12 Tipos e utilizações de ferramentas de prensa dobradeira
Já alguma vez se perguntou como é que uma simples folha de metal se transforma em formas complexas? Esta publicação do blogue mergulha no fascinante mundo das máquinas de prensagem e das matrizes de dobragem. Descubra os tipos de punções superiores e as suas aplicações únicas, e saiba como tornam possíveis as dobras precisas. Prepare-se para desvendar os segredos por trás da dobragem de metal!
A dobragem é um processo crítico de formação de chapa metálica que utiliza uma máquina de prensagem e ferramentas especializadas para criar deformações angulares precisas em chapas metálicas. Este processo envolve a aplicação de força controlada para deformar plasticamente o material ao longo de um eixo linear.
As ferramentas da prensa dobradeira são constituídas por dois componentes principais: a ferramenta superior (punção) e a ferramenta inferior (matriz). O punção, também designado por matriz superior ou lâmina de dobragem, é o componente ativo que aplica a força de dobragem. A matriz inferior, que suporta a peça de trabalho, possui uma cavidade em forma de V ou de canal que permite que o material flua durante a operação de dobragem.
A seleção de ferramentas adequadas é crucial para alcançar o ângulo de curvatura, o raio e a qualidade geral da peça pretendidos. Factores como as propriedades do material, a espessura e a complexidade da dobragem influenciam a escolha das configurações de punção e matriz. As prensas dobradeiras modernas utilizam frequentemente sistemas de ferramentas intercambiáveis, permitindo mudanças rápidas de configuração e maior flexibilidade de produção.
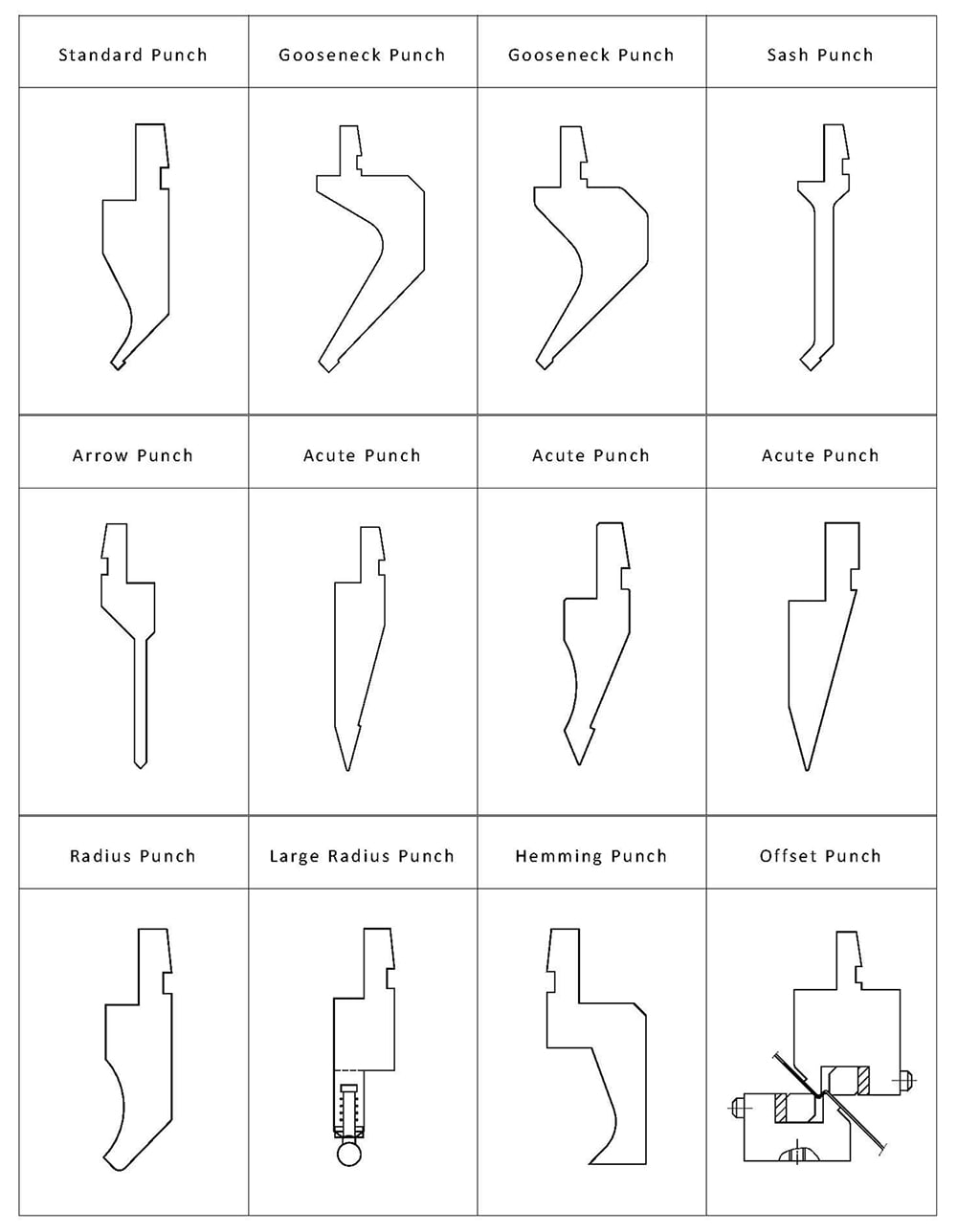
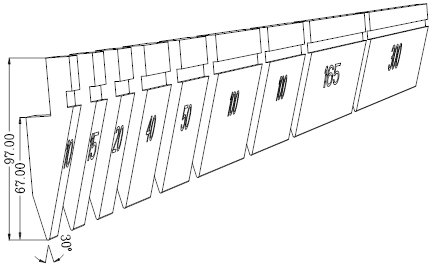
A classificação específica das matrizes superior e inferior é apresentada na Figura 1.
1. Classificação e tipos de punção de topo da prensa dobradeira: (Fig.1)
Fig.1
2. O punção superior da prensa dobradeira divide-se em dois tipos: tipo integral e tipo segmentado
Punção superior integrado: 835 mm e 415 mm
Punção superior segmentado: segmentação a e segmentação b
Um comprimento dividido: 10,15,20,40,50,100 (buzina direita),100(buzina esquerda),200,300;
B comprimento da fração: 10,15,20,40,50,100(buzina direita),100(buzina esquerda),165,300;
3. Classificação e aplicação de vários punções de topo
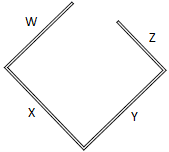
1. A aplicação do punção normalizado na dobragem consiste principalmente em evitar a direção W, e a diagrama de curvatura é o seguinte:
2. Direção X: quando Xmin>4mm, pode ser dobrado (quando o tamanho é necessário na direção W)
3. Direção Y: quando 0<Y<30mm, a direção Z não pode ser evitada. Quando Y≧30mm, Z=Y-300
Gráfico de divisão: Divisão B
Corno
02) Punção de pescoço de ganso
Valor tolerante à pressão (comprimento total)
50TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
45TON/M
Raio de ponta
0.2R
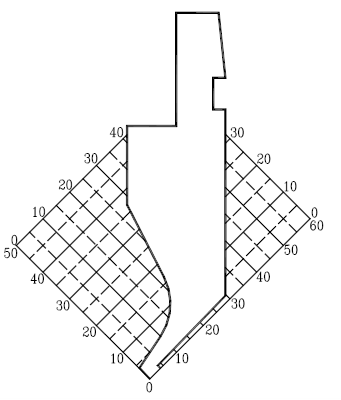
Ccoordenar gráfico(1:2)
Características de processamento:
1. A aplicação do punção pescoço de ganso na dobragem consiste principalmente em evitar a direção W, e a diagrama de curvatura é o seguinte:
2. Direção X: quando Xmin>9mm, pode ser dobrado (quando o tamanho é necessário na direção W)
3. Direção Y: quando 0<Y<85mm, a direção Z não pode ser evitada. Quando Y≧85mm, Z=Y-85
Gráfico de divisão: A dividir
Corno
03) Punção de pescoço de ganso
Valor tolerante à pressão (comprimento total)
50TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
30TON/M
Raio de ponta
0.2R
Ccoordenar gráfico (0.8:1)
Características de processamento:
1. A aplicação do punção pescoço de ganso na dobragem consiste principalmente em evitar a direção W, e o diagrama de dobragem é o seguinte:
2. Direção X: quando Xmin>6mm, pode ser dobrado (quando o tamanho é necessário na direção W)
3. Direção Y: Quando 0<Y<75mm, a direção Z não pode ser evitada. Quando Y≧75mm, Z=Y-75
Gráfico de divisão: A dividir
Corno
3.2. Punção reto
01) Perfuração de faixa
Valor tolerante à pressão (comprimento total)
30TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
15TON/M
Raio de ponta
0.2R
Gráfico de coordenadas(0,8:1)
Características de processamento:
Adequado para dobrar produtos simétricos. As direcções frontal e traseira podem ser evitadas.
Quando Xmin>10mm, as direcções W e X podem aumentar em proporção.
Quando 0<Y<20mm,Z=0.
Quando Y>20mm, as direcções Y e Z podem aumentar em proporção.
O comprimento de dobragem na direção W é superior ao comprimento de dobragem na direção Z.
Gráfico de divisão: Divisão B
Corno
02) Soco de flecha
Valor tolerante à pressão (comprimento total)
50TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
12TON/M
Raio de ponta
0.2R
Gráfico de coordenadas(0,8:1)
Características de processamento:
1. Adequado para dobrar produtos simétricos, as direcções frontal e traseira podem ser evitadas e a abertura de dobragem pode ser tão pequena quanto 6 mm.
2. Quando X<50mm, Y<50mm, as direcções W e X podem aumentar em proporção.
Gráfico de divisão: Uma fração
Corno
03) Soco agudo
Valor tolerante à pressão (comprimento total)
100TON/M
Material
AM87
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
20TON/M
Raio de ponta
0.65R
Gráfico de coordenadas(0,8:1)
Características de processamento:
1. O intervalo aplicável é entre 30 ° e 180 °
2. Utilizar um pequeno ângulo da ponta da ferramenta para evitar o furo roscado e outras peças de trabalho que devam ser evitadas.
3. É utilizado para dobragem profunda, e a profundidade de inserção é adequada para ângulo de flexão como mostra a figura seguinte:
Gráfico de divisão: Divisão B
Corno
04) Soco Agudo
Valor tolerante à pressão (comprimento total)
60TON/M
Material
AM87
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
30TON/M
Raio de ponta
0.37R
Gráfico de coordenadas(1:1)
Características de processamento:
1. Adequado para ângulos entre 45° e 180°
2. Utilizar um pequeno ângulo da ponta da ferramenta para evitar o furo roscado e outras peças de trabalho que devam ser evitadas.
Gráfico de divisão:Uma fração
Corno
05) Soco Agudo
Valor tolerante à pressão (comprimento total)
100TON/M
Material
AM87
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
30TON/M
Raio de ponta
0.52R
Gráfico de coordenadas(1:1)
Características de processamento:
1. O intervalo aplicável é entre 30 ° e 180 °
2. Utilizar um pequeno ângulo da ponta da ferramenta para evitar o furo roscado
3. Para a flexão profunda, a profundidade de inserção é aplicável ao ângulo de flexão, como indicado abaixo
Gráfico de divisão:Divisão B
Corno
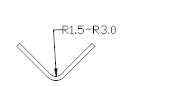
3.3. Punção de raio
01) Punção de raio
Valor tolerante à pressão (comprimento total)
45TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
45TON/M
Raio de ponta
1.5R,3.0R
Gráfico de coordenadas(1:1)
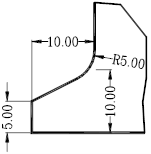
Características de processamento:
1. O raio R é 1,5, 3,0
2. O punção de raio é frequentemente utilizado como curva para a tampa superior
3. Por vezes utilizado para moldar a peça de trabalho com um pequeno ângulo.
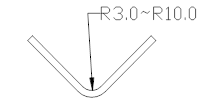
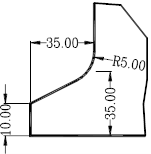
1. Este punção de grande raio é utilizado principalmente para dobrar o ângulo do arco interior de R, e o raio do ângulo do arco é R3~R10.
2. O raio do punção é combinado com o correspondente V ranhura
Combinação gráfico:
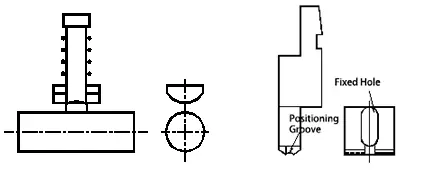
3.4. Soco especial
01) Punção de bainha
Valor tolerante à pressão (comprimento total)
100TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
Raio de ponta
Gráfico (1:1)
Características de processamento:
1. O diagrama da figura mostra a forma do produto depois de dobrado e achatado. Todas as formas semelhantes podem ser dobradas. Deve ser utilizado com moldes superiores e inferiores de 30°.
2. Também pode ser utilizado para prensar, rebitar, moldar, etc.
Gráfico de divisão:
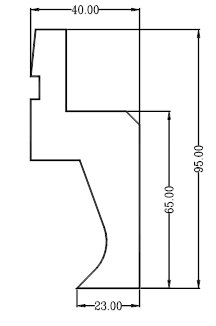
02) Punção de desvio
Valor tolerante à pressão (comprimento total)
/
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão(separado)
/
Raio de ponta
/
Gráfico (1:1)
Características de processamento:
1. Utilizado para dobragem em Z que não pode ser dobrada por travão de prensa morre.
H=1~10mm
2. A forma do produto de dobragem é a indicada na figura superior direita, normalmente designada por Curva em Z ou deslocamento.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Como é que se pode dobrar com precisão uma peça de chapa metálica sem tentativa e erro? O fator Y é a chave. Este artigo explica o fator Y, uma constante crucial utilizada para calcular a...
Já se interrogou porque é que o aço por vezes racha durante a dobragem? Neste artigo, exploramos o fascinante mundo da tecnologia de dobragem do aço, descobrindo as razões por detrás de defeitos comuns, como...
Já se interrogou sobre como calcular com precisão a força de flexão necessária para o fabrico de chapas metálicas? Nesta publicação perspicaz do blogue, vamos explorar os meandros do cálculo da força de flexão, desenho...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Nesta publicação do blogue, vamos explorar o fascinante mundo da flexão de ar e os diagramas de forças que o tornam possível. Junte-se a nós e mergulhe na ciência por detrás deste...
Alguma vez se debateu com o cálculo da margem de curvatura correcta para os seus projectos de chapa metálica? Nesta publicação do blogue, vamos mergulhar no mundo das tolerâncias de dobragem e explorar como...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Atenção a todos os entusiastas da metalomecânica! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não procurem mais! Neste post do blogue, vamos mergulhar no mundo da prensa...



 Corno
Corno


 Corno
Corno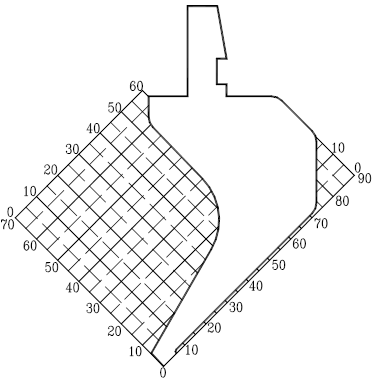


 Corno
Corno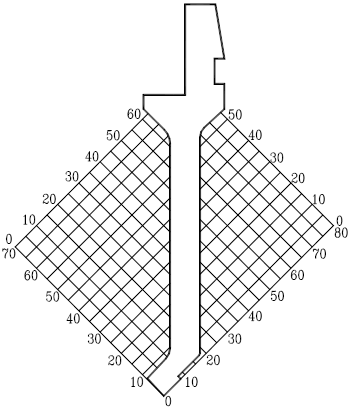

 Corno
Corno



 Corno
Corno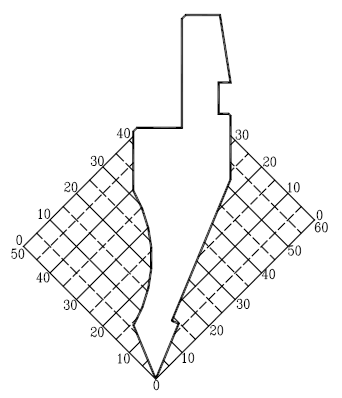



 Corno
Corno


 Corno
Corno