O que é o princípio de transferência de calor na soldadura a laser?
Já alguma vez se perguntou como é que a soldadura a laser consegue tanta precisão e eficiência? O princípio subjacente a esta tecnologia de ponta envolve a gestão cuidadosa da transferência de calor. Ao dirigir um feixe de laser de alta energia, as superfícies são aquecidas e a energia espalha-se internamente, criando soldaduras perfeitas. Neste artigo, irá descobrir o fascinante processo de soldadura por condução de calor e o papel de parâmetros como a largura de pulso do laser e a densidade de potência. Mergulhe para compreender como este método revoluciona o processamento de materiais e melhora a precisão da soldadura.
A soldadura a laser é uma técnica de soldadura altamente eficiente e precisa que utiliza um feixe de laser de alta densidade energética como fonte de calor. Este método é um aspeto significativo da tecnologia de processamento de materiais por laser.
Inicialmente, nos anos 70, a soldadura a laser era utilizada principalmente para soldar materiais de paredes finas e para operações de soldadura a baixa velocidade. Este processo é um tipo de soldadura por condução de calor, o que significa que o radiação laser aquece a superfície da peça de trabalho e o calor é transferido internamente por condução.
Através do controlo cuidadoso de parâmetros como a largura do impulso laser, a energia, a potência de pico e a frequência de repetição, a peça de trabalho é fundida e é formada uma poça de fusão específica.
Devido às suas vantagens únicas, soldadura a laser tem sido aplicada com sucesso na soldadura de precisão de peças micro e pequenas.
1. Princípio técnico
A soldadura a laser pode ser efectuada utilizando um feixe de laser contínuo ou pulsado. O princípio da soldadura a laser pode ser dividido em duas categorias: soldadura por condução de calor e soldadura profunda a laser soldadura por penetração.
Quando a densidade de potência é inferior a 104 a 105 W/cm2é considerada uma soldadura por condução de calor. Com esta densidade de potência, a penetração é pouco profunda e a velocidade de soldadura é mais lenta.
Por outro lado, quando a densidade de potência excede 105 a 107 W/cm2A superfície metálica será côncava e formará "buracos" devido ao efeito de aquecimento, resultando numa soldadura de penetração profunda. Esta tipo de soldadura caracteriza-se pela sua rápida velocidade de soldadura e pela grande relação profundidade/largura.
O princípio da soldadura a laser por condução de calor é:
A superfície a ser processada é aquecida por radiação laser, com o calor a difundir-se internamente através da transferência de calor. A peça de trabalho é então fundida para formar uma poça de fusão específica, controlando os parâmetros do laser, como a largura do impulso laser, a energia, a potência de pico e a frequência de repetição.
O máquina de soldadura por laser utilizado principalmente para a soldadura de engrenagens e para a soldadura de chapas metalúrgicas, está relacionado com a soldadura por penetração profunda a laser, que utiliza normalmente um feixe de laser contínuo para ligar materiais.
O processo físico metalúrgico da soldadura por penetração profunda a laser é semelhante ao da soldadura por feixe de electrões, em que a conversão de energia ocorre através da formação de uma estrutura de "buraco de fechadura".
Sob o altolaser de densidade de potência Quando o material é irradiado, evapora-se e forma pequenos orifícios cheios de vapor. Estes buracos actuam como corpos negros, absorvendo quase toda a energia do feixe incidente e atingindo uma temperatura de equilíbrio de cerca de 2500 graus.
O calor é então transmitido da parede exterior da cavidade do orifício de alta temperatura para fundir o metal circundante, enquanto o pequeno orifício é preenchido com vapor de alta temperatura gerado pela evaporação contínua do material da parede sob irradiação de feixe de luz.
Na maioria dos processos de soldadura convencionais e na soldadura por condução a laser, a energia é depositada na superfície da peça de trabalho e depois transmitida para o interior. No entanto, na soldadura por penetração profunda a laser, as quatro paredes do pequeno orifício estão rodeadas por metal fundido, que está rodeado por materiais sólidos.
O fluxo de líquido e a tensão superficial da parede fora da parede do orifício estão em equilíbrio dinâmico com a pressão de vapor contínua dentro da cavidade do orifício. O feixe de luz entra continuamente no pequeno orifício à medida que o material exterior flui continuamente. Com o movimento do feixe de luz, o pequeno orifício encontra-se num estado estável de fluxo e avança à velocidade do feixe principal. O metal fundido preenche o espaço deixado pelo pequeno orifício e condensa-se para formar a soldadura.
Todos estes processos ocorrem a um ritmo tão rápido que a velocidade de soldadura pode facilmente atingir vários metros por minuto.
2. Princípio da soldadura por condução de calor
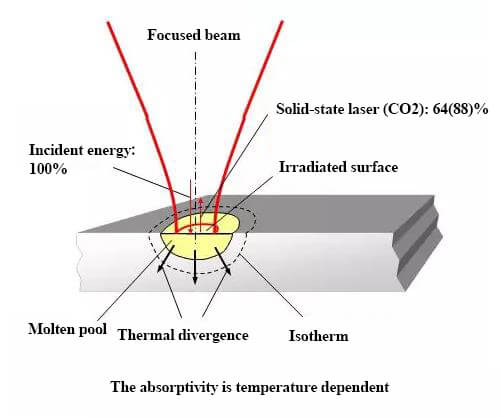
Superfície do material de aquecimento
A potência térmica superficial necessária é superior à soma da reflexão e da divergência térmica.
O calor é conduzido tanto à superfície como em profundidade.
A temperatura da superfície atinge o ponto de fusão (TM, para o aço é 1490°C).
A absorvência varia com a temperatura: para um laser de semicondutores, varia de 38% a 20°C para 36% a 1500°C. Para um laser de CO2 laser passa de 5% a 20°C para 12% a 1500°C, altura em que se começa a formar uma poça de fusão.
Cordão de soldadura
O movimento de alimentação molda a soldadura.
A profundidade e a largura da fenda estão relacionadas com a potência e a velocidade.
Velocidade de soldadura típica: 1-3 metros por minuto.
A soldadura tem uma superfície lisa e está livre de quaisquer impurezas.
A relação entre a profundidade e a largura é inferior a 1.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como podem os soldadores a laser portáteis gerir o calor intenso gerado durante o funcionamento? Este artigo explora as tecnologias de dissipação de calor de ponta, como a refrigeração a ar e a refrigeração a água, cruciais para manter...
Como é que o foco de um laser afecta a qualidade e a eficácia da soldadura? Esta questão intrigante investiga a relação crítica entre a desfocagem do laser e o desempenho da soldadura. Ao explorar...
Imagine um método de soldadura tão preciso e potente que consegue unir materiais com uma distorção mínima e uma resistência sem paralelo. Esta é a promessa da soldadura por penetração profunda a laser. Neste...
Como é que o gás de proteção pode melhorar significativamente os seus projectos de soldadura a laser? Na soldadura a laser, o gás de proteção desempenha um papel fundamental na melhoria da qualidade da soldadura, evitando reacções com componentes do ar e...
Imagine uma técnica de soldadura que oferece precisão, distorção térmica mínima e processamento a alta velocidade. A soldadura a laser apresenta estas vantagens, revolucionando a indústria transformadora. Este artigo analisa as...
A soldadura a laser pode unir uma variedade notável de materiais, mas quais são os que realmente se destacam? Este artigo explora as especificidades, abrangendo tudo, desde metais comuns como o aço carbono e o alumínio até...
Já alguma vez se interrogou sobre a forma como a tecnologia moderna pode revolucionar a soldadura tradicional? Este artigo explora o fascinante mundo da soldadura a laser, destacando os seus benefícios, desafios e aplicações em indústrias como a aeroespacial...
Curioso sobre o futuro do fabrico? A soldadura a laser está a revolucionar a indústria com a sua precisão, versatilidade e eficiência. Nesta publicação do blogue, vamos mergulhar no mundo da soldadura a laser,...
Quando se trata de soldadura a laser, a escolha entre máquinas manuais e automáticas pode ter um impacto significativo no seu fluxo de trabalho. As máquinas de soldadura a laser portáteis oferecem flexibilidade e precisão para tarefas de pequena escala ou diversas,...