Calculadora da profundidade do carneiro da prensa dobradeira (profundidade de penetração, ângulo)
Já se perguntou como é que uma prensa dobradora dobra chapas de metal com precisão? Neste artigo, vamos explorar a ciência por detrás do cálculo da profundidade de penetração do punção na matriz. Saiba como factores como o ângulo de dobragem, a espessura da chapa e a abertura da matriz influenciam o processo. No final, compreenderá os elementos-chave que garantem dobras precisas e consistentes.
Como calcular a profundidade da dobra (ou a profundidade de penetração do punção na matriz) numa prensa dobradeira com um determinado ângulo de dobra, ângulo medido, espessura da chapa e abertura da matriz?
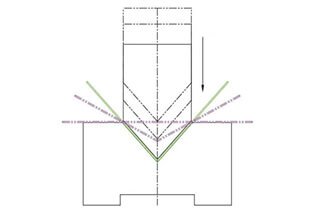
A profundidade de penetração do punção na matriz da prensa dobradeira é calculada e controlada quando a folha é dobrada num determinado ângulo por flexão de ar na máquina de prensa dobradeira.
Isto serve para controlar o valor de posicionamento do carneiro quando se desloca para cima e para baixo.
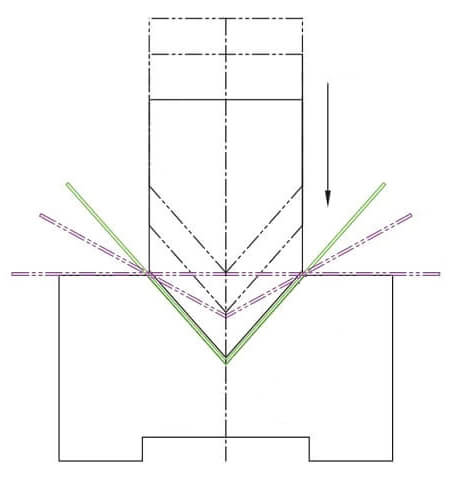
A matriz superior montada no cilindro dobra a folha para uma determinada posição exatamente na soma de um determinado ângulo de ajuste e do ângulo de ressalto. Desta forma, a peça de trabalho pode mola de retorno para o ângulo definido após o retorno do aríete.
No entanto, na dobragem real, muitos factores afectam a ângulo de flexão do material da folha. O ângulo medido da primeira dobra não corresponde frequentemente ao ângulo definido e necessita de correção. Neste ponto, o erro angular deve ser convertido no valor de correção da profundidade.
Para o efeito, a fórmula da profundidade de curvatura do carneiro para flexão de ar e a fórmula de correção da profundidade do carneiro em caso de erro angular. Estas fórmulas foram simplificadas numa fórmula prática que pode ser aplicada no local de produção.
Para sua comodidade, criámos uma calculadora em linha, que esperamos que lhe seja útil.
Durante a flexão de ar, o matriz inferior A abertura V deve ser geralmente igual a 8~12 vezes a espessura da placa t.
Na fórmula, para a espessura da chapa t, se for considerado o afinamento causado pela deformação plástica do material dobrado, t deve ser substituído por nt. O coeficiente de afinamento do material é representado por n, que se situa geralmente entre 0,98 e 0,99.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
I. Vantagens dos cabos com núcleo de cobre em relação aos cabos com núcleo de alumínio: 1. Baixa resistividade: A resistividade dos cabos com núcleo de alumínio é cerca de 1,68 vezes superior à dos cabos com núcleo de cobre....
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...