Preparação
Operador:
Para efetuar a operação de laminagem numa máquina de dobrar rolos, é essencial que o gestor do equipamento conheça bem a estrutura e o funcionamento da máquina.
O processo de laminagem requer a assistência de dois operadores, em que uma pessoa supervisiona a coordenação e a outra dá apoio. Ambos os operadores devem trabalhar em uníssono para conseguir um processo de laminagem sem falhas para o cilindro.
Equipamento:
Antes de utilizar o máquina laminadoraÉ fundamental inspecionar o seu estado geral. Após o arranque da máquina, verificar se o pressão do sistema hidráulico é normal e verificar se o lado virado pode ser fechado sem problemas. Antes de utilizar a máquina, certificar-se de que o rolo inferior do rolos de chapa está a rodar corretamente para confirmar que o sistema está a funcionar corretamente.
Colocação em funcionamento dos rolos de chapa:
Realize uma inspeção visual e faça os ajustes necessários para alinhar os rolos superior e inferior numa posição paralela.
Ajustar o distância do centro de acordo com os parâmetros do rolo para obter a distância adequada.
Ao laminar uma chapa de aço, é essencial garantir que os seus parâmetros, tais como o limite de elasticidade, o diâmetro mínimo de laminagem permitido, a largura e a espessura, se enquadram nos parâmetros da máquina de laminagem.
Além disso, a qualidade da superfície do chapa de aço deve ser lisa e sem defeitos visíveis ao longo da aresta de corte, plana, limpa e sem qualquer camada de arranque ou riscos.
Antes da laminagem, a chapa de aço deve ser submetida a um tratamento térmico adequado. Por exemplo, o aço 45# requer recozimento de toda a chapa, enquanto o aço com baixo teor de carbono não deve ser submetido a qualquer tratamento térmico.
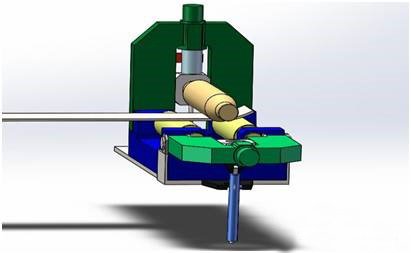
Pré-dobragem
Alinhamento:
Posicionar a placa na máquina de dobragem de rolos e utilizar métodos visuais para alinhar o bordo superior do rolo paralelamente ao bordo de corte da placa, assegurando que qualquer erro é mantido dentro do intervalo de ±0,5 mm.
Circular rolante:
Aplicar uma pressão contínua de 15 mm no círculo exterior do rolo superior contra a superfície da placa. Controlar a rotação do rolo inferior através de um controlo de rotação. Parar a rotação do rolo inferior quando o comprimento do arco da placa atingir 600-800mm.
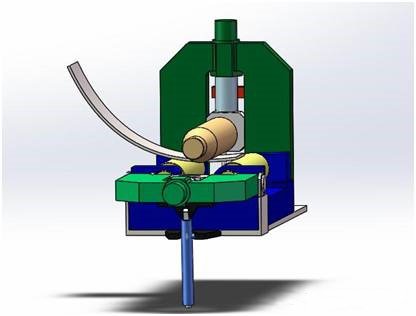
Aplicar uma pressão de 10 mm no rolo superior, rodar o rolo inferior e parar quando a extremidade da placa se tornar tangente ao rolo inferior.
Repetir o processo de pressionar o rolo superior e rodar o rolo inferior até que o comprimento do arco da folha de pré-dobragem corresponda ao comprimento do arco da amostra.
Assegurar que o arco circular pré-curvado transita suavemente para a aresta reta e evitar qualquer fenómeno de curvatura morta para evitar dificuldades na correção da redondeza durante o processamento subsequente.
Aplicar o mesmo método de pré-dobragem à outra extremidade da placa.
Laminagem circular
Rolamento de pré-curvatura
Antes de iniciar a rotação contínua do rolo inferior, aplicar uma pressão contínua de 15 mm no rolo superior com base na superfície da placa de contacto e rodar o rolo inferior. Confirme se todos os rolos estão a funcionar corretamente.
(Nota: Para evitar acidentes, não utilizar a engrenagem para acionar continuamente o rolo inferior durante este procedimento).
Os operadores devem ser cautelosos quando arrancam com a máquina de laminagem. O operador auxiliar deve fornecer comandos atempados e precisos e cooperar com o operador principal no caso de existirem áreas cegas visuais para o controlo da máquina de laminagem.
Para enrolar um círculo, pressionar repetidamente o rolo superior. Quando a distância entre as duas extremidades da placa atingir 800 mm, reduza a pressão de pressão do rolo superior para 3-5 mm de cada vez até que as duas extremidades fiquem juntas.
Durante o processo de laminagem circular, observar se a placa está deslocada. Se o desvio (visual) for superior a 10 mm, parar o processo de laminagem e reduzir o erro.
Solução: Levantar o rolo superior 30 mm, mover a placa na direção oposta quando o material do cilindro de aço estiver totalmente solto e, em seguida, empurrar a parte inferior para pressionar o rolo superior para a posição original e continuar a rodar o círculo.
Alinhamento dos bordos e soldadura por pontos: em geral, o bordo do cilindro não estará alinhado.
A solução:
Levantar o rolo superior 5 mm, colocar um tapete de chapa de aço de 3 mm sob a posição de desvio que contacta com o rolo inferior, controlar o rolo inferior para mover o tapete para a posição entre a placa e o rolo inferior.
Prima o rolo superior durante 3-5 mm para fazer com que a migração esquerda e direita se movam na direção do alinhamento.
Controlar corretamente o rolo inferior para alinhar a superfície circular (medida por amostra ou régua).
Depois de confirmar o alinhamento qualificado, soldar por pontos a posição correspondente. A soldadura por pontos deve estar isenta de defeitos e a posição de soldadura por pontos deve ser forte e eficaz.
Laminagem circular sem pré-dobragem
O processo de laminagem é idêntico ao da laminagem com pré-dobragem descrito anteriormente.
Ao longo de todo o processo de laminagem, não deve ocorrer qualquer dobragem morta.
Antes da soldadura por pontos, certificar-se de que os dois bordos rectos da placa estão direitos ou ligeiramente para dentro (côncavo ≤ 10 mm) quando as duas extremidades da placa estão unidas.
Soldadura
Quando se trabalha com aço macio, como o Q235A, recomenda-se a utilização de uma máquina de soldar com proteção de gás CO2. O processo de soldadura deve ser efectuado numa zona de soldadura limpa e bem polida.
É importante assegurar que a superfície da junta de soldadura é inferior a 3 mm e que a altura residual da junta de soldadura é uniforme. Se a altura exceder a norma, deve ser reduzida por lixagem até ser inferior a 3 mm, e a soldadura deve ser uniforme. A junta de soldadura deve também estar isenta de defeitos superficiais.
No caso do aço de médio carbono, como o 45#, é necessário arredondar e recozer o material após a soldadura. O procedimento de laminagem e soldadura para o aço de médio carbono é o mesmo que para o aço de baixo carbono.
Quando se trabalha com materiais especiais, é essencial seguir um processo específico.
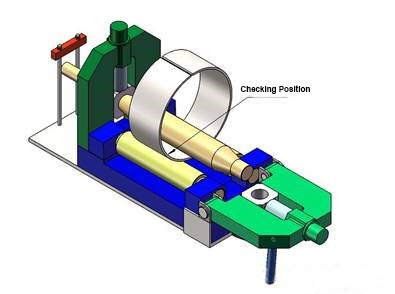
Correção da circularidade
Para começar, colocar o cilindro de soldadura pronto sobre os rolos de dobragem de chapas e virar o rolo lateral. Certifique-se de que o centro do cilindro está alinhado e paralelo à linha central do rolo de rolos de chapa. Além disso, posicione o cilindro no centro da máquina de laminação para receber a pressão hidráulica uniformemente.
Antes de efetuar a correção da circularidade da não pré-flexão, role as partes planas separadamente para a frente e para trás. De cada vez, a distância de prensagem deve ser de 3-5 mm até que a circularidade seja consistente com a amostra, utilizando um método visual.
Em seguida, enrole o cilindro junta de soldadura para o fundo e ajustar o rolo superior para baixo para entrar em contacto com o cilindro. Baixar lentamente o rolo superior e rolar para a frente e para trás, começando com uma pressão mais baixa, geralmente não superior a 15 mm. Posteriormente, o cilindro não deve exceder 10 mm por rolo.
(Consulte a distância de prensagem do cilindro para um ciclo de laminagem = diâmetro * espessura da placa / 10000).
A distância máxima inferior do rolo superior da correção do círculo (Consulte a pressão máxima do cilindro = diâmetro * espessura da placa / 3000) pode ser adequadamente aumentada ou diminuída de acordo com a necessidade real, mas geralmente não excede 20% do valor de referência.
Quando a distância inferior atingir a condição perfeita, enrole mais cinco círculos para uniformizar a tensão. De seguida, medir a circularidade do círculo interior no local mais baixo do que o diâmetro horizontal.
Baixar a quantidade no local depois de rodar cerca de cinco voltas para garantir que a tensão do cilindro é distribuída uniformemente. Medir o círculo do diâmetro do cilindro baixando o nível (no sentido dos ponteiros do relógio 7-8 ou 4-5 para o ponteiro das horas) como mostra a figura abaixo:
Se a circularidade do cilindro for consistente após a medição de todo o círculo, o rolo superior pode ser levantado.
Ao levantar o rolo superior, deve fazê-lo lentamente, aumentando a distância em não mais de 5 mm por volta, geralmente 2-3 mm. Após 3-4 voltas, o rolo superior já não deve estar em contacto com o cilindro.
Medir a circularidade com uma fita métrica. Geralmente, a circularidade deve ser inferior a 10 mm, o que pode ser considerado aceitável. No entanto, poderá ser necessária uma correção manual adicional do círculo para cumprir as especificações do desenho.
- Correção artificial da circularidade:
Normalmente, o método de aquecimento por chama é utilizado para a correção da circularidade.
Antes de efetuar a correção da circularidade, utilize uma amostra ou uma fita métrica para marcar os tamanhos máximo e mínimo, bem como a posição do arco. É importante assegurar que as marcas são exactas e facilmente visíveis.
Para corrigir o arco circular e dimensionar posições não qualificadas, aqueça-as com uma chama. Para placas grossas, recomenda-se a utilização de uma grande chama eléctrica para aquecimento. Uma vez que a temperatura atinge cerca de 600-700 ℃ (no caso de aço de baixo carbono Q235), utilizar o aquecimento pontual ou linear para gerar uma diferença de temperatura na direção da espessura da chapa de aço. Isto conduzirá a uma deformação local e ajudará a obter a correção da circularidade desejada.
Depois de a posição aquecida arrefecer, medi-la com uma amostra e uma fita métrica. Se a medição não estiver dentro das tolerâncias especificadas, deve ser utilizado um método de correção circular artificial para a alinhar com os requisitos do desenho.