Explicação do sistema hidráulico da prensa dobradeira (diagrama)
Já alguma vez se interrogou sobre o funcionamento do sistema hidráulico de uma quinadora? Neste artigo, vamos mergulhar a fundo nos meandros deste componente essencial. O nosso engenheiro mecânico especialista irá guiá-lo através dos elementos-chave do sistema, explicando as suas funções e interacções. No final, terá uma compreensão abrangente de como o sistema hidráulico alimenta estas máquinas impressionantes.
Bomba hidráulica: A energia mecânica introduzida pelo motor principal é convertida na energia de pressão do líquido, que serve como dispositivo de fornecimento de energia para o sistema.
Atuador
Cilindro hidráulico (ou motor): Converte a energia da pressão do fluido em energia mecânica e efectua trabalho na carga.
Dispositivo de controlo
São utilizadas várias válvulas de controlo hidráulico para controlar a direção, a pressão e o fluxo do fluido para garantir que o atuador completa a tarefa de trabalho pretendida.
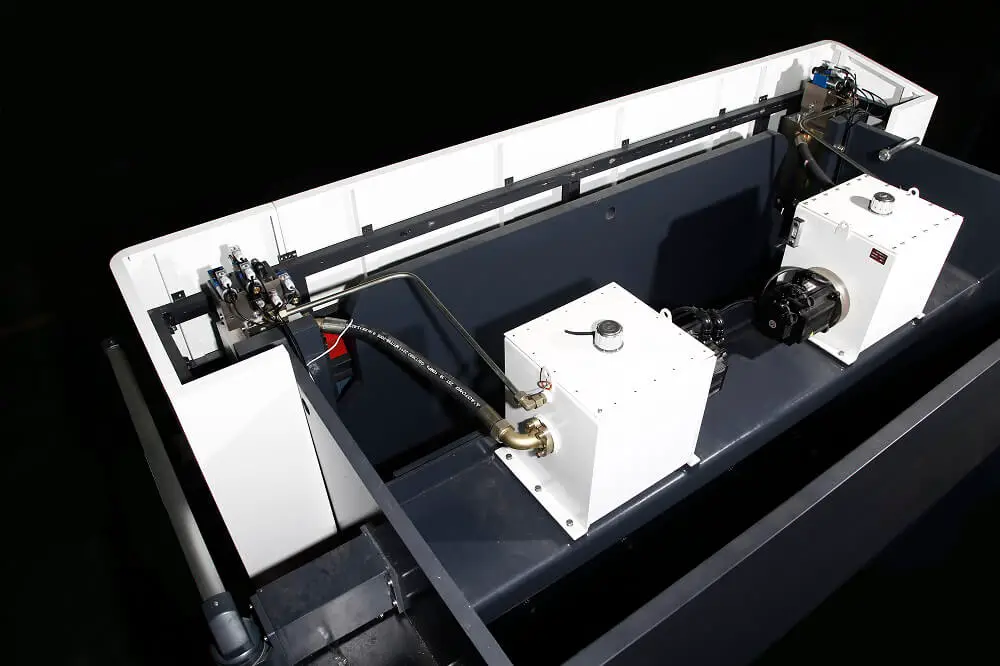
Equipamento de assistência
O depósito de combustível, os tubos de óleo, os filtros de óleo, os manómetros, os arrefecedores, os separadores de água, os vaporizadores de óleo, os silenciadores, os acessórios dos tubos, as juntas dos tubos e os vários conversores de sinais criam as condições necessárias para assegurar o funcionamento normal do sistema.
Meio de trabalho
Óleo hidráulico ou ar comprimido, como meio de transporte para transferir movimento e potência.
Depósito de óleo
A função do depósito de combustível:
Guardar o óleo reservado.
Dissipação de calor.
Separar o ar do óleo.
Precipitação de poluentes.
Separação do condensado
Estrutura do depósito de combustível:
Dimensão do depósito de combustível (volume) - V = 3-5q para equipamento fixo; V≈1q para equipamento móvel.
A unidade de V é o litro, e a unidade de q é o litro/minuto.
Na conceção do reservatório de combustível, deve haver um espaço de 10-15% na parte superior do reservatório de combustível, tendo principalmente em conta factores como as alterações do nível do líquido e a espuma.
O volume efetivo do depósito de combustível deve ser 6-12 vezes superior ao caudal total da bomba de óleo do sistema hidráulico.
Recomenda-se que a temperatura do óleo seja de 30-50°C, com uma temperatura máxima não superior a 65°C e uma temperatura mínima não inferior a 15°C.
A antepara deve ser concebida no depósito de combustível e a distância entre a zona de aspiração do óleo e a zona de retorno do óleo deve ser a maior possível.
Óleo hidráulico
É muito importante para o funcionamento perfeito, a fiabilidade operacional, a vida útil e a economia do sistema hidráulico.
Transmissão de energia da bomba hidráulica para o motor ou cilindro hidráulico
Lubrificação das partes móveis
Proteger superfícies metálicas imersas em óleo
Remover o pó, as impurezas, a água, o ar, etc.
Arrefecimento
O importante conceito de óleo
Elevada limpeza = elevada fiabilidade
Óleo novo é óleo sujo
Tempo de utilização do óleo: 2000-4000h
Limpeza
Padrão de viscosidade: O valor da viscosidade está sempre relacionado com uma determinada temperatura. O valor da viscosidade diminui à medida que a temperatura aumenta e aumenta à medida que a pressão do óleo hidráulico aumenta. A norma de viscosidade é a norma ISO a 40 ℃, que pode ser dividida em óleo hidráulico #10, #22, #32, #46, #68, #100.
Normas de grau de poluição por hidrocarbonetos: Internacional ISO-4406 e americana NAS-1638. No nível NAS9, o sistema hidráulico geralmente não falha. Quando o nível de poluição desce para o nível NAS10-11, o sistema hidráulico falha ocasionalmente. Quando o grau de poluição do óleo desce abaixo do nível NAS12, ocorrem frequentemente falhas. Nesta altura, o óleo hidráulico deve ser circulado e filtrado.
Válvulas hidráulicas de uso comum
Classificação
De acordo com funçãopode ser dividido em:
válvula de direção
válvula de caudal
válvula de pressão
De acordo com o método de instalaçãopode ser dividido em:
válvula de placa
válvula de pilha
válvula de cartucho de duas vias
válvula de cartucho com rosca
De acordo com o método de controlopode ser dividido em:
válvula de acionamento pneumático
válvula hidráulica
válvula do motor
válvula solenoide
válvula proporcional
servo-válvula proporcional
servo-válvula
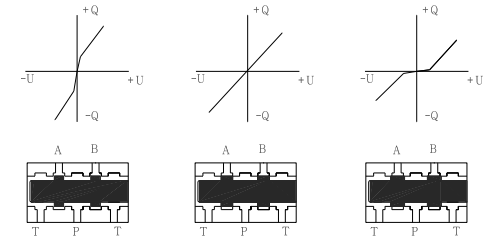
Válvula direcional
A função básica da válvula direcional é facilitar a comunicação e o corte entre dois circuitos hidráulicos diferentes, ou controlar o sentido de arranque, paragem e movimento do atuador (cilindro ou motor), conforme necessário.
Classificação das válvulas de controlo direcional
Dividido pelo método de controlo:
Válvula solenoide
Válvula manual direcional
Válvula hidráulica direcional
Válvula direcional motorizada
Válvula de acionamento pneumático
Dividido por método de instalação:
Válvula de disco
Válvula em linha
Válvula de cartucho roscada
Válvula de alívio
Características
A função mais importante da válvula de alívio é limitar a pressão do sistema, protegendo assim vários componentes e tubagens e evitando o perigo de sobrecarga e rebentamentos.
Por conseguinte, esta válvula é também designada por válvula de pressão ou válvula de segurança.
Quando a pressão do sistema atinge o valor de pressão definido, a válvula de alívio começa a atuar como um limitador de pressão.
A válvula originalmente fechada está agora aberta e o excesso de fluxo flui de volta para o tanque através do orifício da válvula.
Quando se trabalha desta forma, a válvula de alívio é instalada no bypass.
Note-se que a perda de potência de alívio do caudal Q com pressão P que passa através da válvula de alívio é P×Q/612.
A energia perdida é transmitida ao sistema hidráulico, o que provoca o aumento da temperatura do óleo hidráulico.
Fundamental
A pressão de entrada P actua sobre a área de medição A, e a pressão hidráulica resultante é comparada com a força da mola.
Se a pressão hidráulica exceder a força de ajuste da mola, o núcleo da válvula comprime a mola e o orifício da válvula abre-se, ligando o percurso entre a entrada e a saída da válvula.
Válvula de fluxo
A válvula de fluxo controla a velocidade do atuador hidráulico.
Isto é conseguido alterando o tamanho da área da secção transversal da borboleta para alterar o caudal volúmico Q do atuador.
A válvula de fluxo pode ser dividida em válvula de estrangulamento e válvula de controlo de velocidade.
Válvula de retenção
A função da válvula de retenção é cortar o fluxo numa direção e permitir que o fluxo na outra direção passe sem restrições.
Os elementos de vedação das válvulas unidireccionais têm a forma de válvula esférica, de válvula cónica ou de válvula de placa.
A força relativamente fraca da mola tem de ser ultrapassada quando o elemento de vedação é aberto.
Estes princípios básicos reflectem-se diretamente nos símbolos gráficos.
Válvula de cartucho de duas vias
A válvula de cartucho de duas vias é concebida como uma estrutura de encaixe e é instalada num circuito de controlo compacto.
Na maioria dos casos, a placa de cobertura também funciona como um bloco de ligação entre a válvula principal e a válvula piloto.
Ao controlar a válvula principal com uma válvula piloto adequada, podem ser alcançadas funções de pressão, inversão ou estrangulamento, ou uma combinação destas funções.
As funções incluem controlo direcional, controlo de transbordo, controlo de descompressão e controlo de sequência.
Válvula proporcional
Válvula proporcional de circuito aberto - válvula proporcional electro-hidráulica
válvula de alívio proporcional
válvula redutora de pressão proporcional
válvula de aceleração proporcional
válvula de caudal proporcional
válvula direcional proporcional
Válvula proporcional de circuito fechado - Servo-válvula proporcional
O amplificador integrou a servo-válvula proporcional NG6, NG10, NG16, NG25, NG32
Amplificador externo da servo-válvula proporcional NG6 ~ NG50
Se não houver feedback entre a saída e a entrada do sistema, o que significa que a saída do sistema de controlo não afecta o controlo do sistema, esse sistema é designado por sistema de controlo em malha aberta.
Sistema de controlo em circuito fechado:
O sistema de controlo em circuito fechado é um sistema de controlo automático baseado no princípio da retroação.
O princípio do feedback significa controlar de acordo com a informação da alteração da saída do sistema. Ou seja, comparar o desvio entre o comportamento do sistema (saída) e o comportamento esperado e eliminar o desvio para obter o desempenho esperado do sistema.
No sistema de controlo por retroação, existe um caminho de avanço do sinal da entrada para a saída e um caminho de retroação do sinal da saída para a entrada.
Os dois formam um circuito fechado.
Por conseguinte, o sistema de controlo com realimentação é também designado por sistema de controlo em circuito fechado.
O sistema de controlo de circuito aberto tem uma estrutura simples e é relativamente económico.
A desvantagem é que o erro causado pela interferência não pode ser eliminado.
Em comparação com o sistema de controlo em circuito aberto, o sistema de controlo em circuito fechado tem uma série de vantagens.
No sistema de controlo por retroação, independentemente da razão (perturbação externa ou alteração interna do sistema), será gerado um efeito de controlo correspondente para eliminar o desvio, desde que a quantidade controlada se desvie do valor especificado.
Por conseguinte, tem a capacidade de suprimir interferências, é insensível a alterações nas características dos componentes e pode melhorar as características de resposta do sistema.
No entanto, a introdução de um circuito de realimentação aumenta a complexidade do sistema e uma seleção incorrecta do ganho pode provocar a instabilidade do sistema.
Para melhorar a precisão do controlo, o controlo por perturbação (ou seja, o controlo feedforward) é frequentemente utilizado como complemento do controlo por feedback para formar um sistema de controlo composto quando a variável de perturbação pode ser medida.
Princípio da sincronização electro-hidráulica Travão de prensa (Tomemos como exemplo o sistema com menos de 300 toneladas)
Controlo da pressão
Ligar o motor da bomba de óleo. De acordo com a necessidade força de flexãoA válvula de pressão proporcional (4) controla a válvula de cartucho de duas vias (2) para ajustar a pressão do sistema hidráulico de modo a satisfazer os requisitos de força de flexão.
A válvula de pressão (4.1) é uma válvula de segurança que controla a pressão máxima do sistema.
Ciclo de trabalho
Depressa
Aplicar uma tensão 1Y1 (20% ~ 30%) à válvula de pressão proporcional (4), e a válvula solenoide 1Y2 (6) perde energia. Quando a válvula solenoide (5) 4Y3 é activada, fornece uma tensão positiva à servo-válvula proporcional.
À medida que o peso do cursor diminui rapidamente, o óleo é aspirado para a cavidade superior do cilindro através da válvula de fluxo, e o óleo descarregado da bomba de óleo entra na cavidade superior do cilindro através da servo-válvula proporcional (2).
O óleo na câmara inferior do cilindro é devolvido ao depósito através da electroválvula 5 (A-P) e da servo-válvula proporcional (2) (B → T).
A velocidade de descida rápida do cursor pode ser obtida ajustando a tensão de controlo da servo-válvula proporcional 4Y5 para controlar a abertura da servo-válvula proporcional para obter diferentes velocidades.
Progresso dos trabalhos
A válvula de pressão proporcional (4) 1Y1 é activada, a válvula de inversão electromagnética (6) 1Y2 é activada, a válvula de enchimento é fechada, a válvula solenoide (5) 4Y3 é desenergizada e o óleo sob pressão descarregado da bomba de óleo passa através da servo-válvula proporcional (2) e entra na cavidade superior do cilindro (sem cavidade da haste).
O óleo na câmara inferior do cilindro retorna ao tanque de óleo através da válvula de contrapressão (4) e da servo-válvula proporcional (2) enquanto o cursor é pressionado para baixo.
Ajustando a tensão de controlo 4Y5 da servo-válvula proporcional, obtêm-se diferentes velocidades de trabalho, controlando a abertura da servo-válvula proporcional.
A válvula de segurança (3) impede que a pressão na cavidade inferior do cilindro de óleo se torne demasiado elevada, e a pressão de regulação é 10% superior à pressão do sistema.
A pressão de regulação da válvula de contrapressão (4) é geralmente a pressão de equilíbrio mais (30 ~ 50) bar.
Pressão de retenção
Quando o cilindro atinge o ponto morto inferior, a servo-válvula proporcional 2 (4Y5) é 0V para cortar o caminho das câmaras superior e inferior do cilindro, e o cursor pára no ponto morto inferior.
Descarga
Após a manutenção da pressão do máquina de prensagem está completa, a válvula de pressão proporcional mantém a pressão e o sistema dá à servo-válvula proporcional 2 (4Y5) uma certa tensão negativa, de modo a que a válvula proporcional seja ligeiramente aberta (direção de retorno).
Ao mesmo tempo, o aríete também se desloca um pouco para cima, sendo a quantidade definida pelo parâmetro da distância de descarga.
O tempo necessário para o processo de descarga é definido pelo parâmetro de velocidade de descompressão.
A pressão na cavidade superior do cilindro é libertada através da servo-válvula proporcional (2).
Regresso
Quando a válvula solenoide (6) 1Y2 perde potência, é aplicada uma certa tensão à válvula de pressão proporcional (4), a válvula solenoide (5) 4Y3 perde potência e a servo-válvula proporcional (4Y5) tem uma tensão negativa.
O óleo sob pressão passa do bloco da bomba através de 2 blocos de sincronização.
O óleo hidráulico é dirigido da servo-válvula proporcional superior (2) e da válvula de inversão electromagnética (5) (P-A) para a câmara inferior do cilindro (com câmara de haste), e a câmara superior do cilindro (sem câmara de haste) é devolvida ao depósito através da válvula de enchimento.
O carneiro regressa rapidamente.
A velocidade de retorno pode ser obtida ajustando a tensão de controlo da servo-válvula proporcional 4Y5 para controlar a abertura da servo-válvula proporcional (2) para obter diferentes velocidades.
Compensação da bancada de trabalho
A compensação da bancada de trabalho é conseguida através do controlo da válvula redutora de pressão proporcional (10) 1Y3.
O óleo sob pressão entra no cilindro de compensação através da válvula redutora de pressão proporcional (10), e a pressão da válvula redutora de pressão proporcional é ajustada alterando a tensão da válvula redutora de pressão proporcional (10).
Isto é feito para tornar a mesa convexa e compensar a deformação da mesa durante a flexão.
Resolução de problemas do sistema hidráulico do servo electro-hidráulico travão de prensa
Sistema sem pressão
Verificar se a ficha da válvula de pressão proporcional (04) está solta, se existe um sinal elétrico correspondente no 1YI e se a válvula de segurança (4.1) está solta.
Verifique se a bobina da válvula de cartucho de duas vias (02) está presa e se a resistência de fluido (09) instalada na bobina está bloqueada. Verifique também se a bobina da válvula de pressão proporcional (04) está presa.
Abrir a tampa do depósito de combustível e verificar o estado de retorno do óleo do orifício de retorno do óleo se a pressão definida não puder ser atingida. Se não houver retorno de óleo ou se o caudal de retorno de óleo não for urgente, a bomba de óleo está danificada e tem de ser substituída.
Carneiro para baixo
Em primeiro lugar, verificar se a pressão da válvula de contrapressão e da válvula de segurança diminuiu.
Parar o cilindro no ponto de partida superior e remover a servo-válvula proporcional no bloco de sincronização. Observar se existe algum transbordo de óleo do orifício A da servo-válvula proporcional no bloco de válvulas. Se o óleo transbordar, o bloco de sincronização está a vazar. Caso contrário, existe uma fuga no cilindro. Em alternativa, inverter os blocos de sincronização esquerdo e direito. Se o fenómeno de deslizamento não seguir os blocos de sincronização, então existe uma fuga no cilindro.
Limpar a bobina da válvula de contrapressão. Se o problema persistir, limpe a válvula de gatilho e a válvula de segurança.
Se o carneiro deslizar numa secção e não nas outras, é porque o cilindro não está bem vedado numa secção.
O ram não é rápido, fO ast down é lento e o fast down não é sincronizado.
Verificar se a ficha da válvula de gatilho no bloco de sincronização está solta e se existe um sinal elétrico correspondente. Verificar se o sinal de ligação da válvula servo proporcional é emitido e se o feedback é consistente. Caso contrário, significa que a bobina da servo-válvula proporcional está presa e tem de ser limpa.
Verificar se a resistência do fluido 6 no orifício X do bloco de sincronização está bloqueada e verificar se a válvula de enchimento por baixo do bloco de sincronização está presa.
Verificar se a calha ou o cilindro do aríete estão demasiado apertados.
O ram é em rápido para baixo, mas sem sem trabalho progresso
No estado de diagnóstico, fornecer os sinais eléctricos correspondentes à servo-válvula proporcional (2), à válvula de pressão proporcional (04) e à válvula direcional electromagnética (06). Fechar a válvula de enchimento e ajustar a direção de abertura correspondente da servo-válvula proporcional. Se os cilindros de ambos os lados não puderem ser accionados, verificar se a ficha 1Y2 da válvula de inversão electromagnética (06) no bloco da bomba está solta, se existe um sinal elétrico correspondente e se o núcleo da válvula está preso. Se um determinado cilindro não puder ser acionado, verificar se a resistência do fluido (6) no bloco de sincronização do cilindro está bloqueada e se a válvula de enchimento por baixo do bloco de sincronização está presa.
O ram baixa rapidamente e entra na pausa intermédia
Se o nível de líquido do depósito de combustível é demasiado baixo, o que faz com que a válvula de enchimento inspire ar;
A entrada de óleo da válvula de enchimento não está selada e tem fugas de ar;
A mola da válvula de enchimento está partida.
O ram não pode regressar, ou a velocidade de regresso é demasiado lenta
No estado de diagnóstico, verificar se existe pressão no sistema hidráulico.
No estado de diagnóstico, fornecer os sinais eléctricos correspondentes à servo-válvula proporcional, à válvula de pressão proporcional e à válvula direcional electromagnética simultaneamente. Abrir a válvula de enchimento e ajustar a direção de abertura correspondente da servo-válvula proporcional. Por exemplo, se os cilindros de ambos os lados não puderem regressar normal e rapidamente, verificar se a válvula direcional electromagnética no bloco da bomba tem o sinal elétrico correspondente e se o núcleo da válvula está preso. Se um cilindro não puder regressar normal e rapidamente, verificar se a resistência do fluido no bloco de sincronização do cilindro está bloqueada e se a válvula de enchimento sob o bloco de sincronização está presa.
Verificar se o sinal de ligação da servo-válvula proporcional é consistente com o feedback. Se não for, significa que a bobina da servo-válvula proporcional está presa e precisa de ser limpa.
A temperatura do óleo sobe demasiado depressa, a pressão do sistema é demasiado elevada quando a bomba de óleo está a funcionar a seco e o motor é fácil de disparar
Quando a bomba de óleo está a funcionar a seco, a pressão do sistema é geralmente de cerca de 1 MPa. Se a pressão for demasiado elevada, verificar se a resistência do fluido (8) do orifício Y na tampa de controlo da pressão está bloqueada.
Quando a bomba de óleo da máquina está a funcionar a seco, não há pressão no sistema, mas a temperatura do óleo aumenta rapidamente. Os poluentes no óleo, no depósito de óleo ou na tubagem podem bloquear o elemento filtrante e o elemento filtrante do óleo tem de ser substituído.
Verificar se a distância de trabalho é demasiado longa ou se o tempo de espera é demasiado longo.
Verificar se a configuração das tubagens do sistema hidráulico da máquina-ferramenta é razoável.
Depuração do sistema hidráulico controlado por bomba do servo electro-hidráulico travão de prensa
Primeira inicialização
Escape
Desbloquear completamente a válvula de segurança (014) no grupo de válvulas superior da garrafa. Em seguida, introduzir a DELEM interface de diagnóstico do sistema e compensar a válvula em cerca de 40%. A velocidade correspondente deve ser de cerca de 700 rotações e o valor de definição do binário deve ser de cerca de 80DA. Defina cada corrida para 5-10 minutos e, em seguida, feche a válvula de segurança.
Precauções
Ao fechar a válvula de segurança, deve ser utilizado um manómetro para ajustar a pressão na câmara inferior para 20 MPa. Se não houver um manómetro disponível, apertar completamente a válvula de segurança e depois desapertá-la uma vez. Após a conclusão do escape, pode ocorrer ruído nas primeiras acções e o curso de retorno pode não ocorrer. Os problemas de sincronização e de retorno lento são causados por ar no tubo da máquina e no cilindro que não foi completamente esgotado.
Geralmente, a máquina funcionará normalmente após 5-8 ciclos. Se a exaustão da máquina-ferramenta estiver concluída e ainda não puder regressar, a válvula de segurança da câmara inferior tem de ser libertada para a exaustão de acordo com a operação acima referida. Não utilizar a pesquisa automática de parâmetros repetidamente ou completar à força o curso de retorno para evitar danificar a bomba de óleo.
Durante a colocação em funcionamento inicial, a velocidade do curso de retorno rápido deve ser controlada dentro de 100 mm/s para evitar danos na bomba de óleo devido à falta de descarga de ar e à velocidade elevada.
Regulação da pressão
Válvula de segurança da cavidade inferior: A configuração de fábrica da válvula de segurança da cavidade inferior é de 20 MPa e não precisa de ser ajustada se não for necessária.
Ajuste da válvula de contrapressão: Em primeiro lugar, observar a contrapressão estática da máquina, que é normalmente de cerca de 4-5 MPa, e depois adicionar 3-4 MPa a este valor como contrapressão dinâmica da máquina.
A válvula de contrapressão pode ser ajustada de acordo com as condições reais de funcionamento da máquina.
Deslize o ram para o fundo
Introduzir o DELEM interface de diagnóstico, desloque as duas válvulas em 20%, defina o valor DA da válvula de pressão (binário) para cerca de 80DA e, em seguida, abra a válvula de libertação rápida. O aríete cairá lentamente até atingir o molde inferior.
Precauções
As pressões de regulação das válvulas de contrapressão de ambos os lados devem ser basicamente as mesmas. Erros excessivos causam problemas como, por exemplo, trabalho assíncrono.
Ao deslizar o aríete para a extremidade, certifique-se de que aplica um binário; caso contrário, o aríete cairá rapidamente e atingirá o molde ou o fundo do cilindro, o que pode causar um perigo imprevisível.
Vantagens da máquina de dobragem servo electro-hidráulica
Poupança significativa de energia, melhoria da eficiência e redução do consumo de energia.
Utilizar o controlo da bomba em vez do controlo convencional da válvula para eliminar as perdas por estrangulamento.
Otimizar a distribuição precisa da quantidade de óleo necessária, ajustando dinamicamente a velocidade do servo motor.
Menor consumo de energia inútil: desliga o motor quando o caudal ou a pressão não são necessários.
Impacto positivo no ambiente e redução dos custos de utilização.
Redução do consumo de energia e das emissões de CO2.
Capacidade de instalação reduzida: o servomotor pode ser significativamente sobrecarregado num curto espaço de tempo e a potência de instalação real é apenas 50% da potência de instalação teórica.
Reduzir o volume do depósito de combustível em 50% e utilizar menos óleo hidráulico.
Baixa temperatura de equilíbrio térmico, sem necessidade de dispositivo de arrefecimento e longa vida útil dos componentes hidráulicos.
Redução do ruído: reduziu significativamente o ruído em condições de ralenti, paragem rápida, manutenção da pressão e regresso, melhorando o ambiente de trabalho.
Maior segurança e economia.
Os servomotores travam mais rapidamente do que os motores normais, e a pressão e o fluxo são rapidamente cortados em situações de emergência.
Sensibilidade reduzida de partículas de óleo de NS7 (válvula servo proporcional) para NS9 (bomba de êmbolo), a sensibilidade à temperatura é reduzida, a temperatura de operação do servo proporcional é 20 ℃ -50 ℃, servo motor 10 ℃ -80 ℃, bomba de êmbolo 20 ℃ -90 ℃.
Excelente desempenho no controlo da velocidade.
Combinação de alta velocidade. O mesmo grupo de válvulas está equipado com três bombas de 6, 8 e 10, cobrindo 30-300 toneladas de máquina de dobragem.
Velocidade mais rápida de descida e retorno rápido até 200 mm/s em determinadas condições.
A velocidade arbitrária pode ser definida entre 0-20 mm/s.
Excelente desempenho no controlo da posição.
Precisão de posicionamento repetido de 0,005 mm, dobragem de alta precisão.
Excelente desempenho de seguimento de trajectos: elevada precisão de sincronização, dentro de 0,020 mm durante o avanço industrial.
Desempenho da proteção contra sobrecarga: para diferentes especificações de máquinas-ferramentas, o sistema proporciona um controlo máximo do binário para evitar que factores humanos causem sobrecarga no sistema.
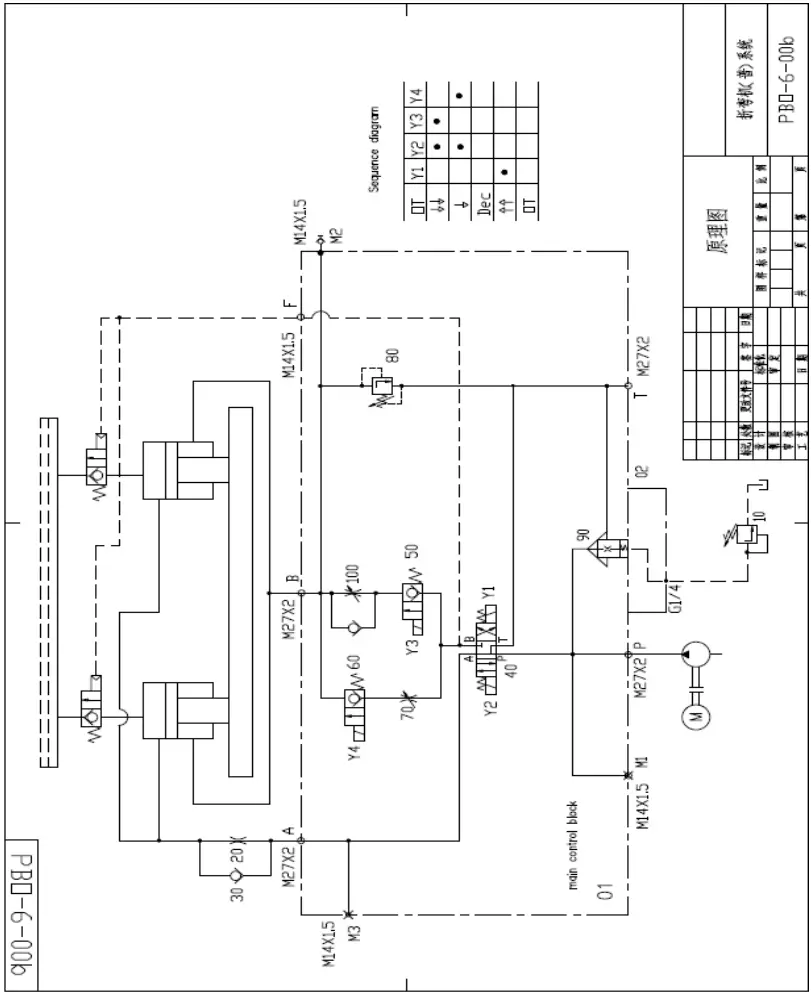
Sistema hidráulico de prensa sincrónica de barra de torção
Análise de princípio
Controlo da pressão
Ligar o motor da bomba de óleo.
Dependendo da força de flexão necessária, utilizar a válvula de controlo remoto (10) ou a válvula de pressão proporcional para controlar a válvula de cartucho de duas vias (90) e ajustar a pressão do sistema hidráulico para cumprir os requisitos de força de flexão.
Depressa
Ligar Y2 e Y3, e desligar Y1.
Quando o peso do carneiro desce rapidamente, a válvula de enchimento aspira o óleo para a cavidade superior do cilindro de óleo.
Adicionalmente, a válvula direcional electromagnética n.º 40 (P-A) e a válvula de retenção n.º 30 passam óleo para a cavidade superior do cilindro de óleo.
O óleo na cavidade inferior do cilindro de óleo passa através da válvula de estrangulamento unidirecional de 100 vias para a válvula de gatilho de 50 vias, e depois regressa ao tanque de óleo através da válvula direcional electromagnética 40 (B-T).
Regular a válvula de aceleração unidirecional n.º 100 para controlar a velocidade de descida rápida da corrediça.
Progresso dos trabalhos
Ligar Y2 e Y4, e desligar Y1 e Y3.
A válvula de enchimento normalmente fechada (válvula de retenção hidráulica) controla o alívio da pressão do orifício do óleo e está fechada.
O óleo sob pressão descarregado da bomba de óleo passa através da electroválvula n.º 40 (P → A) e da válvula de retenção n.º 30 para chegar à cavidade superior do cilindro.
O óleo que se encontra na cavidade inferior do cilindro de óleo retorna ao reservatório através da válvula de gatilho n.º 60, da válvula de estrangulamento n.º 70 e da electroválvula n.º 40 (B-T).
Ajustar a velocidade de alimentação conjunta utilizando a válvula de estrangulamento n.º 70 e utilizar o orifício M2 para medir a pressão na cavidade inferior.
Lremoção de estradas
Depois de a prensa dobradeira ser pressurizada, Y1, Y2, Y3 e Y4 são todos desenergizados, e o óleo sob pressão na cavidade superior do cilindro passa através do 20º orifício para a 40ª válvula direcional electromagnética (A → T) para libertar a pressão. O tempo de libertação da carga é controlado pelo relé de tempo.
Regresso
Y1 é alimentado enquanto Y2 e Y3 perdem potência. O óleo sob pressão descarregado da bomba de óleo passa através da electroválvula n.º 40 (P-B), da válvula de gatilho n.º 50 e da válvula de estrangulamento unidirecional n.º 100 para a cavidade inferior do cilindro.
Simultaneamente, o óleo sob pressão abre a válvula de enchimento (válvula de retenção hidráulica).
Uma grande quantidade de óleo na cavidade superior do cilindro de óleo é devolvida ao depósito de óleo através da válvula de enchimento.
Resolução de problemas comuns
Carneiro para baixo
Em primeiro lugar, verificar se a pressão da válvula de segurança da cavidade inferior do n.º 80 é reduzida.
Limpar a válvula de gatilho n.º 60, a válvula de gatilho n.º 50 e a válvula de segurança da cavidade inferior n.º 80.
Parar o cilindro no ponto morto superior e fechar completamente a 70.a válvula de estrangulamento e a 100.a válvula de estrangulamento unidirecional para avaliar se a 50.a e a 60.a válvulas de leste estão danificadas.
Sem aceleração ou abrandamento
Verificar se a ficha da 50.ª válvula de gatilho está solta e se o sinal elétrico da 40.ª válvula direcional é normal e se existe uma válvula presa, como uma válvula presa que precisa de ser limpa.
Verificar se a válvula de estrangulamento unidirecional de 100 vias está completamente libertada.
Desapertar a válvula de segurança da cavidade inferior n.º 80 para determinar se o cilindro de óleo e a calha de guia estão demasiado apertados.
Verificar se a válvula de enchimento está encravada.
Não progresso dos trabalhos em ponto de mudança de velocidade
Verificar se o interrutor de curso está ajustado no sítio.
Verificar se as válvulas de gatilho 50 e 60 estão presas.
Verificar se a válvula de enchimento está encravada. Tocar com a mão no tubo de retorno do óleo de enchimento e verificar se existe algum transbordo de óleo durante a fase de co-alimentação.
Verificar se existe muito ar quando o depósito de combustível regressa.
A pressão do sistema e a pressão na câmara inferior M2 são normais?
Não pode regressar ou é lento
Verificar se o sistema hidráulico está sob pressão ou se atingiu a pressão necessária
Verificar se o sinal elétrico da válvula direcional n.º 40 está normal e se existe um encravamento da válvula.
Verificar se o orifício F do orifício de controlo da válvula de enchimento está bloqueado. Se a válvula de enchimento está presa.
O problema das viagens de retorno lentas quando a válvula 50 está bloqueada
Tabela e diagrama em anexo
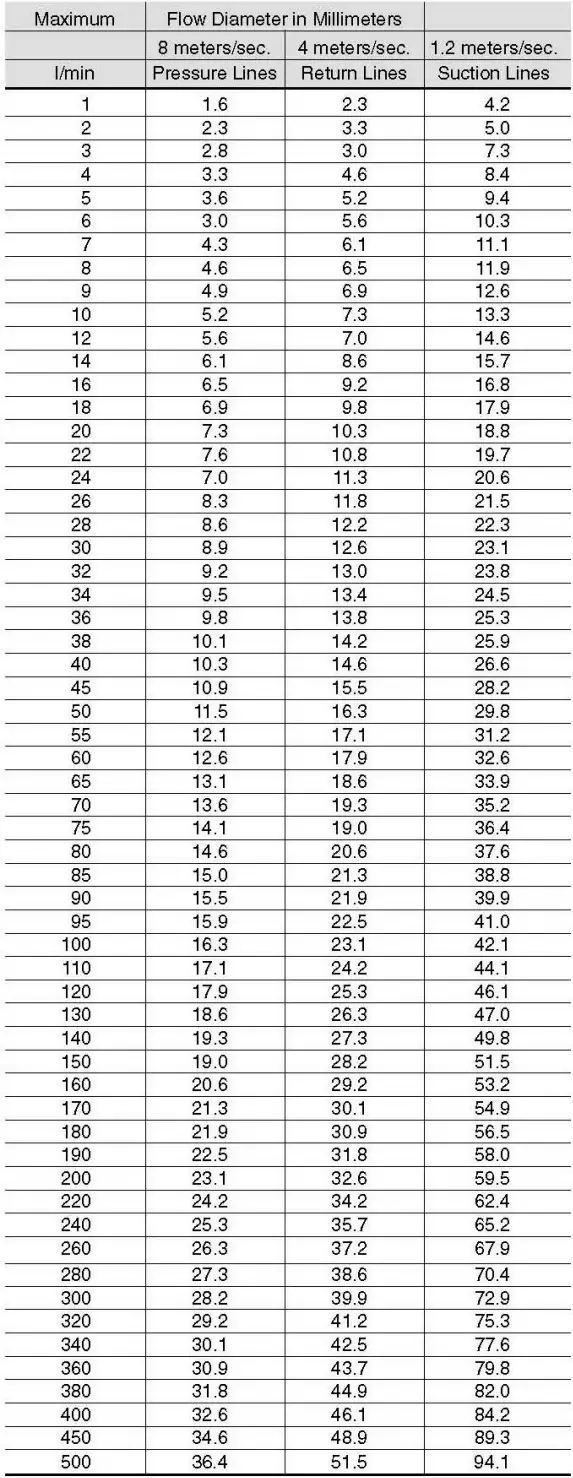
Em anexo Quadro 1: Seleção do diâmetro do tubo hidráulico
A seleção do material, tipo e tamanho de tubo adequados para uma determinada aplicação e tipo de acessório é fundamental para garantir um funcionamento eficiente e sem problemas do sistema de fluido.
A escolha do material correto do tubo e a determinação do tamanho ideal do tubo (O.D. e espessura da parede) são essenciais para selecionar a tubagem adequada.
O dimensionamento adequado do tubo para várias partes de um sistema hidráulico resulta numa combinação óptima de desempenho eficiente e económico.
Um tubo demasiado pequeno provoca uma elevada velocidade do fluido, o que pode ter muitos efeitos prejudiciais. Nas linhas de pressão, provoca elevadas perdas por fricção e turbulência, o que resulta em quedas de pressão elevadas e geração de calor.
O calor elevado acelera o desgaste das peças móveis e leva ao rápido envelhecimento dos vedantes e das mangueiras, resultando, em última análise, numa redução da vida útil dos componentes.
A produção excessiva de calor também significa desperdício de energia e redução da eficiência.
A seleção de um tubo sobredimensionado aumenta o custo do sistema. Assim, o dimensionamento ótimo dos tubos é fundamental. Segue-se um procedimento simples para o dimensionamento de tubos:
Determinar o diâmetro de fluxo necessário
Utilize uma tabela para determinar o diâmetro de caudal recomendado para o caudal necessário e o tipo de linha.
A tabela baseia-se nas seguintes velocidades de fluxo recomendadas:
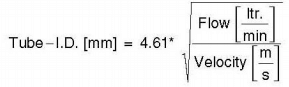
Se pretender utilizar velocidades diferentes das indicadas acima, utilize uma das seguintes fórmulas para determinar o diâmetro do caudal necessário.
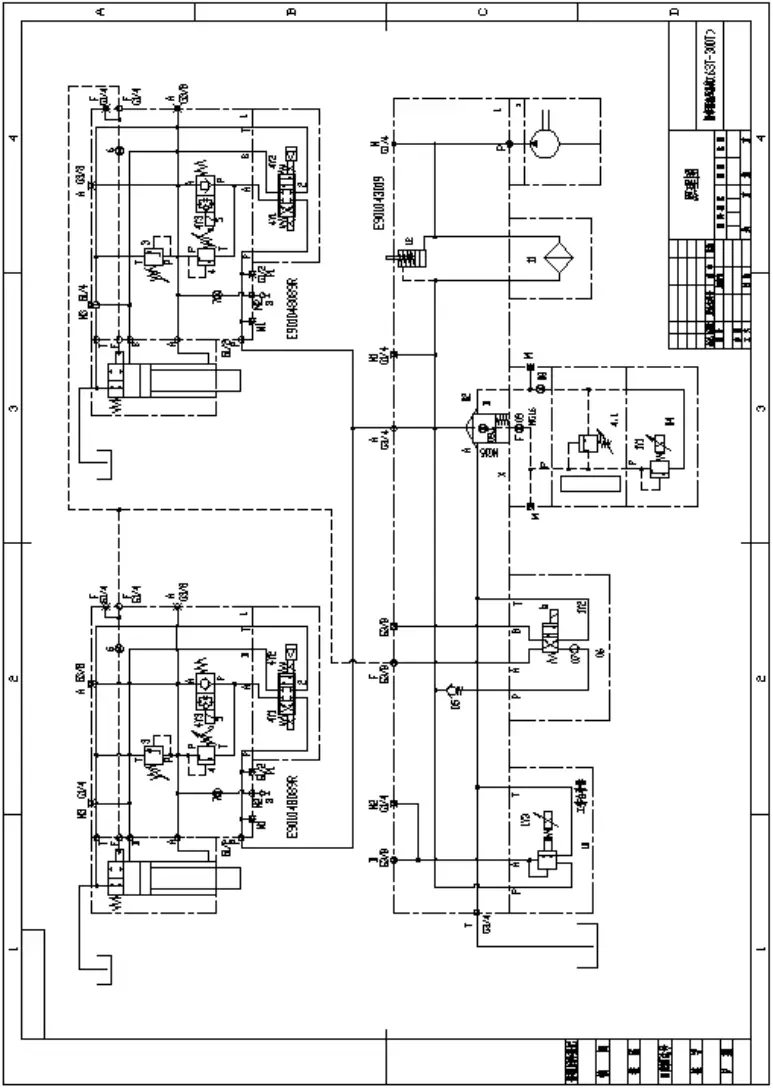
Apêndice: Diagrama esquemático do sistema electro-hidráulico Prensa Servo Sistema hidráulico de travagem (400-1200 toneladas)
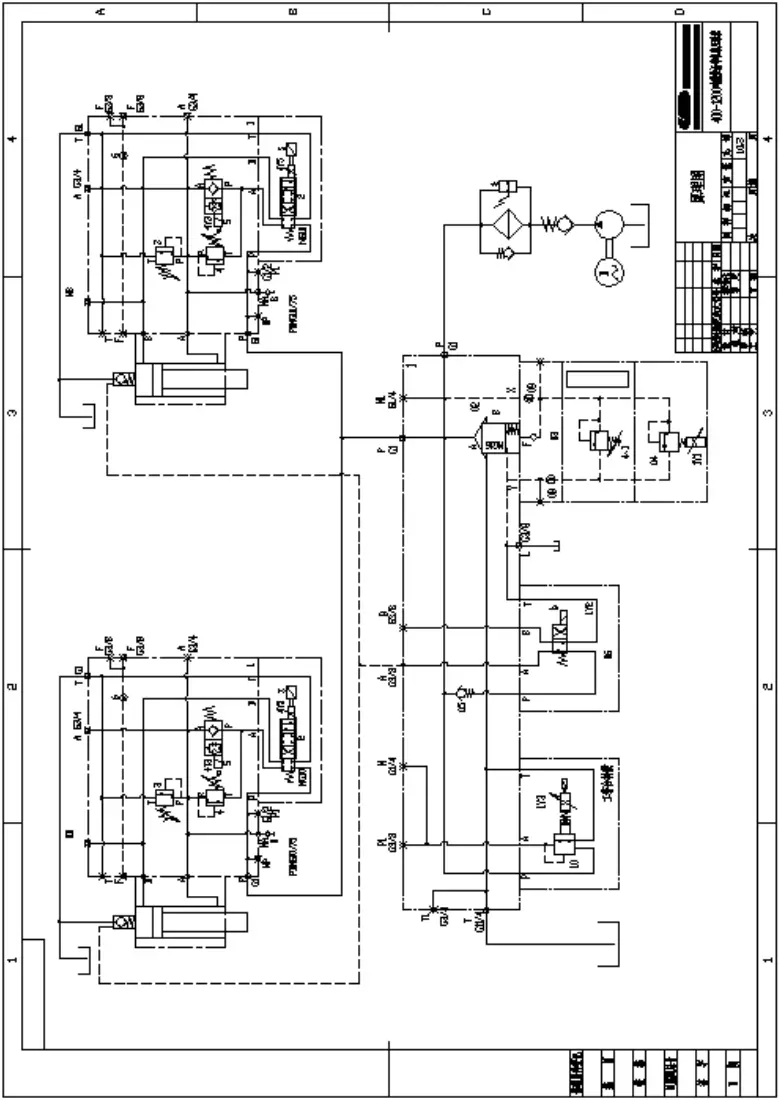
Apêndice: Diagrama esquemático do sistema hidráulico do freio de prensa servo electro-hidráulico (400-1200 toneladas)
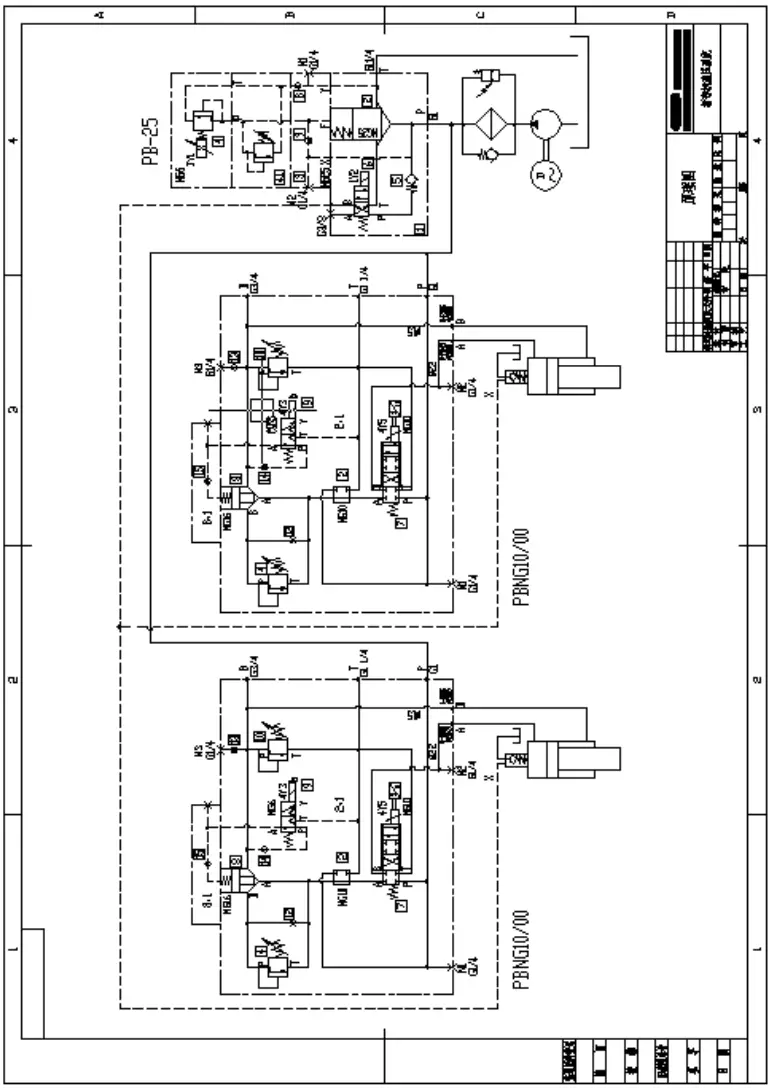
Apêndice: Diagrama esquemático do sistema hidráulico do freio de prensa servo electro-hidráulico (1600-3000 toneladas)
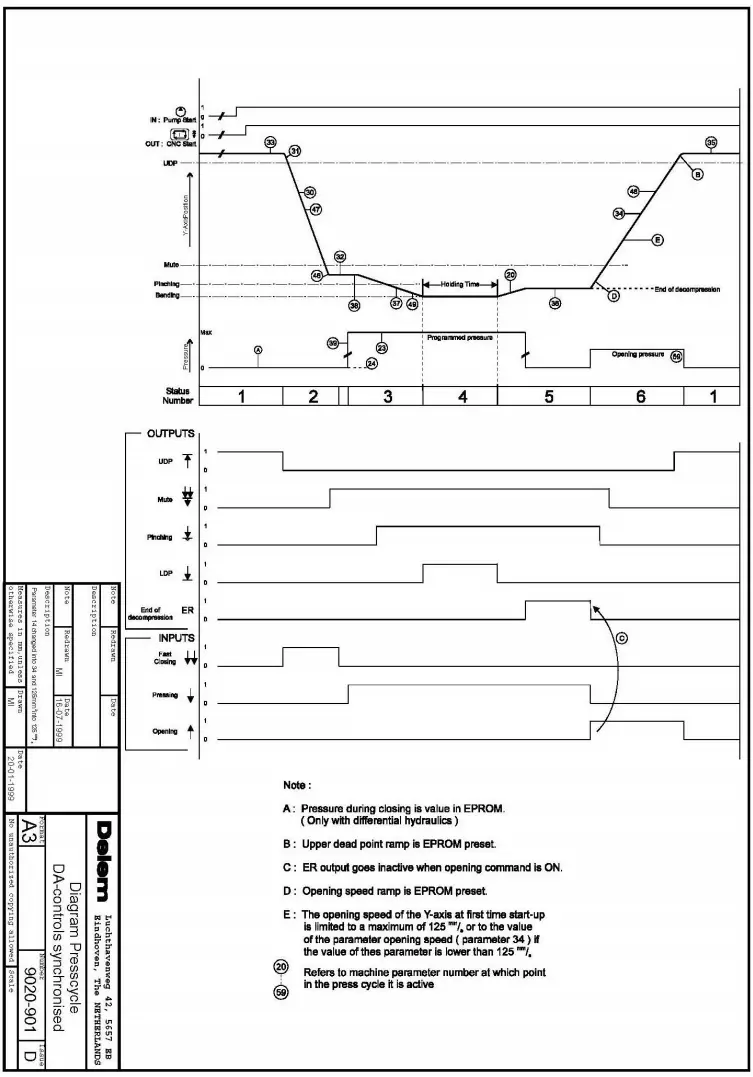
Apêndice: Tabela de temporização da prensa dobradeira servo electro-hidráulica
Apêndice: Diagrama esquemático da sequência de ação da prensa dobradeira
Apêndice: Princípio do sistema hidráulico controlado por bomba da prensa servo-hidráulica electro-hidráulica
Apêndice: Diagrama esquemático do sistema hidráulico da prensa sincrónica de barra de torção
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...