Explicação da precisão de dobragem da prensa dobradeira
Já alguma vez se perguntou porque é que conseguir dobras precisas em chapas metálicas pode ser um desafio tão grande? Neste artigo, exploramos as complexidades da precisão da dobragem por prensa dobradeira. Desde a compreensão dos erros de ângulo até aos efeitos da qualidade do material e da força de dobragem, obterá informações sobre os factores que influenciam a precisão da dobragem. Espere aprender técnicas práticas e considerações para melhorar as suas operações de prensa dobradeira e obter resultados mais consistentes nos seus projectos de metalurgia. Mergulhe de cabeça para melhorar os seus conhecimentos e otimizar os seus processos de quinagem.
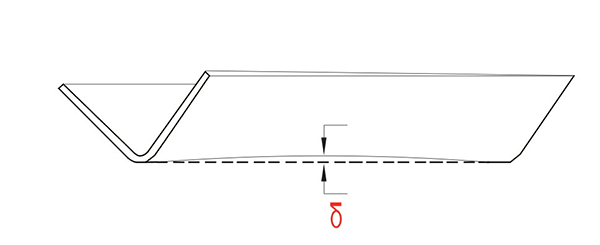
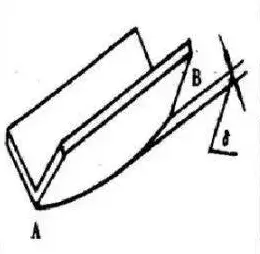
Depois de chapa metálica A borda da peça de trabalho dobrada apresentará uma deflexão natural, que é normalmente medida pela sua deflexão máxima (δ).
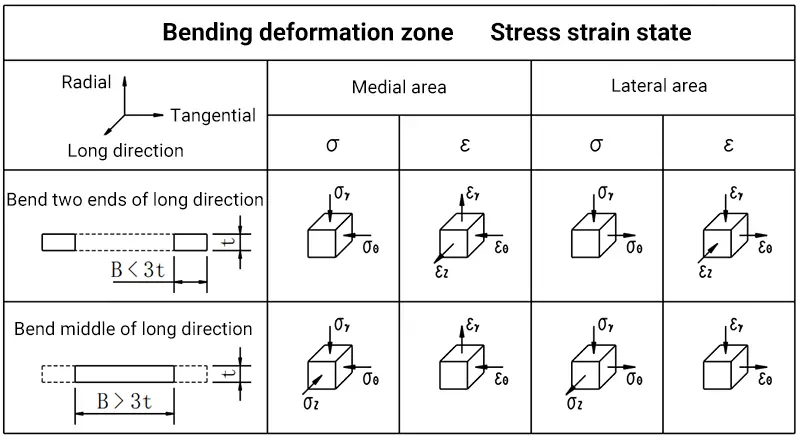
De acordo com a análise de tensões, a tensão (σZ) na zona de deformação é de tração no exterior e de compressão no interior. Estas tensões opostas de tração e compressão criam um momento fletor, que é necessário para manter a peça direita durante a flexão. No entanto, no final do processo de flexão, este momento desaparece, fazendo com que a peça de trabalho se desvie para cima.
Quanto mais longo for o placa de dobragem é, maior será a deflexão (δ). Da mesma forma, quanto maior for a placa de dobragem é que, quanto menor for a largura da placa, maior será a deflexão (δ).
No entanto, a redução do ângulo de flexão de 150° para 90° reduzirá a deflexão (δ).
Além disso, à medida que a espessura da placa aumenta, a deflexão (δ) aumenta proporcionalmente.
Aplicar pressão no bordo do folha de dobragemA dobragem por correção ou a dobragem em três pontos pode melhorar a retidão da peça de trabalho.
Factores que afectam a precisão de dobragem
Os principais factores que influenciam a precisão da dobragem numa máquina de prensagem são a rigidez da prensa dobradeira, o modo de dobragem e a força de dobragem.
1.Rigidez da prensa dobradeira
Como determinar o índice de rigidez da máquina de prensar e travar na conceção?
Deformação de deflexão de travão de prensa máquina
2. Modo de flexão
1)Flexão do ar
2)Flexão de três pontos
3)Cozinhar
3. Força de flexão
Como é que a força de flexão se altera durante a flexão?
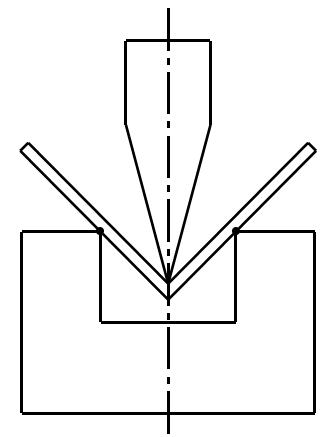
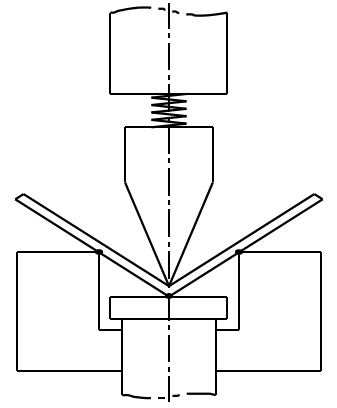
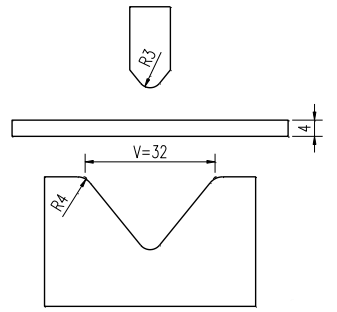
1)Flexão livre do punção agudo
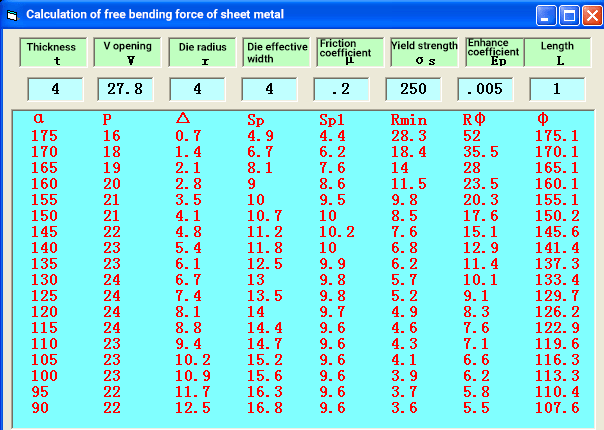
Conforme ilustrado na figura anexa, no modo de flexão livre, o material da folha é feito de Aço Q235que é considerado como tendo um comportamento elástico-plástico ideal com endurecimento linear. O limite de elasticidade deste material é σS = 250 MPa, e o seu módulo de endurecimento (também conhecido como módulo tangente) é de 1050 MPa.
Os resultados do método analítico são os seguintes
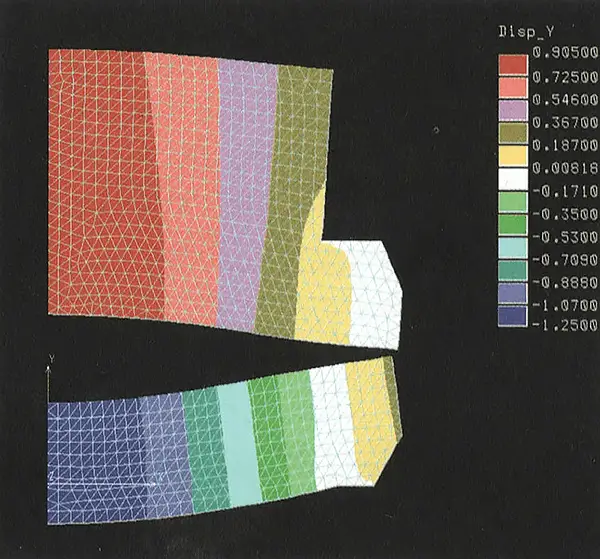
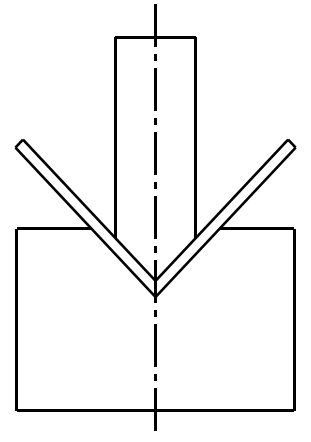
2)Flexão de faca larga
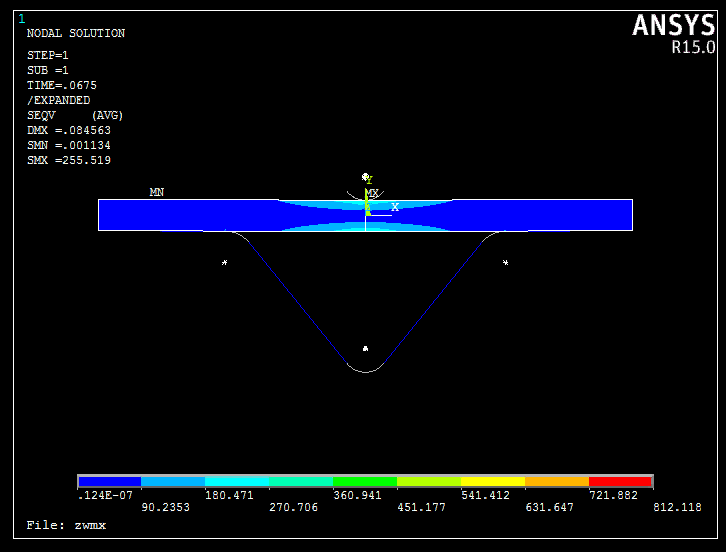
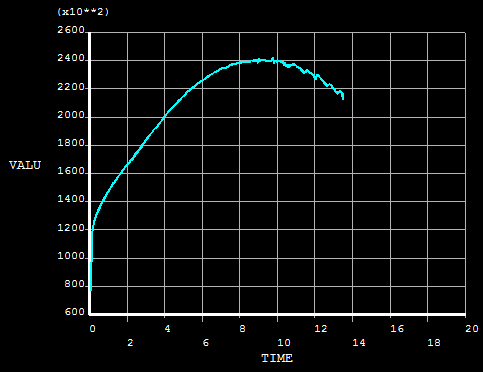
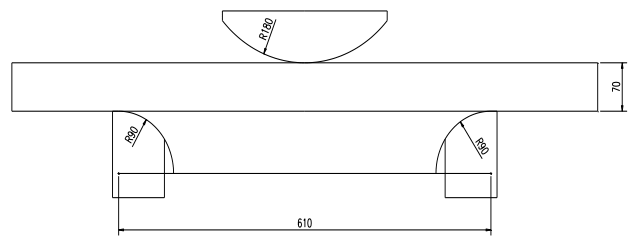
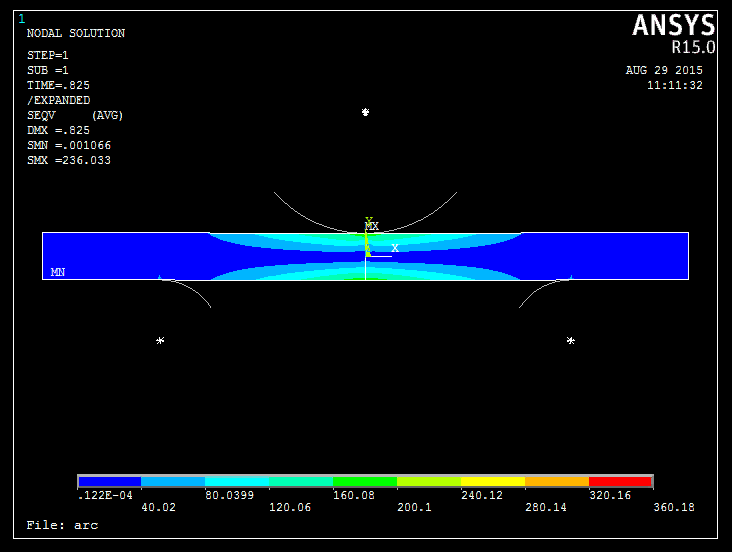
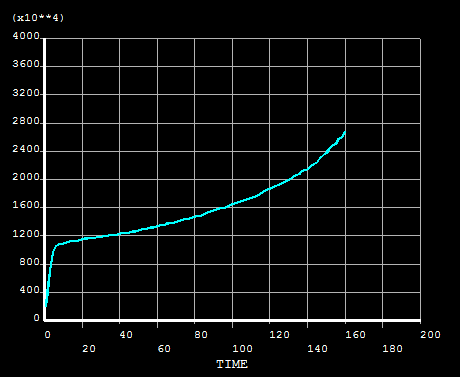
Como se pode ver na figura seguinte, a matriz superior é concebida com um arco largo R180 e o material da chapa é definido como X80. Este material tem um comportamento elástico-plástico ideal com endurecimento linear, e a sua limite de elasticidade é σs = 552 MPa. O módulo de endurecimento (também conhecido como módulo tangente) deste material é de 840 MPa.
Os resultados da análise ANSYS são os seguintes
Curva de força de flexão:
Existem outros factores que afectam a precisão da dobragem, entre os quais a espessura desigual da chapa, a dureza da chapa, a deformação da bancada e do carneiro durante a dobragem, a seleção da abertura da matriz, a profundidade da matriz superior na matriz inferior, o desgaste da matriz e a convexidade da bancada. Estes factores podem causar erros no ângulo de curvatura e na retidão da peça de trabalho após a curvatura.
4. Influência da qualidade do material na exatidão
A curvatura nominal é uma curvatura livre de baixo carbono chapa de aço com uma resistência à tração σb = 450 N/mm², que dobra a folha num ângulo de 90° na matriz em forma de V com uma distância de abertura V = 8 × S.
Quando a dobragem nominal é efectuada com chapas de espessura desigual, podem ocorrer erros de ângulo.
Quando a dureza da placa não é uniforme, o retorno elástico da peça de trabalho durante a flexão não é igual.
Por conseguinte, a qualidade dos materiais tem um impacto significativo na qualidade do processamento.
5. Compensação convexa da mesa de trabalho
Sob a ação da carga, a bancada e o cilindro sofrem uma deformação elástica.
A profundidade da matriz superior no matriz inferior é desigual ao longo de todo o comprimento, o que pode afetar o ângulo de flexão e a retidão da peça de trabalho.
Para resolver este problema, a máquina adopta o convexo NC da mesa de trabalho para compensar a sua deformação, manter a profundidade da matriz superior na matriz inferior essencialmente uniforme ao longo de todo o comprimento, e melhorar a precisão da ângulo de flexão e a retidão da peça de trabalho.
6. Carga excêntrica
A carga excêntrica refere-se à operação de carga no lado esquerdo ou direito do cilindro. A máquina tem uma forte capacidade de resistir à carga excêntrica.
Sob a ação da força de carga excêntrica, será gerada uma inclinação entre a bancada de trabalho e o cilindro.
O mecanismo de deteção de grelha em ambas as extremidades do êmbolo detecta o desvio e fornece feedback ao computador. O computador controla a servo-válvula proporcional para ajustar a quantidade de óleo que entra no cilindro de óleo, para manter a posição dos dois pistões sincronizada e manter um pequeno erro de paralelismo entre a bancada de trabalho e o êmbolo.
Ao processar peças especiais, deve ter-se em conta a carga excêntrica acima referida. Em geral, é necessário evitar o funcionamento sob carga excêntrica.
7. Correção do erro do ângulo de flexão
Após o peça de dobragem foi formado, e o ângulo é de cerca de α°, o valor do erro angular medido △α° pode ser corrigido ajustando a posição Y do ponto morto inferior. O valor de correção △Y pode ser calculado aproximadamente de acordo com a seguinte fórmula: △Y = K × V × △α
Onde:
△ Y - valor de correção do ponto morto inferior (mm)
V - abertura da matriz selecionada (mm)
△ α - Valor do erro angular (graus)
K - Fator de correção (grau /mm)
Quando α ≈ 90°, K ≈ 0,0055; para varão de aço dobrado de 8-12 lados, quando α ≈ 135°-157,5°, K ≈ 0,004.
Se o ângulo da peça inspeccionada for superior aos requisitos do desenho, ajustar a posição do ponto morto inferior para baixo, de acordo com o valor de correção △Y; caso contrário, ajustar para cima.
Exemplo 1:
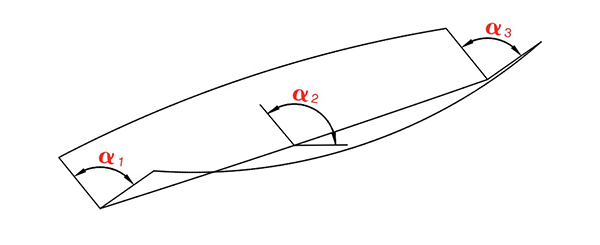
Os ângulos das duas extremidades são iguais ao ângulo médio.
Para dobrar um dodecágono com α= 150°, selecionar a abertura V = 200mm, e medir o ângulo após a dobragem, α= 151,5°. Usando o método acima, △α é calculado como sendo 1,5°, e K é 0,004.
△Y = K × V × △α = 0,004 × 200 × 1,5 = 1,2mm.
Introduzir a posição do ponto morto inferior Y + △Y no computador.
Exemplo 2:
Os ângulos das duas extremidades não são iguais ao ângulo do meio.
Para uma peça dobrada a α=90° com abertura V = 60mm, os ângulos reais medidos em ambas as extremidades são α=90°, e o ângulo médio é α=91° (a quantidade convexa não é suficiente).
Utilizando o método acima: △α = 1°; K=0,0055
△Y = K × V × △α = 0,0055 × 60 × 1 = 0,33mm.
Adicione △Y ao valor convexo original e introduza-o no computador.
Se o ângulo médio for menor do que os ângulos de ambas as extremidades (o valor convexo é demasiado grande), reduza o valor convexo em △Y da base original e introduza-o no computador.
Exemplo 3:
Os ângulos nas extremidades inferiores da coluna não são iguais. Com uma largura de abertura V = 60mm, uma peça de trabalho é dobrada em α= 90°.
O ângulo real medido na extremidade esquerda é α=90° e o ângulo na extremidade direita é α=91° (inferior esquerdo e superior direito).
Utilizando o método acima: △α=1, K=0,0055
△Y=K × V × △α=0,0055 × 60 × 1=0,33mm
Introduza o valor Y + △Y no ponto zero da extremidade direita para cima para alterar a sua posição de referência.
8. Precisão dos ângulos
A precisão dos ângulos é, sem dúvida, o parâmetro mais complexo e difícil de controlar nas operações de quinagem. Existem dois métodos de quinagem comuns: quinagem de fundo e flexão de ar. As várias aplicações da dobragem por baixo são ilustradas a seguir.
Várias aplicações da dobragem por baixo
O controlo da flexão de fundo é efectuado através do ajuste da força descendente aplicada durante a processo de dobragem para moldar o metal. As suas vantagens incluem uma elevada precisão angular, atingindo até ±15 minutos, com ângulos de dobragem consistentes.
No entanto, as desvantagens são significativas: requer até cinco a oito vezes mais força do que a dobragem a ar e tem menor flexibilidade. Diferentes ângulos ou formas requerem ferramentas diferentes.
A dobragem a ar, também conhecida como dobragem livre, é mais comummente utilizada. É controlada através da regulação da descida do eixo Y, ou seja, a profundidade a que a matriz superior penetra na matriz inferior, controlando assim a ângulo de curvatura.
As vantagens da dobragem por ar incluem uma menor força necessária e uma elevada flexibilidade, uma vez que um conjunto de ferramentas pode dobrar peças de trabalho em vários ângulos. A desvantagem é a menor precisão no ângulo da peça dobrada e a menor consistência.
Porque é que a precisão angular das peças dobradas a ar é menor? Por exemplo, ao dobrar chapa metálica com um molde inferior V10, uma diferença de 0,05 mm na distância que o molde superior pressiona para baixo pode resultar num desvio angular de 1°, como mostra a tabela abaixo.
Tabela: Alterações na profundidade de descida correspondentes a uma variação de ângulo de 1° para diferentes aberturas da matriz inferior e ângulos de flexão
Ângulo de flexão/abertura inferior do molde
30°
45°
60°
75°
90°
105°
120°
135°
150°
165°
4
0.17
0.07
0.04
0.03
0.02
0.02
0.02
0.01
0.01
0.01
6
0.26
0.11
0.07
0.05
0.04
0.03
0.03
0.03
0.03
0.03
8
0.36
0.14
0.08
0.06
0.05
0.04
0.04
0.03
0.03
0.03
9
0.41
0.16
0.09
0.07
0.05
0.05
0.05
0.04
0.03
0.03
10
0.45
0.18
0.10
0.08
0.05
0.05
0.05
0.05
0.05
0.04
12
0.54
0.22
0.13
0.08
0.07
0.05
0.05
0.05
0.05
0.05
14
0.61
0.24
0.15
0.10
0.08
0.07
0.06
0.06
0.06
0.06
15
0.66
0.26
0.16
0.11
0.08
0.08
0.07
0.07
0.07
0.06
16
0.71
0.28
0.16
0.12
0.09
0.08
0.07
0.07
0.07
0.07
18
0.81
0.32
0.19
0.13
0.11
0.09
0.08
0.08
0.07
0.07
20
0.90
0.36
0.21
0.15
0.11
0.10
0.09
0.09
0.09
0.08
22
1.00
0.40
0.23
0.16
0.13
0.11
0.10
0.09
0.09
0.09
24
1.09
0.44
0.25
0.17
0.14
0.11
0.10
0.10
0.10
0.10
Atualmente, a precisão do eixo Y das máquinas de dobragem pode geralmente atingir 0,01 mm, pelo que o desvio do ângulo não deve ser demasiado grave. Mas será que se pode garantir que a espessura da chapa metálica é perfeitamente consistente?
Se um 1.5 mm de espessura A espessura da chapa varia em 10%, o que representa uma diferença de 0,15 mm, equivalente a uma diferença de 0,15 mm na distância entre as matrizes superior e inferior, resultando num desvio angular de cerca de 3°.
Da mesma forma, uma variação de 10% nas características de endurecimento por deformação da chapa metálica pode causar uma alteração de cerca de 1,5° no ângulo de flexão. O impacto da espessura da chapa metálica e do endurecimento por deformação no ângulo de flexão durante a flexão ao ar está representado na Figura 6.
Figura 6: Relação entre a espessura da chapa metálica, o endurecimento por deformação e o ângulo de flexão durante a flexão a ar
É aqui que as máquinas de dobrar se distinguem das máquina de corte de metal ferramentas. Com corte de metais independentemente das diferenças de tamanho entre as peças em bruto, a precisão final das peças maquinadas pode ser garantida desde que a máquina-ferramenta seja suficientemente precisa.
No entanto, este não é o caso da prática comum de dobragem de ar em travões de prensaNão se trata de uma questão de precisão inerente à máquina.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Os operadores de prensas dobradeiras desempenham um papel crucial na formação do mundo que nos rodeia, mas o seu trabalho não é isento de riscos. Neste artigo, vamos explorar dicas essenciais de segurança da indústria...
As suas ferramentas de prensa dobradeira estão a desgastar-se muito rapidamente? Este artigo aborda as técnicas de reparação essenciais para prolongar a vida útil das suas ferramentas, assegurando um desempenho ótimo nas suas...
Já alguma vez se interrogou sobre as origens do termo "travão de prensa"? Nesta cativante publicação do blogue, vamos embarcar numa fascinante viagem pela história para descobrir as razões por detrás...
Já se interrogou sobre a forma como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem em prensa dobradeira - dobragem, limpeza, dobragem a ar, fundo, cunhagem e dobragem de três pontos. Irá...
No vasto mundo da manufatura, há uma máquina que se destaca: a prensa dobradeira. Com a sua capacidade de dobrar e moldar metal com precisão e potência, tornou-se uma máquina indispensável...
Já se interrogou sobre o que mantém uma prensa dobradeira CNC a funcionar sem problemas? A resposta está no óleo hidráulico. Este fluido essencial assegura um desempenho ótimo e a longevidade da máquina. O nosso artigo...
A reparação adequada do cilindro hidráulico de uma prensa dobradeira é crucial para manter o desempenho e a segurança da máquina. O cilindro hidráulico é normalmente constituído por um pistão, uma manga, uma biela e um parafuso....
Já alguma vez se perguntou como é que uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da quinadora, revelando os segredos por detrás dos seus papéis e funções. Saiba como...
Alguma vez teve dificuldade em definir o comprimento correto do curso da prensa dobradeira? Muitos operadores fazem-no, recorrendo frequentemente à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...