Directrizes de segurança para os operadores de prensas dobradeiras (regulamentos)
Os operadores de prensas dobradeiras desempenham um papel crucial na formação do mundo que nos rodeia, mas o seu trabalho não é isento de riscos. Neste artigo, vamos explorar dicas de segurança essenciais de especialistas do sector para ajudar a manter estes profissionais qualificados fora de perigo enquanto criam os componentes que tornam as nossas vidas melhores.
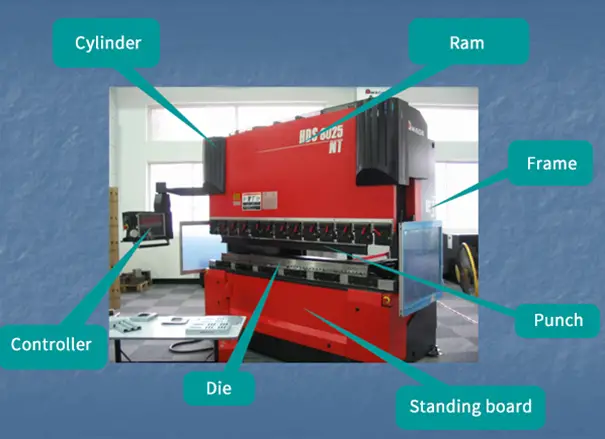
Importância da segurança do operador de prensa dobradeira
A segurança dos operadores de prensas dobradeiras é fundamental devido à sua grande proximidade com a máquina e ao manuseamento direto de chapas metálicas. Minimizar a exposição a potenciais lesões é fundamental para manter um ambiente de trabalho seguro.
As prensas dobradeiras modernas incorporam sistemas de segurança avançados, incluindo protecções fotoeléctricas fixas e sistemas de proteção a laser. Estas tecnologias foram concebidas para evitar incidentes de esmagamento de dedos entre a chapa metálica e a ponta do punção. É imperativo que estes dispositivos de segurança permaneçam sempre activos durante o funcionamento.
No entanto, os operadores devem exercer uma maior vigilância durante fases específicas de trabalho, quando os dispositivos de segurança podem não parar automaticamente a prensa dobradeira em situações perigosas. Por exemplo:
Durante a preparação da máquina, a prensa dobradeira deve ser bloqueada para evitar a ativação acidental da viga superior através do pedal. O feixe superior deve ser mantido na sua posição de centro morto durante todo este processo.
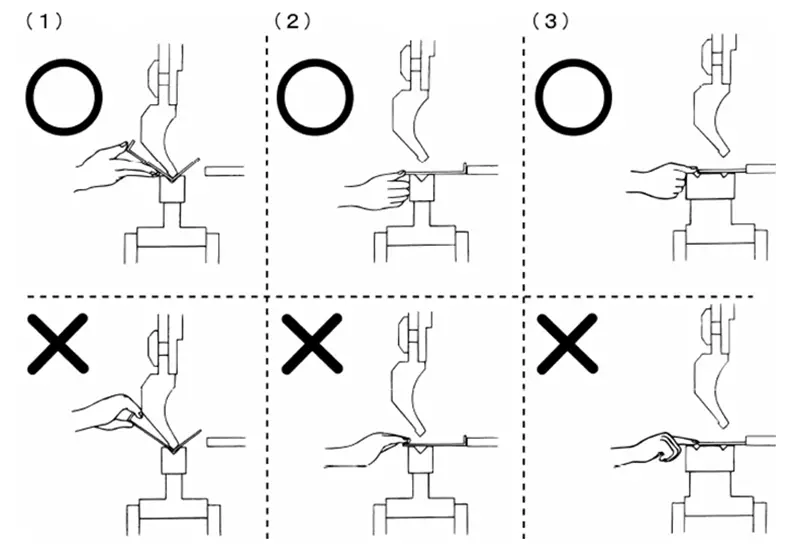
Durante o funcionamento da prensa dobradeira, os operadores devem respeitar as técnicas corretas de manuseamento de chapas metálicas. Isto inclui:
Apoiar corretamente a peça de trabalho
Evitar acções que possam impedir o movimento normal da chapa
Manter o posicionamento correto das mãos para evitar o entalamento dos dedos entre a chapa metálica e a ponta do punção
Além disso, os operadores devem receber formação em práticas ergonómicas para reduzir a fadiga e manter a consciência situacional durante todo o turno. As auditorias de segurança regulares e as sessões de formação de atualização podem ajudar a reforçar as melhores práticas e a resolver quaisquer problemas de segurança emergentes.
Combinando tecnologias de segurança avançadas com formação e vigilância adequadas do operador, os riscos associados à operação da prensa dobradeira podem ser significativamente mitigados, garantindo um ambiente de fabrico mais seguro e produtivo.
Abrir o interrutor de alimentação → Manter premido o interrutor do pedal para ligar a bomba → Ligar a chave de arranque → Reposição do eixo L → Reposição do eixo D → Colocação em funcionamento
Primeiro, instale o punção e depois a matriz. Para os alinhar, desaperte os dois parafusos sob a calha de guia.
Levante primeiro a altura do punção e depois pise lentamente o pedal para verificar se o molde é concêntrico. Verifique sempre o manómetro para se certificar de que a pressão não excede o intervalo.
Recolha e colocação da peça de trabalho
Não coloque as mãos entre a peça de trabalho dobrada e o molde para evitar entalar os dedos. Ao alinhar o molde, mantenha as mãos e qualquer parte do corpo afastadas do espaço entre o molde superior e o inferior.
Ao dobrar peças grandes, tenha em atenção o ressalto da peça de trabalho, pois pode causar ferimentos no rosto.
Se a prensa dobradeira estiver a ser operada por duas ou mais pessoas, um dos operadores deve ter controlo sobre o interrutor do pedal e operá-lo cuidadosamente.
Regras de segurança para as prensas CNC
Cumprir rigorosamente as normas de segurança das máquinas-ferramentas e usar equipamento de proteção individual (EPI) adequado.
Antes da operação, realizar uma inspeção completa dos componentes eléctricos da prensa dobradeira, incluindo o motor, os interruptores, a cablagem e a ligação à terra. Verificar se todos os elementos de controlo e botões estão nas suas posições corretas.
Assegurar o alinhamento correto e a montagem segura das matrizes superior e inferior. Confirmar que os dispositivos de posicionamento cumprem as especificações de fabrico.
Anular o programa se a placa superior e os eixos de posição não estiverem no seu estado de origem.
Se ocorrerem ruídos anormais ou avarias nos primeiros 1-2 minutos de funcionamento ou após 2-3 movimentos da placa deslizante superior, parar imediatamente a máquina. Retomar o funcionamento apenas após inspeção minuciosa e confirmação do funcionamento normal.
Designar um único operador para controlar a prensa dobradeira durante a operação. Estabelecer protocolos de comunicação claros entre o operador e os manipuladores de materiais para garantir que todo o pessoal está em posições seguras antes de iniciar as operações de dobragem.
Selecionar o curso do cursor, as matrizes superior e inferior e a força de quinagem adequados com base na espessura e na geometria da peça de trabalho. Consulte a tabela de força de quinagem localizada na máquina para determinar a largura ideal da matriz em V e verifique se a força de quinagem necessária não excede a capacidade nominal da prensa dobradeira.
Ao ajustar a folga da matriz, certifique-se de que o cursor está no ponto morto superior. Ajustar a folga gradualmente de folgas maiores para folgas menores.
Definir a folga inicial da matriz aproximadamente 1 mm maior do que a espessura da placa para evitar danos na matriz devido a espaço insuficiente.
No caso de operações com duas pessoas, designar uma pessoa responsável pelas paragens de emergência e pela desconexão da alimentação eléctrica ao abandonar a máquina.
Evitar o carregamento irregular e a aplicação de pressão num único ponto.
Fixe firmemente as peças de trabalho para evitar deformações e potenciais lesões durante a dobragem.
Manter a área entre as matrizes superior e inferior livre de calibradores ou objectos estranhos.
Desligar a alimentação e parar a prensa dobradeira antes de ajustar as matrizes.
Assegurar a seleção correta da matriz e a fixação segura para evitar acidentes durante a instalação e o funcionamento.
Ao ajustar as aberturas variáveis da matriz, evitar o contacto do material com a matriz inferior.
Calcular a pressão de flexão correta, reduzindo a pressão máxima em 50% para cargas excêntricas.
Mantenha um comprimento mínimo da peça de trabalho de 1/3 do comprimento da mesa de trabalho quando estiver a trabalhar com a pressão de quinagem máxima.
Proibir a presença de pessoal atrás da prensa dobradeira durante o funcionamento.
Evitar aplicar pressão apenas numa extremidade da peça de trabalho.
Se for detectado um desalinhamento da peça de trabalho ou das matrizes durante a operação, parar a máquina imediatamente e fazer os ajustes necessários. Nunca tente fazer correcções manuais enquanto a prensa dobradeira estiver em movimento.
Não tente dobrar materiais que excedam as especificações da máquina, tais como chapas ultra-grossas, aço temperado, ligas avançadas ou aço estrutural, para evitar danos no equipamento.
Realizar inspecções regulares do alinhamento da matriz e da precisão do manómetro.
Em caso de qualquer anomalia, interromper imediatamente as operações, investigar a causa e notificar o pessoal adequado para uma rápida resolução de problemas.
Antes de desligar, colocar blocos de madeira de proteção sob os cilindros em ambas as extremidades da matriz inferior e baixar a corrediça superior sobre esses blocos.
Após a conclusão dos trabalhos, sair do sistema de controlo, desligar a alimentação e limpar cuidadosamente a área de trabalho.
Implementar um programa abrangente de formação de operadores e manter registos de manutenção detalhados para garantir operações de prensagem contínuas, seguras e eficientes.
Procedimentos operacionais de segurança da prensa dobradeira
Cumprir rigorosamente os protocolos de segurança das máquinas-ferramentas e usar equipamento de proteção individual (EPI) adequado, conforme exigido.
Antes do funcionamento, inspeccione meticulosamente o motor, os interruptores, a cablagem e a ligação à terra para verificar se estão a funcionar corretamente e se as ligações estão seguras. Verifique se todos os componentes e botões de controlo estão nas suas posições corretas.
Examinar o alinhamento e o encaixe seguro do punção superior e da matriz inferior. Assegurar que os dispositivos de posicionamento cumprem as especificações da peça de trabalho.
Se os eixos de deslocação e de posicionamento não estiverem na sua origem, executar o programa de regresso à origem.
Após o arranque, deixar o equipamento ao ralenti durante 1-2 minutos, com o êmbolo a completar 2-3 cursos completos. Se ocorrerem sons ou falhas anormais, interrompa imediatamente o funcionamento. Retomar o trabalho apenas depois de abordar e resolver todos os problemas.
Durante a operação, designe uma pessoa para coordenar as actividades, assegurando uma cooperação estreita entre o operador e o pessoal de manuseamento de materiais. Confirmar que todo o pessoal se encontra em posições seguras antes de dar sinal para as operações de dobragem.
Ajuste o curso do êmbolo, selecione combinações adequadas de punção e matriz e defina a pressão de quinagem com base na espessura e na geometria da chapa. Escolha o tamanho da abertura inferior da matriz e verifique a força de quinagem da peça de trabalho, consultando o gráfico de força de quinagem localizado no lado direito da máquina. Nunca exceda a capacidade de força nominal da máquina.
Ao ajustar a folga entre o punção e a matriz, certifique-se de que o êmbolo está no seu ponto morto superior. Ajuste a folga progressivamente de grande para pequena. Inicialmente, ajuste a folga aproximadamente 1 mm maior do que a espessura da folha para evitar o esmagamento da matriz.
Para operações de dobragem com vários operadores, designe uma pessoa para controlar o travão de pé. Desligue sempre a alimentação eléctrica quando abandonar a máquina.
Evitar as operações de carga unilateral ou de ponto único.
Prenda firmemente a folha durante a dobragem para evitar o levantamento e potenciais lesões.
Manter a área entre o punção e a matriz livre de ferramentas e detritos.
Desligar e interromper as operações durante a regulação dos moldes de prensagem da folha.
Selecionar corretamente as ferramentas de dobragem, assegurando a fixação adequada do punção e da matriz. Tenha cuidado durante a instalação da ferramenta para evitar ferimentos.
Ao ajustar a abertura das matrizes inferiores variáveis, assegurar que nenhum material entra em contacto com a superfície da matriz.
Escolher criteriosamente a pressão de dobragem. Para cargas descentradas, manter a pressão abaixo de 50% da capacidade máxima.
Ao aplicar a pressão máxima de dobragem, certifique-se de que o comprimento da peça de trabalho é, pelo menos, 1/3 do comprimento da cama.
Proibir a presença de pessoas atrás da máquina durante o funcionamento.
Nunca tente dobrar uma peça de trabalho com um único operador.
Se forem detectados problemas na peça de trabalho ou na ferramenta durante o funcionamento, pare a máquina e efectue as correcções. Nunca tente efetuar ajustes manuais durante o funcionamento para evitar ferimentos nas mãos.
Não dobre materiais que excedam as especificações da máquina, incluindo chapas excessivamente espessas, aços temperados, aços de alta liga ou material quadrado, para evitar danos no equipamento.
Inspecionar regularmente o alinhamento do punção e da matriz e a precisão do manómetro.
Em caso de anomalias, parar imediatamente a máquina, investigar a causa e notificar o pessoal competente para uma rápida resolução da avaria.
Antes de desligar, colocar blocos de madeira na matriz inferior por baixo dos dois cilindros laterais e baixar o cilindro sobre esses blocos.
Após a conclusão do trabalho, saia do programa do sistema de controlo, desligue a alimentação e limpe cuidadosamente a área de trabalho.
Embrulhar
Os procedimentos de segurança devem ser rigorosamente respeitados em todos os momentos durante o fabrico de chapas metálicas. Isto inclui a utilização obrigatória de equipamento de proteção individual (EPI) adequado, com especial ênfase nas luvas resistentes aos cortes e no vestuário de proteção especificamente concebido para o trabalho com chapas metálicas. Estas salvaguardas são cruciais para evitar lacerações, perfurações e outras lesões potenciais associadas ao manuseamento de arestas e rebarbas metálicas afiadas.
Igualmente importante é o posicionamento correto das mãos e do corpo durante a manipulação e o processamento da peça de trabalho. Os operadores devem manter posturas e posicionamentos das mãos ergonomicamente corretos para apoiar e guiar a chapa metálica de forma eficaz. Isto não só garante um fabrico preciso, como também evita lesões por esforço e acidentes. É essencial evitar movimentos desajeitados ou não naturais que possam comprometer o controlo sobre o material ou interferir com o seu fluxo pretendido através do processo de fabrico.
Além disso, os operadores devem receber formação em técnicas adequadas de manuseamento de materiais, incluindo a utilização de ajudas mecânicas quando apropriado, para minimizar o risco de lesões músculo-esqueléticas e para manter um controlo ótimo sobre a peça de trabalho em todas as fases do fabrico. Ao combinar a utilização adequada de EPI com práticas de trabalho ergonómicas, os fabricantes de chapas metálicas podem aumentar significativamente a segurança e a produtividade nas suas operações.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
As suas ferramentas de prensa dobradeira estão a desgastar-se muito rapidamente? Este artigo aborda as técnicas de reparação essenciais para prolongar a vida útil das suas ferramentas, assegurando um desempenho ótimo nas suas...
Já alguma vez se interrogou sobre as origens do termo "travão de prensa"? Nesta cativante publicação do blogue, vamos embarcar numa fascinante viagem pela história para descobrir as razões por detrás...
Já se interrogou sobre a forma como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem em prensa dobradeira - dobragem, limpeza, dobragem a ar, fundo, cunhagem e dobragem de três pontos. Irá...
No vasto mundo da manufatura, há uma máquina que se destaca: a prensa dobradeira. Com a sua capacidade de dobrar e moldar metal com precisão e potência, tornou-se uma máquina indispensável...
Já se interrogou sobre o que mantém uma prensa dobradeira CNC a funcionar sem problemas? A resposta está no óleo hidráulico. Este fluido essencial assegura um desempenho ótimo e a longevidade da máquina. O nosso artigo...
A reparação adequada do cilindro hidráulico de uma prensa dobradeira é crucial para manter o desempenho e a segurança da máquina. O cilindro hidráulico é normalmente constituído por um pistão, uma manga, uma biela e um parafuso....
Já alguma vez se perguntou como é que uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da quinadora, revelando os segredos por detrás dos seus papéis e funções. Saiba como...
Alguma vez teve dificuldade em definir o comprimento correto do curso da prensa dobradeira? Muitos operadores fazem-no, recorrendo frequentemente à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...
Já se perguntou porque é que as suas dobras de metal nem sempre são perfeitas? O segredo está no coroamento da prensa dobradeira, uma técnica que garante precisão e qualidade no fabrico de metal. Este artigo irá revelar...