Coroamento hidráulico da prensa dobradeira: Influência na curva de deflexão da mesa de trabalho
A prensa dobradeira é o equipamento de dobragem mais utilizado no processamento de chapas metálicas e desempenha um papel crucial no processo. A prensa dobradeira CNC é capaz de produzir peças dobradas em várias formas que são mais leves do que os perfis laminados e têm uma aparência atraente. Os componentes soldados feitos a partir de peças dobradas são também 30%-50% [...]
A prensa dobradeira é o equipamento de dobragem mais utilizado no processamento de chapas metálicas e desempenha um papel crucial no processo.
A prensa dobradeira CNC é capaz de produzir peças dobradas em várias formas que são mais leves do que os perfis laminados e têm uma aparência atraente.
Os componentes soldados fabricados a partir de peças dobradas são também 30%-50% mais leves do que o mesmo tipo de fundição de aço. O processo de fabrico é simples e a eficiência da produção é elevada.
No entanto, a mesa de trabalho do travão de prensa sofre inevitavelmente uma deformação elástica para baixo devido à falta de rigidez ao dobrar a placa.
Como resultado, a matriz instalada na extremidade superior da mesa de trabalho sofre a mesma deformação, levando a uma redução da profundidade da matriz superior no matriz inferior e distribuição desigual da pressão entre as matrizes durante a dobragem.
A pressão em ambas as extremidades da matriz ao longo da direção do comprimento é maior do que no meio, resultando numa maior ângulo de flexão no meio do que nas duas extremidades e pior retidão no meio do que nas duas extremidades.
Por conseguinte, é necessário tomar as medidas correspondentes na conceção do travão de prensa para compensar ou reduzir a deformação por flexão.
Para estudar este fenómeno, é utilizado um travão de prensa CNC como objeto de investigação e são utilizados a teoria dos elementos finitos e testes experimentais.
1. Análise elástica da deformação da mesa de trabalho
A precisão de maquinação da prensa dobradeira depende principalmente da deformação por flexão do bloco deslizante e da mesa de trabalho.
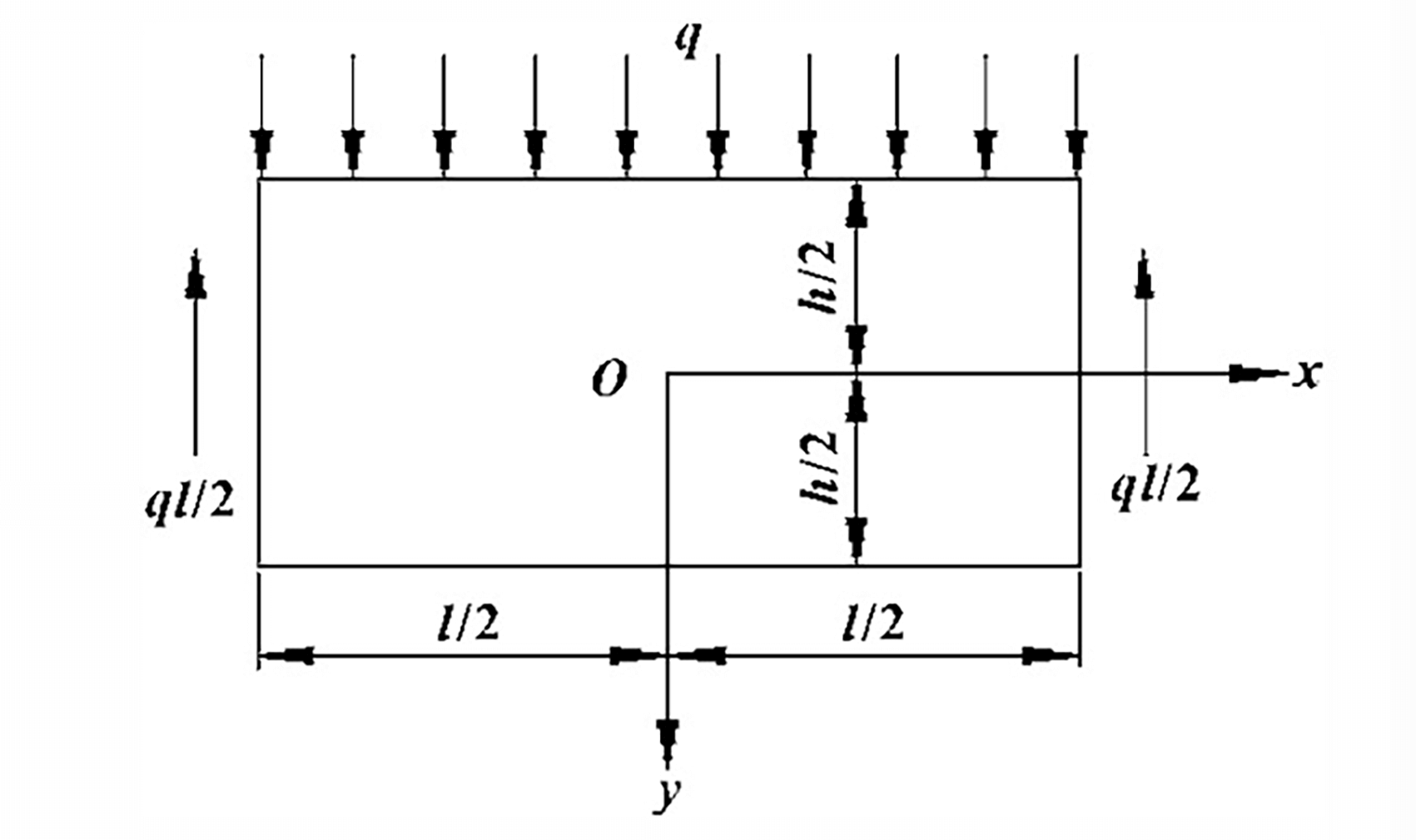
Nesta secção, analisamos a deformação da mesa de trabalho utilizando a teoria da elasticidade. Assumimos que o comprimento e a altura da mesa de trabalho são l e h, respetivamente, e que o limite superior da mesa de trabalho sofre uma carga uniforme g.
A mesa de trabalho está apoiada em ambas as extremidades e a reação de apoio actua sobre ela sob a forma de força de corte distribuída nas secções de ambas as extremidades. Desprezamos a pequena influência do peso próprio e utilizamos o método semi-inverso para resolver a deformação da mesa de trabalho.
A figura 1 ilustra o modelo elástico.
Fig. 1 Carga uniforme na mesa de trabalho
O processo de cálculo é explicado em pormenor no manual de mecânica elástica. Os resultados são apresentados diretamente e a curva de deformação da borda superior da placa retangular é obtida da seguinte forma:
É evidente a partir da expressão funcional que a deformação que ocorre na placa retangular é uma curva quadrática. Esta deformação de deflexão é a principal causa da fraca precisão de processamento da placa.
2. Princípio de compensação da deflexão da mesa de trabalho
A qualidade da dobragem é frequentemente reduzida devido à deformação elástica da mesa de trabalho.
Atualmente, a maioria das prensas dobradeiras CNC são do tipo accionadas, com a mesa de trabalho a permanecer estática durante o processo de dobragem. No entanto, a prensa dobradeira analisada neste documento é do tipo top-drive.
Devido à estrutura e ao modo de transmissão da máquina-ferramenta, é mais cómodo e fácil compensar a pressão hidráulica da mesa de trabalho.
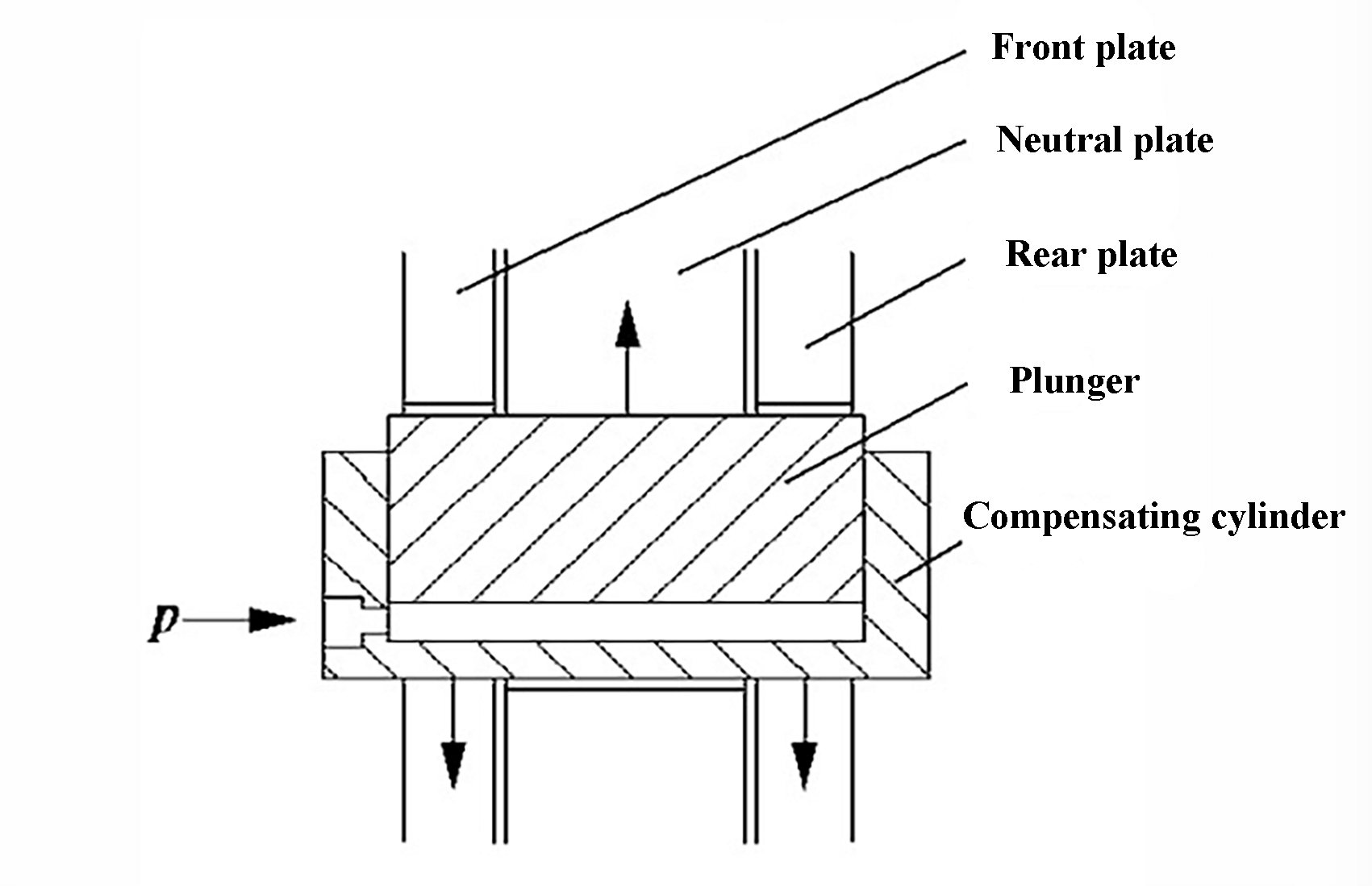
O princípio da compensação implica a disposição de vários cilindros hidráulicos no meio da mesa de trabalho.
Durante o processo de dobragemA placa vertical dianteira e traseira suporta os cilindros hidráulicos de compensação, que fornecem força ascendente à placa neutra. Isto supera a deformação de flexão da mesa de trabalho.
A quantidade de compensação pode ser facilmente ajustada utilizando a válvula redutora de pressão proporcional e o dispositivo convexo é controlado pelo sistema de controlo numérico.
Isto permite que a quantidade pré-convexa seja determinada com base no modo de flexão, espessura da placa, abertura da matriz e propriedades dos materiais durante a flexão. A figura 2 mostra isto em pormenor.
Fig. 2 Diagrama esquemático da estrutura de compensação de pressão
A utilização de princípios hidráulicos na compensação de pressão permite um aumento do valor da compensação com um aumento da carga.
Esta caraterística, juntamente com a sua fácil ajustabilidade, faz da compensação de pressão uma escolha popular para melhorar a precisão da maquinagem em CNC travões de prensa.
3. Análise de elementos finitos e ensaio do travão de prensa
3.1. Breve introdução à análise de elementos finitos
Após a realização de uma análise de elementos finitos e a otimização do cursor e da placa lateral da prensa dobradeira, a estrutura da máquina foi parcialmente optimizada para eliminar a concentração de tensões.
Apesar da otimização, o tamanho total da máquina mantém-se inalterado.
Nesta secção, não repetiremos a simplificação do modelo de elementos finitos, as restrições das condições de fronteira, a aplicação de cargas e outros conteúdos.
As prensas dobradeiras podem ter duas formas de dobragem: com coroamento e sem coroamento. Também podem ser divididas em duas formas com base no método de dobragem: coating e flexão de ar. Normalmente, a forma mais comummente utilizada é flexão de ar com coroamento.
Devido a limitações na extensão do artigo e na carga de trabalho, apresentaremos aqui apenas duas condições de trabalho típicas. A primeira condição de trabalho envolve carga total (110 t) e cunhagem e dobragem sem coroamento, enquanto a segunda condição de trabalho envolve carga total (110 t), dobragem com ar e uma pressão de compensação máxima de 25 MPa.
É de notar que a pressão na superfície de carga correspondente às placas verticais dianteira e traseira é de 43 MPa.
3.2 Resultados da análise
Os resultados do cálculo da tensão obtidos a partir da análise de elementos finitos são apresentados no Quadro 1, enquanto os resultados do cálculo do deslocamento são apresentados no Quadro 2.
Tabela 1 Resultados parciais do cálculo de tensões por elementos finitos MPa
Estado de funcionamento
Tensão máxima da garganta superior
Tensão máxima do arco circular no ombro do cursor
Tensão máxima na junção da mesa de trabalho e da placa lateral
Estado de funcionamento 2
178
270
138
Quadro 2 Resultados do cálculo do deslocamento parcial por elementos finitos
Estado de funcionamento
Face superior da placa neutra Deslocação vertical relativa
Face inferior do cursor Deslocação vertical relativa
Valor máximo /mm
Posição de ocorrência
Valor máximo /mm
Posição de ocorrência
Estado de funcionamento 1
-0.521
Meio da face superior
0.428
Meio da face inferior
Estado de funcionamento 2
0.597
Meio da face superior
0.439
Meio da face inferior
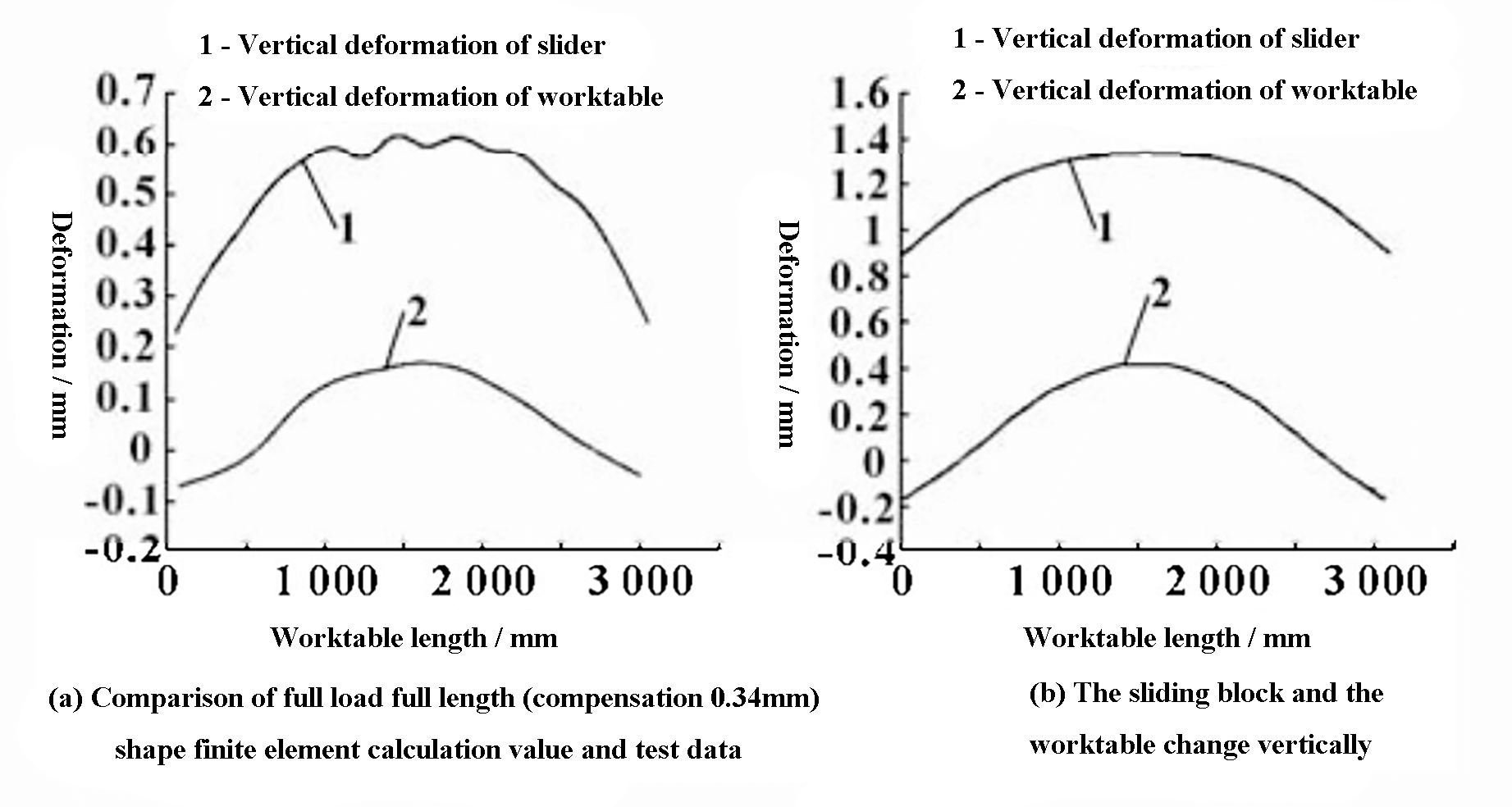
3.3 Ensaio experimental e comparação de resultados
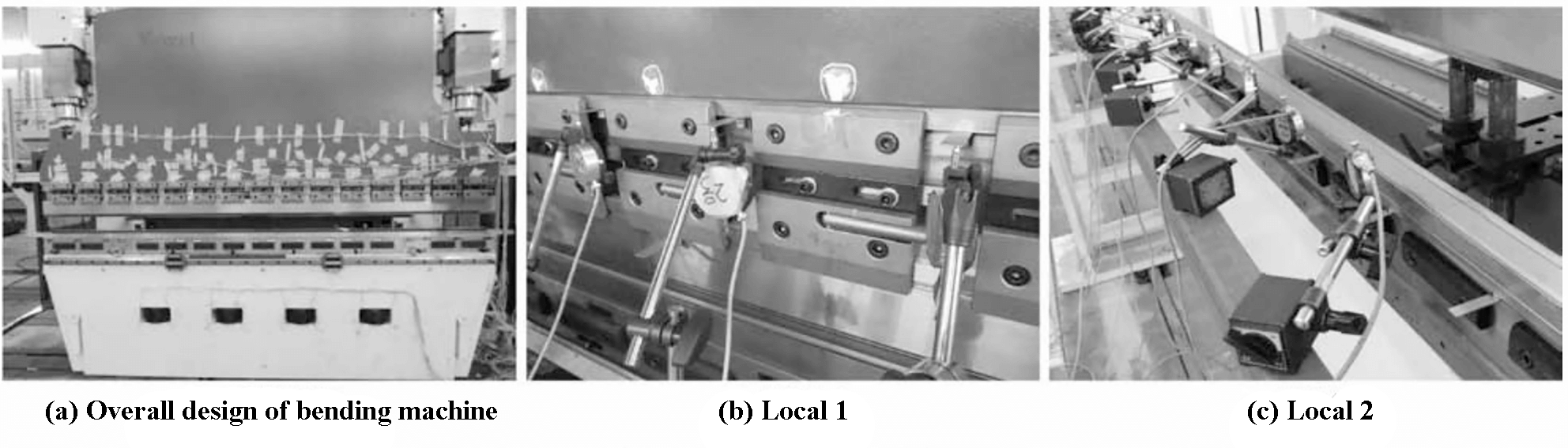
Para confirmar a exatidão do cálculo dos elementos finitos, é realizado um teste no local da estrutura da prensa dobradeira.
A tensão nos componentes cruciais da prensa dobradeira é testada utilizando um extensómetro de resistência, enquanto o sensor de deslocamento é utilizado como uma ferramenta de medição para determinar a deformação da prensa dobradeira.
A Figura 3 ilustra algumas das localizações dos ensaios experimentais.
Fig. 3 Algumas fotografias do local de ensaio
Os resultados dos quadros 3 e 4 revelam que:
Os resultados experimentais estão geralmente de acordo com os resultados do cálculo dos elementos finitos.
O erro de medição da tensão é inferior a 10% em alguns casos.
A deformação vertical do cursor é comparável aos resultados do cálculo.
Quadro 3 Comparação dos resultados das tensões parciais
Estado de funcionamento 2
Teste de stress / MPa
Análise de elementos finitos de tensão / MPa
Erro relativo /%
Garganta superior da placa lateral
183
178
2.8
Arco de ombro deslizante
261
270
3.3
Ligação entre a placa lateral e a mesa de trabalho
126
138
8.7
Quadro 4 Comparação dos resultados dos deslocamentos parciais mm
Estado de funcionamento 2
Deslocamento máximo de ensaio
Análise de elementos finitos do deslocamento
A deformação vertical relativa da extremidade inferior da corrediça
Comprimento de carga total
0.390
0.439
A extremidade superior da mesa de trabalho é vertical e relativamente deformada
Comprimento de carga total
0.236
0.597
Durante o processo de teste, a compensação é automaticamente dada e fornecida pelo Sistema CNC.
Na condição de trabalho 2, a correção real é de 0,34 mm, enquanto a correção máxima da máquina-ferramenta é de 0,60 mm.
No entanto, no cálculo de elementos finitos, a pressão de compensação exacta não pode ser determinada com precisão, pelo que a pressão de compensação máxima é utilizada no processo de cálculo.
Este facto explica a diferença entre os resultados dos ensaios e os resultados do cálculo dos elementos finitos da extremidade superior da mesa de trabalho.
Ao comparar os resultados, a precisão do modelo de elementos finitos é basicamente confirmada, fornecendo a base para a utilização subsequente de software de elementos finitos para compensar e otimizar a deflexão da mesa de trabalho.
4. Investigação sobre a tecnologia de compensação hidráulica
4.1 Análise funcional do cilindro de compensação
Para melhorar a precisão da maquinação, foi concebido um dispositivo de compensação hidráulico para fazer com que a mesa de trabalho se deforme para cima e compensar a deformação do cursor.
No entanto, determinar a pressão de compensação, a posição e o número de cilindros ideais é um problema crítico de otimização.
O módulo de otimização de projeto do ANSYS Workbench pode descrever a relação entre as variáveis de projeto e o desempenho do produto e modificar parâmetros no espaço de trabalho de parâmetros gerado.
A tabela de pontos de conceção pode executar rapidamente vários esquemas de análise e permite introduzir o intervalo de valores dos parâmetros de conceção numa nova linha para novos pontos de conceção.
Depois de definir todos os pontos de dimensionamento, actualizá-los e executar o programa, são obtidos os resultados do cálculo dos pontos de dimensionamento da amostra.
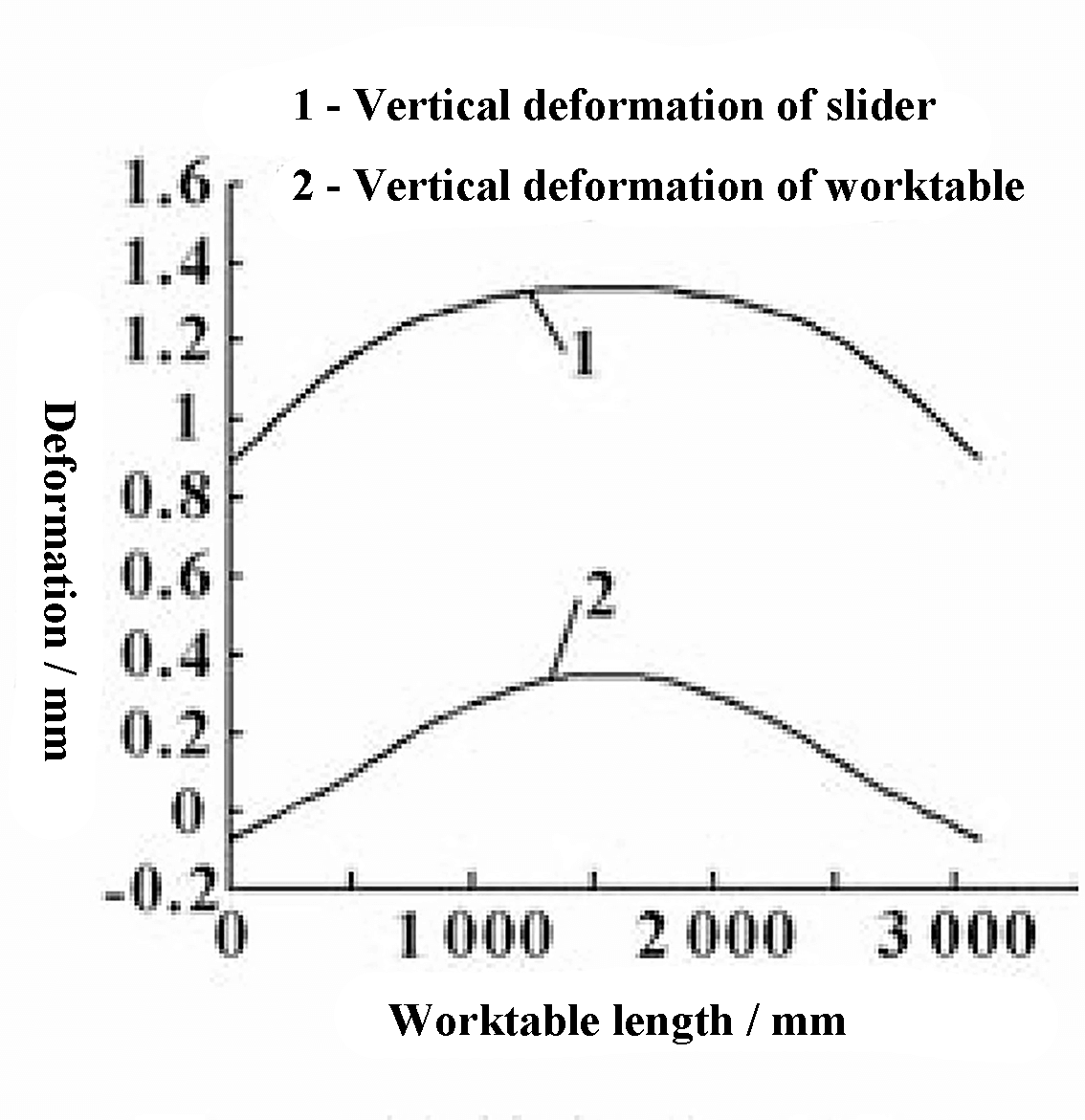
A otimização da compensação da mesa de trabalho baseia-se na condição de trabalho típica da condição de trabalho 2, em que todo o comprimento da mesa de trabalho é uniformemente carregado.
A deformação vertical máxima ocorre no meio da face inferior da extremidade quando o cursor está totalmente carregado.
A deformação vertical máxima da face superior da mesa de trabalho também ocorre no meio. A figura 4 mostra uma comparação da curva de deformação da prensa dobradeira.
A comparação revela que a deformação vertical máxima da extremidade inferior da corrediça é de 0,39 mm, enquanto a da extremidade superior da mesa de trabalho é de 0,236 mm.
Durante o teste de campo, o sistema CNC forneceu automaticamente uma compensação de 0,34 mm de acordo com os parâmetros de flexão, indicando que a compensação dada pelo sistema CNC é demasiado pequena.
No entanto, o cálculo de elementos finitos revelou que a deformação máxima da extremidade inferior da corrediça é de 0,439 mm e a da extremidade superior da mesa de trabalho é de 0,597 mm, indicando que a compensação da carga total é demasiado grande no cálculo de elementos finitos.
Por conseguinte, a pressão de compensação deve ser reduzida.
Fig. 4 Comparação da deformação vertical entre o bloco deslizante e a mesa de trabalho
Com base na análise anterior, a conclusão é que a compensação calculada pelo sistema de controlo numérico original é demasiado pequena, enquanto a compensação de carga total no cálculo de elementos finitos é demasiado grande.
Por conseguinte, é fundamental otimizar o cálculo da compensação.
4.2 Análise de otimização do efeito do cilindro de compensação
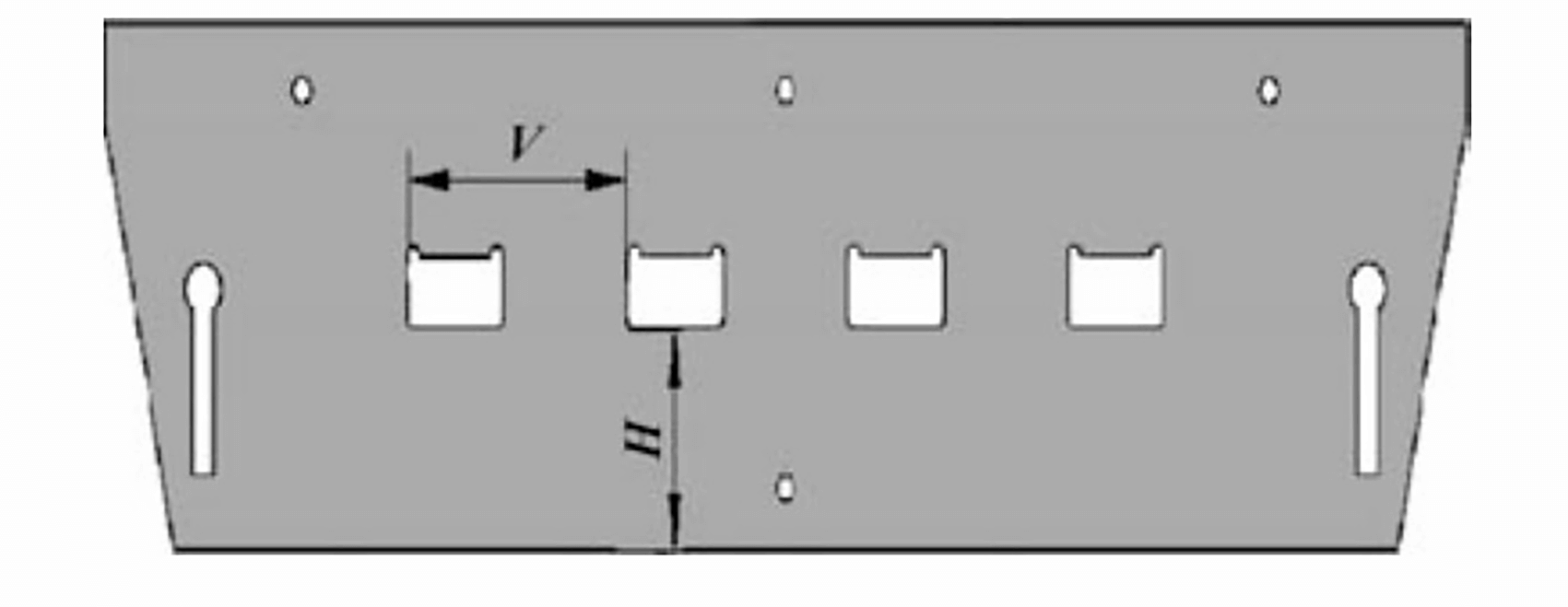
Foi criado um modelo ANSYS Workbench para a prensa dobradeira utilizando uma abordagem paramétrica.
Neste modelo, V representa o espaçamento do cilindro de compensação e o seu valor inicial é fixado em 500 mm.
H representa a distância entre a base do cilindro de óleo e o fundo da mesa de trabalho, com um valor inicial de 336 mm. A pressão máxima de compensação para o cilindro é de 25 MPa.
Para facilitar o cálculo da otimização, a pressão do cilindro é convertida na pressão real na superfície de carga. Por exemplo, quando a espessura da placa vertical é de 60 mm, o rácio de conversão é de 1,955.
Por outras palavras, a pressão de compensação P é igual à pressão real da superfície de carga P1/1.955.
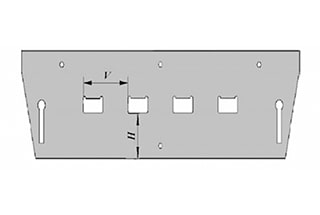
Os parâmetros são apresentados na Figura 5 para referência.
Fig. 5 Diagrama esquemático do ajuste dos parâmetros
A conceção tem em conta a necessidade de uma disposição razoável no sentido do comprimento que não afecte a estética, assegurando simultaneamente que o número de cilindros de óleo seja quatro.
O intervalo aceitável para V no quadro de atributos dos parâmetros de projeto é de 400-600 mm.
O intervalo aceitável para H é entre 236 e 436 mm, e o valor máximo de p não deve exceder a pressão máxima de compensação. O intervalo aceitável para p1 está compreendido entre 0 e 48,8 MPa.
O programa foi executado para obter os resultados do cálculo do ponto de conceção da amostra.
Após análise e cálculo, verificou-se que a curva de deformação da mesa de trabalho está em boa concordância com a do cursor quando v = 528 mm, H = 307 mm e p1 = 45,9 MPa. A deformação vertical máxima da mesa de trabalho é de 0,44 mm.
Após o arredondamento, os valores finais de v, H e p são 530 mm, 310 mm e 23,5 MPa, respetivamente.
A Figura 6 mostra uma comparação da deformação vertical entre o cursor optimizado e a mesa de trabalho.
Fig. 6 Comparação da deformação vertical do bloco deslizante e da mesa de trabalho após otimização da compensação
A deformação indicada na figura 6 para o cursor é a deformação absoluta calculada pelo método dos elementos finitos, que inclui a deformação sobreposta causada pela rigidez insuficiente da fuselagem. Por conseguinte, existe um intervalo entre as duas curvas da figura.
No entanto, a deformação da secção média da face da extremidade de trabalho do cursor e da mesa de trabalho é semelhante à deformação vertical relativa das duas extremidades, e as curvas de deflexão de ambas tendem a ser paralelas.
Isto sugere que o efeito de compensação após a otimização é mais eficaz.
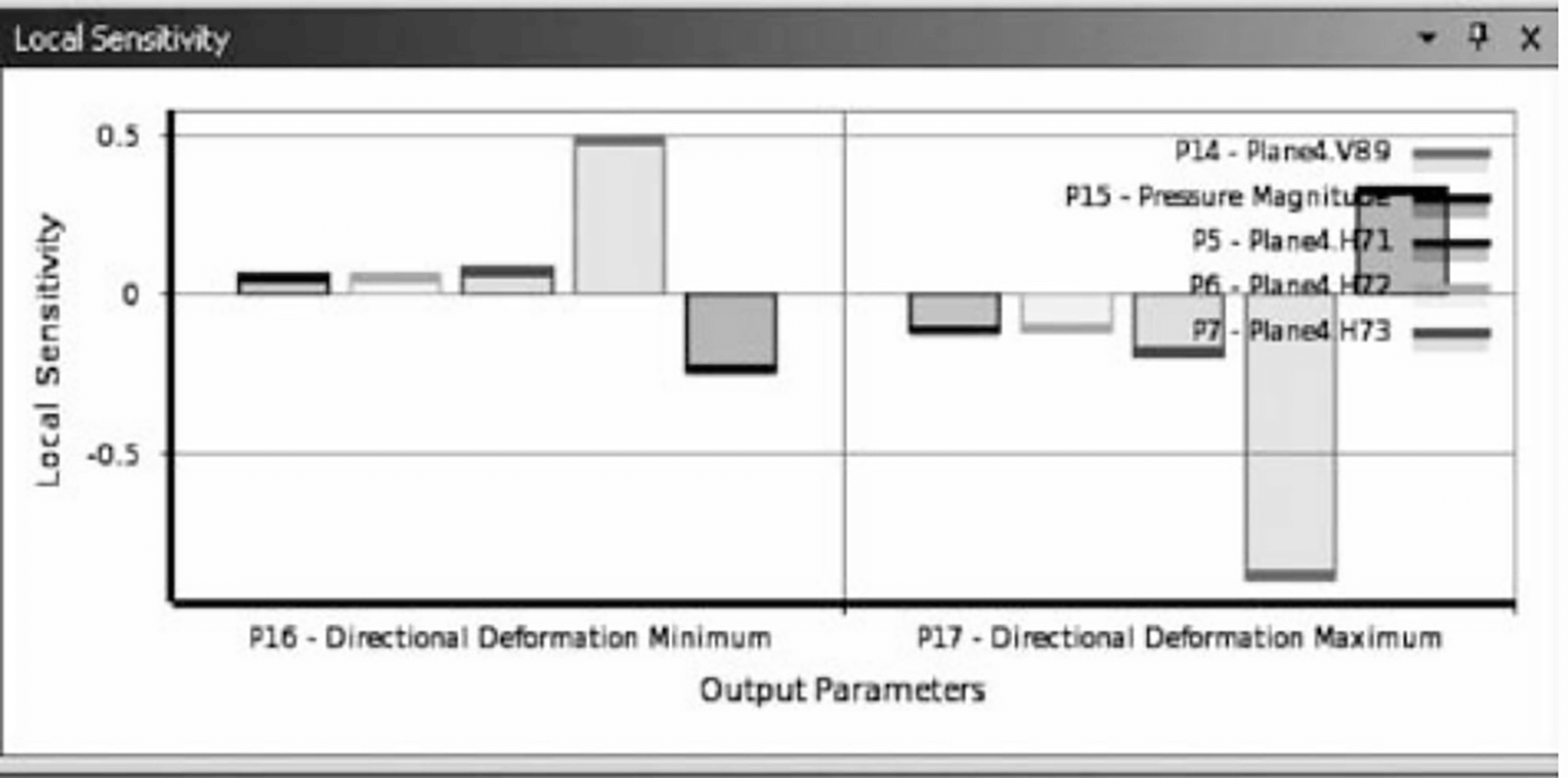
4.3 Sensibilidade dos parâmetros de resposta
O gráfico de sensibilidade indica que os parâmetros de saída são afectados pelo ponto de conceção.
Ao modificar o valor do ponto de conceção, é possível observar como o parâmetro de saída se altera em resposta a um ou mais parâmetros de entrada.
Como ilustrado na Figura 7, com base na análise do diagrama de sensibilidade, a altura vertical do cilindro de compensação e a pressão de compensação exercem a influência mais significativa na curva de deflexão.
A distância horizontal entre cilindros tem um impacto mínimo no valor da curva de deflexão máxima, mas afecta a suavidade da curva de deflexão.
Os resultados da análise estão em conformidade com a situação real.
Fig. 7 Resultados da sensibilidade dos parâmetros nos pontos de resposta
5. Conclusão
Este artigo analisa as causas da fraca precisão de dobragem na mesa de trabalho de uma prensa dobradeira, utilizando um software de elementos finitos.
Além disso, testa e compara a tensão e a deformação da máquina-ferramenta, combinando-a com a tecnologia de medição eléctrica de deformação.
Este processo fornece uma base para a utilização de elementos finitos para compensar a pressão da mesa de trabalho.
As condições de trabalho típicas da prensa dobradeira foram optimizadas e foi obtida a curva de compensação ideal.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...