Precauções essenciais para um processamento seguro de dobragem por arco
Processamento de dobragem por arco de chapa metálica: o processamento de arco pode ser dividido em processamento de ferramenta normal ou processamento de ferramenta de arco (punção de raio e punção de arredondamento). 1. Dobragem de arco com punção normal O processo de dobragem de arco envolve os seguintes passos: 1. Selecionar um punção normal de 0,2R e uma matriz que cumpra a norma de seleção de matrizes. 2. [...]
Processamento de chapa metálica por curvatura por arco: O processamento de arco pode ser dividido em processamento de ferramenta normal ou processamento de ferramenta de arco (punção de raio e punção de arredondamento).
1. Arco de curvatura com punção standard
O processo de curvatura em arco envolve as seguintes etapas:
1. Selecionar um punção normal de 0,2R e uma matriz que cumpra a norma de seleção de matrizes.
3. Determine o número de curvas necessárias para completar o arco, dividindo o comprimento do arco pela espessura do material.
4. Calcular o ângulo de flexão para cada curva, dividindo o ângulo do arco pelo número de curvas.
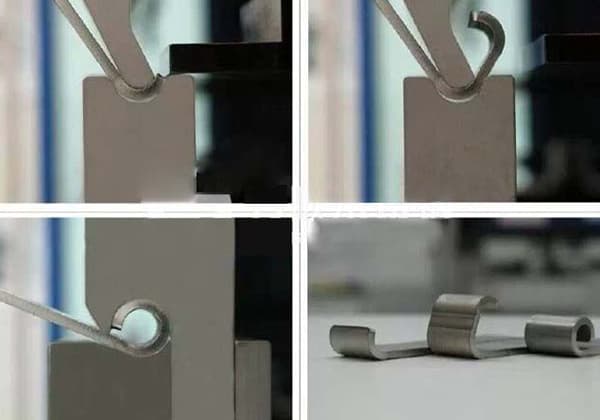
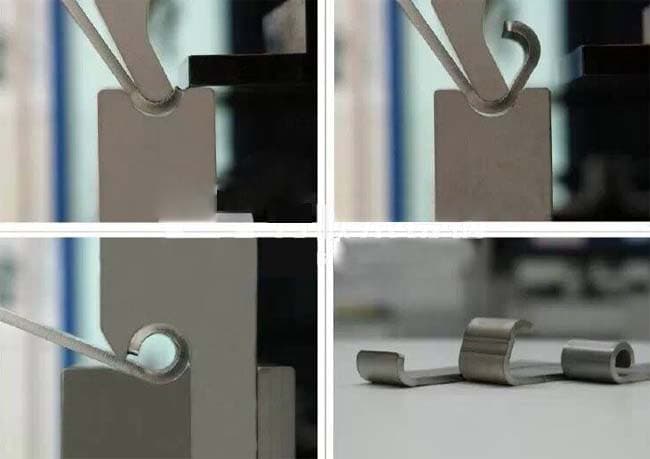
5. Efetuar o processo de dobragem.
No entanto, como o arco processo de dobragem é completado por dobragem várias ou mesmo dezenas de vezes, a gama de dimensões do arco de dobragem é limitada pelas ferramentas.
Âmbito geral do processamento:
1) Arco circular de 90 graus: forma um arco circular maior do que R12;
2) Arco circular superior a 120 graus: pode processar todos os arcos circulares R que sejam superiores ao limite da ferramenta.
2. Dobrar o arco com um punção de raio
A escolha da ferramenta depende do método de processamento.
Por exemplo, a largura da ranhura em V é determinada pela profundidade da dobra.
O ângulo R do arco circular é formado com base no ângulo R inerente da ferramenta.
Ao selecionar o molde, se o raio de curvatura for inferior a R12, é necessário selecionar uma linha superior e uma linha inferior. matriz inferior com especificações de processamento podem ser seleccionados para uma única dobragem.
Uma vez que o punção R é um molde normalizado, a sua especificação R é limitada, pelo que a dimensão da especificação do arco processado também é limitada.
Se o raio de curvatura não estiver dentro da especificação do molde padrão, pode ser aumentado adicionando material à volta do molde R.
Se o raio de curvatura for superior a R12, terá de ser formado através de curvaturas múltiplas, com as mesmas condições de processamento que as utilizadas para a curvatura de arco de punção normal.
A curvatura em arco com um punção de raio tem a vantagem de produzir uma curvatura suave e atractiva, tornando-a adequada para produtos com requisitos de aparência rigorosos.
3. Precauções de processamento
1)Ao dobrar um arco com um punção de raio, é importante escolher primeiro o molde com base na norma de seleção de moldes. No entanto, ao processar um arco de 90 graus, o chapa metálica As peças podem rebater e impedir que o arco de 90 graus cumpra os requisitos. Neste caso, é necessária uma intervenção manual para garantir o ângulo correto. Para evitar este problema, deve preferir-se uma matriz inferior de 88 graus quando se processa um arco circular de 90 graus.
2)Durante o processamento do arco, é necessário usar um dispositivo de deteção para garantir o tamanho da aparência processada.
3)O arco angular do processo é normalmente processado utilizando uma matriz intercambiável ou por meios manuais.
4)Para determinar a largura padrão da ranhura em V do molde inferior, utilizar um molde R (barra redonda e punção de arco) para dobrar o arco.
A largura de V ranhura da matriz inferior selecionada para dobrar o arco de 90 graus é: V>2 (R+T);
A largura de V ranhura da matriz inferior selecionada para dobrar o arco de 135 graus é: V>1,5 (R+T).
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...