Já alguma vez se perguntou como é que uma máquina enorme consegue perfurar e moldar folhas de metal com precisão e facilidade? Nesta publicação do blogue, vamos explorar o fascinante mundo da prensa eléctrica JH21. Ficará a conhecer os seus princípios de funcionamento, componentes chave e dicas de segurança essenciais para maximizar a eficiência e a longevidade. Prepare-se para descobrir os segredos por detrás desta maravilha da engenharia!
Bem-vindo ao Manual de Serviço da Prensa Eléctrica JH21. Este guia completo foi concebido para o ajudar na instalação, operação e manutenção correctas da prensa eléctrica JH21. O manual centra-se nas principais características de desempenho e avisos operacionais para garantir um desempenho e segurança óptimos. Tenha em atenção que as figuras incluídas são apenas para fins de referência e que os produtos reais podem variar ligeiramente.
I. Resumo
Princípio de funcionamento e aplicação
A prensa de punção de leito fixo com dorso aberto JH21-80Ton (800kN) funciona através de um mecanismo longitudinal de cambota e haste de cambota. A cambota roda através de uma redução de velocidade de duas fases do motor, que acciona o movimento recíproco da corrediça.
A prensa possui um sistema de acionamento fechado e um funcionamento estável graças à utilização de uma embraiagem e de um travão pneumáticos, que permitem parar o carro em qualquer posição.
Esta prensa universal é ideal para várias tarefas de processamento de chapa metálica, incluindo corte, perfuração, corte em branco, dobragem, desenho e estiramento, mas não é adequada para cunhagem. A pressão nominal da prensa é de 800kN, com um curso de pressão normal de 4,5mm.
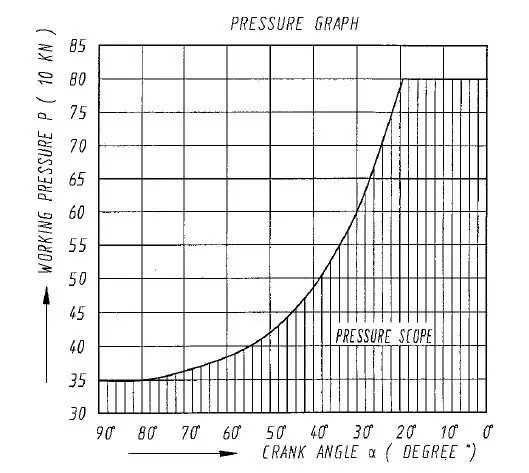
Os utilizadores devem selecionar a força de pressão adequada com base na curva de pressão, assegurando que a pressão de trabalho e o seu ângulo de manivela não excedem o intervalo indicado para evitar danos na prensa.
Ambiente e condições de trabalho
Para garantir o funcionamento normal da prensa, minimizar a frequência de manutenção e prolongar a sua vida útil, não deve ser utilizada em ambientes com humidade excessiva, gases corrosivos, líquidos ou gases explosivos. A pressão do ar deve ser de pelo menos 0,6 MPa, e a tensão deve ser de 380±38V com uma frequência de 50±5Hz.
II. Especificação
Não.
Item
Valor
Unidade
1
Pressão nominal
800
KN
2
Curso de deslizamento
130
mm
3
Acionamento da pressão nominal
4.5
mm
4
N.º de curso de deslizamento
60
SPM
5
Espaço máx. da matriz (ajuste para cima, curso para baixo, do suporte até ao fundo da corrediça)
330
mm
6
Ajuste do espaço da matriz
80
mm
7
Distância entre o centro da corrediça e a armação
310
mm
8
Tamanho da almofada (FB x LR)
600×1000
mm
9
Tamanho da superfície da lâmina (FB x LR)
460×540
mm
10
Tamanho do furo da haste
Φ50×80
mm
11
Espessura do reforço
140
mm
12
Distância entre montantes
600
mm
13
Almofada de ar (encomenda especial) Curso máximo da almofada de ar
65
mm
Pressão máxima
80
KN
14
Modelo do motor principal
Y132M-4
Potência
7.5
KW
15
Dimensão total
F.B.
1711
mm
L.R
1210
mm
Altura
2895
mm
16
Peso total
≈6749
kg
III. Preparação antes da operação
Para garantir o bom funcionamento da prensa de punção, o utilizador deve seguir os procedimentos adequados e considerar os seguintes factores antes de operar a máquina.
Capacidade de carga nominal
A carga de trabalho deve ser mantida dentro do limite de pressão nominal. Existem mecanismos de proteção contra sobrecarga para evitar danos causados por perfuração incorrecta ou folhas de espessura não uniforme. É crucial não utilizar a prensa com uma sobrecarga aleatória, uma vez que tal pode facilmente danificar a máquina. Por conseguinte, é importante calcular com exatidão a carga de trabalho antes de iniciar qualquer trabalho.
Capacidade de binário
A força de perfuração varia com a posição da corrediça. Os utilizadores devem consultar o gráfico de pressão de curso que ilustra estas alterações. A compreensão desta relação ajuda a manter a integridade da máquina e a garantir operações precisas.
Colagem
A colagem pode ocorrer se a pressão de trabalho exceder o binário nominal. Além disso, a máquina de puncionar pode ficar presa se for aplicada uma carga antes de a embraiagem estar engatada. Isto pode danificar a embraiagem. Se a colagem ocorrer durante o processamento, a máquina deve ser parada imediatamente e devem ser tomadas medidas correctivas para evitar a recorrência.
Carga excêntrica
Como princípio geral, as cargas excêntricas devem ser evitadas, pois podem fazer com que a superfície inferior da corrediça e do travesseiro se tornem não paralelas, resultando em forças desiguais no gib da corrediça e afectando a precisão. Se uma carga excêntrica não puder ser evitada, deve ser gerida de acordo com a distância permitida que o centro de carga se desvia do suporte, conforme especificado nas directrizes da máquina, para garantir a precisão e a segurança.
Frequência de ativação única
Para garantir um desempenho ótimo e prolongar a vida útil da embraiagem e do travão, é importante respeitar a frequência de ligação única recomendada, indicada nas especificações principais da prensa de punção. Exceder a frequência recomendada de ligação única pode causar desgaste anormal e potencial falha da embraiagem e do travão. Para esta prensa, a frequência recomendada de ligação única não é superior a 25 vezes por minuto.
IV. Construção e adaptação de unidades principais
Quadro (Figura 2)
A estrutura da prensa de punção é feita de aço de alta resistência e é soldada. A corrediça move-se para a frente e para trás dentro das chapas. O parafuso no lado direito da estrutura é utilizado para ajustar a folga entre as chapas e a corrediça. O ajuste da haste de saída fará com que as peças perfuradas sejam empurradas para baixo à medida que a corrediça se aproxima do ponto morto superior. No entanto, deve ter-se o cuidado de evitar que o decapador toque no fundo da ranhura da haste de eliminação da corrediça para evitar acidentes. O travessão da estrutura é a base para medições de precisão. Deve manter uma superfície lisa e plana para evitar danos causados por ferramentas e ferramentas de corte.
Peças de acionamento (Figura 3)
O motor principal acciona o volante através de uma correia trapezoidal e armazena energia no volante, que é depois transmitida ao veio da engrenagem através de uma embraiagem de fricção e de um travão. O veio de transmissão acciona a engrenagem grande no banho de óleo, que por sua vez acciona a cambota para mover a corrediça para cima e para baixo.
Para ajustar a correia trapezoidal, primeiro desaperte as quatro porcas de bloqueio e rode os quatro parafusos de ajuste de forma igual. Aplique 2 kg de força no centro da correia trapezoidal, que se dobrará até 10 mm para obter a tensão correcta. De seguida, aperte as quatro porcas de fixação. A nova correia trapezoidal estabilizará depois de ser utilizada durante alguns dias, mas poderão ser necessários mais ajustamentos. A correia trapezoidal deve ser mantida num local fresco e seco e protegida da luz e do óleo.
Quando substituir as correias trapezoidais, desaperte primeiro os parafusos de ajuste, retire as correias antigas e desinstale os suportes da embraiagem. É importante substituir todas as correias por correias novas. A utilização de correias novas e velhas reduzirá a vida útil das correias devido às diferentes tensões. As correias velhas não devem ser misturadas com as novas e é importante ter em atenção que as correias com a mesma dimensão nominal podem ter variações de comprimento de vários centímetros. As correias do mesmo grupo devem ter o mesmo comprimento.
Para o funcionamento automático, o utilizador pode ligar o alimentador automático ao veio de saída da face do quadro (o veio de saída é uma encomenda especial e não está incluído nos produtos normais).
Embraiagem e travão (figura 4)
Esta prensa de punção está equipada com uma embraiagem e um travão de fricção pneumáticos, que se encontram no interior da estrutura. (Para mais informações, consultar o manual da embraiagem).
Corrediça (Figura 5)
A corrediça é um componente crítico da prensa e a sua precisão afecta diretamente a precisão da prensa.
Esta prensa de punção JH21 possui lâminas quadradas hexagonais longas que proporcionam uma boa precisão e estabilidade.
A barra de ligação e o parafuso de cabeça esférica são componentes que convertem o movimento rotativo em movimento recíproco.
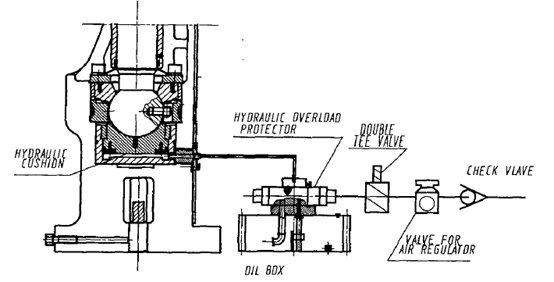
A extremidade inferior do parafuso de cabeça esférica está em contacto com o assento esférico, que aloja o protetor de sobrecarga hidráulica.
Em caso de sobrecarga, o protetor liberta rapidamente o óleo da almofada hidráulica da matriz, emite um sinal elétrico e faz com que a prensa pare imediatamente, garantindo a segurança da matriz e da prensa.
Assim que o problema for resolvido e a corrediça regressar ao ponto morto superior, a almofada hidráulica da matriz restabelecerá automaticamente a pressão, permitindo que a prensa de punção retome o funcionamento.
Os utilizadores podem ajustar a altura da matriz. Para obter instruções, consulte as operações relevantes da parte eléctrica no manual de serviço.
Existem calços na barra de ligação e na tampa. Com o tempo, a folga entre a cambota e os casquilhos pode aumentar.
Os utilizadores podem retirar os calços para ajustar a folga entre a cambota e os casquilhos. (Folga normal: 0,08-0,13 mm)
4.1 Ajuste da folga entre a corrediça e os gibões
A distância entre a corrediça e as lâminas deve ser adequada para garantir um funcionamento suave e fiável da corrediça. Se necessário, siga os passos abaixo para a ajustar corretamente:
(1) Desapertar os parafusos das lâminas e os parafusos de ajuste do lado direito do quadro.
(2) Ajustar as linguetas do lado esquerdo e apertar o parafuso.
(3) Ajustar as linguetas do lado direito e determinar se é necessário acrescentar ou retirar calços com base na folga.
Após o ajuste, apertar os parafusos frontais e os parafusos de ajuste do lado direito.
(4) A folga entre a corrediça e as lâminas deve ser de 0,03 a 0,05 mm, mas o valor total admissível da folga da superfície de contacto à frente e atrás deve ser de 0,04 a 0,08 mm.
Normalmente, a folga entre as extremidades superior e inferior é maior. A medição é exacta quando a profundidade do medidor de espessura é superior a 30 mm.
Nota: O calibre de 0,03 mm deve estar dentro, o calibre de 0,05 mm não.
(5) Após o ajuste, verificar a folga de cada peça e ajustar novamente se necessário.
4.2 Dispositivo de bloqueio de deslizamento
A força de arranque é de 5% da pressão nominal.
4.2.1 Estrutura do equipamento de desmontagem de lâminas
(1) É composto por uma haste de eliminação, uma sede de eliminação e uma barra de eliminação.
(2) A barra de eliminação está situada acima da linha central da corrediça, atravessando a corrediça.
(3) Quando a corrediça se eleva, a barra de eliminação toca na haste de eliminação, ejectando as peças perfuradas.
4.2.2 Funcionamento e ajustamento do equipamento de derrubamento por deslizamento
(1) Desaparafusar o parafuso de fixação da barra de proteção e ajustar a barra de proteção para a posição correcta. Tenha em atenção que as barras de saída do lado esquerdo e do lado direito devem estar à mesma altura.
(2) Após a regulação, apertar os parafusos de fixação.
(3) O contacto entre a barra transversal e a corrediça pode provocar ruídos quando se utiliza a barra de eliminação.
4.2.3 Aviso
Ao mudar a matriz, certifique-se de que eleva a haste de saída para a sua posição mais elevada antes de ajustar a altura da corrediça para evitar bater na haste de saída durante o ajuste da altura da matriz.
Ajustar a posição da barra de eliminação de modo a que o material seja empurrado quando a corrediça se aproximar do ponto morto superior.
No entanto, para evitar acidentes, não deixe que a barra de eliminação toque no fundo da ranhura de eliminação.
4.3 Contador
O contador, instalado no quadro elétrico, é utilizado para registar e visualizar o número acumulado de pancadas.
O contador registará uma contagem de 1 cada vez que o escorrega se move para cima e para baixo.
Se for necessário reiniciar, prima o botão de reiniciar.
O contador pode ser utilizado para calcular a produção.
4.3.1 Painel do contador
4.3.2 Método de funcionamento
(1) Colocar o interrutor em OFF e o contador não funcionará.
(2) Colocar o interrutor em ON e o contador funcionará.
Nota:
Ao repor o contador, a corrediça deve ser parada no ponto morto superior. Se o contador for reiniciado enquanto a prensa de punção ainda está a funcionar, pode danificar o contador.
Protetor de sobrecarga hidráulica
O protetor de sobrecarga hidráulica pode detetar automaticamente a pressão do óleo do cilindro hidráulico da corrediça. Se a pressão for insuficiente, pode rapidamente fornecer pressão para manter o funcionamento normal. No caso de uma sobrecarga causada por perfuração incorrecta ou espessura irregular da folha durante o processo, o protetor pode descarregar imediatamente para proteger os acessórios e a matriz de danos. O protetor de sobrecarga hidráulica é composto por um cilindro pressurizado, uma válvula de alívio de pressão e um interrutor indutivo.
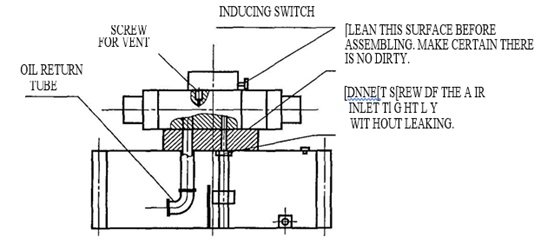
5.1 Preparação antes do funcionamento do protetor contra sobrecargas hidráulicas
Verificar o nível de óleo e assegurar que existe óleo suficiente na bomba de ar. Se o nível de óleo for baixo, desaperte o parafuso do orifício de vazamento e adicione óleo hidráulico de decapagem antioxidante (ISO VG-32) ou outro óleo hidráulico com desempenho semelhante.
Verificar se o indicador de ar está normal.
Se a corrediça parar no ponto morto superior, prima o botão de reposição e a bomba de ar começará a funcionar. Após cerca de 1 minuto, a pressão do óleo atingirá o valor especificado e a bomba de ar pára.
Se a corrediça não parar no ponto morto superior, siga os seguintes procedimentos:
① Definir o modo de funcionamento para o curso "INCH".
② Utilize o botão de operação para deslocar a corrediça até uma paragem no ponto morto superior. (Tenha cuidado com a altura de trabalho da matriz por razões de segurança, caso tenha sido instalada)
Quando a corrediça atingir o ponto morto superior, prima o botão de reposição e a bomba de ar do protetor de sobrecarga começará a funcionar. Após cerca de 1 minuto, a pressão atingirá o valor especificado e a bomba de ar parará automaticamente, e a luz indicadora de sobrecarga apagar-se-á.
④ A prensa de punção pode agora ser usada nos modos de operação simples ou contínua.
⑤ A preparação para a operação está agora concluída.
(6) Eliminação do ar da almofada de pressão do óleo no protetor contra sobrecargas hidráulicas
Se houver ar na almofada de pressão do óleo, a função do protetor de sobrecarga hidráulica pode não funcionar corretamente e fazer com que a bomba de ar funcione continuamente.
Para eliminar o ar:
① Pare a corrediça no ponto morto superior.
② Por razões de segurança, desligue o motor principal. Aguarde que o volante fique completamente parado. De seguida, utilize uma chave hexagonal para desapertar o parafuso do orifício de drenagem de óleo no protetor de sobrecarga hidráulica, permitindo que o óleo saia.
③ Se o óleo fluir de forma quebrada ou borbulhante, isso indica a presença de ar.
Quando o óleo deixar de sair de forma quebrada ou borbulhante, apertar o parafuso do orifício de drenagem do óleo. Verificar a existência de fugas de gás na junta entre a bomba e o plano final da caixa de óleo e certificar-se de que os tubos de óleo não têm fugas.
④ A eliminação do ar está concluída.
(7) Rearme do protetor de sobrecarga hidráulica:
Se a prensa de punção se sobrecarregar, o indicador de sobrecarga acende-se.
Utilize-a de acordo com o passo (5) do procedimento.
5.2 Manutenção do protetor de sobrecarga
(1) Verificar regularmente a existência de fugas de gás no tubo de ligação à válvula de segurança.
(2) Limpar periodicamente o filtro de óleo.
(3) Verificar regularmente o aperto dos parafusos da peça de ligação.
(4) Verificar regularmente o nível de óleo na caixa.
(5) Verificar periodicamente o funcionamento da válvula electromagnética.
5.3 Falhas comuns e resolução de problemas do protetor contra sobrecargas hidráulicas
NÃO.
Estado da falha
Origem da falha
Solução
1
A bomba de óleo pneumática não funciona
1. Falha da fonte de ar
1. Eliminação
2. Fuga de ar no tubo pneumático
2. Alterar
3. Falha da válvula electromagnética
3. Manter, alterar e mudar
2
A bomba de óleo pneumática funciona ininterruptamente durante muito tempo
1. Interfusão de ar no sistema
1. Exaustão de ar
2. Fuga de óleo no sistema de ligação do tubo externo
2. Manutenção
3. O orifício da válvula de proteção de segurança está bloqueado
3. Desmontar, verificar e limpar
3
A bomba de óleo pneumática funciona, mas não consegue aumentar a pressão
1. O anel de vedação da haste do pistão da bomba de óleo pneumático está danificado
1. Substituir o anel de vedação
2. O anel de vedação de alta pressão da bomba de óleo pneumático está danificado
2. Substituir o anel de vedação
4
A bomba de óleo pneumática não funciona após o carregamento de ar, mas o ar de escape do orifício
1. O núcleo da válvula da bomba de óleo pneumático está bloqueado
1. Reparação
2. O núcleo da válvula da bomba de óleo pneumático está bloqueado por feculência
2. Desmontar, verificar e limpar
V. Sistema pneumático (figura 6)
A válvula solenoide é o principal componente de execução e tem uma função de autocontrolo. Se uma válvula não funcionar corretamente, a outra válvula libertará ar, fazendo com que a embraiagem se desengate e a corrediça pare, garantindo a segurança das pessoas e da prensa. A pressão da fonte de ar deve estar entre 0,55 e 0,6 MPa, e é importante ajustá-la ao valor especificado. O lubrificador deve manter um certo nível de óleo, e o filtro de gás e o reservatório de ar devem ser frequentemente drenados de água e contaminantes.
Consumo de ar da prensa de punção e do compressor
Consumo de ar da embraiagem JH21-80: 0,18 m3/min. Recomenda-se a escolha de um compressor de 0,3 m3/min para uma única prensa.
Aviso:
(1) Ao adicionar óleo ao lubrificador, a pressão de ar na tubagem deve ser libertada para evitar um acidente.
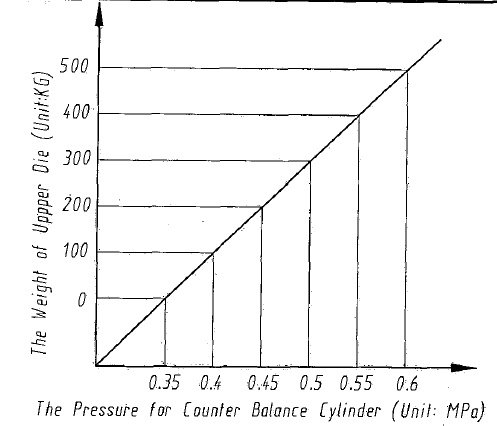
(2) A pressão do cilindro de contrapeso e o peso da matriz superior podem ser ajustados de acordo com a figura seguinte. A pressão máxima de trabalho permitida do cilindro de contrapeso é de 0,8 MPa.
(3) O relé elétrico interliga-se com o circuito elétrico. Se a pressão for demasiado baixa, o circuito não funcionará. O relé de pressão foi ajustado antes de ser expedido da fábrica; não deve ser ajustado ao acaso.
VI. Lubrificação (figura 7)
Sistemas de lubrificação
A máquina de puncionar emprega tanto um sistema de lubrificação automática intermitente como uma lubrificação manual a óleo. O óleo é distribuído a todos os pontos de lubrificação através de um distribuidor de óleo. Componentes específicos como o rolamento do volante, a junta rotativa e a almofada de ar são lubrificados com uma pistola de óleo.
Importância da lubrificação
A lubrificação é vital para a prensa da cambota, uma vez que esta:
Reduz o desgaste dos componentes
Aumenta a vida útil da máquina
Assegura a precisão das operações
Reduz o consumo de energia
Reduz os custos de manutenção
Todas as peças em movimento relativo devem ser lubrificadas, exceto as superfícies de fricção da embraiagem de fricção e do travão.
Controlo da lubrificação
Durante o funcionamento da prensa, é crucial monitorizar o efeito de lubrificação para evitar bloqueios no caminho do óleo e prevenir o sobreaquecimento e danos no casquilho principal, no rolamento da biela e nas chapas de deslizamento. A temperatura não deve exceder os +70°C e não deve descer abaixo dos -35°C. Se a temperatura subir, a máquina de puncionar deve ser parada imediatamente. Adicionalmente, a temperatura do motor principal não deve exceder +60°C (medida na cobertura do motor).
Programa de manutenção da lubrificação
Óleo para caixa de velocidades:
Substituir o óleo de lubrificação da caixa de velocidades após os primeiros 3 meses (cerca de 750 horas) de utilização.
Posteriormente, substituir o óleo de 6 em 6 meses (cerca de 1500 horas).
Limpar a caixa de velocidades de 6 em 6 meses.
Rolamento do volante e rolamento do veio de transmissão:
Estas chumaceiras estão fechadas e devem ser enchidas com massa lubrificante antes da montagem.
Reabastecer a massa lubrificante (massa de lítio 3#) de 2 em 2 meses.
Verificar a massa lubrificante de 6 em 6 meses.
Ao encher a massa lubrificante, certifique-se de que 60-70% do espaço entre o volante do motor e a chumaceira é preenchido.
Cilindro de contrapeso:
Utiliza tanto a lubrificação a ar como a lubrificação com pistola manual de óleo.
Adicionar 100 ml de óleo 20# ao parafuso de esferas e à sede de esferas antes de testar após a instalação.
Encher o lubrificador com óleo 20# e verificar semanalmente.
Lubrificação durante o funcionamento
Arranque inicial:
Ligar o motor principal e esperar 5 minutos para que a bomba de lubrificação comece a funcionar antes de operar a prensa.
Períodos de inatividade:
Se a prensa tiver estado inativa durante 24 horas, fazer funcionar o motor principal durante 10 minutos antes de iniciar a produção.
Reservatório de óleo lubrificante
Verificar diariamente o reservatório de óleo lubrificante e reabastecer se necessário.
Durante o período inicial de instalação, é necessário mais óleo, que deve ser reabastecido rapidamente.
Lubrificação manual
Assegurar que a alimentação eléctrica está desligada quando se procede à lubrificação manual.
Substituição de óleo
Quando substituir o óleo, limpe cuidadosamente o interior do reservatório de óleo e dos tubos.
Tabela de lubrificação
Seguir as instruções de lubrificação indicadas na prensa para assegurar uma manutenção e um funcionamento correctos.
NÃO.
Ponto de lubrificação
Marca e tipo de óleo lubrificante
Modo de lubrificação
1
Casquilho da biela
00# Graxa de cal
Lubrificação por acionamento elétrico
2
Casquilho principal dianteiro
00# Graxa de cal
Lubrificação por acionamento elétrico
3
Traseira Bucha principal
00# Graxa de cal
Lubrificação por acionamento elétrico
4
Gib (6 pontos)
00# Graxa de cal
Lubrificação por acionamento elétrico
5
Rosca de ligação
Óleo para engrenagens CKC150
Lubrificação manual com pistola de óleo
6
Parafuso de esferas
Óleo para engrenagens CKC150
Lubrificação com óleo de enchimento
7
Caixa de velocidades
Óleo para engrenagens CKC150
Lubrificação por imersão
8
Equilibrador
Óleo de lubrificação HL150
Bomba de óleo manual Lubrificação
9
Bomba de óleo manual
Óleo de lubrificação HL150
10
Bomba de lubrificação
00# Graxa de cal
Lubrificação eléctrica
11
Pontos de lubrificação da almofada de ar
Massa lubrificante de lítio 2#
Lubrificação manual com pistola de óleo
12
Rolamento do volante do motor
Massa lubrificante de lítio 2#
Lubrificação manual com pistola de óleo
VII. Plano da Fundação (Figura 8)
Preparação antes da construção
Escavação:
Escavar o local de acordo com as especificações do plano de fundação.
Reforço do solo:
Se o solo for macio, deve ser efectuada uma cravação de estacas para o reforçar. Assegurar que a pressão do solo não é inferior a 8 ton/m².
Colocação de entulho:
Colocar entulho no fundo da escavação a uma altura entre 100 mm e 200 mm para proporcionar uma base estável.
Colocação de betão:
Deixar orifícios na base ao deitar o betão para acomodar os parafusos de ancoragem e outras instalações necessárias.
Preparação e instalação do betão
Preparação do betão:
Preparar a mistura de betão de acordo com as especificações do plano de fundação.
Cura do betão:
Depois de despejar o betão, deixe-o secar e curar adequadamente. Uma vez curado, retire quaisquer formas ou placas de madeira utilizadas durante o processo de betonagem.
Instalação da máquina de puncionar
Montagem:
Instalar a máquina de prensagem por perfuração montando a máquina de prensagem, os parafusos de ancoragem e a placa de ajuste horizontal no poço designado.
Ajuste horizontal:
Ajustar a máquina de puncionar para garantir que está nivelada na horizontal.
Preenchimento de poços de ancoragem:
Quando a prensa de perfuração estiver corretamente ajustada, encher os poços dos parafusos de ancoragem com betão.
Cura final e reparações:
Deixe o betão secar e curar. Após a cura, efectue as reparações necessárias para garantir que a fundação é estável e segura.
Considerações adicionais
Preparação da placa de pé:
Os clientes devem preparar a base à volta da máquina de puncionar utilizando materiais adequados para garantir a estabilidade e a segurança.
Proteção contra choques:
Se for necessária uma proteção contra choques, adicione uma camada de arenito fino com cerca de 150 mm de largura à volta da fundação para absorver as vibrações e reduzir o impacto na estrutura circundante.
VIII. Instalação e ensaios
Compreender a estrutura da imprensa
Antes de efetuar quaisquer ajustes na prensa, é crucial compreender bem a sua estrutura. Isto assegura um manuseamento e uma configuração adequados, minimizando o risco de erros e danos.
Instalação da prensa
Preparação da fundação:
Preparar a fundação de acordo com o plano de fundação.
Se o solo for mole, reforce-o adequadamente com armaduras de ferro.
Colocação inicial:
Quando a prensa chegar à fábrica, colocá-la num local seco durante vários dias.
Verificar o eletromotor e o transformador antes de iniciar o processo de instalação.
Limpeza:
A máquina de puncionar é revestida com óleo anti-ferrugem durante o transporte. Limpe-o antes da instalação.
Prestar especial atenção à limpeza do óleo das superfícies das linguetas e das superfícies de fricção.
Medição de nível:
Medir o nivelamento da prensa com um nivelador de precisão.
Fixar os parafusos da fundação apenas quando o nível cumprir a norma exigida (0,3/1000 mm).
Assegurar que a almofada está fixa antes de medir o nivelamento.
Instalação de reforços:
Se os utilizadores optarem por instalar a almofada eles próprios, certifique-se de que a interface entre a almofada e a mesa de trabalho está limpa e sem detritos, como papel, restos de metal, calibradores, anilhas e sujidade.
Instalação do motor
Inspeção e limpeza:
Desembale a embalagem e verifique se existem acessórios danificados.
Limpar o motor, a polia da correia, a ranhura do volante e o suporte. Evitar o contacto de líquidos com o eletromotor.
Limpar a correia trapezoidal com um pano e não com uma solução de limpeza.
Montagem do motor:
Montar o motor na sua posição de articulação, mas não apertar completamente os parafusos.
Apoiar o peso do motor com uma funda antes de apertar os parafusos.
Alinhamento:
Alinhar a linha de referência da ranhura da polia da correia e a ranhura do volante.
Posicionar corretamente o motor para evitar danos na ranhura da correia e no rolamento do motor.
Aperte os parafusos do suporte do motor após o alinhamento.
Tensão da correia:
Deslocar o motor para o volante do motor e certificar-se de que a correia trapezoidal não apresenta uma tensão excessiva quando colocada no bloco.
A tensão da correia deve ser de cerca de 10 mm quando pressionada com o polegar.
Ajuste horizontal
Reforçar o nivelamento:
Assegurar que os parafusos estão apertados antes de efetuar a medição.
Limpe a almofada e coloque um medidor de nível de precisão na parte da frente, no meio e na parte de trás da almofada.
Utilize calços para ajustar o nivelamento da estrutura.
Calços:
Certifique-se de que os calços são suficientemente grandes para distribuir o peso uniformemente na interface.
Verificar o nível após um mês e reajustar se necessário.
Efetuar controlos de seis em seis meses para manter o desempenho da prensa.
Instalação de condutas de ar
Ligação:
Ligar a linha de ar à parte de trás da prensa.
Assegurar que a pressão de ar necessária é de 0,6 MPa.
A distância entre a fonte de ar e a prensa não deve ser superior a 5 metros.
O diâmetro da tubagem não deve ser inferior a 1 polegada.
Limpar o canal de poeiras e detritos antes da ligação.
Ensaios
Controlo de precisão:
Após a instalação, verificar a precisão de acordo com o certificado.
Ajustar a precisão, se necessário, devido a vibrações e deslocações durante o transporte.
Limpeza inicial:
Limpar a gordura e a sujidade, especialmente das superfícies das linguetas e das zonas de fricção.
Procedimento operacional:
Selecionar o procedimento operacional adequado com base nos requisitos de trabalho.
Preparar as ferramentas necessárias.
Instalação da matriz:
Utilize um curso de uma polegada e mova gradualmente a corrediça para o ponto morto inferior.
Assegurar que as matrizes não colidem e ajustar a altura manualmente.
Não iniciar o curso simples ou contínuo até que os ajustes estejam concluídos.
Ajuste da barra de encaixe:
Ajustar a posição da barra de saída para a ejeção da peça após o curso da corrediça ter parado (perto do ponto morto superior).
Assegurar-se de que a barra de eliminação não toca no fundo da ranhura da barra de eliminação durante o movimento.
Ajustamentos finais:
Utilizar o traço em polegadas e progredir passo a passo.
Efetuar golpes simples e contínuos apenas quando não houver nada que impeça o bom funcionamento da prensa.
Pressão do ar
A pressão de ar da prensa de punção deve situar-se entre 0,55 e 0,60 MPa.
A pressão máxima da válvula de segurança deve ser de 1 MPa.
IX. Preparação da operação
Preparação para a corrida
Ligar a caixa de controlo principal:
Colocar o interrutor de ar na caixa de controlo principal na posição ON.
Certificar-se de que a máquina de puncionar está a funcionar corretamente.
Fixe a caixa de controlo principal:
Fechar a porta da caixa de controlo principal.
Aviso: Por razões de segurança, é proibido abrir a porta da caixa de controlo principal enquanto a prensa estiver em funcionamento.
Preparação da operação
Ligar:
Ligue o interrutor no painel de controlo. O indicador de alimentação (circuito AC110V) deve acender-se.
Verificação da paragem de emergência:
Certifique-se de que o botão "Paragem de emergência" não está acionado.
Controlo da pressão:
Se a pressão não estiver dentro do intervalo normal, o indicador desligar-se-á e a máquina de puncionar entrará em estado de paragem de emergência.
Corrigir a pressão de ar para o valor apropriado e operar a prensa até que o indicador esteja iluminado.
Arranque e paragem do motor principal
Arranque do motor principal:
Prima o botão Iniciar:
O motor principal arranca e o indicador do motor principal acende-se.
Nota: O motor principal só funcionará se o interrutor de modo estiver na posição "OFF".
Paragem do motor principal:
Prima o botão de paragem do motor:
O motor principal deixará de funcionar e o indicador apagar-se-á.
Cenários de paragem automática:
O motor principal pára automaticamente nos seguintes cenários:
Rebentamento do fusível do laço:
Se o fusível do circuito do motor principal se fundir.
Proteção do relé térmico:
Se o relé térmico estiver em modo de proteção.
X. Controlo diário
Controlo inicial
Limpar a almofada: Assegurar-se de que a almofada está limpa e sem objectos. Isto é essencial para evitar qualquer interferência durante as operações.
Acionar o volante do motor: Utilizar a barra de acionamento para acionar manualmente o volante do motor e verificar o seu bom funcionamento.
Especificações do cabo de alimentação: Verificar se as especificações do cabo de alimentação correspondem aos requisitos da máquina para garantir um funcionamento seguro e eficiente.
Verificar depois de abrir a válvula de ar
Pressão do ar: A pressão de ar da embraiagem deve estar dentro do intervalo especificado de 0,55-0,6 MPa. Isto assegura o bom funcionamento do mecanismo da embraiagem.
Fugas de ar: Assegurar-se de que não há fugas de ar no sistema. Para isso, verificar o cilindro da embraiagem e a junta do rotor quanto a eventuais fugas de ar.
Verificação após a ligação
Indicadores de alimentação: Rode o interrutor para ON. Os indicadores de potência e de pressão devem acender-se, confirmando que o sistema está alimentado e pressurizado.
Seleção de modo: Colocar o interrutor de seleção de modo na posição "inch stroke" (curso em polegadas). Premir e soltar o botão de operação "bimanual" para verificar a ação da válvula solenoide. Assegurar a libertação de ar e o movimento flexível da embraiagem sem qualquer interferência.
Verificação após o arranque do motor principal
Funcionamento do motor principal: Prima o botão de arranque. O motor principal deve funcionar e o indicador deve acender-se.
Rotação do volante do motor: Verificar se o sentido de rotação do volante corresponde ao sentido marcado na prensa.
Velocidade do volante do motor: Verificar a velocidade de arranque e de aceleração do volante. O som do deslizamento da correia trapezoidal deve ser normal, indicando uma tensão e um alinhamento correctos.
Controlo de execução
Funcionamento do curso em polegadas: Durante o modo de curso em polegadas, assegurar que a prensa funciona suavemente sem quaisquer ruídos ou pesos anormais. Manter o botão de operação bimanual premido durante este controlo.
Curso simples e contínuo:
Curso simples: A prensa não deve funcionar continuamente quando se prime o botão de funcionamento. A posição de paragem deve situar-se entre +5° e -10° do ponto morto superior, não sendo permitido qualquer desvio.
Curso contínuo: O movimento deve ser normal. Prima o botão de paragem de emergência para garantir que a embraiagem se separa e o botão de paragem de emergência bloqueia. A posição de paragem deve também estar entre +5° e -10° do ponto morto superior. Ao premir o botão de paragem de emergência, a prensa de punção deve parar imediatamente.
Verificação ao ajustar a corrediça
Interruptor de ajuste deslizante: Rode o interrutor de regulação da corrediça para ON para proibir a operação durante a regulação.
Ajuste da altura da matriz: Ajustar a altura do coto. Quando a corrediça atingir os limites superior e inferior, parar a regulação do motor.
Indicador de altura da matriz: Verificar se o indicador de altura da matriz corresponde ao valor real para garantir ajustes precisos.
XI. Manutenção e segurança
Garantir o funcionamento seguro e eficiente de uma prensa de punção requer o cumprimento rigoroso dos procedimentos de manutenção e segurança. As seguintes directrizes devem ser seguidas meticulosamente para manter a integridade do equipamento e a segurança dos operadores:
Procedimentos operacionais
Compromisso da embraiagem:
Só engatar a embraiagem depois de o motor ter arrancado e atingido a velocidade máxima de funcionamento. Desta forma, garante-se um funcionamento suave e evita-se um esforço excessivo dos componentes mecânicos.
Ligação à terra do equipamento:
Manter sempre a ligação à terra correcta do equipamento. Verificar regularmente as ligações à terra para garantir que estão seguras e a funcionar corretamente. Isto é crucial para evitar riscos eléctricos.
Gestão de energia:
Desligar sempre a alimentação eléctrica quando o operador abandona a prensa. Isto evita a ativação acidental e reduz o risco de ferimentos ou danos no equipamento.
Gestão da carga:
Assegurar-se de que a carga de trabalho da prensa está dentro do intervalo de segurança especificado. A sobrecarga da prensa pode levar a falhas mecânicas e representar sérios riscos de segurança.
Dispositivos de segurança e precauções
Montagem do dispositivo de segurança:
Não operar a prensa de punção se os dispositivos de segurança não estiverem corretamente montados. Os dispositivos de segurança são essenciais para proteger os operadores contra ferimentos.
Manuseamento de materiais:
A perfuração simultânea de várias folhas é estritamente proibida. Isto pode causar danos na prensa e comprometer a qualidade da peça.
Inspeção e manutenção
Funcionamento irregular:
Se a corrediça cair livremente ou bater irregularmente com ruído, pare imediatamente a prensa de punção. Inspecionar a máquina para identificar e retificar quaisquer problemas antes de retomar a operação.
Inspeção de condutas de ar:
Verificar frequentemente se há fugas na tubagem de ar. Se for detectada uma fuga, repare-a antes de operar a prensa de punção. As fugas de ar podem afetar o desempenho dos componentes pneumáticos e levar a ineficiências operacionais.
Medidas de segurança pessoal
Colocação da carroçaria:
Para segurança pessoal, nunca colocar qualquer parte do corpo na área perigosa do molde. Esta área é altamente perigosa e pode causar ferimentos graves.
Manutenção em zonas perigosas:
Não trabalhe ou efectue manutenção na área perigosa sem implementar medidas de segurança adequadas. Isto inclui a desenergização da máquina e a utilização de procedimentos de bloqueio/etiquetagem.
Características de segurança opcionais
Protetor fotoelétrico:
A prensa está equipada com pontos de ligação para um protetor fotoelétrico, que é uma caraterística de segurança opcional. A instalação de um protetor fotoelétrico pode aumentar a segurança, detectando a presença de objectos ou partes do corpo na zona de perigo e parando a prensa automaticamente.
XII. Problemas e soluções
Problemas
Motivo
Solução
Preparação da operação
A máquina de puncionar não funciona.
1. A pressão do ar é demasiado baixa.
1. Verificar a pressão do manómetro e ajustar a pressão
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou qual é o segredo por detrás da produção de peças estampadas de alta qualidade? Nesta publicação do blogue, vamos analisar o papel fundamental que a folga do punção e da matriz desempenha na...
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Imagine a sua mão presa nas poderosas mandíbulas de uma máquina - um pesadelo para qualquer operador de puncionadora. Este artigo descreve 12 precauções de segurança cruciais para a utilização de uma...
Porque é que a escolha do alimentador de punções correto é crucial para o seu processo de fabrico? Neste artigo, exploramos três tipos principais: alimentadores de ar, alimentadores de rolos e servo alimentadores NC. Aprenderá...
Já se interrogou como é que o fabrico moderno consegue tanta precisão e eficiência? Entre na máquina de trabalhar ferro hidráulica - uma máquina versátil que corta, perfura, cisalha e dobra metal com facilidade. Neste artigo, irá explorar...
Imagine transformar simples folhas de metal em componentes complexos e precisos com facilidade e eficiência. Esta é a magia de uma máquina de perfuração. Neste artigo, vamos explorar a forma como estas máquinas poupam energia,...
Já alguma vez se interrogou sobre a razão pela qual o seu punção de torre CNC deixa subitamente de funcionar de forma eficiente? A manutenção e a resolução de problemas destas máquinas podem ser um grande desafio. Neste artigo, vamos mergulhar no...
Curioso sobre as prensas de puncionamento de torre CNC? Nesta publicação do blogue, vamos mergulhar no mundo fascinante destas máquinas versáteis. Como um engenheiro mecânico experiente, explicarei como as prensas de torre CNC...
Alguma vez se perguntou como é que as peças de precisão são fabricadas? O corte fino é uma tecnologia revolucionária que produz componentes de alta qualidade com uma precisão e velocidade sem paralelo. Nesta publicação do blogue, vamos mergulhar...