Calibração do calibre traseiro da prensa dobradeira: Guia passo-a-passo
Já se interrogou sobre como garantir uma dobragem precisa na metalomecânica? A calibração exacta do calibrador da prensa dobradeira é crucial. Este artigo apresenta um guia detalhado, passo a passo, sobre a verificação e o ajuste do alinhamento da barra de encosto, tanto na vertical como na horizontal, e a calibração dos dedos do calibrador de encosto. Domine estes procedimentos para manter a precisão do seu equipamento e melhorar a eficiência da sua oficina. Mergulhe para aprender as técnicas de calibração essenciais que lhe pouparão tempo e evitarão erros dispendiosos.
Se a prensa dobradeira estiver equipada com um calibrador de fundo, este deve ser calibrado mecanicamente para o centro do punção e da matriz.
Balancim de prensa dobradeira
O contra-medidor está completamente calibrado quando é entregue e qualquer calibração subsequente só é necessária no caso improvável de os dedos ou a barra do contra-medidor serem forçados a sair da posição.
Para além da calibração mecânica, o backgauge tem de ser calibrado com o software ETS antes de executar um programa.
I. Verificação do alinhamento da barra do encosto
1. Plano Vertical
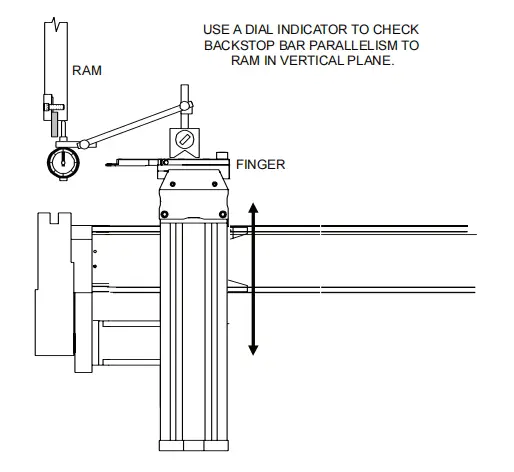
Verificar o alinhamento da barra do encosto no plano vertical
O procedimento seguinte pode ser utilizado para testar o paralelismo da barra de apoio em relação ao carneiro no plano vertical:
1. Montar um relógio comparador de base magnética num dos dedos do medidor de dorso. 2. Colocar os eixos X e R numa posição que permita ao relógio comparador referenciar a superfície inferior do carneiro a partir do dedo. 3. Mover o dedo para uma extremidade da barra de apoio e ajustar o seletor para zero. 4. Mova o dedo para a outra extremidade da barra de medição e observe o indicador do mostrador. Este deve permanecer em zero. 5. É permitida alguma coroa, mas o indicador do mostrador deve indicar zero em ambas as extremidades. Se necessário, calibrar a barra estabilizadora, seguindo o procedimento indicado na secção seguinte.
2. Plano horizontal
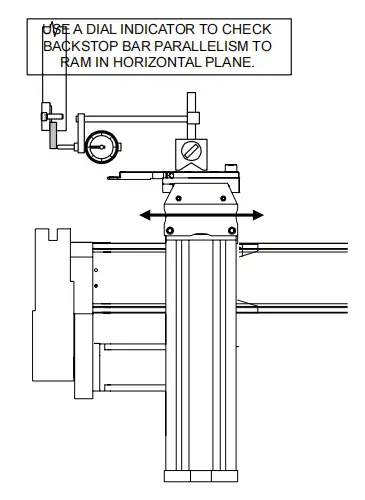
Verificar o alinhamento da barra do encosto no plano horizontal
O procedimento seguinte pode ser utilizado para testar o paralelismo da barra de encosto em relação ao carneiro no plano horizontal:
1. Montar um relógio comparador de base magnética num dos dedos do medidor de dorso. 2. Colocar os eixos X e R numa posição que permita ao relógio comparador referenciar a superfície posterior do carneiro a partir do dedo. 3. Mover o dedo para uma extremidade da barra de apoio e ajustar o seletor para zero. 4. Mova o dedo para a outra extremidade da barra de medição e observe o indicador do mostrador. Este deve permanecer em zero. 5. Se necessário, calibrar a barra estabilizadora através do procedimento indicado na secção seguinte.
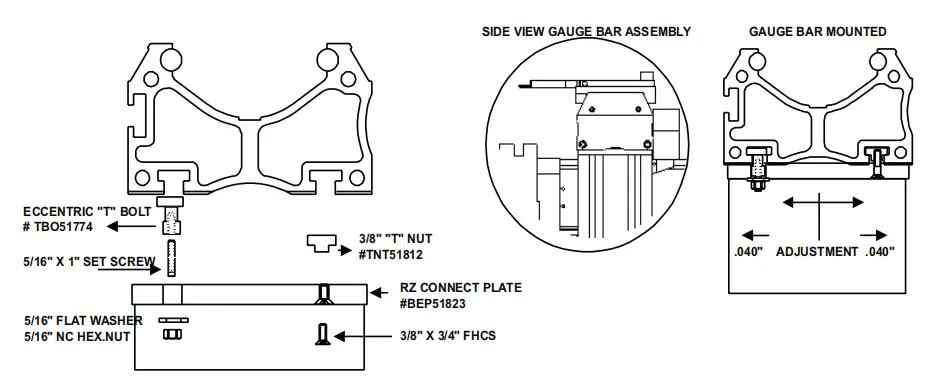
II. Calibração do backgauge Barras de calibre
São fornecidas duas barras de calibração com o backgauge.
As barras de calibração são blocos de aço maquinados com precisão, com uma dimensão tolerada de 04.000″+.001″ desde o entalhe em "V" até à extremidade chanfrada.
Cada barra de calibração tem um suporte de borracha para evitar danos se for aplicada uma força excessiva ao posicionar o punção no entalhe em "V" da barra de calibração.
AVISO
Antes de iniciar qualquer um dos seguintes procedimentos de calibração mecânica do aparelho de medição do dorso:
O operador deve estar totalmente familiarizado com o travão de prensa controlos e execução de programas
O punção e a matriz devem ter sido instalados e centrados de acordo com os procedimentos descritos na secção abaixo.
III. Calibração do dedo
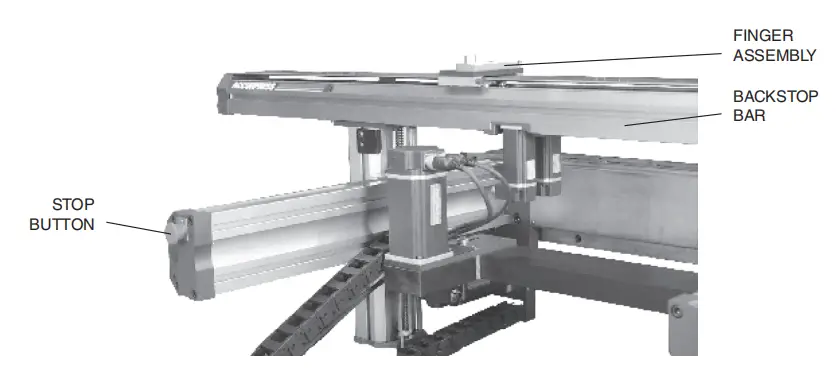
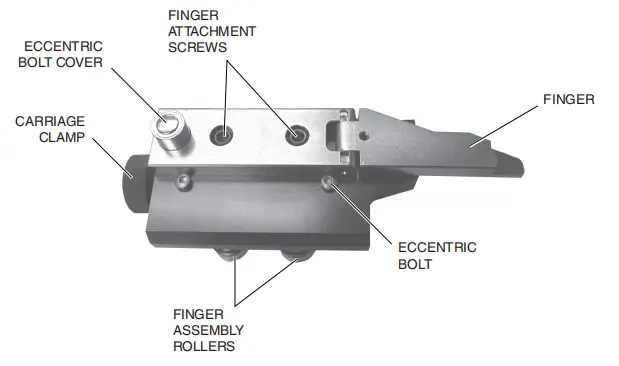
Conjunto de dedos do medidor de dorso Premium
Os dedos do calibrador de dorso devem ser calibrados sempre que estiverem fora do alinhamento paralelo com a ferramenta.
Se a barra de encosto for retirada da sua posição, tanto a barra de encosto como os dedos terão de ser calibrados. É boa prática recalibrar os dedos sempre que as ferramentas forem substituídas.
Este procedimento assegurará que ambos os dedos estão à mesma distância da barra de apoio:
1. Definir o modo de funcionamento para JOG e o modo de controlo para HAND.
2. Executar "Calibrate Back Gauge" a partir do menu principal, ou programar e depois deslocar o backgauge para a posição de calibração X=04.000″.
3. Colocar duas barras de calibração ao longo da abertura do molde, a vários centímetros de distância e perto do centro do comprimento do punção. Cada barra deve ser colocada de modo a que a base de borracha fique sobre o molde e a extremidade chanfrada fique virada para o calibrador.
4. Utilizando os botões de pressão da palma da mão, desloque o botão ram de imprensa para baixo até que o punção assente em cada barra do calibre de calibração O calibrador de calibração deve ser fixado no entalhe em "V", aplicando apenas a força suficiente para deformar ligeiramente o suporte de borracha. Verificar se a barra do calibrador está bem presa, tentando movê-la manualmente.
5. Ajustar o carrinho verticalmente até que os dedos estejam à mesma altura que as barras do calibrador. A regulação mecânica da bitola traseira ocorre por detrás da travão de prensa. Por conseguinte, por razões de segurança, o botão STOP do backgauge deve ser premido e mantido na sua posição de bloqueio antes de se trabalhar na área do backgauge.
Nas máquinas com sistema Manual-R, utilizar o volante do carro de medição.
Para máquinas com um sistema Power-R, programar a posição correcta.
6. Deslocar um dedo do calibrador para a extremidade de uma barra do calibrador. Num sistema Manual-Z, desaperte o grampo do carro e faça deslizar o dedo. Num sistema Power-Z, programar a posição correcta.
Ajuste o dedo para a posição de calibração:
Utilizando uma chave hexagonal de 5/16″, desapertar os dois parafusos de cabeça cilíndrica que fixam o dedo ao bloco de dedos.
Retirar a tampa de aço da saliência que envolve o parafuso excêntrico na parte de trás do dedo.
Utilizando uma chave hexagonal de 7/16″, rodar o parafuso excêntrico para ajustar o dedo firmemente contra o bloco de calibração. Utilizar uma ligeira pressão manual para manter o dedo paralelo ao bordo do bloco de dedos.
7. Deslocar o segundo dedo do calibrador para a extremidade da segunda barra de calibração e ajustar como descrito no passo 6.
8. Ajustar cada dedo de modo a que a pressão de contacto entre o dedo e as barras de medição seja a mesma para ambos os dedos.
9. Quando a regulação estiver concluída, volte a colocar a tampa do parafuso excêntrico e volte a apertar os dois parafusos.
10. Retire as barras do calibrador e volte a ativar o backgauge, rodando o botão de paragem do backgauge 1/4 de volta no sentido dos ponteiros do relógio.
IV. Calibração da barra de apoio
1. Plano vertical
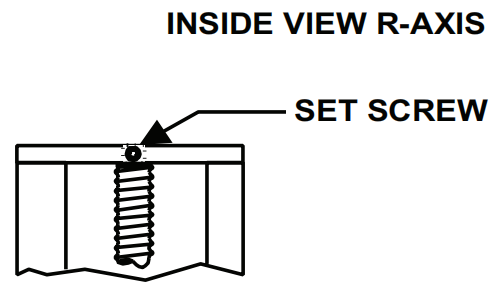
Para ajustar a barra de apoio no plano vertical, comece por desapertar o parafuso de ajuste na placa superior do eixo R.
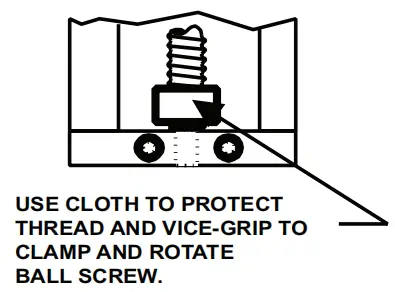
Colocar um pequeno pano à volta do ponto mais baixo do fuso de esferas e aplicar um alicate de pressão sobre o pano, tendo o cuidado de não agarrar ou danificar o fuso de esferas.
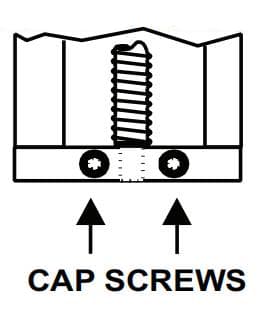
Desapertar os parafusos de fixação na placa inferior do eixo R e rodar o parafuso esférico para ajustar a altura.
Quando a regulação estiver concluída, apertar o parafuso de ajuste e os parafusos de cabeça cilíndrica. Retirar o punho do torno. alicate e pano.
Ajuste do eixo R da barra de apoio
Para ajustar a altura do eixo R, desaperte o parafuso de ajuste (placa superior).
Coloque um pequeno pano à volta do ponto mais baixo do parafuso esférico e aplique um alicate de pressão sobre o pano, apertando-o apenas o suficiente para agarrar o parafuso esférico.
Desaperte os parafusos da tampa (placa inferior) e rode o parafuso esférico para ajustar a altura.
Quando a regulação estiver concluída, apertar o parafuso de ajuste e os parafusos de fecho.
Retirar o alicate de pressão e o pano.
2. Plano horizontal
Para regular a barra de encosto no plano horizontal, desapertar as porcas em T e rodar os parafusos em T até obter o paralelismo com o cilindro.
Barra de encosto Ajuste horizontal
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...