Noções básicas de dobragem com prensa dobradeira: Um guia completo
Já alguma vez se perguntou como é que uma simples folha de metal se transforma num objeto complexo e tridimensional? A dobragem por prensagem, um processo crucial no fabrico de metal, é a chave para esta transformação fascinante. Neste artigo, vamos mergulhar no mundo das prensas dobradeiras, explorando os princípios, tipos e mecanismos de trabalho por detrás desta tecnologia essencial. Prepare-se para descobrir os segredos da dobragem de precisão de metais!
A dobragem por prensa dobradeira consiste na deformação elástica de chapas metálicas sob a pressão da matriz superior ou da matriz inferior de uma máquina de prensagem, seguida de deformação plástica.
No início da curvatura plástica, a chapa é livre de se dobrar. Com a pressão da matriz superior ou inferior aplicada à chapa, esta conforma-se gradualmente à superfície interior da ranhura em V da matriz inferior, com o raio de curvatura e força de flexão braço a diminuir.
Isto continua até que as matrizes superior e inferior estejam em contacto total no final do curso, formando uma forma em V, conhecida como dobragem.
Em geral, a dobragem por prensa dobradeira é uma tecnologia de processo que modifica a chapa ou o ângulo da chapa exercendo pressão sobre ela.
A dobragem é uma aplicação incrivelmente difundida, visível onde quer que se utilize chapa metálica, e pode dizer-se que toca todos os aspectos da vida. O objetivo de uma prensa dobradeira é dobrar chapas planas numa variedade de peças tridimensionais necessárias para aplicações práticas.
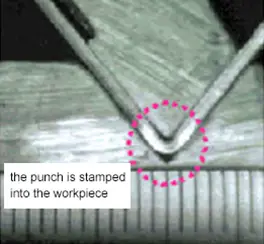
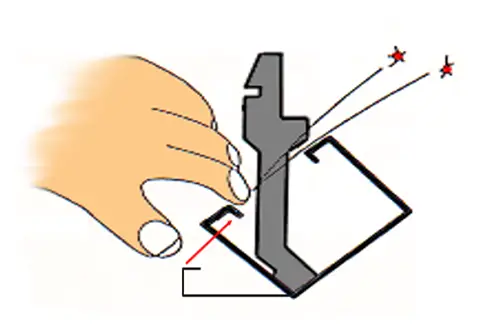
Como é que isto é conseguido? Colocando a chapa metálica horizontalmente na matriz inferior, posicionando-a com um calibrador de costas e pressionando o metal para dentro da V ranhura com a matriz superior para obter o ângulo de curvatura desejado, a folha plana é transformada numa peça de trabalho tridimensional, como mostra a figura abaixo.
Há muitos aspectos da dobragem que merecem atenção. Para produtos dobrados, é importante considerar a precisão dimensional, o raio de curvatura, a precisão angular, a retidão e a indentação.
A retidão dos produtos dobrados depende da rigidez da estrutura da máquina (conceção da estrutura, escolha do aço, etc.), enquanto as indentações podem ser minimizadas ou eliminadas aumentando o raio do ombro da matriz inferior, utilizando película anti-indentação ou utilizando uma matriz inferior sem indentação.
No que diz respeito às prensas dobradeiras, a precisão do eixo Y e do eixo X, a estabilidade, as medidas de segurança (como a proteção contra o entalamento das mãos) e a facilidade de operação (Sistemas CNCA utilização de um eixo T de apoio, a fixação hidráulica das matrizes superior e inferior, a mudança automática de ferramentas e a dobragem automática) devem ser consideradas.
Tipos de prensas de travões
Travões de pressão são ferramentas essenciais utilizadas nos processos de fabrico industrial para dobrar e formar chapas metálicas de forma precisa e eficiente. Existem basicamente duas categorias de prensas dobradeiras: prensa mecânica travões e os que utilizam uma transmissão hidráulica.
Travões de prensa mecânicos: Estas máquinas utilizam um sistema de acionamento mecânico, normalmente alimentado por um volante, para gerar força. A força é transferida para as ferramentas através de um mecanismo de manivela ou de uma engrenagem excêntrica, dependendo da conceção da máquina. As prensas dobradeiras mecânicas funcionam a altas velocidades e proporcionam uma excelente precisão, tornando-as ideais para tarefas de dobragem simples e repetitivas em materiais de espessura fina a média. No entanto, a sua desvantagem é que normalmente requerem uma manutenção mais frequente e são menos eficientes em termos energéticos em comparação com prensa hidráulica travões.
Travões de pressão hidráulicos: Por outro lado, transmissão hidráulica As prensas de travões utilizam a energia dos fluidos para gerar força de flexão. Estas máquinas estão equipadas com cilindros hidráulicose a força aplicada à ferramenta é controlada através da variação da pressão do fluido hidráulico. As prensas dobradeiras hidráulicas oferecem várias vantagens em relação às suas contrapartes mecânicas:
Maior versatilidade: As prensas dobradeiras hidráulicas podem lidar eficazmente com uma gama mais vasta de tipos e espessuras de materiais.
Maior precisão: O sistema hidráulico permite um melhor controlo da aplicação da força, resultando em operações de quinagem mais precisas.
Menor manutenção: Os componentes hidráulicos exigem geralmente menos manutenção do que os sistemas mecânicos.
Embora tanto as prensas dobradeiras mecânicas como as prensas dobradeiras hidráulicas tenham as suas vantagens e aplicações únicas, as máquinas hidráulicas tornaram-se cada vez mais populares devido à sua versatilidade, precisão e facilidade de manutenção. Independentemente do tipo, a seleção da quinadora mais adequada para qualquer projeto de fabrico dependerá de factores como os requisitos de material, o volume de produção e as capacidades de desempenho desejadas.
Princípio de funcionamento da prensa dobradeira
A prensa dobradeira funciona com base num princípio fundamental de aplicação de força controlada com precisão. A máquina é composta por mesas de trabalho superior e inferior, nas quais são montadas de forma segura as matrizes superior e inferior correspondentes. Estas matrizes, fabricadas com geometrias específicas, actuam como ferramentas de moldagem. O movimento relativo entre as mesas de trabalho é acionado principalmente por um sofisticado sistema de transmissão hidráulica, permitindo um controlo preciso da força e da deslocação.
À medida que a matriz superior desce, aplica uma carga concentrada na peça de trabalho colocada na matriz inferior. As formas cuidadosamente projectadas de ambas as matrizes funcionam em conjunto para orientar a deformação do material. Esta sinergia entre a geometria da matriz e a força aplicada permite a dobragem controlada de placas de metal para obter os ângulos e perfis desejados.
O sistema hidráulico não só fornece a potência necessária para a dobragem, como também oferece um controlo preciso do processo de dobragem. As prensas dobradeiras modernas incorporam frequentemente sistemas CNC avançados, permitindo sequências programadas de dobras com precisão repetível. Esta combinação de uma conceção mecânica robusta e de mecanismos de controlo precisos faz da prensa dobradeira uma ferramenta indispensável no fabrico de chapas metálicas, capaz de produzir geometrias complexas com elevada precisão e consistência.
Princípios de flexão
A dobragem é um processo fundamental de conformação a frio que transforma chapas metálicas em formas específicas através de deformação controlada. Esta técnica baseada na pressão, normalmente efectuada à temperatura ambiente, é suficientemente versátil para manipular materiais metálicos, não metálicos e compostos.
O processo baseia-se em matrizes de dobragem de precisão e prensas dobradoras hidráulicas para alcançar os resultados desejados. A precisão dimensional dos componentes dobrados é assegurada pela sinergia entre as matrizes superior e inferior e as capacidades do equipamento de dobragem.
A sequência de formação desenrola-se da seguinte forma: Uma chapa de dimensões pré-determinadas é posicionada entre as matrizes. A matriz superior exerce uma força de flexão calculada, enquanto a matriz inferior fornece pontos de apoio que geram uma força reactiva. Esta interação cria um momento de flexão que induz uma deformação controlada na chapa. O ângulo de curvatura final é determinado com precisão pela profundidade de penetração da matriz superior na cavidade da matriz inferior.
Os principais componentes funcionais de uma prensa dobradeira CNC incluem:
Calibre traseiro: Controla o posicionamento da linha de dobragem com elevada precisão.
Molde superior: Aplica a força de flexão e ajuda a moldar o raio exterior.
Molde inferior: Fornece suporte e ajuda a formar o raio interior.
Estes três elementos são fundamentais para determinar a qualidade e a precisão da peça acabada.
Princípios-chave para uma dobragem eficaz com prensa dobradeira:
Otimização da sequência: Dobrar os ângulos externos antes dos ângulos internos para evitar interferências.
Dar prioridade a geometrias complexas: Formar formas especiais, não de 90°, antes das curvas padrão.
Planeamento estratégico: Assegurar que cada passo de flexão não compromete as operações subsequentes.
Posicionamento com visão de futuro: Estabelecer pontos de referência adequados durante as curvas iniciais para facilitar o posicionamento exato em fases posteriores.
Ao aderir a estes princípios e ao aproveitar a precisão das modernas prensas dobradeiras CNC, os fabricantes podem obter dobras consistentes e de alta qualidade numa vasta gama de materiais e geometrias.
Velocidade de dobragem da prensa dobradeira
Durante a dobragem, o êmbolo de uma prensa dobradeira pode mover-se para baixo a diferentes velocidades, dependendo da fase de trabalho, para dobrar corretamente sem ferir o operador.
Existem quatro fases diferentes:
FASE 1 - VELOCIDADE RÁPIDA, até à chapa metálica.
Trata-se de uma velocidade fixa que não pode ser controlada pelo programa. As câmaras superiores dos cilindros recebem um elevado caudal de óleo a baixa pressão diretamente do depósito, de modo a que o carneiro caia livremente, aproveitando o seu próprio peso.
FASE 2 - VELOCIDADE DE TRABALHO, que pode ser regulada no comando numérico.
A velocidade máxima de trabalho permitida é de 10 mm/s, em conformidade com as normas de segurança em vigor. Quando, durante a descida rápida da velocidade, o cilindro se aproxima da mudança de velocidade (a cerca de 20 mm da chapa metálica). Começa a abrandar; isto é conseguido através da regulação da pressão do óleo nas câmaras inferiores dos cilindros.
A velocidade rápida passa a velocidade de trabalho e as câmaras superiores dos cilindros recebem óleo a alta pressão, que fornece a força necessária para deformar a chapa metálica. A pressão do óleo é regulada por meio de dispositivos de regulação em função das necessidades de trabalho e da força máxima das ferramentas utilizadas. A velocidade de trabalho deve ser regulada de modo a que o operador possa deslocar a chapa metálica sem danificar a superfície.
FASE 3 - BAIXA VELOCIDADE (DWELL)
Quando o êmbolo atinge a posição correcta ao longo do eixo Y para obter o ângulo pretendido, aguarda alguns segundos. Este tempo pode ser ajustado no controlo numérico e, quanto mais longo for, maior será a cedência da chapa metálica, com a consequente redução da sua dorso da mola.
FASE 4 - VELOCIDADE DE REGRESSO
Uma vez terminada a dobragem, o êmbolo da prensa dobradeira retorna para cima devido à pressurização dos cilindros inferiores e à despressurização dos cilindros superiores. Se o produto dobrado for grande ou pesado, a velocidade de retorno deve ser reduzida para evitar que caia em direção ao operador antes que este tenha tido tempo de o agarrar.
O operador da prensa dobradeira também tem de configurar o curso Y do cilindro. Para reduzir o tempo de dobragem, a velocidade de retorno deve ser mantida no mínimo para permitir um fácil manuseamento e remoção do produto.
Métodos de dobragem comuns
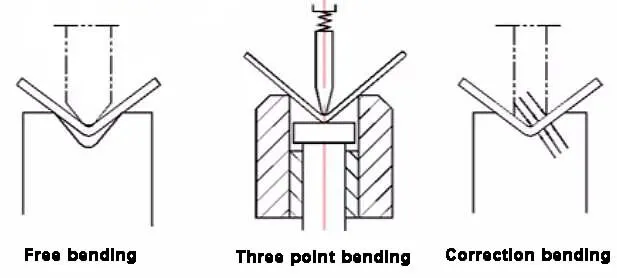
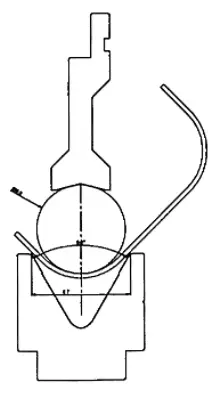
A flexão livre, a flexão de três pontos e a flexão de correção são alguns exemplos. A distinção entre estes três métodos pode ser vista no diagrama abaixo.
Flexão livre
A dobragem livre, também conhecida como dobragem a ar, é menos complexa do que outros métodos. O ângulo de flexão é controlada pela profundidade da matriz superior na ranhura em V da matriz inferior.
A precisão das peças dobradas depende de vários factores, tais como Y1, Y2, e os moldes e placas superiores e inferiores do eixo V.
No entanto, é amplamente utilizado devido à sua versatilidade e à sua vasta gama de processamento. Aplica-se a estruturas com uma estrutura simples, um grande volume ou uma produção não muito grande.
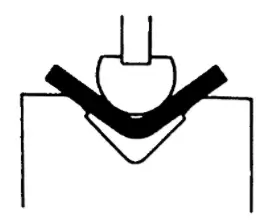
Flexão de três pontos
A dobragem de três pontos, também designada por dobragem da matriz (bottoming), tem um ângulo de dobragem que é determinado pela altura da cunha na matriz inferior.
A matriz superior fornece apenas uma força de flexão suficiente e elimina o não paralelismo entre as matrizes através da almofada hidráulica no cilindro.
Este método permite produzir peças com elevada precisão, o que significa pequenos ângulos e retidão erros. É utilizado para estruturas com estruturas complexas, pequeno volume e processamento em massa.
Dobragem de correção
A dobragem por correção é formada na cavidade composta por moldes superiores e inferiores, permitindo a obtenção de uma forma de secção ideal. No entanto, requer uma grande força de dobragem e reparações repetidas do molde, e tem uma fraca versatilidade do molde.
Este método de quinagem é frequentemente utilizado quando existem requisitos especiais ou formas de secção especiais que não podem ser obtidas por quinagem livre.
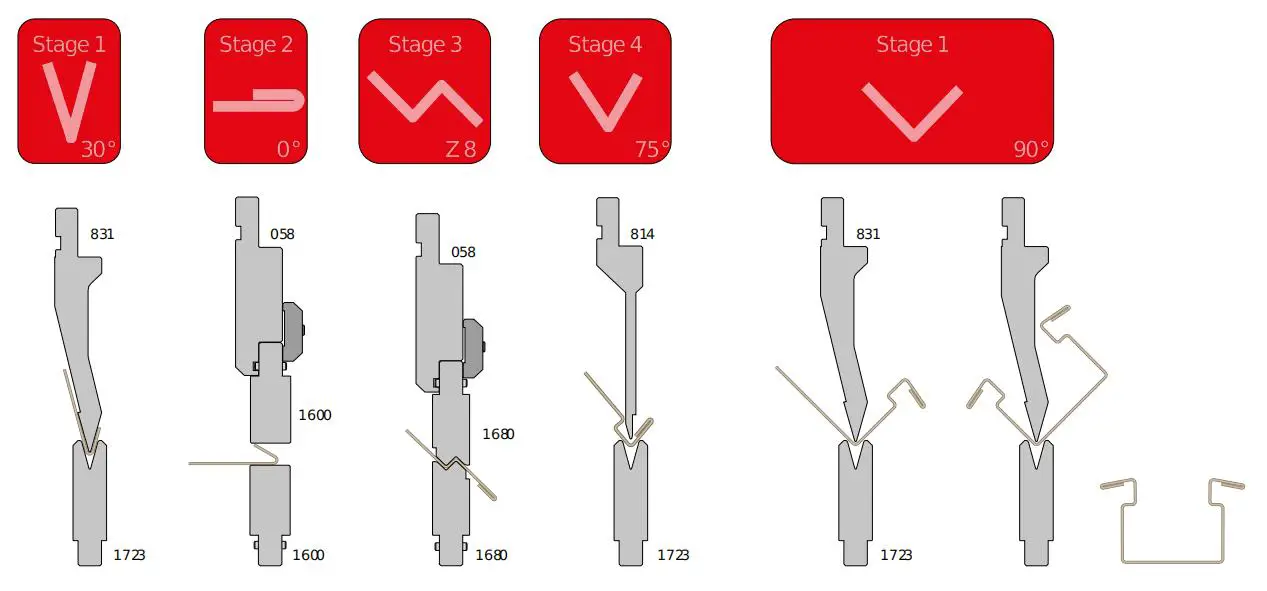
Dobragem de palco
A dobragem por etapas consiste em equipar uma prensa dobradeira com diferentes ferramentas em simultâneo para acelerar o processo de dobragem.
A dobragem por fases é necessária quando um perfil tem de ser produzido utilizando diferentes conjuntos de ferramentas; os operadores podem mover a chapa metálica de um conjunto de ferramentas para outro ao longo do eixo Z da prensa dobradeira para efetuar as diferentes dobras.
É importante que o operador:
instala conjuntos de punções e matrizes com exatamente a mesma altura de trabalho; significa que a altura total de trabalho de todos os conjuntos de ferramentas (altura do punção + altura da matriz) deve ser a mesma.
Nalgumas oficinas, são colocados calços sob os moldes para compensar a pequena diferença entre duas estações. Neste caso, existe o risco de reduzir o suporte fixação que, por sua vez, reduz a estabilidade da ferramenta inferior;
Define o controlo numérico da prensa dobradeira indicando a posição de cada dobra ao longo do eixo Z, para que os calibradores de dorso estejam na posição correcta para cada dobra.
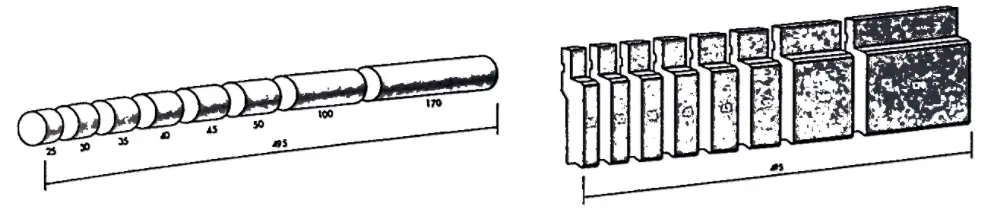
Curva de raio grande
As curvas de grande raio podem ser obtidas utilizando porta-ferramentas de raio, que podem conter ferramentas de raio de diferentes dimensões para obter o raio de curvatura necessário.
Estas ferramentas de raio são muito úteis para as prensas dobradeiras de pequena e média dimensão, que têm mesas demasiado pequenas para montar as grandes matrizes necessárias para obter curvas de grande raio.
Durante a dobragem de grande raio, a chapa metálica cede menos do que durante outros tipos de dobragem, pelo que o retorno elástico é maior e difícil de calcular.
Assim, é necessário efetuar um ensaio de flexão para determinar o valor exato do retorno elástico, que depende do material e da sua espessura, bem como do raio a obter.
Além disso, tenha em conta que o retorno elástico influencia o raio de curvatura interior, pelo que a ferramenta de raio a utilizar deve ser inferior ao raio de curvatura interior necessário.
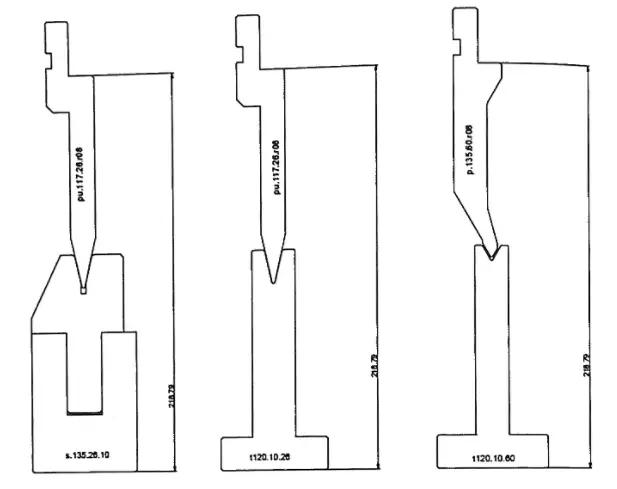
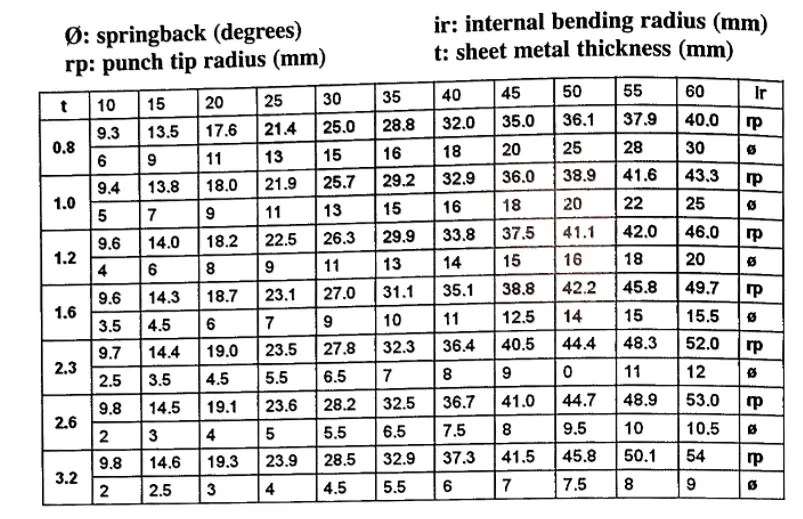
O gráfico abaixo estima o retorno elástico médio e a ponta do punção necessária para obter diferentes raios de curvatura internos, dependendo das diferentes espessuras de chapa metálica:
Depois de determinar o raio, outra dificuldade é decidir qual a largura do molde em V que permitirá obter a curvatura correcta. De facto, é importante encontrar a relação correcta entre os dois valores.
As fórmulas seguintes dão uma ideia do dado mais adequado a utilizar:
Se o retorno elástico for < 5°, V=2,2(rp+t)
se o retorno elástico for >5°, V=2,5(rp+t)
V: largura da matriz em mm
rp: raio da ponta do punção em mm
t: espessura da chapa em mm
Durante a dobragem de grande raio, a chapa pode sair da área de contacto com a ferramenta de raio e criar uma bolha de ar no raio de dobragem interno. Este fenómeno é conhecido como dobragem prematura. O resultado não é, portanto, muito preciso.
Se necessitar de um raio interno muito preciso, é preferível utilizar matrizes com inserções de plástico, que empurram a chapa metálica contra a ferramenta de raio, evitando assim uma dobragem prematura.
Se forem necessárias ferramentas de raio seccionado, os suportes tradicionais com orifícios de parafuso para fixar as ferramentas de raio não são adequados. Neste caso, os operadores devem escolher ferramentas de raio seccionado com um parafuso de passagem que também pode acomodar segmentos de ferramentas de raio curto.
Outro problema que os operadores têm que enfrentar durante as curvas de grande raio é o de entender o desenho e definir a distância entre os medidores traseiros (eixo x) e o eixo de flexão (eixo y).
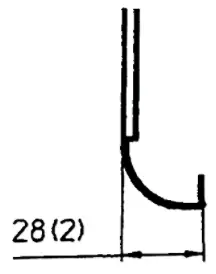
Operadores de prensas dobradeiras Muitas vezes, obtêm esta dimensão efectuando testes com resíduos de chapa metálica até obterem o perfil pretendido. Recomendamos que os projectistas indiquem nos desenhos a dimensão entre o centro da curva e o ponto de contacto da chapa metálica com os gabaritos traseiros.
Por exemplo, no desenho à direita, a dimensão externa de 28 mm é inútil para o operador da prensa dobradeira, que na verdade precisa da dimensão do centro da curva até o ponto de contato da chapa metálica com os medidores traseiros (lado já dobrado), que é 25,2 mm.
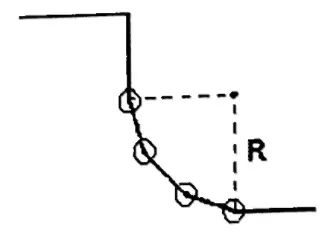
Dobragem de lombadas
Se o raio interno necessário for muito grande e não puder ser obtido de uma só vez, os operadores poderão ter de o obter através de formação de saliências. A enformação de saliências consiste em dobrar com vários golpes de prensa dobradeira para obter uma dobra semelhante à dobragem de rolos.
As curvas de grande raio realizadas por enformação por impacto são esteticamente muito pobres, uma vez que o raio é composto por vários lados rectos curtos que são claramente visíveis.
Para utilizar a conformação por colisão, é necessário estabelecer uma série de factores. Em primeiro lugar, o operador deve calcular o número de golpes da prensa dobradeira necessários e depois, para saber a distância e o ângulo entre cada curva, deve:
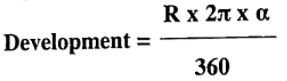
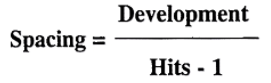
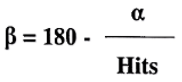
1. Calcular o desenvolvimento da chapa metálica:
R = raio interno necessário
α = ângulo de flexão
2. Uma vez definido o número de acertos, determine o espaçamento, ou seja, a dimensão x de cada curva
3. Uma vez definido o número de golpes, calcular o ângulo de cada curva
Se um operador ajustar o controlo numérico da sua prensa dobradeira utilizando estes parâmetros, obterá o raio e o ângulo necessários.
Durante este tipo de flexãoO operador deve verificar se a chapa metálica pressiona contra os gabaritos traseiros; se tal não for possível, deve traçar linhas de dobragem diretamente sobre a chapa metálica e dobrar ao longo delas sem utilizar gabaritos traseiros.
Como escolher o eixo de dobragem da prensa dobradeira?
Eixo Y1 e Y2: Controla o movimento do carneiro para cima e para baixo
Eixo V: Controla a compensação da deflexão da prensa dobradeira
X, R, Z1, Z2 e eixo X': Estes são os eixos de controlo do sistema de posicionamento traseiro, responsáveis pelo controlo da posição de posicionamento do batente traseiro (ver a definição de cada eixo na figura)
Eixo T1 e T2: Suporte de material servo (seguidor de chapa). Durante o processo de dobragem, a chapa processada segue o suporte e os seguidores de chapa fornecem suporte para o material.
Os seguintes eixos são necessários para cada máquina de prensa dobradeira: Y1, Y2 e V. Os utilizadores podem selecionar os eixos de suporte de material de paragem traseira e de seguimento servo com base nas necessidades das peças processadas.
É importante notar que o eixo X' não pode ser selecionado separadamente e deve ser utilizado em conjunto com os eixos Z1 e Z2 para ter qualquer significado prático.
Eixo V é o eixo de compensação da deflexão, e existem dois métodos de implementação.
Um deles é o controlo de posição, que compensa a deformação elástica de deflexão da máquina durante a dobragem, dando uma quantidade igual de deformação inversa nos seus pontos correspondentes, com base na curva de deformação de deflexão da mesa de trabalho durante a dobragem.
O outro método é o controlo de pressão, que ajusta a pressão de vários cilindros de compensação de deflexão para gerar uma força de reação contra a força de flexão em vários pontos da placa vertical da bancada de trabalho para evitar a deformação por deflexão.
É geralmente aceite que o controlo de posição resulta numa maior precisão de quinagem e é utilizado em máquinas de quinagem de 500T+. Um diagrama esquemático do princípio convexo da mesa de trabalho pode ser visto na figura seguinte.
A precisão dos eixos Y1, Y2 e V é crucial para o ângulo e a retidão das peças dobradas. É importante notar que, para placas finas (<3mm), a precisão das peças dobradas é diretamente determinada pela qualidade da própria placa, tal como a dimensão do erro de espessura, a uniformidade do material e a direção da textura de laminagem.
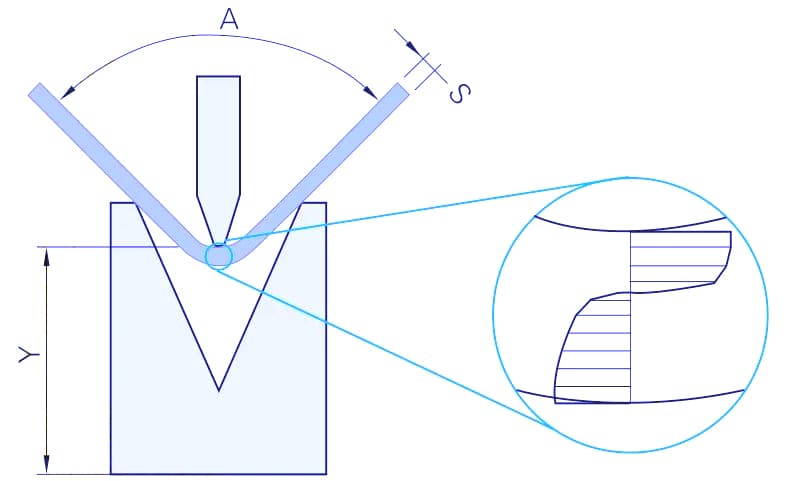
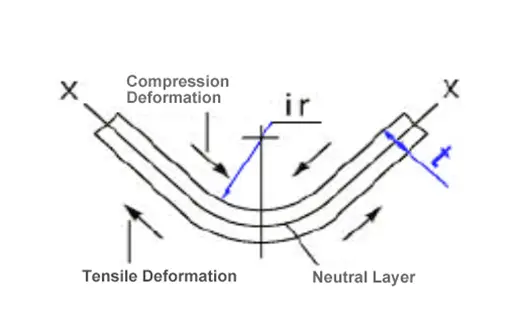
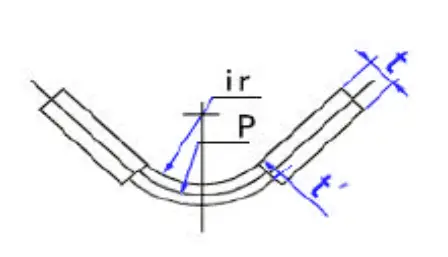
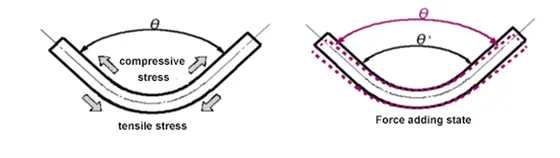
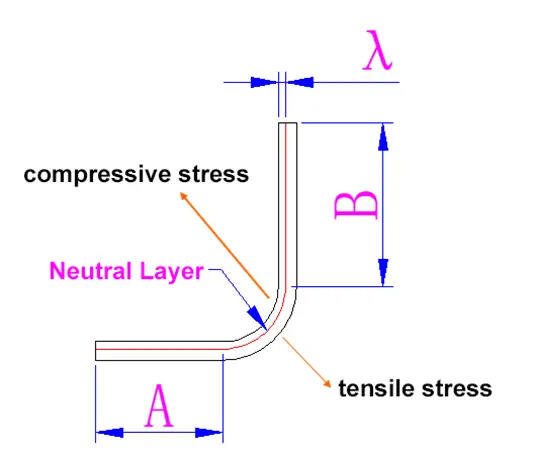
Após a flexão em V, a superfície interna da peça de dobragem da peça de trabalho sofre uma deformação por compressão, enquanto a superfície exterior sofre uma deformação por tração.
A maior deformação ocorre na superfície do material, e diminui à medida que a espessura da placa se aprofunda.
Existe uma linha neutra, denominada linha X-X, que não é comprimida nem esticada.
Para determinar a posição da camada neutra, considere o seguinte:
Se o IR (raio interior) da peça de trabalho for 5 vezes maior do que a espessura da placa, a camada neutra é posicionada no centro da espessura da placa.
Se o IR da peça de trabalho for 5 vezes inferior à espessura da placa, a posição da camada neutra desloca-se para o interior à medida que o IR diminui, com a espessura da posição de flexão transformando-se em t.
A relação entre o raio da camada neutra (representado por P) e o IR pode ser descrita da seguinte forma:
R≥5t, P-IR=0,5t
R<5t, P-IR=(0,25-0,4)t
A camada neutra tem a caraterística de não ser esticada nem comprimida, pelo que o seu comprimento é utilizado como o comprimento expandido da peça dobrada.
Fator K e Eixo Neutro
A dobragem por prensa dobradeira envolve o aproveitamento da força para moldar a chapa metálica nas geometrias desejadas. Dois conceitos vitais na dobragem por prensa dobradeira são o fator K e o eixo neutro. A compreensão destes elementos é crucial para conseguir operações de quinagem precisas e repetíveis.
Fator K é um valor que representa a localização do eixo neutro na chapa metálica durante o processo de quinagem. O eixo neutro não sofre nem compressão nem alongamento durante a dobragem da chapa metálica. Com um intervalo entre 0 e 0,5, o fator K varia de acordo com o material e o processo de quinagem. Normalmente, o valor do fator K situa-se em torno de 0,33 - indicando que o eixo neutro se encontra aproximadamente a um terço do caminho para o interior do material.
Um fator K exato é essencial para calcular as deduções ou tolerâncias de dobragem, assegurando que as dimensões finais da peça dobrada cumprem especificações precisas. Vários factores afectam o fator K, incluindo o tipo de material, a espessura, a direção do grão e o próprio processo de quinagem. É crucial ter em conta estas variáveis para obter resultados precisos e consistentes nas operações de dobragem por prensa dobradeira.
O eixo neutro é uma linha imaginária dentro da chapa metálica onde as fibras do material não sofrem qualquer tensão durante o processo de dobragem. Posicionado paralelamente ao eixo de dobragem, separa o material em duas zonas - a secção interior que sofre compressão e a secção exterior que sofre tensão. Ao compreender o eixo neutro, os operadores podem assegurar um melhor controlo sobre as dimensões resultantes e propriedades dos materiais após a dobragem.
Em resumo, o fator K e o eixo neutro desempenham papéis vitais nas operações de dobragem da prensa dobradeira. Determinando com precisão o fator K e compreendendo o eixo neutro, os operadores podem obter dobras precisas e consistentes em peças de chapa metálica. É crucial considerar o tipo de material, a espessura, a direção do grão e o processo de dobragem ao aplicar estes conceitos para garantir resultados de dobragem óptimos.
Raios, dedução da curvatura e retorno elástico
A dobragem por prensa dobradeira envolve o conhecimento preciso de factores-chave como raios, dedução de dobragem e retorno elástico. A compreensão destes conceitos ajudará a obter curvas precisas e consistentes.
Raios refere-se às várias medições do raio de curvatura, um fator essencial para determinar o resultado de uma curvatura. O raio de curvatura é a distância entre o centro da dobra e o interior do material que está a ser dobrado. A raio de curvatura interior é a distância entre o ponto mais interior da dobra e a posição inicial do material. É crucial determinar os raios adequados para garantir uma dobra suave e evitar tensões ou fissuras no material.
Dedução de dobras é outro conceito fundamental na dobragem por prensagem. O dedução de dobras refere-se à diferença de comprimento entre uma peça reta de material e a peça dobrada. Para calcular a dedução de curvatura, é necessário considerar o raio interno da curvatura e a espessura do material. Os cálculos exactos da dedução de dobragem são necessários para obter dobras consistentes com os ângulos de dobragem desejados.
Springback é a tendência natural de um material para voltar à sua forma original depois de ser dobrado. Quando a prensa dobradeira aplica força para dobrar um material, as propriedades elásticas do material fazem com que este volte a saltar e reduzam o ângulo de dobragem. Para contrariar o retorno elástico, o ângulo de dobragem deve ser ligeiramente sobredimensionado para compensar este efeito. Diferentes materiais exibem diferentes graus de retorno elástico, tornando crucial considerar este fator no processo de dobragem.
Compreender e empregar corretamente estes conceitos de raios, dedução de dobras e retorno elástico conduzirá a operações de dobragem por prensa dobradeira bem sucedidas, resultando em dobras precisas e consistentes.
Razões para o retorno elástico na dobragem de chapas metálicas
A flexão é a deformação de uma placa causada por tensões de tração e de compressão na frente e no verso.
Depois de ser dobrado no ângulo desejado, o material tende a voltar à sua forma original assim que a pressão é libertada, resultando num fenómeno conhecido como retorno elástico de dobragem.
Este retorno elástico é normalmente expresso em termos do ângulo que provoca e é influenciado por vários factores, tais como o material, a espessura da placa, a pressão e raio de curvatura.
O cálculo exato da quantidade de retorno elástico de flexão é um desafio.
A força aplicada durante a flexão e a contra-força que esta cria são diferentes e, assim que a força de pressão é removida, o ângulo diminui devido ao ressalto restaurador.
1) Ao utilizar o mesmo punção com a mesma espessura de material, o valor de resiliência para SPCC é inferior a AL e AL é inferior a SUS.
2) Quando se utiliza o mesmo punção com o mesmo material, uma placa mais fina tem mais resistência.
3) Quando se utiliza o mesmo material, o que tem um IR maior tem mais resistência.
4) Quanto maior for a força de pressão, menor será a resistência.
Métodos de quinagem mais utilizados
Método de dobragem
Largura V
IR
Precisão do ângulo
Características
Flexão de ar
12T-15T
2t~2,5t
>±45'
Pode alcançar uma gama mais alargada de ângulos de curvatura.
Bottoming
6T-12T
1t~2t
±15'-30'
A maior precisão de flexão é obtida com uma força de prensagem menor.
Moeda
5T(4T-6T)
0t~0,5t
±10'
Pode atingir uma elevada precisão de dobragem, mas a força de dobragem é muito grande.
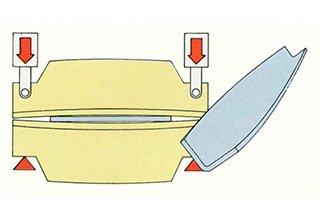
Flexão de ar
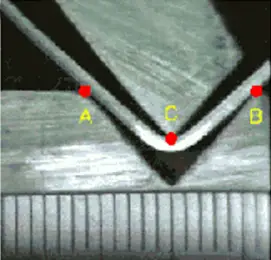
A flexão de ar refere-se a um processo de dobragem em que apenas uma parte do material entra em contacto com a ferramenta.
Como se vê na imagem, a ferramenta só toca nos pontos A, B e C do metal durante a dobragem (a ponta do punção e os ombros da matriz), enquanto o resto do material permanece intacto.
Como resultado, o ângulo real da ferramenta torna-se irrelevante. O ângulo de curvatura é antes determinado pela profundidade a que o punção desce na matriz; quanto mais fundo o punção descer, mais acentuado será o ângulo de curvatura.
Isto significa que os fabricantes podem obter uma vasta gama de ângulos de curvatura com apenas um conjunto de ferramentas, uma vez que o ângulo de curvatura é controlado pela profundidade do curso e não pela própria ferramenta.
No entanto, é importante notar que haverá um certo grau de retorno de mola na dobragem a ar, pelo que o ângulo de dobragem desejado pode ser alcançado dobrando o metal num ângulo ligeiramente mais agudo.
Características da dobragem de ar:
Ângulo de curvatura alargado com um conjunto de ferramentas. O ângulo não pode ser inferior ao ângulo da ponta do punção. Se utilizar um punção de 30°, é possível obter um ângulo de curvatura de 180°-30°.
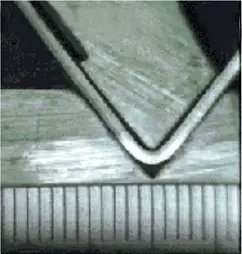
Bottoming" refere-se a um método de dobragem em que o punção é pressionado até ao fundo da matriz, fazendo com que o material entre em contacto tanto com a ponta do punção como com as paredes laterais da abertura em forma de V.
Este método permite a produção de peças com boa precisão de dobragem, utilizando menos pressão, e é amplamente utilizado na indústria.
Largura da abertura em V
A largura de abertura em V da matriz pode ser consultada na tabela abaixo:
T
0.5-2.6
3-8
9-10
≥12
V
6T
8T
10T
12T
IR da peça de trabalho
O raio interior da peça de trabalho é normalmente designado por IR.
No processo de dobragem do fundo, o IR é aproximadamente 1/6 da abertura em V da matriz (IR = v/6).
No entanto, o IV pode variar para diferentes materiais, como o SUS e o Al, que têm valores de IV distintos.
Precisão da ferramenta de dobragem inferior
O ângulo após a dobragem inferior será afetado pela mola de retorno, pelo que a mola de retorno da dobragem será considerada ao escolher a dobragem inferior.
A solução habitual para obter o ângulo alvo é a sobredecisão.
Material, forma e espessura com pequeno retorno de mola - ferramenta de 90
Material, forma e espessura com grande retorno de mola - ferramenta de 88°
Material, forma e espessura com maior retorno de mola - ferramenta de 84
Ao adotar a dobragem por baixo, deve ser respeitado o princípio de utilizar o mesmo ângulo para os punções e as matrizes.
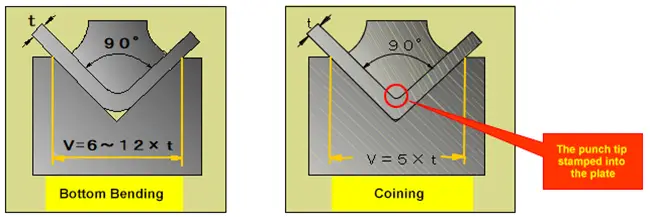
Moeda
O termo "cunhagem" deriva do processo de fabrico de moedas, que é conhecido pela sua elevada precisão.
No processo de cunhagem, é utilizada uma tonelagem suficiente da prensa dobradeira para moldar a chapa metálica ao ângulo exato do punção e da matriz. A chapa metálica não só é dobrada, como também é comprimida entre o punção e a matriz.
A cunhagem não só é exacta, como também resulta num raio interior (RI) muito pequeno da peça de trabalho. A tonelagem necessária para a cunhagem é 5 a 8 vezes superior à necessária para a dobragem por baixo.
Largura da abertura em V
A largura da abertura em V necessária para a cunhagem é menor do que a necessária para a dobragem inferior e é tipicamente 5 vezes a espessura da chapa metálica. Isto é feito para reduzir o IR da peça de trabalho e minimizar a estampagem da posição IR da peça de trabalho pela ponta do punção. Ao reduzir o tamanho da abertura em V, é possível obter uma pressão de superfície mais elevada.
Limite de pressão
Devido à elevada pressão envolvida na flexão, a espessura do SPCC não deve exceder 2 mm e a espessura do SUS não deve exceder 1,5 mm. Por exemplo, 2mm Material SPCC requer 1100KN de pressão para dobrar, o que excede a pressão permitida de 1000KN de algumas ferramentas. Note-se que as diferentes ferramentas têm diferentes pressões admissíveis, pelo que nem todas as ferramentas podem ser utilizadas para dobrar material SPCC de 2 mm.
Problemas de cunhagem
Devido à grande força de flexão envolvida na cunhagem, a tonelagem da prensa dobradeira deve ser aumentada, o que pode levar a um grande desgaste das ferramentas. Assim, só podem ser utilizadas ferramentas com elevada pressão admissível para a cunhagem.
Seleção de punções de topo
1. A seleção do punção superior é determinada pela forma da peça de trabalho.
Em termos mais simples, não deve haver qualquer colisão entre o punção e a peça de trabalho durante o processo de quinagem.
Para garantir que o punção e a peça de trabalho não interferem um com o outro, é crucial determinar a sequência de dobragem correcta.
Ao selecionar a forma do punção superior, pode ser utilizada uma figura 1:1 ou uma ilustração de secção transversal do punção superior.
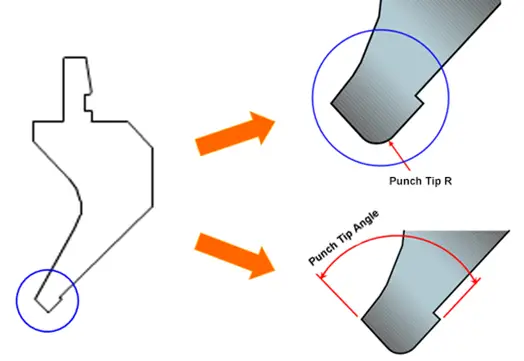
2. A seleção da ponta de punção R
O raio interior (IR) da peça de trabalho é determinado pela abertura em V da matriz inferior (IR = V/6), e a seleção do raio da ponta do punção (R) é influenciada por vários factores.
O IR da peça de trabalho pode ser calculado utilizando a fórmula IR = V/6, e o raio da ponta do punção pode ser ligeiramente inferior ao IR. No entanto, nos últimos anos, tem sido recomendada uma ponta de punção de 0,6R para dobrar chapas metálicas finas, porque:
Capacidade de centrar corretamente o punção e a matriz
A abrasão da ponta do punção
3. A seleção do ângulo da ponta do punção
Para o processo de cunhagem, é utilizado um punção de 90°.
No entanto, se o retorno elástico da peça de trabalho for mínimo ao dobrar peças macias chapa de aço inferior a 2 mm, pode também ser utilizado um punção de 90°.
Para materiais com uma quantidade significativa de retorno elástico (como SUS, Al ou chapa média), o punção de 88°, depois o punção de 84° e, finalmente, o punção de 82° podem ser seleccionados com base no nível de retorno elástico do material.
É importante notar que o ângulo da matriz deve corresponder ao ângulo da ponta do punção.
Raios de ponta de punção comuns (R):
0.2R
0.6R
0.8R
1.5R
3.0R
Os ângulos de ponta de punção padrão incluem: 90°, 88°, 86°, 60°, 45°, 30°, etc.
Para uma dobragem de 90°, o ângulo da ponta do punção normalmente utilizado é de 88°.
4. A segmentação de punções e matrizes
Segmentação do tipo A: 100(corneta esquerda),10,15,20,40,50,200,300,100(corneta direita) = 835mm
Segmentação do tipo B: 100(corneta esquerda),10,15,20,40,50,165,300,100(corneta direita) = 800mm
Princípio de seleção da matriz de 88° e da matriz de 90°
A resistência à tração do material
Elevada resistência à tração - escolha a matriz de 88°
Baixa resistência à tração - escolha a matriz de 90°
A quantidade de retorno da mola de flexão
Grande quantidade de retorno de mola - escolha a matriz de 88°
Pequena quantidade de mola de retorno - escolha a matriz de 90°
Método de cunhagem
Escolha a matriz de 90°
Seleção da largura da abertura em V
Se utilizar a cunhagem, consulte o quadro seguinte:
T
0.5-2.6
3-8
9-10
≥12
V
6T
8T
10T
12T
Confirmar a largura mínima de dobragem (b) do produto e assegurar que a abertura em V selecionada cumpre este requisito (b=0,7V).
Nota:
Quanto mais pequena for a abertura em V, maior será a pressão necessária para a dobragem.
Se ir não estiver especificado nos desenhos, utilizar o valor R padrão (R=espessura).
Se for especificado ir, selecionar a abertura em V estritamente com base no ir especificado (ir=V/6).
A abertura em V selecionada pode ter de ser maior ou menor do que a largura da abertura em V pretendida, dependendo das condições.
Depois de determinar a largura da abertura em V, efetuar um cálculo da força de flexão.
Confirmar o seguinte para a força de flexão calculada:
Se pode cumprir os requisitos de tonelagem da prensa dobradeira para o fabrico de dobragem?
Se é necessário respeitar a tonelagem admissível das ferramentas?
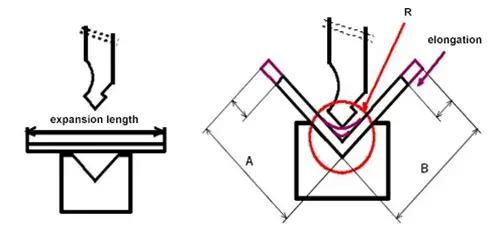
Alongamento do material
No processo de flexão, devido à compressão no interior e ao alongamento no exterior do material, existe uma extensão parcial do material, designada por taxa de alongamento.
A fórmula para determinar a taxa de alongamento é A + B - comprimento de expansão.
A taxa de alongamento do material não é constante e é afetada por vários factores, incluindo:
Propriedades dos materiais (textura, espessura da placa)
Propriedades das ferramentas (largura de abertura em V, ponta de punção R)
Propriedades de processamento (ângulo de flexão)
A taxa de alongamento do material é atualmente calculada por computadores, sendo o método de cada fabricante protegido como tecnologia patenteada e, por conseguinte, não divulgado.
No entanto, durante o processamento real, podem ocorrer desvios no cálculo da taxa de alongamento, pelo que a medição mais exacta deve ser obtida através de testes reais.
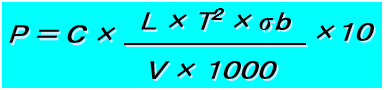
﹡A fórmula de cálculo da força de flexão acima referida é obtida através de experiências.
Também é possível verificar este artigo para conhecer as 3 maneiras de calcular a força de flexão necessária.
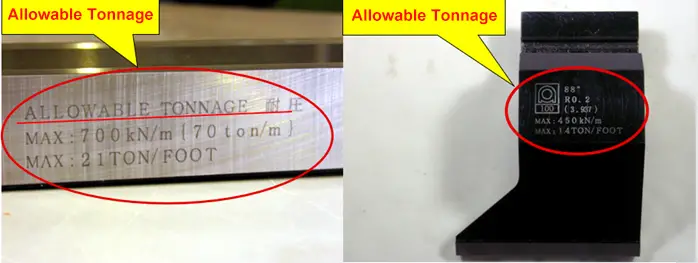
Tonelagem admissível de ferramentas
Cada ferramenta tem um valor de tonelagem máxima admissível correspondente. Se a pressão aplicada durante o processamento exceder o valor admissível da ferramenta, pode resultar em deformação, flexão ou mesmo quebra da ferramenta.
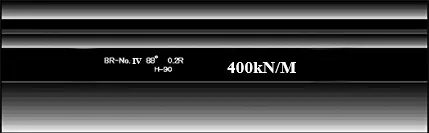
A tonelagem admissível das ferramentas é medida em kiloNewtons por metro e é calculada com base no comprimento das peças dobradas.
Por exemplo, se o comprimento do produto for 200 mm e a marcação na ferramenta for 1000KN/M, a força de flexão máxima é calculada da seguinte forma:
1000KN/M x 0,2M = 200KN/M (20 ton)
Por conseguinte, a força de flexão máxima não deve exceder 20 toneladas.
A tonelagem máxima admissível calculada (KN/M) pode ser determinada utilizando a fórmula: 9,42 x H^2/L x 10.
Por exemplo, se H = 15 e L = 30, a tonelagem máxima admissível pode ser calculada da seguinte forma:
9,42 x (225/30) x 10 = 9,42 x 7,5 x 10 = 706,5 KN/M = 70 TON/M.
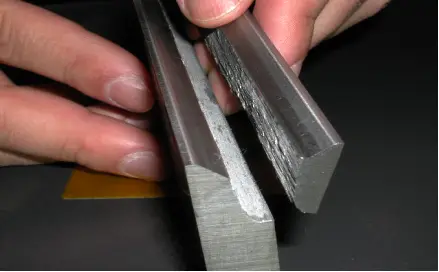
A tonelagem admissível de punção diminuirá nas seguintes condições
① Ranhura para evitar a abertura, perfuração ou outros trabalhos adicionais
Orifício aberto e ranhura na buzina
② Quando o aquecimento e a dureza diminuem
Quando se utiliza a máquina de corte com mó para fazer o chifre, a dureza do punção diminui devido ao calor.
③ Há um pouco de rachas
Continuar a ser utilizado mesmo com pequenas fissuras
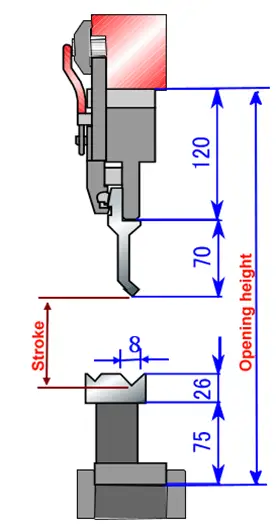
Seleção da altura do punção
O curso é calculado da seguinte forma:
Acidente vascular cerebral = altura da abertura - altura da placa intermédia - altura do punção - altura da base da matriz - (altura da matriz - 0,5V+t)
Por exemplo:
altura de abertura: 370 mm
Curso máximo: 100mm
Curso (acima da fig.) = 370-120-70-75-(26-0,5*8+t) = (83-t) mm
Deve-se ter atenção ao selecionar a altura da ferramenta:
0,5V< curso < curso máximo
Cálculo teórico da expansão de flexão(90°)
Durante a flexão, a camada exterior é sujeita a tensão de tração, enquanto a camada interior é sujeita a tensão de compressão. Existe uma camada de transição, conhecida como camada neutra, que não está sujeita a tensões de tração nem de compressão.
Esta camada neutra mantém o mesmo comprimento antes e depois da dobragem e serve de referência para calcular o comprimento da peça dobrada.
Factores comuns que afectam o coeficiente de flexão:
espessura
material
largura da matriz
ponta da matriz R
ponta de punção R
rolamento do material
outros
Propriedades do material
1. O impacto da espessura da placa no curso
Se a espessura da placa aumentar, o curso do ângulo de flexão será reduzido. (Quanto mais espessa for a placa, mais pequeno será o V/t)
A influência da alteração da espessura da placa na alteração do curso, SUS<SPCC<AL
O impacto da espessura da placa no curso aumentou:
(diferença média da espessura da chapa)< (espessura nominal) < (alterações da espessura da chapa)
2. A influência das alterações do coeficiente do material no curso
Quanto maior for a largura da abertura em V e a espessura da placa, maior será a influência do coeficiente do material na variação do curso.
(Quanto maior for o ângulo de flexão, mais suscetível é a alteração do coeficiente)
A influência da variação do coeficiente do material na variação do curso, de um modo geral.
AL < SPCC < SUS aumenta gradualmente.
Os motivos de alteração do coeficiente do material são os seguintes:
Não é a mesma bobina <Diferenças de material dentro do mesmo fabricante <Fabricantes diferentes <O manuseio do material é diferente, aumentando gradualmente com base na condição.
Como ajustar o paralelismo da peça de trabalho de dobragem?
Independentemente de ser um operador de prensa dobradeira Para o chefe do departamento de produção, é importante compreender o significado do paralelismo nas peças de trabalho de quinagem. Vou apresentar-lhe 4 passos para ajustar o paralelismo das peças de trabalho de quinagem.
1) Colocar o cilindro da prensa dobradeira na posição inicial e reduzir o valor do manómetro para o valor mais baixo que apenas mova o cilindro.
2) Colocar dois blocos de igual altura sobre a mesa, de preferência por baixo dos cilindros esquerdo e direito.
3) Mudar o sistema hidráulico dobragem de chapas a máquina no modo "ajuste de jog", retire os moldes superior e inferior e quaisquer outros acessórios, levante o bloco mecânico para a sua posição mais alta e desligue o acoplamento na engrenagem do eixo de acionamento do bloco mecânico.
4) Colocar cuidadosamente o carneiro sobre os dois blocos (a face inferior do molde do carneiro deve tocar nos blocos).
Estratégia de segurança relacionada
As prensas dobradeiras são máquinas sofisticadas de conformação de metal que requerem protocolos de segurança rigorosos, especialmente quando produzem diversos produtos em quantidades variáveis. A complexidade das operações aumenta o potencial de acidentes, necessitando de uma abordagem abrangente à gestão da segurança.
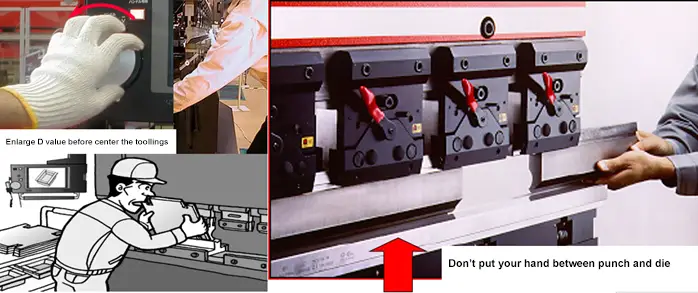
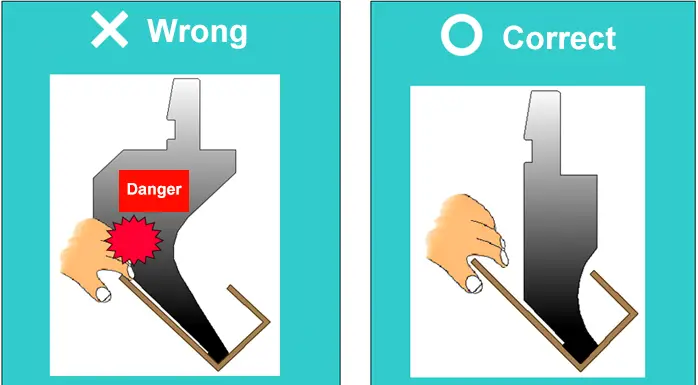
As considerações de segurança nas operações de prensa dobradeira vão para além do processo de dobragem propriamente dito, incluindo a instalação da matriz e os procedimentos de mudança. Os principais perigos incluem lesões no ponto de operação, como o entalamento dos dedos entre o punção e a matriz ou o entalamento da peça de trabalho.
Embora as salvaguardas físicas, como as cortinas de luz e as vedações de proteção, sejam essenciais, devem fazer parte de uma estratégia de segurança com vários níveis. Os principais elementos de um programa de segurança eficaz incluem:
Controlos de engenharia: Implementar sistemas de segurança avançados, tais como cortinas de luz programáveis, tapetes sensíveis à pressão e controlos bimanuais.
Controlos administrativos: Desenvolver e aplicar procedimentos operacionais padrão (SOPs) para cada tipo de produto e configuração. Implementar um programa robusto de bloqueio/etiquetagem para manutenção e alterações de moldes.
Formação e sensibilização: Realizar sessões de formação regulares e abrangentes centradas no funcionamento correto da máquina, no reconhecimento dos perigos e nos procedimentos de emergência. Fomentar uma cultura de sensibilização para a segurança entre os operadores.
Avaliação de riscos: Efetuar análises de segurança no trabalho para cada novo produto ou processo para identificar potenciais perigos e implementar controlos adequados.
Considerações ergonómicas: Conceber postos de trabalho e sistemas de manuseamento de materiais para reduzir as lesões por esforço repetitivo e as posturas incómodas.
Equipamento de Proteção Individual (EPI): Fornecer e assegurar a utilização de EPI adequado, incluindo óculos de segurança, botas com biqueira de aço e luvas resistentes a cortes.
Manutenção e inspeção regulares: Estabelecer um calendário de manutenção preventiva e efetuar verificações diárias de segurança de todos os dispositivos de proteção e paragens de emergência.
Comunicação de quase-acidentes: Incentivar a comunicação de incidentes de quase-acidente para identificar e resolver potenciais perigos antes da ocorrência de acidentes.
Ao integrar estes elementos numa estratégia de segurança abrangente, os fabricantes podem reduzir significativamente o risco de acidentes em operações de prensagem, independentemente do volume de produção ou da variedade de produtos. A avaliação contínua e a melhoria das medidas de segurança são cruciais para manter um ambiente de trabalho seguro no domínio dinâmico da conformação de metais.
Funcionamento seguro
Confirmar a tonelagem admissível das ferramentas
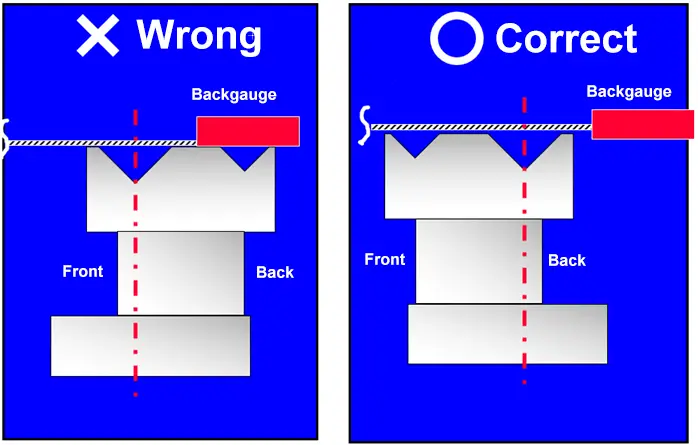
Confirmar que o centro das ferramentas é consistente antes do fecho do punção e da matriz
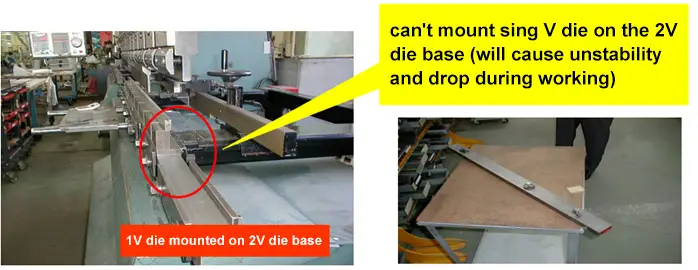
Utilização correcta da matriz de 2V
Selecionar o punção correto
Ao desmontar as ferramentas, tentar introduzir o punção na matriz inferior para evitar que o punção caia e magoe o dedo.
Não pendurar objectos no botão de paragem de emergência
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Os operadores de prensas dobradeiras desempenham um papel crucial na formação do mundo que nos rodeia, mas o seu trabalho não é isento de riscos. Neste artigo, vamos explorar dicas essenciais de segurança da indústria...
As suas ferramentas de prensa dobradeira estão a desgastar-se muito rapidamente? Este artigo aborda as técnicas de reparação essenciais para prolongar a vida útil das suas ferramentas, assegurando um desempenho ótimo nas suas...
Já alguma vez se interrogou sobre as origens do termo "travão de prensa"? Nesta cativante publicação do blogue, vamos embarcar numa fascinante viagem pela história para descobrir as razões por detrás...
Já se interrogou sobre a forma como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem em prensa dobradeira - dobragem, limpeza, dobragem a ar, fundo, cunhagem e dobragem de três pontos. Irá...
No vasto mundo da manufatura, há uma máquina que se destaca: a prensa dobradeira. Com a sua capacidade de dobrar e moldar metal com precisão e potência, tornou-se uma máquina indispensável...
Já se interrogou sobre o que mantém uma prensa dobradeira CNC a funcionar sem problemas? A resposta está no óleo hidráulico. Este fluido essencial assegura um desempenho ótimo e a longevidade da máquina. O nosso artigo...
A reparação adequada do cilindro hidráulico de uma prensa dobradeira é crucial para manter o desempenho e a segurança da máquina. O cilindro hidráulico é normalmente constituído por um pistão, uma manga, uma biela e um parafuso....
Já alguma vez se perguntou como é que uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da quinadora, revelando os segredos por detrás dos seus papéis e funções. Saiba como...
Alguma vez teve dificuldade em definir o comprimento correto do curso da prensa dobradeira? Muitos operadores fazem-no, recorrendo frequentemente à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...