhando as suas inovações, gamas de produtos e alcance global. Desde os já estabelecidos...
Alguma vez se perguntou como é que estruturas metálicas maciças, como turbinas eólicas e navios, obtêm as suas formas exactas? Este artigo revela o fascinante mundo das máquinas de laminagem de chapas metálicas, mostrando as suas...
Imagine transformar placas de metal planas em cilindros precisos ou formas complexas com apenas uma máquina. Bem-vindo ao mundo da máquina de dobrar chapas! Esta poderosa ferramenta, essencial na...
Já alguma vez se perguntou como é que uma máquina de dobrar chapa de quatro rolos consegue curvas tão precisas? Este artigo explora o cálculo das mudanças de posição dos rolos laterais, orientado por um engenheiro mecânico experiente....
Já alguma vez se perguntou como é que as placas de aço maciças são transformadas em formas perfeitamente curvas? Nesta cativante publicação do blogue, vamos mergulhar no fascinante mundo das máquinas de dobragem de 3 rolos. Descubra...
Imagine tentar dobrar uma placa de aço espessa num cilindro perfeito - quanta força seria necessária? Este artigo analisa os cálculos críticos para determinar a carga e a potência...
Já alguma vez se perguntou como é que as estruturas de aço maciço são formadas em curvas perfeitas? A curvatura por laminação é o segredo por detrás disso. Neste artigo, vamos mergulhar no fascinante mundo...