Manual de operação da prensa dobradeira (PDF de treinamento)
Atenção a todos os mecânicos e entusiastas da engenharia! Alguma vez se interrogaram sobre os meandros da operação de uma prensa dobradeira? Nesta publicação do blogue, vamos mergulhar no mundo das prensas dobradeiras, explorando as suas funções, considerações de segurança e dicas de manutenção. Com base na experiência de profissionais experientes na área, iremos fornecer-lhe informações valiosas para melhorar a sua compreensão e proficiência na utilização destas máquinas poderosas. Prepare-se para elevar o nível do seu jogo de prensas dobradeiras!
Introdução ao Manual de Operação da Prensa dobradeira
Recomendamos vivamente que todos os utilizadores e operadores leiam atentamente este manual de operação da prensa dobradeira antes de utilizarem a máquina. Este manual destina-se a pessoal especializado e qualificado e inclui diagramas e toda a documentação necessária para levantar, deslocar e colocar a máquina, bem como instruções para uma utilização e manutenção seguras.
Sistemas de controlo disponíveis
Pode ir diretamente para o fim da página para descarregar a versão PDF do manual de instruções para os seguintes sistemas de controlo de prensas dobradeiras:
Estun: E21, E200P, E200+
CybTouch: 8, 12
Esa: S630
Delem: DA41, DA52S, DA53T, DA58T, DA66T, DA69T
Informações importantes
Note-se que todas as informações contidas neste manual são exactas no momento da impressão. No entanto, a nossa empresa reserva-se o direito de modificar e melhorar as especificações sem aviso prévio.
Instalação e manutenção
Para garantir um desempenho correto, é importante instalar o travão de prensa de acordo com as instruções e para efetuar inspecções regulares e serviços de manutenção. Qualquer utilização incorrecta ou irresponsável pode provocar danos irreparáveis na máquina e comprometer a segurança do operador.
Exoneração de responsabilidade
Não nos responsabilizamos por quaisquer serviços, modificações ou ligações incorrectas efectuadas por pessoal não autorizado.
Ao seguir as directrizes e recomendações descritas neste manual, pode garantir o funcionamento seguro e eficiente da sua máquina de prensagem.
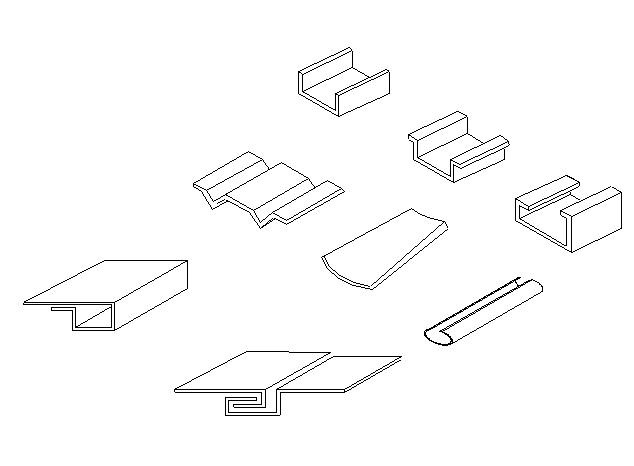
A prensa dobradeira foi concebida para proporcionar uma elevada eficiência e precisão na dobragem de chapas metálicas. O tamanho da abertura da ranhura em V nas matrizes inferiores é tipicamente 8 vezes a espessura da chapa, e deve ser ajustado em conformidade para chapas de espessura variável. Podem ser utilizados diferentes tipos de matrizes superiores e inferiores para dobrar uma variedade de peças de trabalho, conforme ilustrado na Fig. 1.
Figura 1
1.2 Integridade estrutural e características de segurança
A prensa dobradeira é construída a partir do fabrico de chapas de aço, proporcionando resistência e rigidez suficientes. O sistema de acionamento hidráulico da máquina evita acidentes graves de operação de sobrecarga que podem ocorrer devido a alterações na espessura da folha ou à seleção incorrecta da cavidade inferior da matriz. Esta máquina também oferece desempenho estável, facilidade de operação e segurança fiável.
Para garantir uma elevada precisão, a ligação à matriz superior está equipada com um dispositivo de compensação. Este dispositivo compensa a deflexão da mesa de trabalho e do cursor durante a dobragem. Além disso, o bloco mecânico está equipado com um cilindro de óleo para garantir uma fixação exacta quando o cursor atinge o ponto morto inferior, mantendo a consistência na produção a granel.
1.3 Comando hidráulico e elétrico
A prensa dobradeira está equipada com sistemas de controlo hidráulico e elétrico, permitindo que o curso do cursor seja ajustado livremente. Esta caraterística torna-a conveniente para ensaios e ajustes com um critério de funcionamento em polegadas.
1.4 Avanços tecnológicos e desempenho
Esta prensa dobradeira é tecnologicamente avançada e apresenta um desempenho fiável, tornando-a num dos dispositivos de moldagem ideais. É amplamente utilizado em indústrias como a aviação, automóvel, construção naval e maquinaria devido à sua elevada eficiência de produção.
1.5 Condições de funcionamento
Temperatura: A faixa de temperatura de trabalho para o freio de prensa é de 5 ~ 38 ℃.
Humidade ambiental: A humidade relativa deve estar entre 20~80% RH.
Vibração e interferência: A máquina deve ser mantida afastada de vibrações fortes e de interferências electromagnéticas.
Condições ambientais: O ambiente de funcionamento deve estar isento de gases perniciosos e corrosivos, bem como de poeiras.
Instalação da prensa dobradeira
Levantamento
Ao elevar a prensa dobradeira para transporte ou posicionamento, é crucial utilizar uma grua com capacidade de elevação suficiente para evitar o risco de queda da prensa dobradeira. Siga estas directrizes para garantir uma elevação segura:
Utilizar duas lingas de cabo de aço e manilhas: Utilizar os orifícios de elevação adequados situados na parte superior da máquina.
Cabos de aço adequados: Assegurar-se de que o cabo de aço é de tamanho adequado para levantar o peso da prensa dobradeira. O comprimento do cabo deve ser suficiente, uma vez que a sua capacidade de carga diminui quando o ângulo entre os cabos aumenta (ver Fig. 2).
Fig.2
Transporte
Ao transportar a prensa dobradeira, considerar o seguinte:
Distribuição do peso: A maior parte do peso da prensa dobradeira está concentrada na parte da frente. Assegurar que o cilindro superior esteja totalmente abaixado durante o movimento ou transporte.
Carregamento para um camião: Posicionar a parte traseira da máquina o mais próximo possível do lado do veículo. Fixar a prensa dobradeira ao camião com cabos de aço para evitar qualquer movimento durante o transporte.
Instalação
Fundação da prensa dobradeira:
Para garantir o funcionamento correto e a estabilidade da prensa dobradeira, a superfície onde será colocada deve ser firme e estável. Seguir os seguintes passos:
Fundação de betão: Se necessário, prepare uma fundação de betão adequada às condições específicas do solo. Consulte o desenho pormenorizado da fundação fornecido abaixo.
Requisitos de espaço: Assegurar que existe espaço suficiente à volta da máquina para trabalhos de manutenção e tarefas especiais. Deve haver espaço suficiente no lado esquerdo ou direito da prensa dobradeira, igual ao comprimento da máquina, para facilitar as operações de troca de ferramentas.
Remoção da proteção contra ferrugem: Todas as superfícies expostas da máquina estão revestidas com proteção contra a ferrugem, que pode ser facilmente removida com querosene ou solvente.
Nivelamento
O nivelamento adequado da prensa dobradeira é essencial para o seu correto funcionamento. Seguir estes passos para assegurar que a máquina está nivelada:
Nivelamento horizontal: Colocar um nível de bolha de ar sobre a mesa da máquina para verificar o nivelamento horizontal.
Nivelamento vertical: Colocar novamente o nível de bolha de ar sobre a mesa da máquina para verificar o nivelamento vertical.
Ajustamentos: Efetuar os ajustes necessários, ajustando os parafusos de nivelamento situados nos pés da prensa dobradeira.
Diagrama elétrico e instruções de funcionamento da prensa dobradeira
Ligação eléctrica e configuração inicial
Verificar a placa de identificação e a cablagem da máquina:
Verificar os dados da placa de identificação da prensa dobradeira.
Assegurar que toda a cablagem está intacta e em boas condições.
Ligação eléctrica:
Ligar a prensa dobradeira à fonte de energia da instalação.
Se a potência da instalação não corresponder às necessidades da máquina, contacte o seu fornecedor de eletricidade.
Medidas de segurança:
Certifique-se de que a alimentação de entrada tem um fusível para permitir a desconexão total para reparações.
Ligue a alimentação de entrada aos grampos RST no armário de controlo.
Desenhos eléctricos:
Consulte os diagramas eléctricos em anexo para obter as configurações específicas do controlador.
Ligar as linhas eléctricas trifásicas aos terminais de entrada na caixa eléctrica.
Ligar a tomada do interrutor de pé situada por baixo da caixa.
Fechar o interrutor de alimentação QF e a porta do quadro elétrico.
O acendimento da lâmpada HL1 indica que a máquina está ligada.
Verificação da direção do motor:
Ligar o motor da bomba de óleo com o botão HL2 no painel de controlo.
Observar a direção do motor; se estiver incorrecta, alterar a fase das linhas de entrada (não alterar as linhas internas).
Reiniciar o motor da bomba de óleo.
Funcionamento do modo Jog
Ativação do modo Jog:
Após alguns minutos de funcionamento normal, coloque o SA2 no modo jog.
Pisar o interrutor de pé "para cima"; o carneiro sobe e pára quando se solta o interrutor.
Para elevar ainda mais o aríete, continue a pisar o interrutor de pé até atingir o interrutor de fim de curso SQ1 e parar.
Para baixar o êmbolo, pise "para baixo"; o êmbolo desce rapidamente e depois lentamente devido ao interrutor de fim de curso SQ2, aumentando a pressão.
Soltar o interrutor de pé para parar o cilindro.
Modo de viagem simples
Ativação do modo de viagem simples:
Colocar SA2 em "tempo único".
Pisar o interrutor de pé "para baixo"; o êmbolo desce rapidamente, depois lentamente com pressão, e finalmente sobe até ao interrutor de limite superior SQ1.
Ajustar o tempo de funcionamento do relé de tempo KT1 para satisfazer os requisitos de pressão de flexão.
Ajustar o tempo de manutenção da pressão do relé de tempo KT2.
Modo de continuidade
Ativação do modo de continuidade:
Rodar SA2 para "continuidade".
Premir o interrutor de pé para repetir o modo de deslocação simples.
Ajustar o tempo de espera de circulação através do relé de tempo KT1.
Nota de segurança
Os passos acima referidos devem ser efectuados por pessoal especializado.
Por razões de segurança, as máquinas de prensagem a frio com certificação CE não têm um modo de continuidade.
O sistema hidráulico de uma prensa dobradeira
Limpar o óleo hidráulico
A manutenção da limpeza do óleo hidráulico é essencial para garantir o desempenho ótimo e a longevidade do sistema hidráulico numa prensa dobradeira. Aqui está um guia detalhado sobre como limpar o óleo hidráulico e o depósito de óleo:
Preparação:
Antes de começar, certificar-se de que a prensa dobradeira está desligada e o sistema hidráulico está despressurizado.
Reúna os materiais de limpeza necessários: toalhas limpas (evite usar algodão, pois pode deixar fibras), gasolina de limpeza e ferramentas como um pau ou bambu enrolado numa toalha para as áreas de difícil acesso.
Remoção do óleo:
Retirar cuidadosamente a tampa do reservatório de óleo.
Desapertar o bujão de fuga ou a válvula do travão para drenar completamente o óleo sujo do sistema.
Limpeza do tanque:
Limpar o fundo e os lados do reservatório com um pano limpo.
Utilizar gasolina de limpeza para lavar bem o depósito.
Para cantos e áreas de difícil acesso, enrole uma toalha num pau ou bambu e limpe essas áreas meticulosamente.
Se houver sujidade acumulada nas costuras de soldadura ou noutros pontos difíceis, utilize uma ferramenta como um rolo de massa para limpar essas áreas.
Secagem do tanque:
Assegurar que o reservatório está completamente seco, limpando-o com uma toalha limpa.
Voltar a colocar a tampa do reservatório quando esta estiver limpa e seca.
Escolher o óleo hidráulico
A seleção do óleo hidráulico adequado é crucial para o funcionamento eficiente da prensa dobradeira. Considere as seguintes directrizes:
Viscosidade:
O valor de marca do óleo hidráulico indica a sua viscosidade média a 40°C.
Para pressões e temperaturas de trabalho mais elevadas e velocidades de trabalho mais lentas, escolha um óleo hidráulico de grau superior.
Óleo recomendado:
ISO VG46: Este óleo hidráulico anti-desgaste tem uma viscosidade média de 46 mm²/s a 40°C e é adequado para a maioria das condições de funcionamento.
ISO VG32: Utilizar este óleo se a máquina funcionar durante longos períodos a temperaturas inferiores a 5°C.
Considerações sobre a temperatura:
Evitar o funcionamento da máquina a temperaturas muito baixas (inferiores a -5°C). Se necessário, deixar a máquina ao ralenti para aquecer o óleo.
Pode ser adicionado um aquecedor de óleo ao circuito para temperaturas extremamente baixas.
Em condições normais, a temperatura do óleo não deve exceder 70°C. Se necessário, instalar um arrefecedor de óleo para condições especiais.
Encher o óleo
O enchimento correto do óleo hidráulico é essencial para manter o desempenho do sistema:
Limpeza:
Assegurar que o óleo utilizado está limpo.
Apertar a porca do filtro de ar e encher o óleo através do filtro.
Se utilizar equipamento de enchimento com um filtro, pode abrir a tampa do reservatório de óleo e enchê-lo diretamente.
Nível de óleo:
Observar o indicador de óleo. Quando o cilindro pára no Ponto Morto Superior, o óleo hidráulico deve encher cerca de 80% a 90% do espaço interior do depósito.
Remoção de bolhas de ar:
Colocar a máquina a trabalhar em marcha lenta primeiro e depois no curso máximo para eliminar quaisquer bolhas de ar no circuito hidráulico.
Diagrama hidráulico
Para uma compreensão completa do sistema hidráulico, consulte o diagrama hidráulico fornecido. Este diagrama ajudará na análise do sistema externo e na resolução de problemas.
Equipamento de controlo standard
5.1
Botão Iniciar
Para pôr o motor principal em funcionamento e o circuito de controlo.
5.2
Botão de paragem
Para parar o funcionamento do motor principal e o circuito de controlo.
5.3
Interruptor de seleção de modo Auto/Manual
Selecionar o modo de trabalho
No modo Auto
-O aríete sobe automaticamente quando a pressão predefinida é atingida e o tempo de espera termina.
No modo Manual
A descida e a subida do carneiro fazem-se premindo o pedal.
5.4
Pedal
Prima e mantenha premido para comandar a descida do aríete até atingir o ponto de curvatura; solte quando o aríete estiver a subir no modo AUTO.
Prima para comandar a descida do aríete e prima para comandar a subida do aríete no modo Manual.
Arranque da máquina de prensagem
Controlos antes do arranque
Antes de colocar a máquina de prensagem a funcionar, é crucial efetuar várias verificações para garantir um funcionamento seguro e eficiente:
Limpar e lubrificar as guias: Assegurar-se de que os trilhos de guia estão livres de detritos e devidamente lubrificados para facilitar o movimento suave.
Inspecionar o sistema hidráulico: Verificar a existência de fugas no sistema hidráulico. As fugas podem conduzir a ineficiências e a riscos potenciais.
Verificar o nível de óleo: Verificar o nível de óleo no indicador de nível situado na parte lateral do depósito. Isto deve ser feito com o cilindro superior na posição totalmente levantada. Se necessário, completar o óleo até ao nível requerido.
Direção de rotação do motor: Observe a direção da ventoinha de arrefecimento para se certificar de que o motor está a rodar corretamente. O ventilador deve rodar no sentido dos ponteiros do relógio, ou na direção indicada pela seta. Se a rotação for incorrecta, trocar dois fios na linha de alimentação. Assegurar-se de que o motor funciona por inércia enquanto faz este ajuste.
Ligar a máquina
Interruptor principal: Ligar o interrutor geral para alimentar a máquina.
Interruptor seletor: Mudar o seletor para o modo "Auto".
Motor principal: Prima o botão verde para ligar o motor principal.
Desligar a máquina
Quando a prensa dobradeira não estiver a ser utilizada durante algumas horas, deve ser desligada para conservar energia e manter a segurança:
Selecionar o modo manual: Colocar a máquina no modo manual.
Descer o carneiro: Premir o pedal para baixo para baixar o cilindro, aproximando a ferramenta superior o mais possível da matriz em V.
Botão Parar: Premir o botão de paragem para parar a máquina.
Interruptor principal: Desligar o interrutor geral para desligar completamente a máquina.
O alinhamento correto das ferramentas superior e inferior é essencial para operações de quinagem precisas:
Desenhos de ferramentas: Consultar os desenhos das ferramentas de prensagem para orientação.
Limpar superfícies: Certifique-se de que as superfícies da base e da mesa da matriz em V estão limpas para evitar qualquer desalinhamento ou danos.
Pressão mais baixa do sistema: Rode o botão de regulação da pressão no sentido contrário ao dos ponteiros do relógio para baixar a pressão do sistema.
Ajustar o batente mecânico de profundidade: Ajustar o limitador de profundidade mecânico para a posição mais baixa, manual ou eletricamente.
Modo manual: Selecionar o modo manual e premir o pedal para baixo para baixar o cilindro até que a ferramenta superior esteja o mais próximo possível da matriz em V.
Ferramentas de alinhamento: Ajustar os parafusos de aperto da matriz em V para alinhar corretamente as ferramentas superior e inferior.
Apertar os parafusos: Quando o alinhamento estiver correto, aperte firmemente todos os parafusos de aperto da matriz em V.
Levantar o carneiro: Prima o pedal UP para levantar o aríete.
Recomendações adicionais
Verificações regulares dos parafusos: Verificar regularmente os parafusos de fixação do grampo da ferramenta para garantir a sua segurança.
Armazenamento de ferramentas: Guardar as ferramentas numa prateleira perto da quinadora para evitar danificar a ferramenta superior.
Capacidade da ferramenta: Tenha em atenção a capacidade máxima de força de cada ferramenta para evitar sobrecargas e potenciais danos.
Procedimento de mudança de ferramentas para a prensa dobradeira
Procedimento de substituição da ferramenta superior
Mudar para o modo manual: Rode o seletor de modo para manual.
Baixar o carneiro: Baixar o carneiro o mais próximo possível da matriz em V.
Desligar: Desligar a máquina.
Desapertar o grampo da ferramenta: Desapertar todos os parafusos de fixação do grampo da ferramenta.
Retirar a ferramenta: Retirar a ferramenta superior da parte lateral da máquina.
Montar nova ferramenta: Introduzir a nova ferramenta superior pelo mesmo lado.
Apertar o grampo da ferramenta: Apertar todos os parafusos de fixação do grampo da ferramenta.
Ligar: Ligar a máquina e verificar se o seletor de modo está em manual.
Assentar a ferramenta superior: Baixar o êmbolo para assentar a ferramenta superior na matriz em V, reduzindo a pressão do sistema rodando o botão de regulação da pressão no sentido contrário ao dos ponteiros do relógio para evitar danificar a ferramenta.
Procedimento de substituição da ferramenta inferior
Desapertar os parafusos de aperto: Desapertar todos os parafusos de aperto para libertar o prato em V.
Mudar para o modo manual: Mude o seletor de modo para manual.
Ligar: Ligar a máquina.
Baixar o carneiro: Baixar o carneiro o mais próximo possível da matriz em V.
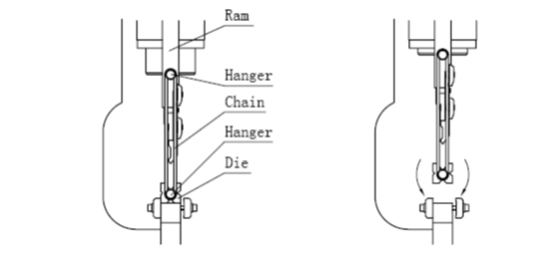
Enganchar a matriz em V: Prender o molde em V ao carneiro nas duas extremidades, utilizando as correntes adequadas.
Levantar o carneiro: Elevar o aríete pisando no pedal UP até uma altura em que o molde em V possa rodar.
Rodar o molde em V: Virar a matriz em V desejada para cima.
Baixar o carneiro: Descer o cilindro pisando o pedal DOWN de modo a que a ferramenta fique apoiada na mesa da máquina e as correntes possam ser desengatadas.
Centrar a matriz em V: Centrar a matriz em V em relação à ferramenta superior.
Bloquear a matriz em V: Fixar a matriz em V no lugar, apertando os parafusos.
Ajuste do braço de apoio frontal
A prensa dobradeira é fornecida de série com dois braços de apoio frontais. Estes braços de suporte são utilizados para manter a placa no lugar durante o processo de dobragem. Podem ser ajustados verticalmente e ao longo do comprimento da prensa dobradeira. Os braços de suporte normalmente precisam de ser ajustados quando se utiliza uma ferramenta de fundo de tamanho diferente ou quando se dobra uma chapa de tamanho maior ou menor.
Precauções de segurança
PERIGOSO!
Se o punção e a matriz não estiverem corretamente colocados, não ligar a máquina em nenhum momento.
Não introduzir as mãos ou qualquer parte do corpo no espaço entre o punção e a matriz, pois é extremamente perigoso.
Regulação mecânica do batente de profundidade
Quando se trabalha com uma prensa dobradeira, é crucial manusear a definição do batente de profundidade mecânico com cuidado para evitar quaisquer danos potenciais na máquina. Aqui estão alguns pontos-chave a considerar:
Evitar ajustes com o Ram Down: Nunca tente ajustar a regulação do limitador de profundidade mecânico quando o cilindro estiver na posição inferior. Se o fizer, pode provocar danos desnecessários na máquina devido à pressão e ao posicionamento dos componentes.
Determina o ângulo de flexão: A regulação da profundidade é essencial, uma vez que determina o ângulo de curvatura da chapa metálica. Uma regulação exacta da profundidade garante curvas precisas e produtos acabados de alta qualidade.
Definições manuais ou eléctricas: O limitador de profundidade mecânico pode ser ajustado manualmente ou eletricamente, dependendo do desenho e das capacidades da prensa dobradeira. Os ajustes manuais envolvem tipicamente a manipulação física do batente, enquanto os ajustes eléctricos podem ser controlados através de uma interface de utilizador ou painel de controlo.
Regulação da pressão
O ajuste da pressão numa prensa dobradeira é vital para alcançar a dobra desejada sem danificar o material ou a máquina. Aqui estão os factores e considerações para definir a pressão de dobragem:
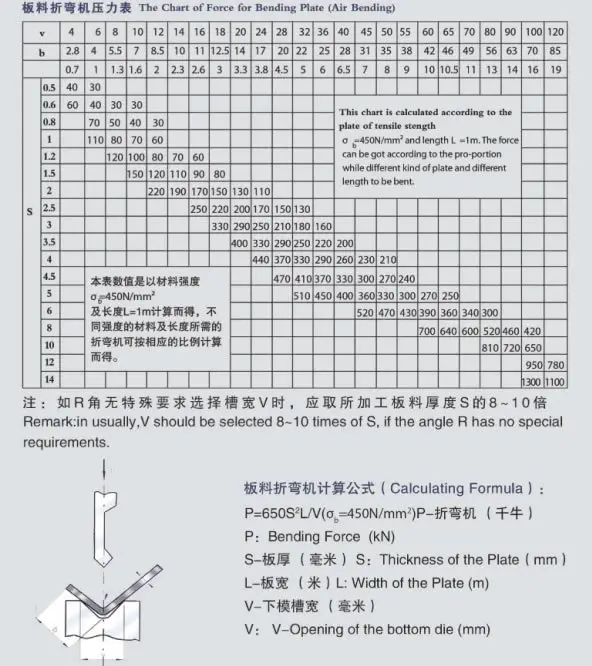
Gráfico de flexão: Normalmente, uma tabela de flexão é fixada na parte lateral da máquina e uma cópia é frequentemente anexada à documentação da máquina. Esta tabela fornece informações essenciais para definir a força de flexão correcta.
Factores que afectam a força de flexão:
Espessura da placa: A espessura da placa influencia diretamente a força de flexão necessária.
Largura da abertura da matriz: A largura da abertura da matriz, frequentemente calculada como 8 vezes a espessura da placa, também afecta a força de flexão.
Cálculo da força de flexão: A força de flexão necessária pode ser calculada utilizando uma fórmula fornecida na Tabela 1. Esta fórmula e os valores da tabela baseiam-se em placas de aço-carbono com uma resistência à tração de Qb=450KN.
Para chapas de aço inoxidávelmultiplicar o valor P da tabela por 2.
Para placas de alumíniomultiplique o valor P da tabela por 0,7.
Calculadora de tonelagem: Para cálculos mais precisos, pode utilizar uma calculadora de tonelagem especialmente concebida para prensas dobradeiras. Esta ferramenta ajuda a determinar a força exacta necessária com base no material e nos parâmetros de dobragem.
Controlo e regulação do paralelismo para o carneiro da prensa dobradeira
Assegurar o paralelismo do êmbolo numa prensa dobradeira é crucial para obter curvas precisas e consistentes em chapa metálica. O paralelismo é normalmente controlado por uma barra anti-torção sólida ligada a ambos os cilindros de óleo laterais. Aqui está um guia detalhado sobre como controlar e definir o paralelismo do êmbolo:
Calibração de fábrica
O cilindro superior da prensa dobradeira é calibrado paralelamente à matriz em V na fábrica. No entanto, com o tempo e com o uso, pode ser necessário recalibrar para manter a precisão.
Passos para a recalibração
Localizar a ligação da barra de torção:
Localize a ligação da barra de torção ligada ao cilindro superior na parte traseira (lado esquerdo) da máquina.
Desapertar o parafuso:
Identificar o parafuso (M8/M10) na barra de torção.
Desapertar este parafuso para permitir a regulação.
Ajustar a barra de torção:
Utilizar as chaves adequadas para rodar a peça plana exterior de 15° a 30°.
Pode rodá-lo no sentido dos ponteiros do relógio ou no sentido contrário, o que fará rodar o pino excêntrico no seu interior.
Apertar o parafuso:
Depois de efetuar o ajuste, apertar bem o parafuso (M8/M10).
Verificar o paralelismo:
Efetuar uma dobragem de teste para verificar o paralelismo do êmbolo superior.
Se o aríete ainda não estiver paralelo, repetir o processo de regulação.
Repetir se necessário:
Continuar o procedimento até obter a precisão desejada.
Sugestões para um ajuste exato
Utilizar ferramentas de precisão: Certifique-se de que está a utilizar ferramentas calibradas para medição e ajuste, de modo a manter uma elevada precisão.
Efetuar várias curvas de teste: Podem ser necessárias várias curvas de teste para obter um paralelismo perfeito. Seja paciente e faça pequenos ajustes.
Ajustes de documentos: Conservar um registo das regulações efectuadas para futura referência e manutenção.
Resolução de problemas da prensa dobradeira
A máquina de prensagem não consegue arrancar
Verificar a fonte de alimentação de entrada: Certifique-se de que a máquina está a receber a tensão e a corrente correctas, conforme especificado pelo fabricante. Verificar se todas as ligações estão seguras e se não existem problemas de alimentação eléctrica.
Verificar se a paragem de emergência está libertada: Verificar se o botão de paragem de emergência não está engatado. Se estiver, solte-o e reinicie a máquina.
Verificar se existem fusíveis partidos: Inspecionar todos os fusíveis no painel elétrico para verificar a continuidade. Substituir os fusíveis queimados por outros com a classificação correcta.
Verificar a saída do transformador: Verificar se o transformador está a emitir a tensão correcta. Se a saída for incorrecta, o transformador pode ter de ser substituído.
Não foi possível baixar a RAM
Verificar se o cabo do pedal está eventualmente partido: Inspecionar o cabo do pedal para detetar quaisquer sinais de danos ou fios partidos. Substitua o cabo se encontrar algum problema.
Verificar o interrutor de fim de curso: Verificar se o interrutor de fim de curso está a funcionar corretamente. Testar o interrutor com um multímetro para verificar o seu funcionamento. Substituir se estiver avariado.
Verificar a rotação do motor: Confirmar se o motor está a rodar na direção correcta. Uma rotação incorrecta do motor pode impedir a descida do aríete. Ajustar a cablagem, se necessário.
Verificar o micro-interrutor no interior do pedal: Verificar se o micro-interrutor no interior do pedal está operacional. Teste-o com um multímetro e substitua-o se não estiver a funcionar corretamente.
Ângulo de curvatura não uniforme em todo o comprimento da curvatura
Ferramenta superior ou inferior desgastada: Inspecionar as ferramentas superiores e inferiores quanto a desgaste. Substitua as ferramentas gastas para garantir ângulos de curvatura consistentes.
A superfície da mesa da máquina e a parte inferior do V-Die estão sujas: Limpar a superfície da mesa da máquina e a parte inferior da matriz em V. A sujidade e os detritos podem afetar a precisão da dobragem.
As ferramentas superior e inferior não estão corretamente alinhadas: Verifique o alinhamento das ferramentas superior e inferior. O desalinhamento pode causar ângulos de dobragem desiguais. Ajuste as ferramentas para garantir que estão corretamente alinhadas.
Falha
Razões
Remoção de problemas
O sistema não funciona sem pressão
1. Rotação negativa do motor
Alterar o sentido de rotação do motor
2. Válvula de transbordo principal bloqueada
Limpar a válvula de descarga principal
3. A válvula electromagnética não funciona
Verificar as bobinas eléctricas e electromagnéticas
O Ram Slider não pode subir
Válvulas encravadas
Limpar as válvulas electromagnéticas
A barra deslizante diminui automaticamente
Válvulas encravadas
Limpar as válvulas electromagnéticas
Subida e descida normais, mas não há força na flexão
Válvulas encravadas
Limpar a válvula electromagnética
Fugas nos componentes, nos acessórios dos tubos e no cilindro de óleo
As peças de vedação estão a envelhecer.
Substituir os anéis de vedação
Manutenção da prensa dobradeira
Orientações gerais
Ler o manual: Assegurar que todas as pessoas que operam ou fazem a manutenção da prensa dobradeira leiam e compreendam o manual. O cumprimento rigoroso das instruções é essencial para obter resultados óptimos.
Operador designado: Atribuir uma pessoa designada para a máquina. Os operadores devem ter um conhecimento prático do funcionamento da máquina e dos protocolos de segurança.
Força de flexão e distribuição de carga
Força nominal: A força de flexão aplicada à peça de trabalho não deve exceder a força nominal da prensa dobradeira.
Tempo de vida do molde: Para prolongar a vida útil dos moldes, evite danificá-los devido a uma largura de dobragem incorrecta, especialmente quando dobra folhas estreitas. Nestes casos, reduza a pressão de trabalho de forma adequada.
Carga de flexão: Por cada 630mm de comprimento, a carga de flexão não deve exceder 400KN.
Centralização da carga: Assegurar-se de que as folhas que estão a ser dobradas estão centradas na máquina para manter a precisão. Um carregamento irregular pode comprometer tanto as peças como a máquina.
Dobragem lateral: Se uma peça de trabalho tiver de ser dobrada apenas de um lado, a carga não deve exceder um quarto da força nominal. Efetuar a dobragem de ambos os lados para equilibrar a carga.
Manutenção do sistema hidráulico
Calendário de mudança de óleo:
Mudar o óleo hidráulico após o primeiro mês de utilização.
Posteriormente, mudar o óleo a cada 2000 horas de trabalho.
Temperatura do óleo: Manter a temperatura do óleo entre 15-60°C. Se a temperatura ultrapassar este intervalo, instalar um refrigerador.
Tipo de óleo: Utilizar óleo hidráulico antidesgaste ISO VG46# (viscosidade média de 46 mm²/s a 40°C). Para operações abaixo de 5°C, utilizar ISO VG32#.
Nível e qualidade do óleo:
Verificar regularmente o nível de óleo no depósito.
Utilizar um óleo que satisfaça as características especificadas.
O valor de marca do óleo hidráulico corresponde à viscosidade média a 40°C.
Filtro de óleo:
Limpar regularmente o filtro de óleo, enxaguando-o e escovando-o com um solvente.
Substituir o filtro de óleo se não for possível limpá-lo ou se estiver danificado.
Utilizar o mesmo tipo de filtro de óleo quando for necessário substituí-lo.
Lubrificação
Pontos de lubrificação:
Verificar regularmente os pontos de lubrificação.
Lubrificar semanalmente com massa lubrificante de alta qualidade.
Para peças expostas ao desgaste sem pontos de lubrificação, lubrificar duas vezes por semana.
Diagrama de lubrificação: Consulte o diagrama de lubrificação para obter pormenores específicos sobre os pontos de lubrificação.
Manutenção eléctrica
Terminais eléctricos:
Inspecionar regularmente todas as ligações no painel principal e nos interruptores eléctricos.
Apertar os parafusos se necessário.
Substituir eventuais fusíveis e luzes de sinalização avariados.
Inspeção de peças mecânicas
Cheques mensais:
Certifique-se de que o rolamento da barra de torção está corretamente fixado.
Verificar se as corrediças não estão gastas.
Verificar se as hastes do cilindro estão corretamente fixas.
Assegurar-se de que o aríete superior está corretamente fixado.
Acessórios de manutenção
Disponibilidade: Manter sempre à mão os acessórios de manutenção.
Precisão pós-reparação: Após qualquer reparação pesada, certificar-se de que a precisão da máquina corresponde às normas de fábrica.
Condições especiais
Funcionamento a baixa temperatura: Evitar utilizar a máquina a temperaturas muito baixas (inferiores a -5°C). Se necessário, deixar a máquina funcionar em vazio durante algum tempo. Se necessário, pode ser instalado um aquecedor de óleo.
Funcionamento a alta temperatura: Em condições normais, a temperatura do óleo não deve ultrapassar os 70°C. Em condições especiais, pode ser necessário um radiador de óleo.
Óleos hidráulicos recomendados
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
SHELL-TELLUS S46
TOTAL-AZOLLA 46
Segurança e construção principal da máquina de prensagem a frio
Introdução
Esta secção fornece orientações para garantir a segurança do pessoal e do equipamento quando se opera uma máquina de prensagem a frio. Embora seja adaptada a requisitos específicos, também pode servir como referência para outras máquinas.
Equipamento de segurança
Para garantir a segurança do pessoal e do equipamento, foram integrados vários mecanismos de segurança na máquina de prensagem a frio. Os operadores não devem alterar, remover ou desativar qualquer equipamento de segurança.
Feixe de luz/feixe de laser
A máquina pode ser equipada com um feixe de luz ou de laser, consoante as necessidades do cliente. Estes feixes formam uma cortina de luz que, em caso de interferência, ativa o módulo de segurança. Este impede que o cilindro se desloque para baixo, protegendo assim o operador de possíveis ferimentos.
Grelha de segurança
Uma grelha de segurança é instalada na parte lateral e traseira da máquina para manter os operadores afastados das áreas perigosas. Esta grelha está ligada ao sistema elétrico através de um interrutor de segurança. Quando a grelha de segurança é aberta, o sistema elétrico é ativado, tornando a máquina inoperável.
Paragem de emergência
Os botões de paragem de emergência estão estrategicamente localizados na estação de controlo do punho e na estação de controlo da suspensão. Em caso de erro de funcionamento ou de qualquer outro acidente, ao premir o botão de paragem de emergência, todas as acções da máquina são imediatamente interrompidas.
Sistema hidráulico
O sistema hidráulico é um componente crítico da máquina de prensagem. A queda do cilindro representa um perigo significativo, que é atenuado pela inclusão de uma válvula de elevação de segurança. Os núcleos das válvulas, tanto da válvula de troca como da válvula de elevação de segurança, são monitorizados. Se for detectada qualquer anomalia nos núcleos das válvulas, o sinal de monitorização pára o sistema elétrico para evitar ferimentos provocados pela queda do êmbolo. Se os núcleos da válvula não puderem ser repostos, a válvula deve ser inspeccionada imediatamente.
Resolução de problemas
O funcionamento normal da máquina de prensagem é seguro quando todos os protocolos de segurança são seguidos. No entanto, em caso de acidentes invulgares ou durante a manutenção e reparação, devem ser tomadas as seguintes medidas:
Bloquear a grelha de segurança.
Prima o botão de paragem de emergência situado no interior dos montantes.
Procurar assistência profissional.
Se alguma parte do corpo ficar presa pelo punção ou pela folha, siga estes passos:
Premir o botão de paragem de emergência.
Examinar cuidadosamente a situação.
Reinicie a máquina apenas depois de se certificar de que é seguro fazê-lo.
Mudar o modo de funcionamento para a posição "polegadas".
Premir o botão de retorno do punho para retrair o êmbolo e libertar as peças fixadas.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Atenção a todos os entusiastas da metalomecânica! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não procurem mais! Neste post do blogue, vamos mergulhar no mundo da prensa...
Os operadores de prensas dobradeiras desempenham um papel crucial na formação do mundo que nos rodeia, mas o seu trabalho não é isento de riscos. Neste artigo, vamos explorar dicas essenciais de segurança da indústria...
As suas ferramentas de prensa dobradeira estão a desgastar-se muito rapidamente? Este artigo aborda as técnicas de reparação essenciais para prolongar a vida útil das suas ferramentas, assegurando um desempenho ótimo nas suas...
Já alguma vez se interrogou sobre as origens do termo "travão de prensa"? Nesta cativante publicação do blogue, vamos embarcar numa fascinante viagem pela história para descobrir as razões por detrás...
Já se interrogou sobre a forma como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem em prensa dobradeira - dobragem, limpeza, dobragem a ar, fundo, cunhagem e dobragem de três pontos. Irá...
No vasto mundo da manufatura, há uma máquina que se destaca: a prensa dobradeira. Com a sua capacidade de dobrar e moldar metal com precisão e potência, tornou-se uma máquina indispensável...
Já se interrogou sobre o que mantém uma prensa dobradeira CNC a funcionar sem problemas? A resposta está no óleo hidráulico. Este fluido essencial assegura um desempenho ótimo e a longevidade da máquina. O nosso artigo...
A reparação adequada do cilindro hidráulico de uma prensa dobradeira é crucial para manter o desempenho e a segurança da máquina. O cilindro hidráulico é normalmente constituído por um pistão, uma manga, uma biela e um parafuso....
Já alguma vez se perguntou como é que uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da quinadora, revelando os segredos por detrás dos seus papéis e funções. Saiba como...