Já alguma vez se perguntou como é que uma folha de metal plana é transformada numa forma complexa? As prensas dobradeiras são os heróis desconhecidos do mundo da produção, dobrando e moldando o metal com uma precisão incrível. Neste artigo, vamos mergulhar no fascinante mundo das prensas dobradeiras, explorando a sua história, tipos e componentes principais. Prepare-se para descobrir como essas máquinas poderosas revolucionaram a indústria de fabricação de metais!
Uma prensa dobradeira é uma máquina-ferramenta sofisticada utilizada principalmente para dobrar chapa metálica e material de chapa com elevada precisão. Este equipamento versátil forma curvas pré-determinadas fixando a peça de trabalho entre um punção e uma matriz correspondentes, fornecendo resultados de fabrico precisos e repetíveis para várias indústrias, incluindo a automóvel, a aeroespacial e a construção.
Operando através de sistemas de energia hidráulicos, mecânicos ou servo-eléctricos, as prensas dobradoras exercem uma força controlada para transformar chapas metálicas planas em formas tridimensionais complexas. O processo de dobragem envolve o posicionamento da peça de trabalho na matriz inferior e, em seguida, a descida do punção superior para criar o ângulo de dobragem desejado. As prensas dobradeiras modernas incorporam frequentemente tecnologia CNC (Controlo Numérico Computadorizado), permitindo sequências de dobragem programáveis e maior produtividade.
As prensas dobradeiras oferecem uma vasta gama de capacidades de dobragem, desde simples dobras de 90 graus até à complexa conformação multi-eixo. Podem lidar com vários materiais, incluindo aço macio, aço inoxidável, alumínio e até ligas especializadas, com espessuras que vão desde chapas finas a placas grossas. A capacidade da máquina é normalmente medida em tonelagem, indicando a força máxima que pode aplicar durante a operação de dobragem.
Uma prensa de travões e uma prensa de travões são a mesma coisa? De facto, os termos "prensa de travões" e "prensa de travões" são sinónimos e utilizados indistintamente na indústria metalúrgica. Ambos se referem à mesma máquina concebida para operações de precisão de dobragem e conformação de metais. Esta equivalência linguística sublinha o papel fundamental do equipamento nos processos de fabrico de chapa metálica.
Para aqueles que procuram uma compreensão mais abrangente das prensas dobradeiras, incluindo o seu desenvolvimento histórico, os avanços tecnológicos e a etimologia do termo, consulte o artigo detalhado abaixo. Este recurso fornece informações valiosas sobre a evolução da tecnologia de prensas dobradeiras e o seu impacto significativo nas práticas de fabrico modernas.
As prensas dobradeiras são máquinas indispensáveis na indústria de fabrico de metais, permitindo a dobragem e a conformação precisas de chapas metálicas para criar uma vasta gama de estruturas e componentes. Estas ferramentas versáteis são classificadas em três categorias principais: prensas dobradeiras mecânicas, hidráulicas e eléctricas. Cada tipo oferece vantagens e características operacionais distintas, o que torna crucial compreender as suas nuances ao selecionar a prensa dobradeira ideal para requisitos de fabrico específicos.
Prensa mecânica
Prensa mecânica Os travões utilizam um sistema acionado por um volante para alimentar a operação de dobragem. O volante, alimentado por um motor elétrico, armazena energia cinética que é depois transferida através de um mecanismo de embraiagem para acionar o cilindro da prensa. Este design oferece uma solução económica para a conformação de metal, particularmente adequada para pequenas oficinas de fabrico ou operações com restrições orçamentais.
A simplicidade do sistema mecânico contribui para custos iniciais mais baixos e requisitos de manutenção reduzidos em comparação com alternativas hidráulicas ou eléctricas. As prensas dobradeiras mecânicas destacam-se na produção de grandes volumes de curvas simples, onde o seu curso consistente e as capacidades de ciclo rápido podem aumentar a produtividade.
No entanto, a natureza fixa do sistema de ligação mecânica impõe certas limitações. O controlo de precisão da posição do êmbolo e da força de quinagem é geralmente menos refinado do que nos sistemas hidráulicos ou eléctricos. Isto pode afetar a precisão de dobras complexas ou quando se trabalha com materiais mais exigentes que requerem uma modulação precisa da força.
Vantagens:
Custos iniciais e de manutenção mais baixos
Operação e resolução de problemas mais simples
Tempos de ciclo mais rápidos para dobras simples e repetitivas
Eficiência energética devido ao armazenamento de energia no volante do motor
Desvantagens:
Precisão limitada no controlo da profundidade e na aplicação da força
Flexibilidade reduzida para operações de quinagem complexas ou variadas
Capacidade de tonelagem geralmente inferior à dos sistemas hidráulicos
Aumento dos níveis de ruído devido ao funcionamento mecânico
Embora as prensas dobradeiras mecânicas possam não ter a versatilidade dos sistemas hidráulicos ou eléctricos, continuam a ser uma opção viável para aplicações específicas. A sua rentabilidade e fiabilidade em tarefas de dobragem simples e de grande volume fazem delas uma presença duradoura nas oficinas de fabrico de metal.
Prensa hidráulica
Prensa hidráulica Os travões utilizam um sistema hidráulico sofisticado para acionar o êmbolo, permitindo uma distribuição significativamente melhorada da pressão e da força durante o processo de quinagem. Esta potência amplificada, que normalmente varia entre 20 e 2000 toneladas, facilita uma dobragem mais precisa e um controlo superior em comparação com as contrapartes mecânicas. O sistema hidráulico permite um controlo de curso infinitamente variável, permitindo que os operadores alcancem ângulos de curvatura complexos com uma precisão notável, muitas vezes com ±0,1 graus.
Estas máquinas são excelentes em termos de adaptabilidade, acomodando facilmente várias espessuras de metal e composições de ligas através de definições de pressão programáveis. As prensas dobradeiras hidráulicas modernas incorporam frequentemente sistemas CNC, permitindo o posicionamento automático de vários eixos e a monitorização do ângulo de dobragem em tempo real. Esta integração resulta numa repetibilidade excecional e na capacidade de executar sequências de quinagem complexas e de vários passos com movimentos suaves e controlados.
Embora as prensas dobradeiras hidráulicas geralmente exijam um investimento inicial mais elevado, a sua versatilidade e desempenho justificam frequentemente o custo em aplicações de grande volume ou de precisão crítica. São particularmente valorizadas em indústrias como a aeroespacial, a automóvel e o fabrico por medida, onde a variabilidade dos materiais e as geometrias complexas das peças são comuns.
Vantagens:
Precisão e controlo de força superiores (tipicamente ±0,001″ de precisão de posicionamento)
Adaptável a uma vasta gama de materiais e espessuras
Capacidade para operações de dobragem complexas e em várias etapas
Redução da fadiga do operador devido ao movimento suave e controlado
Integração com sistemas CNC e IoT avançados para maior produtividade
Desvantagens:
Investimento de capital inicial mais elevado
Manutenção mais complexa devido aos componentes do sistema hidráulico
Potencial para tempos de ciclo ligeiramente mais lentos em comparação com algumas prensas mecânicas
O consumo de energia pode ser mais elevado, especialmente em funcionamento contínuo
Prensa eléctrica
As prensas dobradeiras eléctricas utilizam sistemas avançados de acionamento servo-elétrico para controlar o movimento do cilindro, permitindo operações de dobragem de alta velocidade, precisas e energeticamente eficientes. Estas máquinas de última geração utilizam sistemas de controlo de circuito fechado com mecanismos de acionamento por fuso de esferas ou correia, oferecendo uma precisão de posicionamento e repetibilidade superiores em comparação com alternativas hidráulicas ou mecânicas. Os servomotores proporcionam um controlo dinâmico da força ao longo do ciclo de quinagem, permitindo geometrias de peças complexas e estratégias de quinagem adaptáveis.
As principais vantagens das prensas dobradeiras eléctricas incluem
Eficiência energética: Consomem até 50-80% menos energia do que os sistemas hidráulicos, uma vez que só consomem energia durante as operações de quinagem efectivas.
Precisão: Atinge precisões de posicionamento de ±0,0004″ (0,01 mm) ou melhor, assegurando uma qualidade consistente das peças.
Velocidade: Velocidades rápidas de aproximação e retorno, normalmente 200-300 mm/s, aumentando a produtividade.
Manutenção reduzida: Menos peças móveis e sem óleo hidráulico, o que leva a custos de manutenção mais baixos e a um melhor tempo de atividade.
Funcionamento mais limpo: Sem risco de fugas de óleo hidráulico, o que as torna adequadas para ambientes de sala limpa.
Funcionamento mais silencioso: Níveis de ruído significativamente mais baixos em comparação com os sistemas hidráulicos.
Estabilidade térmica melhorada: Menor geração de calor, resultando numa precisão de dobragem mais consistente durante longos períodos de produção.
No entanto, as prensas eléctricas também têm algumas limitações:
Custo inicial mais elevado: Geralmente 20-30% mais caro do que os modelos hidráulicos comparáveis.
Limitações de força: Normalmente disponível até 300 toneladas, enquanto as prensas hidráulicas podem exceder as 1000 toneladas.
Sensibilidade a flutuações de energia: Pode exigir uma fonte de alimentação estável para um desempenho ótimo.
Adequação limitada para materiais muito espessos: Pode ter dificuldades com metais de calibre extremamente pesado que exijam forças elevadas sustentadas.
Ao selecionar uma prensa dobradeira para a sua oficina, considere factores como as geometrias típicas das peças, as espessuras dos materiais, o volume de produção e os custos de energia. As prensas dobradeiras eléctricas são excelentes em aplicações que requerem alta precisão, mudanças frequentes de ferramentas e tamanhos de lotes variados. São particularmente adequadas para materiais de espessura fina a média e operações de conformação complexas em indústrias como a aeroespacial, dispositivos médicos e fabrico de chapas metálicas de precisão.
Para oficinas que lidam principalmente com materiais de calibre pesado ou que requerem uma tonelagem extremamente elevada, as prensas dobradeiras hidráulicas podem ainda ser a escolha preferida. No entanto, os avanços contínuos na tecnologia de acionamento elétrico continuam a expandir as capacidades e a gama de aplicações das prensas dobradeiras eléctricas, tornando-as uma opção cada vez mais versátil e eficiente para operações modernas de conformação de metal.
Principais componentes e funções
Estrutura e cama
A estrutura e a base formam a base crítica de uma prensa dobradeira, concebida a partir de ligas de aço de alta resistência para suportar forças extremas durante as operações de dobragem. A base, normalmente construída com uma superfície rectificada de precisão, proporciona uma plataforma horizontal estável para a colocação da peça de trabalho. A estrutura, concebida com análise de elementos finitos (FEA) para uma distribuição óptima das tensões, suporta o êmbolo, o sistema hidráulico e os componentes auxiliares, mantendo a rigidez para garantir a precisão da dobragem.
Ram e Die
O êmbolo e o molde são os principais elementos funcionais de uma prensa dobradeira. O cilindro, acionado por sistemas hidráulicos ou servo-eléctricos, aplica uma força controlada com precisão à peça de trabalho. Os aríetes modernos incorporam sistemas avançados de feedback de posição para uma precisão ao nível dos microns. A matriz, um componente de ferramentas intermutável, define o perfil de dobragem. Os principais tipos de matrizes incluem:
Dobradores em V: Versáteis para dobragem a ar e dobragem de fundo, disponíveis em vários ângulos (30°, 60°, 88°, etc.)
Cotovelos em U: Concebidos para curvas em forma de U com raios interiores específicos
Matrizes Gooseneck: Especializadas para a dobragem de flanges e canais complexos, frequentemente com raios de ponta ajustáveis
Os materiais de matriz avançados, como o aço rápido (HSS) ou as variantes com ponta de carboneto, oferecem uma vida útil prolongada da ferramenta e precisão em ambientes de produção de grande volume.
Calibre traseiro
O sistema de medição do fundo é crucial para garantir a precisão dimensional nas operações de dobragem. É constituído por dedos controlados por CNC que posicionam com precisão a peça de trabalho relativamente à linha de quinagem. Os sistemas modernos de medição de costas apresentam:
Posicionamento multi-eixo (X, R, Z1, Z2) para manipulação de peças complexas
Sensores de pressão adaptáveis para compensação da espessura do material
Sistemas de medição integrados para verificação do ângulo de curvatura em tempo real
Estas características avançadas permitem resultados de quinagem consistentes em diversos tipos e espessuras de materiais.
Controlos
Os sistemas de controlo de prensas dobradeiras evoluíram significativamente, desde interfaces manuais básicas a sistemas CNC sofisticados com capacidades da Indústria 4.0. As características de controlo mais avançadas incluem:
Simulação de dobragem virtual em 3D para programação offline e deteção de colisões
Algoritmos de flexão adaptativos que compensam o retorno elástico do material
Integração com sistemas CAD/CAM para fluxos de trabalho de conceção para fabrico sem descontinuidades
Monitorização do processo em tempo real e registo de dados para garantia de qualidade e rastreabilidade
Estes controlos avançados garantem resultados de quinagem precisos e repetíveis, optimizando a eficiência da máquina e reduzindo os tempos de preparação.
Características de segurança
As prensas dobradeiras modernas incorporam sistemas de segurança abrangentes para proteger os operadores e manter a produtividade. As principais características de segurança incluem:
Sistemas AKAS (Active Knock-out Automated Safety) baseados em laser que criam zonas de segurança dinâmicas
Tapetes de segurança sensíveis à pressão que detectam a presença do operador em áreas críticas
Cortinas de luz inteligentes com capacidades de silenciamento para manuseamento de materiais
Sistemas PLC de segurança redundantes para um funcionamento à prova de falhas
Elementos de conceção ergonómica para reduzir a fadiga do operador e melhorar a visibilidade
Além disso, muitas prensas dobradeiras apresentam agora interfaces de realidade aumentada (AR) para orientação do operador e capacidades de diagnóstico remoto para manutenção e suporte melhorados.
Este sistema integrado de componentes avançados e características inteligentes garante que as prensas dobradeiras modernas proporcionam uma precisão de dobragem superior, eficiência operacional e segurança no local de trabalho nos processos de fabrico de metal.
Existem vários tipos de prensas dobradeiras, mas as mais utilizadas são as prensas dobradeiras hidráulicas de movimento descendente e as prensas dobradeiras CNC, consoante o método de classificação utilizado.
Vamos aprender mais sobre ele através dos seguintes métodos de classificação:
1. Classificados de acordo com a origem da força de flexão
As prensas dobradeiras podem ser classificadas com base no seu mecanismo de geração de força em quatro tipos principais: Travões de prensa mecânicos, pneumáticos, hidráulicos e servo-eléctricos.
(1) Travão de prensa mecânico
As prensas mecânicas utilizam um mecanismo de manivela acionado por um volante para gerar o movimento vertical do cilindro. Este sistema oferece um funcionamento a alta velocidade e é adequado para a produção de grandes volumes de peças simples. No entanto, tem uma flexibilidade limitada no ajuste do curso e no controlo da força.
(2) Travão de prensa pneumático
As prensas dobradeiras pneumáticas utilizam ar comprimido para acionar o movimento do cilindro. Estas máquinas são normalmente utilizadas para aplicações ligeiras, oferecendo tempos de ciclo rápidos e um funcionamento limpo. Embora forneçam uma força consistente ao longo do curso, a sua capacidade de dobragem é geralmente limitada em comparação com outros tipos.
As prensas dobradeiras hidráulicas utilizam cilindros hidráulicos sincronizados para mover o cilindro. Este sistema oferece um controlo de força superior, permitindo uma dobragem precisa de materiais espessos e formas complexas. Os travões hidráulicos proporcionam flexibilidade no comprimento do curso e no ajuste da velocidade, tornando-os versáteis para várias operações de dobragem.
(4) Travão de prensa servo-elétrico
As prensas dobradeiras servo-eléctricas utilizam um servo-motor para acionar um fuso de esferas ou um mecanismo de correia, aplicando força para mover o cilindro verticalmente. Estas máquinas oferecem elevada precisão, eficiência energética e capacidades de aceleração/desaceleração rápidas. São excelentes em aplicações que requerem um controlo preciso e repetibilidade, como a produção de pequenos lotes de peças complexas.
Historicamente, as prensas dobradeiras mecânicas dominavam o mercado global antes da década de 1950. No entanto, a paisagem mudou significativamente com os avanços na tecnologia hidráulica e a integração de controlos numéricos computorizados (CNC). Atualmente, as prensas dobradeiras hidráulicas tornaram-se a opção mais adoptada em todo o mundo, oferecendo um equilíbrio entre versatilidade, potência e precisão para uma vasta gama de aplicações de conformação de metais. O mercado também tem assistido a uma adoção crescente de modelos servo-eléctricos, particularmente em indústrias que exigem elevada precisão e eficiência energética.
2. Classificados por operação
Numa outra perspetiva, as prensas dobradeiras podem ser classificadas em três tipos principais: Travões de prensa manuais, travões de prensa hidráulicos e travões de prensa CNC.
(1) Travão de prensa manual
As prensas dobradeiras manuais, também conhecidas como prensas para chapas metálicas, são o tipo mais básico e tradicional de prensas dobradeiras. Requerem o ajuste manual das dimensões e ângulos de dobragem durante o funcionamento.
Os principais componentes de uma prensa dobradeira manual incluem:
Mesa de trabalho: A superfície sobre a qual a peça de trabalho é colocada
Suportes: Constituídos por uma base e uma placa de pressão
Placa de fixação: Utilizada para fixar a peça de trabalho no sítio
A operação de uma prensa dobradeira manual exige mais habilidade e atenção do que outros tipos. Os operadores devem definir e verificar cuidadosamente os parâmetros de dobragem antes de iniciar a produção em massa. Após a conclusão de um lote, é necessário reajustar as dimensões e os ângulos de quinagem para os ciclos de produção subsequentes.
(2) Travão de prensa hidráulico
As prensas dobradeiras hidráulicas utilizam princípios hidráulicos para gerar uma força substancial para a manipulação de materiais. Estas máquinas oferecem várias vantagens em relação às prensas dobradeiras mecânicas:
Controlo preciso: A força de flexão é proporcional ao fluido hidráulico bombeado, permitindo uma regulação precisa da pressão
Versatilidade: Adequado para uma vasta gama de espessuras e tipos de materiais
Força consistente: Mantém a pressão constante durante todo o curso
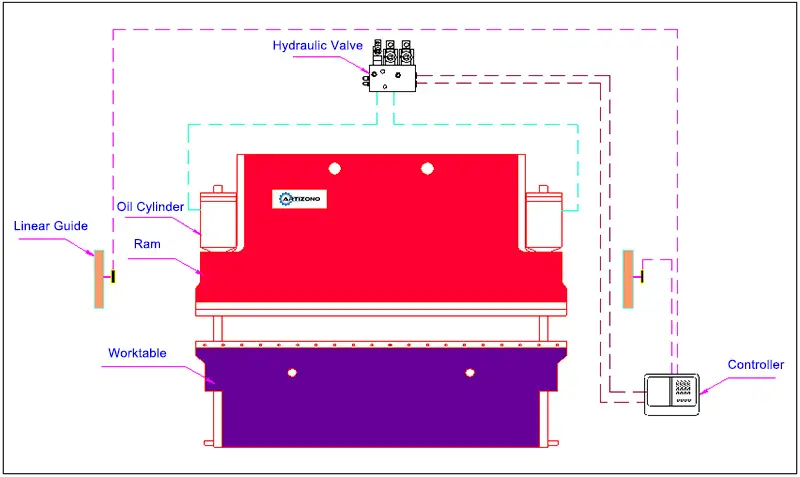
Os componentes principais de uma prensa dobradeira hidráulica incluem:
Carneiro: A parte móvel que aplica força à peça de trabalho
Bomba hidráulica: Gera pressão no fluido hidráulico
Cilindros hidráulicos: Convertem a pressão do fluido em movimento linear
Válvulas de controlo: Regulam o fluxo e a pressão do fluido
(3) Travão de prensa CNC
As prensas dobradeiras CNC (Controlo Numérico Computadorizado) representam a categoria mais avançada, oferecendo alta precisão, eficiência e automação. As principais características incluem:
Sistema servo electro-hidráulico: Assegura o controlo preciso e a sincronização dos cilindros hidráulicos
Controlo em circuito fechado: Utiliza réguas de grelha (codificadores lineares) para feedback de posição em tempo real
Medidor de retorno multi-eixo: Tipicamente até 6 eixos para posicionamento de peças complexas
Sistema de coroamento automático: Compensa a deflexão do feixe, assegurando ângulos de curvatura consistentes
Interface de fácil utilização: Permite aos operadores introduzir facilmente os parâmetros de curvatura
Principais componentes de uma prensa dobradeira CNC:
Estrutura da máquina: Fornece integridade estrutural
Carneiro: A viga móvel que segura a ferramenta superior
Bancada de trabalho: Suporta a ferramenta inferior e a peça de trabalho
Controlador CNC: Gere todas as funções e programação da máquina
Sistema de deteção de posição: Monitoriza a posição do êmbolo e o movimento do calibre traseiro
Sistema de controlo elétrico: Coordena todos os componentes eléctricos
Características avançadas das prensas dobradeiras CNC modernas:
Sistemas de troca automática de ferramentas: Reduzir o tempo de preparação entre trabalhos
Software de simulação 3D: Permite a programação offline e a deteção de colisões
Conectividade com a Internet das Coisas (IoT): Permite a monitorização remota e a manutenção preditiva
Sistemas energeticamente eficientes: Incorporar modos de poupança de energia e accionamentos regenerativos
As prensas dobradeiras CNC aumentam significativamente a produtividade, automatizando o processo de dobragem, reduzindo a intervenção do operador e mantendo uma elevada precisão em grandes séries de produção. A integração de sistemas de controlo avançados e de componentes de alta qualidade de fabricantes de renome garante um desempenho e uma fiabilidade excepcionais no fabrico de chapas metálicas.
3. Classificados por sincronização
Classificadas por sincronização, as prensas dobradeiras hidráulicas podem ser categorizadas em três tipos principais, cada um oferecendo vantagens distintas em termos de precisão, controlo e eficiência:
1. Prensa sincrónica de torção
Este tipo utiliza um sistema de barra de torção para manter a sincronização entre o cilindro e a base. A barra de torção liga mecanicamente ambos os lados da máquina, assegurando um movimento paralelo e uma distribuição consistente da força de flexão. Este design é particularmente eficaz para máquinas mais longas e oferece:
Elevada precisão na consistência do ângulo de curvatura ao longo da peça de trabalho
Sensibilidade reduzida a uma distribuição desigual da carga
Simplicidade mecânica, o que leva a uma menor necessidade de manutenção
2. Prensa sincronizadora electro-hidráulica Utilizando controlos electrónicos avançados e sistemas hidráulicos de precisão, este tipo oferece uma sincronização e adaptabilidade superiores. As principais características incluem:
Monitorização e ajuste da posição em tempo real através de codificadores lineares ou sistemas laser
Capacidade de compensar a deflexão e manter um paralelismo preciso do êmbolo
Sequências de dobragem programáveis para peças complexas
Eficiência energética melhorada através da utilização optimizada da potência hidráulica
3. Prensa dobradeira híbrida Combinando os melhores aspectos dos sistemas hidráulicos e eléctricos, as prensas de travões híbridas oferecem:
Velocidades de aproximação e retorno rápidas típicas das máquinas eléctricas
Capacidades de elevada tonelagem dos sistemas hidráulicos
Eficiência energética melhorada, com energia a pedido
Redução do volume de óleo, conduzindo a menores custos de manutenção e impacto ambiental
Controlo preciso da força de flexão e da velocidade ao longo do curso
Cada tipo de sistema de sincronização tem os seus próprios méritos e a escolha depende de factores como a precisão necessária, o volume de produção, considerações de eficiência energética e exigências específicas da aplicação. Os sistemas CNC modernos melhoram ainda mais as capacidades destas máquinas, permitindo a dobragem adaptativa, a monitorização do processo em tempo real e a integração com as tecnologias da Indústria 4.0.
4. Classificados por movimento
As prensas dobradeiras hidráulicas podem ser classificadas com base na sua direção de movimento principal durante a operação de dobragem:
1. Prensa dobradeira de ação ascendente:
Nesta configuração, a viga inferior (base) permanece estacionária enquanto a viga superior (carneiro) se move para cima para realizar a ação de dobragem. A peça de trabalho é posicionada na matriz inferior, e a matriz superior, ligada ao cilindro, move-se para cima para criar a dobra. Esta conceção oferece várias vantagens:
Melhor visibilidade para o operador e manuseamento mais fácil do material, especialmente para peças maiores
Maior segurança, uma vez que a parte móvel está acima da área de trabalho
Mais adequado para aplicações pesadas e máquinas de maior capacidade
2. Prensa dobradeira de ação descendente:
Este tipo apresenta uma viga superior fixa enquanto a viga inferior se desloca para cima para executar o processo de quinagem. A peça de trabalho é colocada na matriz inferior móvel, que se eleva para se encontrar com a matriz superior fixa. As principais vantagens incluem:
Altura total da máquina reduzida, tornando-a adequada para instalações com espaço vertical limitado
Tempos de ciclo potencialmente mais rápidos devido à menor inércia dos componentes móveis
Frequentemente mais eficiente em termos energéticos, especialmente para materiais de calibre mais leve e peças mais pequenas
A escolha entre prensas dobradeiras de efeito ascendente e de efeito descendente depende de factores como:
Espaço disponível no chão e altura do teto
Tamanho e peso típicos da peça de trabalho
Força de flexão e precisão necessárias
Considerações sobre a ergonomia e a segurança do operador
Requisitos de eficiência energética
As modernas concepções de prensas dobradeiras hidráulicas podem também incorporar sistemas híbridos que combinam elementos de movimentos ascendentes e descendentes para otimizar o desempenho de aplicações específicas.
Princípio de funcionamento da máquina de prensagem a travão
Princípio de funcionamento da máquina de prensagem a travão
Como funciona um travão de prensa hidráulico?
Uma prensa dobradeira hidráulica funciona utilizando o movimento sincronizado do punção e da matriz, montados nas mesas de trabalho superior e inferior, respetivamente, para obter uma dobragem precisa da chapa metálica através de um sofisticado sistema de transmissão hidráulica.
Uma explicação mais completa:
As prensas dobradeiras hidráulicas modernas integram tecnologia de controlo numérico avançado (CNC), sistemas servo e sistemas hidráulicos de alta precisão para garantir operações de dobragem precisas e repetíveis.
A funcionalidade central da máquina gira em torno da extensão e retração controladas dos cilindros hidráulicos esquerdo e direito. Este movimento é orquestrado pelo sistema CNC, que regula a ação das válvulas proporcionais para acionar o cilindro (viga superior) verticalmente com elevada precisão.
Para conseguir um movimento síncrono do cilindro, o sistema utiliza um mecanismo de controlo em circuito fechado. Este envolve feedback em tempo real de codificadores lineares ou escalas de grelha de alta resolução, combinado com um controlo preciso do fluxo através de válvulas proporcionais servo-operadas. O sistema CNC ajusta continuamente o caudal hidráulico para manter o paralelismo e atingir o ângulo de curvatura desejado.
A interface homem-máquina (HMI) do sistema CNC fornece um ecrã tátil de fácil utilização para programar, monitorizar e simular o processo de quinagem. Esta interface permite aos operadores introduzir geometrias complexas de peças, visualizar a sequência de quinagem e efetuar ajustes em tempo real, se necessário.
Cada cilindro hidráulico está equipado com um circuito de controlo independente, com uma servo-válvula dedicada e uma válvula de enchimento. Esta configuração permite micro-ajustes da posição do cilindro, assegurando uma distribuição óptima da pressão sobre a peça e compensando qualquer deflexão na estrutura da máquina.
O controlador CNC gera sinais digitais que são convertidos em comandos hidráulicos analógicos através de servo-válvulas de resposta elevada. Estas válvulas modulam o fluxo de óleo com uma precisão excecional, permitindo um controlo preciso da posição, da velocidade e da força aplicada do cilindro ao longo do ciclo de quinagem.
As prensas dobradeiras avançadas também incorporam tecnologia de dobragem adaptativa. Ao monitorizar continuamente o ângulo de quinagem em tempo real, utilizando sensores ou sistemas de visão, a máquina pode ajustar automaticamente a posição do cilindro para compensar o retorno elástico do material, variações na espessura da chapa ou alterações nas propriedades do material.
Este sofisticado sistema de controlo permite que a prensa dobradeira realize dobras complexas e multi-ângulo numa única operação, aumentando significativamente a produtividade e a qualidade das peças. Além disso, permite a integração de características automatizadas, tais como o coroamento dinâmico (ajuste automático do feixe inferior para compensar a deflexão) e sistemas automatizados de troca de ferramentas, simplificando ainda mais o processo de dobragem.
Diagrama do princípio de funcionamento da prensa hidráulica
(1) Versatilidade para pequenos lotes e produção diversificada:
A prensa dobradeira oferece uma flexibilidade excecional com um único conjunto de punção e matriz, permitindo a produção de uma vasta gama de materiais e peças. Esta versatilidade torna-a ideal para o fabrico de pequenos lotes e para o manuseamento eficiente de diversas linhas de produtos.
(2) Matrizes de dobragem rentáveis e duradouras:
As matrizes de prensa dobradeira são extremamente económicas, com cada conjunto a custar normalmente apenas alguns milhares de yuan. O processo de fabrico simples elimina a necessidade de ensaios iterativos, reduzindo os custos iniciais das ferramentas. Além disso, a longevidade destas matrizes, muitas vezes superior a 10 anos, reduz significativamente o custo global de propriedade e de substituição de ferramentas.
(3) Capacidade para produzir peças complexas em forma de "S" e "U":
Enquanto os processos de estampagem se debatem com peças em forma de "U" devido ao retorno elástico do material e a problemas de encaixe do punção, a prensa dobradeira destaca-se nesta área. Ao utilizar múltiplas operações de dobragem, pode formar com precisão formas complexas em "S" e "U", ultrapassando as limitações dos métodos de estampagem tradicionais.
(4) Ótimo para a criação de protótipos de novos produtos:
A adaptabilidade da prensa dobradeira permite a produção de peças com diferentes formas, tamanhos e ângulos, utilizando um único conjunto de ferramentas. Esta caraterística é inestimável para a criação de protótipos e para a produção em pequena escala de novos produtos, eliminando a necessidade de ferramentas dedicadas dispendiosas durante a fase de desenvolvimento.
(5) Conformação de precisão de formas poligonais com várias curvas:
As máquinas de prensagem avançadas podem produzir peças complexas com várias dobras e diferentes alturas de arestas, controlando com precisão o posicionamento do material e os ângulos de dobragem. Esta capacidade permite a criação de formas poligonais complexas com elevada precisão e repetibilidade.
(6) Compensação da deformação para peças longas:
Ao dobrar peças longas, os métodos tradicionais resultam frequentemente em ângulos inconsistentes entre o meio e as extremidades devido à deflexão do feixe. As prensas dobradeiras modernas incorporam sistemas sofisticados de compensação de deflexão que ajustam automaticamente o ângulo de dobragem ao longo do comprimento da peça de trabalho. Esta caraterística assegura curvas rectas e uniformes, reduz os ajustes manuais e melhora significativamente a qualidade e a eficiência da produção de peças longas.
Desvantagens da prensa dobradeira
(1) Limitações da espessura do material:
Embora as prensas dobradeiras possam lidar com uma vasta gama de espessuras de materiais, há limites práticos a considerar. Geralmente, os materiais até 50 mm de espessura podem ser dobrados eficazmente, mas as espessuras superiores requerem uma força de dobragem substancial. A maioria das prensas dobradeiras industriais tem capacidades que variam entre 80t e 400t, o que pode ser insuficiente para materiais extremamente espessos ou ligas de alta resistência.
(2) Potencial de fratura do material:
O processo de dobragem pode induzir concentrações de tensão nas arestas e cantos, particularmente em materiais com rebarbas pré-existentes ou camadas de óxido. Estas concentrações de tensão podem levar a fissuras ou fracturas durante a conformação, comprometendo potencialmente a qualidade do produto e aumentando as taxas de refugo. A preparação adequada do material e a seleção de ferramentas são cruciais para mitigar este risco.
(3) Desafios de indentação da superfície:
A indentação é uma preocupação de qualidade comum nas operações de prensagem. A seleção de matrizes de quinagem inadequadas ou a utilização de conjuntos de matrizes inadequados pode resultar em marcas de superfície inevitáveis. Nos casos em que o acabamento da superfície é crítico, pode ser necessário um pós-processamento adicional, como a retificação. Isto não só aumenta o tempo e o custo de produção, como também requer uma monitorização cuidadosa da espessura final da peça para garantir a precisão dimensional.
(4) Deslizamento do material durante a enformação:
Certos materiais, particularmente aqueles com formas irregulares ou com baixos coeficientes de atrito, podem ser propensos a escorregar durante o processo de dobragem. Enquanto os materiais quadrados geralmente mantêm a estabilidade, as peças irregulares podem deslocar-se, resultando em dobras fora das especificações. Esta questão requer uma fixação cuidadosa e, potencialmente, a utilização de ferramentas antiderrapantes especializadas para garantir resultados consistentes e de alta qualidade.
Passos básicos para a utilização de uma prensa dobradeira
Preparação: Antes de operar a prensa dobradeira, realizar uma inspeção completa antes da operação. Assegurar que todos os sistemas de segurança, incluindo cortinas de luz e paragens de emergência, estão funcionais. Verificar se o sistema hidráulico não tem fugas e se a pressão é a ideal. Reunir todos os materiais, ferramentas e equipamento de proteção individual (EPI) necessários. Inspecionar a máquina para detetar quaisquer sinais de desgaste ou danos, particularmente nas superfícies do cilindro, da base e das ferramentas.
Configuração: Ajustar com exatidão o sistema de calibre traseiro para obter locais de dobragem precisos. Selecionar e instalar a combinação adequada de punção superior e matriz inferior com base na espessura do material e no raio de curvatura desejado. Definir o comprimento e a velocidade do curso do cilindro para corresponder aos requisitos da peça de trabalho. Programar o sistema de controlo CNC com a sequência e os parâmetros de dobragem correctos, se aplicável.
Colocação do material: Posicionar a folha de metal na matriz inferior, assegurando que fica nivelada contra os dedos do calibre posterior. Para peças grandes ou difíceis de manusear, utilize auxiliares de manuseamento de material para evitar o esforço do operador. Alinhe a linha de dobragem precisamente com a linha central da abertura em V da matriz. Para peças complexas, utilize marcadores de dobragem ou sistemas de projeção a laser para garantir um posicionamento preciso.
Dobrar: Iniciar o ciclo de quinagem, mantendo uma aplicação de pressão controlada e constante. Monitorize a progressão do ângulo de quinagem utilizando sistemas digitais de medição de ângulos ou transferidores de ângulos para efetuar ajustes em tempo real. Para dobrar com ar, tenha em conta o retorno elástico do material, dobrando ligeiramente em excesso. Nas operações de dobragem de fundo, assegure o contacto total entre as superfícies do punção e da matriz para obter resultados consistentes.
Inspeção final: Remover cuidadosamente o componente dobrado, evitando quaisquer riscos ou deformações na superfície. Efetuar um controlo de qualidade completo, incluindo a verificação do ângulo de curvatura utilizando ferramentas de medição de precisão. Avalie a precisão dimensional da peça, a consistência da dobragem ao longo do seu comprimento e a ausência de defeitos como fissuras ou desbaste excessivo no raio de dobragem. Para componentes críticos, efetuar ensaios não destrutivos para garantir a integridade estrutural interna.
Conselhos de segurança
Utilize equipamento de proteção individual (EPI) adequado: Utilize sempre óculos de segurança com protecções laterais, luvas resistentes a cortes, sapatos de segurança com biqueira de aço e proteção auditiva. Para operações com muito ruído, considere a possibilidade de utilizar proteção auditiva dupla (tampões para os ouvidos e protectores de ouvidos).
Manter um espaço de trabalho limpo e organizado: Manter a área em redor da prensa dobradeira livre de detritos, derrames de óleo e ferramentas desnecessárias. Implementar um sistema 5S (Sort, Set in order, Shine, Standardize, Sustain) para garantir uma óptima organização e segurança.
Nunca contornar ou adulterar as características de segurança: As prensas de travões estão equipadas com mecanismos de segurança cruciais, tais como cortinas de luz, controlos bimanuais, pedais com protecções e botões de paragem de emergência. Teste regularmente estas características e comunique imediatamente quaisquer avarias. A desativação de dispositivos de segurança é estritamente proibida e pode provocar ferimentos graves.
Estar atento aos pontos de aperto e às zonas de esmagamento: Identificar e marcar todas as áreas de perigo potencial. Mantenha as mãos, os dedos e os membros afastados do espaço da matriz, do êmbolo e do calibre traseiro durante o funcionamento. Utilizar dispositivos de alimentação mecânica ou ferramentas manuais corretamente concebidas para a manipulação de peças pequenas, sempre que possível.
Implementar um programa de manutenção abrangente: Realize inspecções visuais diárias e siga um programa de manutenção preventiva de acordo com as orientações do fabricante. Preste especial atenção aos sistemas hidráulicos, componentes eléctricos e ligações mecânicas. Documentar todas as actividades de manutenção e resolver prontamente quaisquer irregularidades.
Assegurar a formação e certificação adequadas: Somente permitir que pessoal treinado e autorizado opere a prensa dobradeira. Implementar um programa de formação estruturado que abranja a operação da máquina, procedimentos de segurança e protocolos de emergência. Avaliar regularmente a competência do operador e fornecer cursos de atualização.
Utilizar técnicas correctas de movimentação de materiais: Utilizar dispositivos de elevação mecânica para peças de trabalho pesadas ou incómodas. Quando for necessário o manuseamento manual, utilize técnicas de elevação correctas e a elevação em equipa para peças maiores. Considerar a conceção ergonómica do posto de trabalho para reduzir a fadiga e a tensão do operador.
Implementar procedimentos de bloqueio/etiquetagem: Antes de qualquer manutenção ou mudança de matriz, siga os procedimentos de bloqueio/etiquetagem adequados para isolar todas as fontes de energia. Isto inclui energia eléctrica, hidráulica, pneumática e potencial em molas ou contrapesos.
Conselhos para um funcionamento eficaz
Seleção de materiais
A seleção do material ideal para operações de prensagem é fundamental para alcançar os resultados desejados. Considere as principais propriedades do material, como o limite de elasticidade, a resistência à tração e o alongamento, uma vez que estas têm um impacto direto na formabilidade e no comportamento do retorno elástico. Avalie o fator K do material e a tolerância de dobragem para calcular com precisão as deduções de dobragem. É crucial fazer corresponder as especificações do material à capacidade de tonelagem da prensa dobradeira e às limitações das ferramentas. Para materiais de alta resistência, como os aços avançados de alta resistência (AHSS), certifique-se de que a sua máquina pode gerar força suficiente sem comprometer a segurança ou a precisão.
Configuração e manutenção adequadas
Uma prensa dobradeira com manutenção meticulosa é fundamental para uma dobragem consistente e de alta qualidade. Implemente um programa de manutenção preventiva abrangente, incluindo a inspeção regular dos sistemas hidráulicos, do paralelismo do cilindro e do estado das ferramentas. Utilizar ferramentas de alinhamento de precisão para garantir o alinhamento perfeito das ferramentas e minimizar o desgaste. Mantenha o software do controlador CNC da máquina atualizado para tirar partido das mais recentes funcionalidades e optimizações. Ao configurar, selecionar combinações adequadas de punção e matriz com base na espessura do material e no raio de curvatura pretendido. Verificar a exatidão do calibre traseiro utilizando blocos de calibre calibrados para manter a precisão dimensional em todos os ciclos de produção.
Melhores práticas para dobragem
Utilize estas técnicas avançadas para elevar a qualidade e a eficiência das operações de prensagem:
Compreender o processo de dobragem: Dominar vários métodos de dobragem, tais como dobragem por ar, bottoming, coining e hemming. Utilizar software de análise de elementos finitos (FEA) para simular dobras complexas e prever o retorno elástico, especialmente para materiais difíceis ou tolerâncias apertadas.
Programar sequências de dobragem: Optimize as sequências de dobragem utilizando software CAM avançado para minimizar o manuseamento e maximizar a eficiência. Considere factores como a geometria da peça, as propriedades do material e as restrições das ferramentas ao planear as sequências. Implemente estratégias de encaixe para dobragem de várias peças para reduzir o desperdício de material e os tempos de configuração.
Manuseamento correto do material: Utilizar sistemas automatizados de manuseamento de materiais ou auxiliares de elevação ergonómicos para garantir um posicionamento consistente e reduzir a fadiga do operador. Implementar técnicas precisas de posicionamento de peças em bruto, como a utilização de paragens programáveis ou sistemas de visão, para garantir a precisão da localização da dobra. Para peças grandes ou difíceis de manusear, utilize braços de suporte ou seguidores de folhas para manter o material plano e evitar distorções.
Utilização de controlos de processo: Integrar sistemas de medição de ângulos em tempo real, tais como sensores tácteis ou baseados em laser, para fornecer feedback em circuito fechado para correcções de ângulos de dobragem. Implementar controlos avançados de prensas dobradoras com tecnologia de dobragem adaptável para compensar automaticamente as variações de material e o desgaste das ferramentas. Utilizar o registo de dados e o controlo estatístico do processo (SPC) para acompanhar as tendências de qualidade da dobragem e identificar oportunidades de melhoria contínua.
Especificações da prensa dobradeira
As especificações de uma máquina de prensagem a frio englobam parâmetros dimensionais e de desempenho críticos que influenciam diretamente as suas capacidades e adequação a tarefas específicas de conformação de metais. Os principais aspectos incluem:
1. Pressão nominal: expressa em toneladas ou kN, indica a força máxima de flexão que a máquina pode exercer.
2. Dimensões da bancada de trabalho: Comprimento e altura da superfície de trabalho, crucial para acomodar vários tamanhos de peças de trabalho.
3. Características do carneiro:
Curso: A distância de deslocação vertical do cilindro.
Altura máxima de abertura: Espaço livre entre o aríete e a cama na abertura total.
Ajuste do curso: Gama de regulação fina para um controlo preciso da curvatura.
4. Características estruturais:
Espaçamento entre colunas: Distância entre os quadros laterais, que afecta a capacidade da largura da peça de trabalho.
Profundidade da garganta: Espaço horizontal desde a frente da máquina até à linha central de pressão.
5. Parâmetros operacionais:
Velocidade do aríete: Normalmente indicada em mm/s para as velocidades de aproximação, trabalho e retorno.
Potência do motor principal: Normalmente em kW, indica o consumo de energia e a capacidade da máquina.
Sistema hidráulico: Capacidade da bomba de óleo e pressão máxima do sistema, cruciais para a geração de força e controlo.
6. Área útil da máquina: Dimensões gerais para planeamento da instalação e atribuição de espaço de trabalho.
7. Sistema de controlo: Tipo e capacidades da interface de controlo CNC ou manual.
8. Compatibilidade de ferramentas: Informações sobre sistemas de fixação de ferramentas e conjuntos de matrizes compatíveis.
É crucial notar que as especificações podem variar significativamente entre fabricantes e modelos. Ao selecionar uma prensa dobradeira, é essencial uma comparação exaustiva destes parâmetros para garantir o alinhamento com os seus requisitos específicos de dobragem, tipos de materiais e volumes de produção. Além disso, considere factores como as tolerâncias de precisão, a eficiência energética e as características de segurança disponíveis para tomar uma decisão informada que optimize as suas operações de conformação de metal.
As prensas de travagem são ferramentas indispensáveis no fabrico moderno de metal, encontrando uma aplicação generalizada em vários sectores industriais. Estas máquinas versáteis são amplamente utilizadas na produção de energia, sistemas de transporte, fabrico de automóveis, construção de maquinaria geral, processos metalúrgicos, operações de construção naval, engenharia aeroespacial, fabrico de equipamento de defesa, produção de maquinaria agrícola, fabrico de equipamento petrolífero e indústrias de produção de energia.
No sector da energia, as prensas dobradeiras são cruciais para a formação de componentes de torres de turbinas eólicas, estruturas de painéis solares e equipamento de fracturação hidráulica. A indústria dos transportes depende das prensas dobradeiras para moldar componentes de chassis, painéis de carroçaria e elementos estruturais para comboios, autocarros e veículos comerciais. Os fabricantes de automóveis utilizam estas máquinas para produzir peças de carroçaria precisas, estruturas de reforço e suportes complexos.
Os sectores da maquinaria e da metalurgia utilizam as prensas dobradeiras para criar várias caixas de equipamento, sistemas de transporte e estruturas para trabalhos pesados. Na construção naval, as prensas dobradeiras são essenciais para a formação de chapas de casco, anteparas e estruturas de convés. A indústria da aviação depende destas máquinas para moldar painéis de fuselagem de aeronaves, componentes de asas e peças aeroespaciais complexas que exigem elevada precisão e integridade do material.
As aplicações militares incluem a produção de componentes para veículos blindados, caixas para sistemas de armas e caixas para equipamentos especializados. Na maquinaria agrícola, as prensas de travagem são utilizadas para formar painéis de carroçaria de tractores, estruturas de alfaias e componentes de ceifeiras. A indústria petrolífera emprega estas máquinas no fabrico de tanques de armazenamento, acessórios para condutas e estruturas de plataformas offshore. As instalações de produção de energia dependem das prensas de travagem para o fabrico de caixas de turbinas, componentes de geradores e caixas de comutadores.
A versatilidade das prensas dobradeiras, combinada com a sua capacidade de trabalhar com uma vasta gama de materiais e espessuras, torna-as indispensáveis nestas diversas indústrias. A sua capacidade de produzir curvas complexas, manter tolerâncias apertadas e adaptar-se a várias escalas de produção contribui significativamente para a eficiência e qualidade dos processos modernos de fabrico industrial.
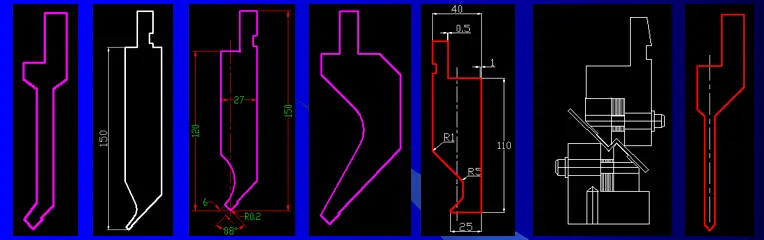
A ferramenta de prensagem é um componente crítico das máquinas de prensagem que garante precisão, qualidade e repetibilidade nas operações de dobragem de chapas metálicas. Compreende dois elementos principais: o punção (ferramenta superior) e a matriz (ferramenta inferior), que trabalham em conjunto para moldar chapas ou placas de metal nas formas pretendidas.
Estas ferramentas são normalmente fabricadas a partir de materiais de elevada resistência, como o aço para ferramentas, frequentemente tratado termicamente para obter uma dureza e resistência ao desgaste óptimas. Os materiais mais comuns incluem D2, M2 ou aços para ferramentas de primeira qualidade, como o Toolox 44, seleccionados pela sua capacidade de suportar pressões elevadas, resistir à deformação e manter a estabilidade dimensional sob utilização repetida.
As ferramentas de prensa dobradeira estão disponíveis numa vasta gama de perfis, tamanhos e configurações para acomodar várias aplicações de dobragem, espessuras de material e requisitos geométricos. Os perfis padrão incluem matrizes em V, punções gooseneck, ferramentas de ângulo agudo e ferramentas de bainha, entre outros. A geometria da matriz desempenha um papel crucial na determinação do ângulo de dobragem final, com aberturas em V que variam entre 6° e 120° para se adaptarem a diferentes necessidades de dobragem.
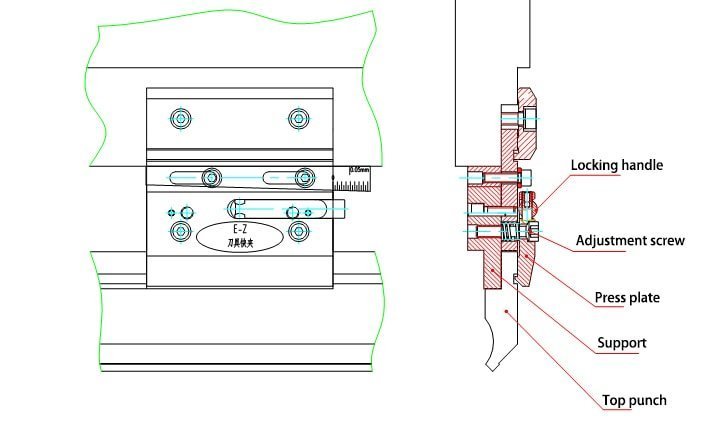
Os principais componentes das ferramentas de prensagem incluem:
Punção: A ferramenta superior que aplica força na peça de trabalho.
Matriz: A ferramenta inferior que suporta a peça de trabalho e determina o perfil de curvatura.
Suportes: Montar firmemente o punção e a matriz na prensa dobradeira.
Adaptadores: Permitem o ajuste da altura da ferramenta e a compatibilidade entre diferentes sistemas.
Características de segurança: Por exemplo, as linguetas de segurança impedem a queda das ferramentas.
As ferramentas de prensagem modernas incorporam frequentemente características avançadas, como superfícies retificadas com precisão, tratamentos de nitreto para maior durabilidade e perfis maquinados em CNC para um desempenho ideal. Alguns sistemas também utilizam mecanismos de troca rápida para reduzir os tempos de configuração e aumentar a produtividade.
A seleção de ferramentas adequadas é fundamental para alcançar os ângulos de curvatura desejados, manter a precisão das peças e assegurar operações eficientes de prensagem. Factores como as propriedades do material, o raio de curvatura, o comprimento da flange e a tonelagem necessária devem ser cuidadosamente considerados ao escolher as ferramentas de prensagem para aplicações específicas.
Punções
Os punções, também conhecidos como ferramenta superior ou matriz macho, são fixados ao cilindro da prensa dobradeira. Estes componentes de engenharia de precisão exercem uma força controlada sobre a peça de trabalho, conduzindo-a para dentro da matriz para criar a dobra desejada. Os punções estão disponíveis numa gama diversificada de geometrias e dimensões, adaptados a requisitos específicos de dobragem e propriedades dos materiais. Os principais tipos de punção incluem:
Punções rectos: Utilizados para curvas simples com raios maiores, oferecendo versatilidade em várias aplicações.
Punções Gooseneck: Concebidos para produzir curvas de ângulos agudos e canais em forma de U, apresentam uma ponta alargada para melhorar o acesso e reduzir a interferência.
Punções de bainha: Ferramentas especializadas concebidas para criar arestas planas e dobradas através da dobragem da chapa metálica num ângulo contínuo, frequentemente utilizadas no fabrico de automóveis e electrodomésticos.
Punções rotativos: Ferramentas ajustáveis que podem ser rodadas para ângulos diferentes, permitindo vários perfis de dobragem com uma única ferramenta, aumentando a flexibilidade e reduzindo o tempo de configuração.
Morre
As matrizes, também designadas por ferramenta inferior ou matriz fêmea, são posicionadas na base da prensa dobradeira. Proporcionam uma cavidade ou ranhura de forma precisa que complementa a geometria do punção e acomoda o material durante o processo de quinagem. A interação entre o punção e a matriz é fundamental para obter curvas precisas e consistentes. As configurações comuns de matrizes incluem:
Caçonetes em forma de V: A opção mais versátil, adequada para uma vasta gama de materiais e espessuras. Disponível em vários ângulos (normalmente 30°, 60° ou 90°) para acomodar diferentes requisitos de dobragem.
Matrizes em forma de U: Utilizadas para formar canais, calhas e formas flangeadas. O raio do fundo em U pode ser personalizado para atingir requisitos de perfil específicos.
Matrizes de desvio: Concebidas para criar curvas complexas em forma de Z ou curvas duplas numa única operação, melhorando a eficiência na produção de peças com várias curvas.
Matrizes em V ajustáveis: Apresentam placas laterais móveis que permitem alterar a largura da abertura em V, proporcionando flexibilidade para acomodar várias espessuras de material e ângulos de dobragem com uma única ferramenta.
A seleção de combinações adequadas de punções e matrizes é fundamental para obter resultados de dobragem óptimos. Os factores que influenciam a escolha das ferramentas incluem a composição e as propriedades do material, a espessura da chapa, o raio de curvatura pretendido, o ângulo de curvatura necessário, a capacidade de tonelagem da prensa dobradeira e o volume de produção. Além disso, devem ser avaliadas considerações como a resistência ao desgaste da ferramenta, os requisitos de acabamento da superfície e o potencial de retorno elástico.
A gestão adequada das ferramentas, incluindo a inspeção regular, a manutenção e o alinhamento preciso, é crucial para garantir uma qualidade de dobragem consistente, prolongar a vida útil das ferramentas e maximizar a eficiência da produção. Os sistemas avançados de armazenamento de ferramentas e os mecanismos de troca rápida podem reduzir significativamente os tempos de preparação e aumentar a produtividade geral da prensa dobradeira.
Ao considerar a aquisição de uma prensa dobradeira, identificar o fabricante mais adequado é crucial para garantir um desempenho e fiabilidade ideais nas suas operações de conformação de metal. A seguinte classificação dos fabricantes de prensas dobradeiras foi concebida para o orientar na seleção de um fornecedor que se alinhe com as suas necessidades específicas de fabrico, volume de produção e restrições orçamentais.
Amada: Reconhecida pelas suas inovadoras prensas dobradeiras CNC com características avançadas de automação.
Trumpf: Oferece prensas dobradeiras de alta precisão com tecnologia de dobragem sofisticada.
Bystronic: Conhecida pelas suas prensas dobradeiras energeticamente eficientes com interfaces de fácil utilização.
LVD: Fornece uma vasta gama de prensas dobradeiras, desde modelos básicos a modelos topo de gama.
Ermaksan: Oferece soluções económicas sem comprometer a qualidade.
Durma: Especializada em prensas dobradeiras para aplicações exigentes.
Safan Darley: Centra-se no design ergonómico e nas capacidades de dobragem a alta velocidade.
AccurPress: Conhecida por máquinas robustas adaptadas aos mercados norte-americanos.
Cincinnati: Oferece prensas de travões mecânicas e hidráulicas com uma reputação de longa data.
Baykal: Fornece uma gama diversificada de prensas dobradeiras adequadas a várias necessidades da indústria.
Cada fabricante tem os seus pontos fortes, quer seja em termos de inovação tecnológica, precisão, eficiência energética ou relação custo-eficácia. Ao avaliar estas opções, considere factores como:
Capacidade de tonelagem e requisitos de comprimento da cama
Sofisticação do sistema de controlo e facilidade de utilização
Compatibilidade e disponibilidade de ferramentas
Assistência pós-venda e rede de serviços
Capacidades de integração com sistemas de fluxo de trabalho existentes
Custo total de propriedade, incluindo consumo de energia e manutenção
Num futuro próximo, planeamos complementar esta lista com análises abrangentes das ofertas de prensas dobradeiras de cada fabricante. Estas análises fornecerão uma análise aprofundada das métricas de desempenho, experiências do utilizador e propostas de valor para o ajudar a tomar uma decisão informada.
Lista de verificação da manutenção da prensa dobradeira
Antes de efetuar a manutenção ou a limpeza da máquina de prensagem, alinhar o punção superior com a matriz inferior e, em seguida, desligar e bloquear a máquina até o trabalho estar concluído.
Se for necessária a ativação da máquina para a resolução de problemas ou ajustes, utilize o modo jog e siga todos os protocolos de segurança.
Lista de verificação da manutenção do travão de prensa:
Sistema hidráulico
Efetuar inspecções semanais dos níveis de óleo nos reservatórios. Reabastecer com o óleo hidráulico especificado se o nível descer abaixo do visor.
Utilize apenas fluido hidráulico ISO HM46 ou Mobil DTE25, ou equivalente, conforme recomendado pelo fabricante.
Para prensas de travões novas, efetuar a primeira mudança de óleo após 2000 horas de funcionamento. Subsequentemente, mudar o óleo a cada 4.000 a 6.000 horas ou anualmente, o que ocorrer primeiro. Limpar bem o reservatório durante cada mudança de óleo.
Manter a temperatura do óleo do sistema entre 35°C e 60°C, não excedendo os 70°C. Temperaturas mais elevadas aceleram a degradação do óleo e podem danificar os componentes hidráulicos.
Monitorizar o estado do óleo. Se o óleo parecer turvo, descolorido ou contiver partículas visíveis, considere a possibilidade de o substituir mais cedo.
Filtragem
Substituir ou limpar cuidadosamente os filtros durante cada mudança de óleo.
Substituir imediatamente os filtros se houver alarmes relacionados, contaminação visível do óleo ou quedas de pressão invulgares no filtro.
Limpe o filtro do respirador de ar do reservatório trimestralmente. Substituir anualmente ou com maior frequência em ambientes com muito pó.
Componentes hidráulicos
Efectue uma limpeza externa mensal dos componentes hidráulicos, incluindo colectores, válvulas, motores, bombas e mangueiras. Utilize panos que não larguem pêlos e evite solventes agressivos.
Após um mês de funcionamento, inspecionar os tubos flexíveis quanto a deformações ou desgaste nos pontos de dobragem e nos pontos de ligação. Substituir se necessário.
Após dois meses, com o sistema totalmente despressurizado e bloqueado, verifique sistematicamente e aperte todas as ligações hidráulicas de acordo com as especificações do fabricante.
Inspecionar regularmente os cilindros, vedantes e actuadores quanto a fugas ou funcionamento anormal.
Manutenção preventiva
Manter registos de manutenção detalhados, incluindo resultados de análises de óleo, mudanças de filtro e quaisquer problemas observados.
Familiarize-se com os modos de falha comuns dos travões de prensa e os seus sintomas para ajudar na deteção e resolução precoce de problemas.
Siga os calendários de manutenção recomendados pelo fabricante para tarefas adicionais específicas do seu modelo de prensa dobradeira.
Assegurar que todo o pessoal de manutenção recebe formação adequada sobre os procedimentos de segurança e manutenção do sistema hidráulico.
Ao aderir a este regime de manutenção abrangente, os operadores de prensas dobradeiras podem prolongar significativamente a vida útil do equipamento, minimizar o tempo de inatividade e manter o desempenho e a precisão ideais nas operações de conformação de metal.
Lista de verificação de inspeção da máquina de prensagem a frio
Breve descrição
A ordem padrão dos testes é flexível e pode ser ajustada conforme necessário; não representa necessariamente a sequência efectiva dos testes.
Durante o processo de teste, é estritamente proibido ajustar quaisquer mecanismos ou componentes que possam afetar a precisão da máquina.
Condições de inspeção da precisão da peça de trabalho:
Requisitos para a peça de trabalho:
Especificação do material: Se a peça de trabalho for fabricada a partir de chapa de aço A3, a sua resistência à tração (Qb) não deve exceder 450 MPa.
Dimensão da amostra: Devem ser preparadas, no mínimo, 3 peças de trabalho para inspeção.
Configuração da matriz inferior: A largura da abertura da matriz inferior deve ser 8-10 vezes a espessura da peça de trabalho. Esta relação assegura condições óptimas de dobragem e minimiza o risco de dobragem excessiva ou insuficiente.
Posicionamento da peça de trabalho: A peça de trabalho deve ser posicionada centralmente na mesa de trabalho para garantir uma distribuição uniforme da força e resultados de quinagem consistentes.
Parâmetros de dobragem: O ângulo de dobragem deve ser definido para 90°, que é um ângulo padrão para muitas aplicações de chapa metálica e permite uma medição e avaliação consistentes.
Protocolo de medição: As medições de precisão devem ser efectuadas a partir de 100 mm de cada extremidade da peça de trabalho. Esta prática ajuda a evitar efeitos de borda e fornece uma representação mais exacta da qualidade global da dobragem.
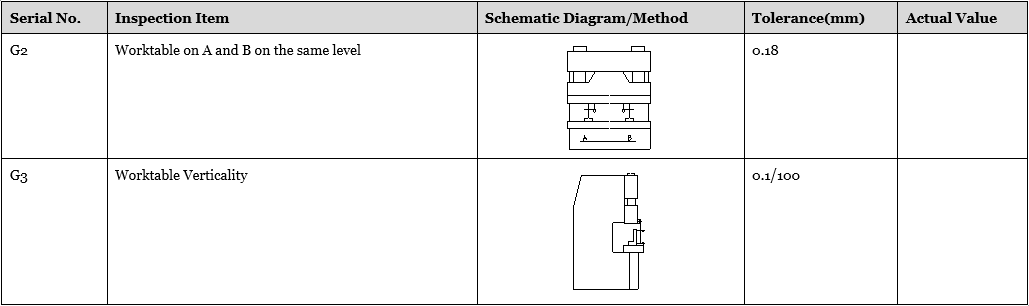
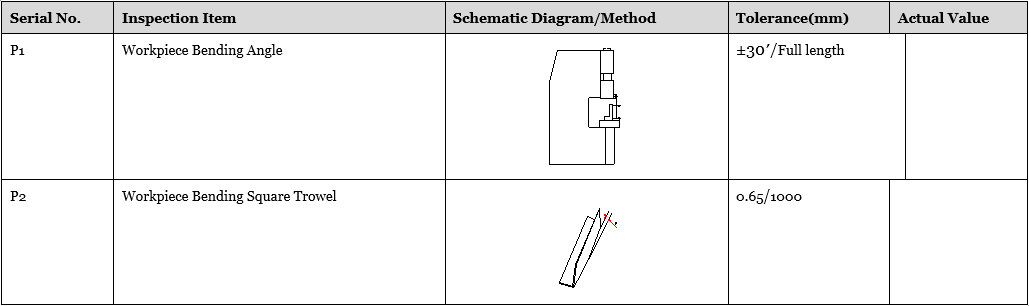
O método de inspeção e a gama de precisão devem basear-se na norma GBT-14349-2011-Metal Press Brake- Precision
Nota: a mesa de trabalho é flutuante, a inspeção G2, G3 deve referir-se à placa vertical da mesa de trabalho como referência.
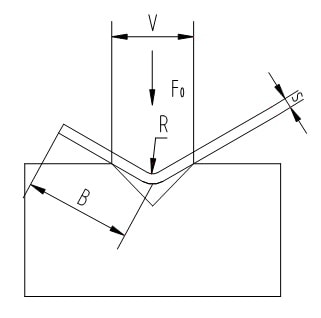
Cálculo da tonelagem da prensa dobradeira
Determinar o tamanho adequado da prensa dobradeira é crucial para operações de conformação de metal eficientes e precisas. O cálculo da força de conformação da prensa dobradeira, ou tonelagem, é um passo crítico neste processo. Esta secção descreve os métodos para estimar com precisão a capacidade da prensa dobradeira necessária para as suas aplicações específicas de dobragem.
Tabela de dobragem da prensa dobradeira (métrica)
Para uma referência rápida, consulte a tabela abaixo. Esta tabela fornece uma forma conveniente de estimar a capacidade necessária da prensa dobradeira com base em parâmetros comuns:
Tabela de dobragem da prensa dobradeira (métrica)
Cálculo da força de flexão
Os valores da força de flexão na tabela de referência rápida baseiam-se nas seguintes condições padrão:
Resistência à tração do material: 45 kg/mm² (450 N/mm²)
Abertura inferior da ferramenta especificada
Espessura de chapa conhecida
Para materiais com diferentes resistências à tração, utilize a seguinte fórmula para calcular a força de flexão necessária por metro:
F1 = F0 - (σ / 450) [T/m]
Onde:
F1 = Força de flexão necessária para o material específico [Toneladas/metro]
F0 = Força de flexão da tabela para material de 450 N/mm² [Toneladas/metro]
σ = Resistência real do material à tração [N/mm²]
Esta fórmula permite cálculos precisos da tonelagem numa vasta gama de propriedades do material, assegurando a seleção ideal da prensa dobradeira para a sua aplicação específica.
Considerações adicionais:
A largura da abertura da matriz tem um impacto significativo na tonelagem necessária. As aberturas mais largas requerem geralmente menos força.
A espessura e as propriedades do material (por exemplo, limite de elasticidade, características de endurecimento por trabalho) desempenham um papel crucial nos requisitos de tonelagem.
As geometrias de curvatura complexas ou a curvatura de vários pontos podem necessitar de cálculos de força adicionais.
Ao selecionar a capacidade da prensa dobradeira, é sempre necessário ter em conta uma margem de segurança (normalmente 10-20%) para ter em conta variações nas propriedades do material e potenciais necessidades futuras.
Existem dois controladores de travão de prensa populares, nomeadamente o da Estun da China, que é o agente exclusivo do controlo DELEM na China, e o outro é o DELEM dos Países Baixos.
Os factores-chave para uma máquina de prensagem a frio dividem-se em duas partes: a máquina em si, como a sua qualidade e precisão, e o sistema de controlo.
Pode descarregar o manual de instalação e funcionamento dos controladores de quinagem em formato PDF a partir da seguinte ligação.
Os manuais de operação e instalação dos controladores de prensas dobradeiras fornecem orientações abrangentes sobre os procedimentos de programação e configuração. É essencial rever cuidadosamente estes documentos, que podem ser acedidos através da ligação fornecida.
Instruções de utilização de uma prensa hidráulica:
Segue-se um procedimento básico para operar uma prensa dobradeira hidráulica para fabricar aço macio Q235:
Alimentação e inicialização:
Ligar a fonte de alimentação e ativar o interrutor de chave no painel de controlo.
Acionar a bomba hidráulica premindo o botão de arranque.
Verificar o bom funcionamento ouvindo o som caraterístico da rotação da bomba de óleo. (Nota: A máquina não inicia o seu ciclo nesta fase)
Ajuste do curso:
Etapa crítica de pré-curvatura: Ajustar o curso com precisão.
Efetuar um teste de funcionamento para assegurar uma folga igual à espessura da peça de trabalho quando o punção superior atinge o fundo da matriz inferior.
Atenção: Uma folga inadequada pode resultar em danos nas ferramentas e nos componentes da prensa dobradeira.
Utilize o ajuste rápido elétrico para regulações grosseiras, seguido da afinação manual para um controlo preciso.
Seleção de ferramentas:
Para a seleção da largura da matriz em V, respeitar a norma industrial de 8 vezes a espessura da chapa.
Exemplo: Para uma placa de 4 mm, selecionar um molde de abertura em V de 32 mm.
Ter em conta as propriedades do material e o ângulo de curvatura pretendido ao afinar a seleção da matriz.
Configuração do medidor traseiro:
Utilizar a regulação eléctrica rápida para o posicionamento inicial.
Implementar o ajuste fino manual para um dimensionamento preciso das peças.
Verificar as definições do contra-indicador com curvas de teste antes da produção total.
Operação de dobragem:
Iniciar a dobragem premindo o interrutor do pedal.
A máquina permite uma paragem imediata em qualquer ponto, bastando soltar o pedal.
Para retomar a dobragem, basta voltar a engatar o pedal.
Considerações sobre segurança e qualidade:
Usar sempre equipamento de proteção individual (EPI) adequado.
Inspecionar regularmente as ferramentas quanto a desgaste ou danos.
Efetuar verificações periódicas de calibração para manter a precisão da curvatura.
Considere a implementação de um processo de inspeção do primeiro artigo para componentes críticos.
Seguindo estas directrizes e consultando a documentação do fabricante, os operadores podem garantir operações de dobragem seguras, eficientes e precisas com a prensa dobradeira hidráulica.
Aqui, fornecemos manuais de operação da prensa dobradeira para o orientar na operação da prensa dobradeira.
Além disso, ao ler os artigos da nossa categoria de flexãoO curso de formação em prensagem e dobragem de chapas é uma excelente oportunidade para adquirir conhecimentos sobre vários aspectos da prensagem e dobragem de chapas.
Recomenda-se que dedique algum tempo a ler cuidadosamente e a aprender com estes artigos.
Formação em prensa dobradeira
Uma formação abrangente para a operação e programação da prensa dobradeira é essencial para um desempenho e segurança óptimos. Embora os manuais do fabricante forneçam informações valiosas, eles devem ser complementados com experiência prática e orientação especializada.
A formação dos operadores abrange normalmente:
Fundamentos da máquina: Compreender os componentes, controlos e características de segurança da prensa dobradeira.
Princípios de dobragem: Domínio de várias técnicas de quinagem, comportamento dos materiais e compensação do retorno elástico.
Seleção de ferramentas: Seleção de punções e matrizes adequadas para aplicações específicas.
Programação: Aprender a utilizar a interface CNC da máquina para uma produção eficiente de peças.
Preparação e manutenção: Configuração correcta da máquina, alinhamento das ferramentas e procedimentos de manutenção de rotina.
Protocolos de segurança: Enfatizar a utilização de equipamento de proteção individual (EPI) e práticas operacionais seguras.
Embora os manuais disponíveis através da ligação fornecida ofereçam uma base teórica sólida, devem ser utilizados em conjunto com a formação prática. Muitos fabricantes e associações industriais oferecem cursos especializados, combinando instrução em sala de aula com tempo prático na máquina.
Para o desenvolvimento contínuo de competências, considere:
Tutoriais e webinars em linha
Simulações de formação em realidade virtual (RV)
Workshops e seminários do sector
Programas de aprendizagem
Lembre-se, a proficiência na operação de prensas dobradeiras requer prática contínua e manter-se atualizado com os últimos avanços na tecnologia e técnicas de dobragem.
Para oficinas com necessidades ocasionais de dobragem, investir numa prensa dobradeira comercial pode não ser economicamente justificável. Nesses casos, o fabrico de uma prensa dobradeira DIY personalizada pode ser uma solução económica para operações de dobragem simples.
Uma prensa de travão de metal caseira, embora limitada em termos de capacidade e precisão em comparação com os modelos industriais, pode lidar eficazmente com chapas de metal de calibre leve a médio para tarefas básicas de conformação. Estas configurações de bricolage utilizam normalmente macacos hidráulicos ou sistemas de alavancagem mecânica para gerar a força de flexão necessária.
As principais considerações para construir uma prensa dobradeira DIY incluem:
Rigidez da estrutura: Construir uma estrutura robusta utilizando secções de aço resistentes para minimizar a deflexão sob carga.
Conceção de ferramentas: Criar ou adaptar ferramentas simples em V e ferramentas de punção adequadas a perfis de dobragem comuns.
Cálculo da força: Determinar a força de flexão necessária com base nas propriedades do material e na espessura máxima a ser formada.
Características de segurança: Incorporar protecções e batentes adequados para garantir a segurança do operador durante a utilização.
Mecanismos de alinhamento: Implementar suportes e guias ajustáveis para manter a precisão do posicionamento da peça de trabalho.
Embora uma prensa dobradeira de bricolage possa ser uma adição valiosa a uma pequena oficina, é crucial compreender as suas limitações e aderir a práticas de funcionamento seguras. Para tarefas de dobragem mais complexas ou de alta precisão, poderá ser necessário equipamento profissional.
Aqui, reuni alguns vídeos sobre a construção de uma prensa dobradeira caseira. Espero que estes tutoriais o ajudem a construir um.
Tendências futuras
Integração da automação e da indústria 4.0
A indústria de prensas dobradeiras está pronta para uma transformação significativa através de uma maior automação e integração da Indústria 4.0. Esta evolução é impulsionada pelo imperativo de aumentar a produtividade, a precisão e a consistência nos processos de fabrico. As empresas estão a implementar cada vez mais sistemas robóticos avançados e inteligência artificial (IA) nas suas operações de quinagem, permitindo a execução de tarefas de quinagem complexas com uma facilidade e precisão sem precedentes.
As prensas dobradeiras automatizadas de última geração não só aumentam a eficiência, como também reduzem a dependência de mão de obra especializada, uma vez que podem funcionar com um mínimo de supervisão humana. A integração de sensores avançados, algoritmos de aprendizagem automática e controlos inteligentes garante uma repetibilidade e qualidade de produto superiores. Além disso, a implementação da tecnologia de gémeos digitais permite a monitorização em tempo real, a manutenção preditiva e a otimização das operações de prensagem.
Fabrico sustentável do ponto de vista ambiental
O futuro da indústria de prensas dobradeiras está intrinsecamente ligado ao desenvolvimento e adoção de tecnologias ambientalmente sustentáveis que minimizem o impacto ecológico. Os fabricantes estão a intensificar os seus esforços para criar materiais amigos do ambiente e maquinaria energeticamente eficiente, contribuindo para uma indústria mais sustentável. Os principais avanços neste domínio incluem:
Sistemas servo-eléctricos energeticamente eficientes: Os fabricantes de prensas dobradeiras estão a fazer a transição dos sistemas hidráulicos tradicionais para accionamentos servo-eléctricos, que oferecem um consumo de energia significativamente mais baixo, eliminam as fugas de fluido hidráulico e proporcionam um controlo mais preciso. Estes sistemas contribuem para operações mais limpas e mais eficientes em termos energéticos e reduzem os requisitos de manutenção.
Materiais avançados e designs leves: As empresas estão a utilizar cada vez mais materiais leves e de alta resistência, tais como aços avançados de alta resistência (AHSS) e materiais compostos na construção de prensas dobradeiras. Isto não só reduz o peso total da maquinaria, como também melhora a eficiência energética durante o funcionamento.
Gestão de recursos em circuito fechado: Os fabricantes estão a implementar sistemas de ciclo fechado para refrigerantes e lubrificantes, minimizando os resíduos e promovendo a eficiência dos recursos. Além disso, a utilização de lubrificantes biodegradáveis está a ganhar força, reduzindo ainda mais o impacto ambiental.
Gestão inteligente da energia: A integração de sistemas inteligentes de gestão de energia permite que as prensas dobradeiras optimizem o consumo de energia com base na carga de trabalho, reduzindo o desperdício de energia durante os períodos de inatividade e maximizando a eficiência durante os picos de funcionamento.
Tecnologias de redução do ruído: Os avanços nos materiais de amortecimento de vibrações e os designs melhorados das máquinas levaram ao desenvolvimento de prensas dobradeiras significativamente mais silenciosas. Esta redução da poluição sonora contribui para um ambiente de trabalho mais seguro e saudável, melhorando o bem-estar e a produtividade do operador.
Integração do fabrico aditivo
A convergência da tecnologia de prensa dobradeira com o fabrico de aditivos está a emergir como uma tendência revolucionária. Estão a ser desenvolvidos sistemas híbridos que combinam capacidades de dobragem tradicionais com tecnologias de impressão 3D, permitindo a criação de peças complexas e personalizadas com geometrias únicas que anteriormente eram inatingíveis apenas através de métodos convencionais.
Estas tendências inovadoras significam que a indústria de prensas dobradeiras está em constante evolução, adoptando tecnologias de ponta para satisfazer as exigências da produção moderna. Como resultado, prevê-se que estes avanços conduzam a uma indústria mais eficiente, sustentável e competitiva, capaz de enfrentar os desafios da Indústria 4.0 e mais além.
Qual é o preço de uma prensa dobradeira?
Quanto custa uma prensa dobradeira? Ou qual é o preço de uma prensa dobradeira?
O custo de uma máquina de prensagem a frio é determinado principalmente pela sua força de dobragem, comprimento de trabalho e sofisticação do sistema de controlo. Estes factores-chave influenciam diretamente as capacidades e o desempenho da máquina, tendo assim um impacto significativo no seu valor de mercado.
Outros factores críticos que influenciam o preço incluem:
Reputação e qualidade da marca
Tipo de máquina (hidráulica, eléctrica ou híbrida)
Especificações técnicas específicas (por exemplo, comprimento do curso, altura de abertura, profundidade da garganta)
Funcionalidades avançadas (por exemplo, sistemas de coroamento, medidores de retorno multieixos)
Pacote de ferramentas e compatibilidade
Sistemas de segurança e conformidade com as normas do sector
Condições de mercado e variações regionais
Opções de personalização e acessórios adicionais
Para dar uma ideia geral da gama de preços das prensas dobradeiras, compilámos uma tabela de referência para prensas dobradeiras NC (Controlo Numérico) e CNC (Controlo Numérico Computadorizado). É importante notar que estes valores são aproximados e podem variar com base nos factores acima mencionados e nas tendências actuais do mercado.
Tabela de preços da prensa dobradeira (USD)
Modelo
Prensa dobradeira NC
Prensa dobradeira CNC
40T*2200
4800
19000
40T*2500
4850
20000
50T*2500
5200
20500
63T*2500
6300
21000
63T*3200
7300
22000
80T*2500
7900
23000
80T*3200
9200
24000
80T*4000
10500
23500
100T*2500
8800
24000
100T*3200
9900
25000
100T*4000
11500
26000
125T*2500
9500
25000
125T*3200
10800
26000
125T*4000
12500
27500
160T*2500
13000
27000
160T*3200
14500
29000
160T*4000
16000
32000
160T*5000
20500
36500
160T*6000
24000
43000
200T*3200
16000
32000
200T*4000
18500
36500
200T*5000
23000
45000
200T*6000
27000
48000
250T*3200
24000
38000
250T*4000
27000
43000
250T*5000
32000
49000
250T*6000
35000
55000
Ao considerar o investimento numa prensa dobradeira, é crucial avaliar não apenas o preço de compra inicial, mas também o custo total de propriedade, incluindo manutenção, consumo de energia e potenciais ganhos de produtividade. As prensas dobradeiras CNC topo de gama, embora inicialmente mais caras, oferecem frequentemente uma precisão, eficiência e versatilidade superiores, o que pode levar a um melhor retorno do investimento ao longo do tempo para operações de dobragem complexas ou de grande volume.
Como escolher uma máquina de prensagem a frio?
Selecionar a prensa dobradeira hidráulica ideal para as suas necessidades de fabrico é uma decisão crítica que pode ter um impacto significativo na eficiência da produção, na qualidade e no sucesso operacional global. Este guia abrangente fornece informações essenciais sobre o complexo mundo das prensas dobradeiras, equipando-o com os conhecimentos necessários para fazer uma escolha informada.
Começamos por definir a prensa dobradeira e o seu papel fundamental no fabrico de chapas metálicas. Em seguida, o guia aprofunda-se numa análise detalhada dos principais componentes de uma prensa dobradeira hidráulica, incluindo a estrutura, o êmbolo, a base, o sistema de medição e a interface de controlo. A compreensão destes elementos é crucial para avaliar as capacidades e o desempenho da máquina.
A nossa análise abrange o espetro das tecnologias de prensas dobradeiras, desde as máquinas manuais tradicionais até aos sistemas hidráulicos avançados e modelos NC/CNC de última geração. Fornecemos uma comparação aprofundada entre as prensas dobradeiras NC (Controlo Numérico) e CNC (Controlo Numérico Computadorizado), ponderando as respectivas vantagens e limitações em termos de precisão, flexibilidade de programação, produtividade e relação custo-eficácia.
O guia descreve os factores críticos a considerar durante o processo de seleção, tais como:
Requisitos de tonelagem com base nas propriedades do material e na complexidade da curvatura
Comprimento da cama e abertura da luz do dia para acomodar as dimensões da peça de trabalho
Configurações de eixos para uma óptima precisão de dobragem e versatilidade
Sofisticação do sistema de controlo alinhada com as suas necessidades de produção
Compatibilidade de ferramentas e sistemas de troca rápida para maior eficiência
Eficiência energética e considerações ambientais
Características de segurança e conformidade com as normas da indústria
Capacidades de integração com o seu fluxo de trabalho existente e iniciativas da Indústria 4.0
Fornecemos dicas práticas para avaliar estes factores no contexto do seu ambiente de fabrico específico, volume de produção e projecções de crescimento futuro. Para além disso, discutimos a importância de considerar o custo total de propriedade, incluindo requisitos de manutenção, formação de operadores e apoio a longo prazo.
Este recurso abrangente é indispensável para fabricantes, engenheiros de produção e decisores envolvidos na aquisição de tecnologia de prensa dobradeira. Explorando minuciosamente os aspectos técnicos, as considerações operacionais e as implicações estratégicas da seleção da prensa dobradeira, este guia permite-lhe fazer um investimento bem informado que se alinha com os seus objectivos de produção e aumenta a sua vantagem competitiva na indústria de conformação de metal.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Atenção a todos os entusiastas da metalomecânica! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não procurem mais! Neste post do blogue, vamos mergulhar no mundo da prensa...
Os operadores de prensas dobradeiras desempenham um papel crucial na formação do mundo que nos rodeia, mas o seu trabalho não é isento de riscos. Neste artigo, vamos explorar dicas essenciais de segurança da indústria...
As suas ferramentas de prensa dobradeira estão a desgastar-se muito rapidamente? Este artigo aborda as técnicas de reparação essenciais para prolongar a vida útil das suas ferramentas, assegurando um desempenho ótimo nas suas...
Já alguma vez se interrogou sobre as origens do termo "travão de prensa"? Nesta cativante publicação do blogue, vamos embarcar numa fascinante viagem pela história para descobrir as razões por detrás...
Já se interrogou sobre a forma como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem em prensa dobradeira - dobragem, limpeza, dobragem a ar, fundo, cunhagem e dobragem de três pontos. Irá...
No vasto mundo da manufatura, há uma máquina que se destaca: a prensa dobradeira. Com a sua capacidade de dobrar e moldar metal com precisão e potência, tornou-se uma máquina indispensável...
Já se interrogou sobre o que mantém uma prensa dobradeira CNC a funcionar sem problemas? A resposta está no óleo hidráulico. Este fluido essencial assegura um desempenho ótimo e a longevidade da máquina. O nosso artigo...
A reparação adequada do cilindro hidráulico de uma prensa dobradeira é crucial para manter o desempenho e a segurança da máquina. O cilindro hidráulico é normalmente constituído por um pistão, uma manga, uma biela e um parafuso....
Já alguma vez se perguntou como é que uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da quinadora, revelando os segredos por detrás dos seus papéis e funções. Saiba como...