Compreender os princípios da fixação com parafusos
Já alguma vez se interrogou sobre o que mantém unidas as máquinas do mundo? Os parafusos são os campeões desconhecidos da engenharia. Este artigo desvenda o fascinante mundo dos parafusos, desde os seus tipos e especificações até aos princípios das suas ligações. Prepare-se para aprender como estes pequenos componentes desempenham um papel crucial na manutenção de tudo, desde pontes a bicicletas, intactas!
Um parafuso é um fixador mecânico crítico que consiste em dois componentes principais: uma cabeça e um eixo roscado (corpo cilíndrico com sulcos helicoidais externos). Este fixador versátil foi concebido para unir de forma segura dois ou mais componentes, frequentemente em conjunto com uma porca.
Classificação dos parafusos:
Forma da cabeça:
Cabeça hexagonal: mais comum, proporcionando uma aderência robusta para chaves
Cabeça redonda: Oferece um aspeto suave e de baixo perfil
Cabeça quadrada: Proporciona uma elevada capacidade de binário, sendo frequentemente utilizada em maquinaria pesada
Cabeça escareada: Permite a montagem nivelada com a superfície
Cabeça de botão: Com um topo arredondado e de baixo perfil para estética e segurança
Cabeça de flange: com uma anilha incorporada para distribuição da carga
Comprimento da rosca:
Rosca completa: As roscas estendem-se ao longo de todo o eixo, maximizando o engate
Rosca parcial: As roscas cobrem apenas uma parte do eixo, permitindo um tensionamento preciso e uma maior resistência ao corte na secção não rosqueada
Perfil da linha:
Triangular (rosca em V): Mais comum, oferecendo boa resistência e facilidade de fabrico
Trapezoidal: Proporciona uma elevada capacidade de carga, sendo frequentemente utilizado em parafusos de avanço
Contrafortes: Concebido para cargas unidireccionais elevadas, comum em parafusos de macaco
Arredondado: Oferece uma concentração de tensão reduzida, utilizada em aplicações de fadiga elevada
Rosca do tubo: Cónica para vedação em sistemas de fluidos
Direção do fio:
À direita: Configuração standard, aperto no sentido dos ponteiros do relógio
Esquerda: Aplicações especializadas, aperto no sentido contrário ao dos ponteiros do relógio para evitar o afrouxamento em determinados conjuntos rotativos
Classificações adicionais:
Material: Aço, aço inoxidável, latão, titânio, etc.
Acabamento: Liso, zincado, galvanizado a quente, cromado, etc.
Grau/Classe de resistência: Indicação da resistência à tração e das propriedades do material
Tipo de acionamento: Ranhurada, Phillips, Hex Socket, Torx, etc.
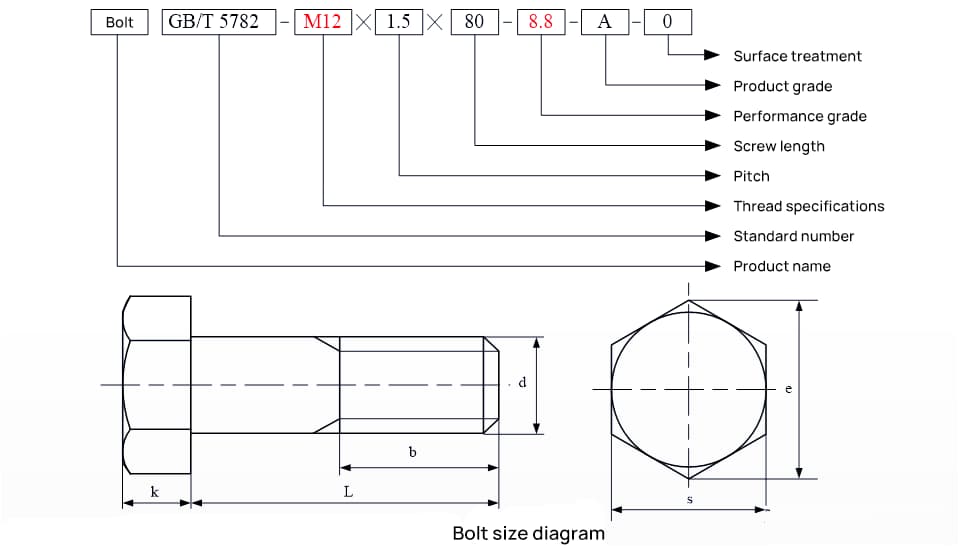
Especificações dos parafusos: (GB/T1237)
As especificações da rosca dos parafusos determinam as especificações da chave utilizada (GB/T4388)
Diâmetro da rosca d/mm
Dimensão oposta s/mm
Tamanho da chave S/mm
Diâmetro da rosca d/mm
Dimensão oposta s/mm
Tamanho da chave S/mm
M5
8
8
M18
27
27
M6
10
10
M20
30
30
M8
13
13/14
M22
32
32
M10
17
16/17
M24
36
36
M12
19
18/19
M27
41
41
M14
22
22
M30
46
46
M16
24
24
M36
55
55
Classes de desempenho de parafusos (GB/T3098.1-2010)
A designação do grau de desempenho de um parafuso está marcada na sua cabeça, normalmente representada por dois números X.Y, que fornecem informações cruciais sobre as propriedades mecânicas do parafuso.
X * 100 representa a resistência nominal à tração do material do parafuso em MPa.
X * 100 * (Y/10) representa o limite de elasticidade do parafuso em MPa.
A norma inclui mais de 10 graus de desempenho, tais como 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9 e 12.9. Cada grau corresponde a características de resistência e aplicações específicas.
Os parafusos de alta resistência, definidos como aqueles com graus de desempenho de 8,8 ou superior, são fabricados a partir de aço de liga de baixo carbono ou aço de médio carbono. Estes parafusos são submetidos a processos de tratamento térmico, incluindo têmpera e revenimento, para obter propriedades mecânicas superiores.
Os parafusos comuns, também designados por parafusos normais, são classificados em dois tipos principais:
Parafusos refinados (graus A e B): Normalmente têm graus de desempenho de 5,6 ou 8,8, oferecendo melhor consistência e acabamento.
Parafusos rugosos (grau C): Geralmente têm graus de desempenho de 4,6 ou 4,8, adequados para aplicações menos críticas.
A seleção da classe dos parafusos depende de factores como os requisitos de carga, as condições ambientais e os factores de segurança na aplicação específica.
2. Princípios da ligação por parafusos
As ligações aparafusadas são um método fundamental de união de componentes na engenharia mecânica e no fabrico. Este tipo de fixação utiliza parafusos e porcas para ligar de forma segura duas ou mais peças que tenham orifícios de passagem alinhados. Uma das principais vantagens das ligações por parafusos é a sua capacidade de serem desmontadas, tornando-as ideais para aplicações que requerem manutenção periódica ou substituição de peças.
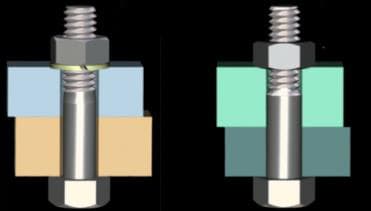
A classificação das ligações aparafusadas baseia-se principalmente no ajuste entre o parafuso e o furo passante:
Ligação por parafusos comuns: Este tipo apresenta um ajuste de folga entre o eixo do parafuso e o furo após a montagem. As suas vantagens incluem:
Estrutura simples que facilita a montagem e a desmontagem
Capacidade de suportar vários ciclos de montagem e desmontagem sem desgaste significativo
Ampla aplicabilidade em vários sectores e aplicações
Tolerância para ligeiros desalinhamentos entre componentes
Solução económica para muitos requisitos de união
Ligação aparafusada com ajuste de interferência (tolerância apertada): Também conhecido como uma ligação de parafuso com furo articulado, este tipo é caracterizado por uma folga zero ou negativa entre o parafuso e o furo após a montagem. As principais características incluem:
Resistência superior a cargas laterais, tornando-o ideal para aplicações com forças de cisalhamento significativas
Excelentes capacidades de posicionamento, assegurando um alinhamento preciso dos componentes
Maior resistência à vibração em comparação com as ligações por parafusos comuns
Aumento da capacidade de carga na direção radial
Redução do risco de afrouxamento dos parafusos sob cargas dinâmicas
A escolha entre estes dois tipos depende de factores como as condições de carga, a precisão necessária, a frequência de montagem/desmontagem e considerações de custo. Os engenheiros devem avaliar cuidadosamente estes factores para selecionar o tipo de ligação por parafuso mais adequado para a sua aplicação específica.
Princípio de funcionamento da ligação aparafusada
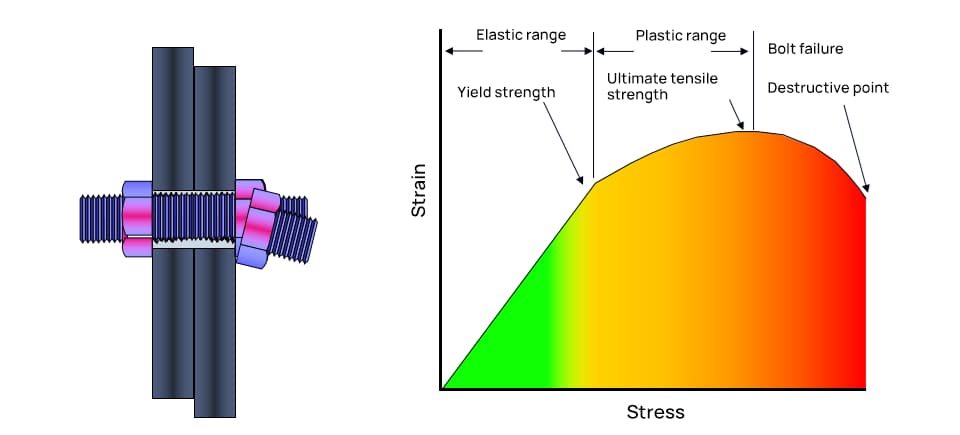
As ligações por parafusos baseiam-se nos princípios fundamentais da mecânica, particularmente na Lei de Hooke e no atrito. A eficácia destas ligações resulta da interação precisa entre o parafuso, a porca e os materiais unidos.
Lei de Hooke: Este princípio constitui a base do comportamento dos parafusos sob carga. Ele afirma que, dentro do limite elástico de um material, a tensão é diretamente proporcional à deformação. Nas ligações de parafusos, isto traduz-se em:
σ = E * ε
Onde: σ = tensão E = módulo de Young (constante específica do material) ε = tensão (deformação por unidade de comprimento)
No caso dos parafusos, esta relação rege a sua deformação elástica sob carga de tração, permitindo-lhes atuar como elementos de mola na ligação. O parafuso alonga-se ligeiramente quando é apertado, criando uma força de aperto que mantém as peças unidas.
Pré-carga e força de aperto: Quando um parafuso é apertado, gera uma pré-carga (força de tração inicial) no seu eixo. Esta pré-carga cria uma força de aperto igual e oposta entre as partes unidas. A magnitude desta força é crítica para a integridade da ligação e é tipicamente 75-90% da força de prova do parafuso para assegurar um desempenho ótimo sem deformação permanente.
Atrito: Dois tipos de fricção desempenham papéis cruciais nas ligações aparafusadas:
Fricção da rosca: Entre as roscas do parafuso e da porca
Fricção da superfície de apoio: Sob a cabeça do parafuso e a face da porca
Estas forças de fricção ajudam a manter a pré-carga e evitam o auto-afrouxamento sob cargas dinâmicas.
Distribuição da carga: Numa ligação aparafusada corretamente concebida, as cargas externas são suportadas principalmente pelo atrito entre as partes fixas e não pelo corte no eixo do parafuso. Este princípio de distribuição de carga aumenta a força e a resistência à fadiga da ligação.
Interação elástica: O parafuso e as peças fixadas formam um sistema elástico. Sob cargas de tração externas, o parafuso alonga-se ainda mais enquanto as peças fixas se descomprimem ligeiramente. Esta interação elástica ajuda a manter a integridade da ligação em condições de carga variáveis.
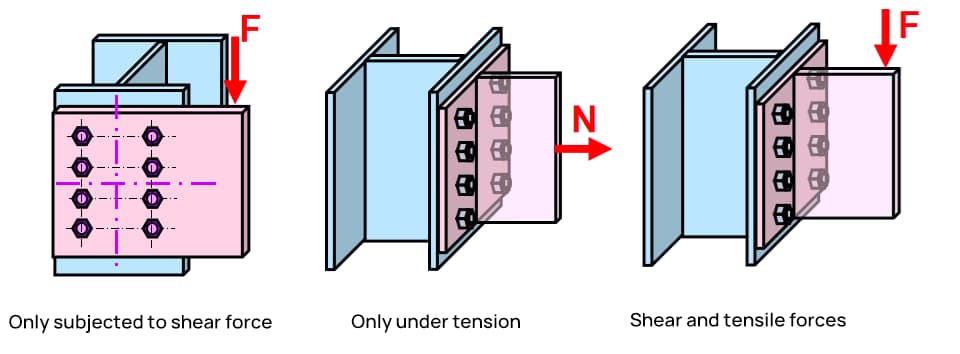
Análise de cisalhamento e tração de ligações aparafusadas (I)
Ligação de parafuso de cisalhamento: Transmite energia através da compressão mútua da haste do parafuso e da parede do furo.
Ligação de parafusos de tração: Baseia-se principalmente na pré-tensão do parafuso após o aperto.
Quando o componente ligado tem uma grande rigidez e os parafusos estão dispostos simetricamente, cada parafuso suportará a tensão média na ligação.
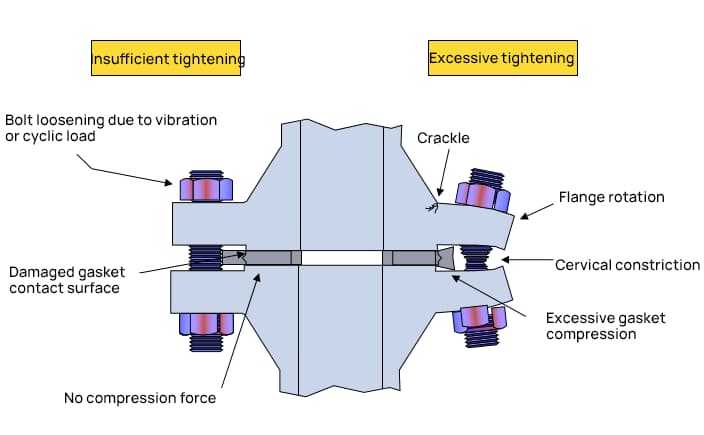
Quando o componente ligado tem uma pequena rigidez, a flange de ligação dobra-se e deforma-se, gerando uma força de alavanca.
Análise de cisalhamento e tração de ligações aparafusadas (II)
Para além do cisalhamento e da tensão, as ligações aparafusadas também podem estar sujeitas a: vibração, temperatura, tensão lateral (vento, fluxo, pressão, etc.), alterações nas cargas e outras forças.
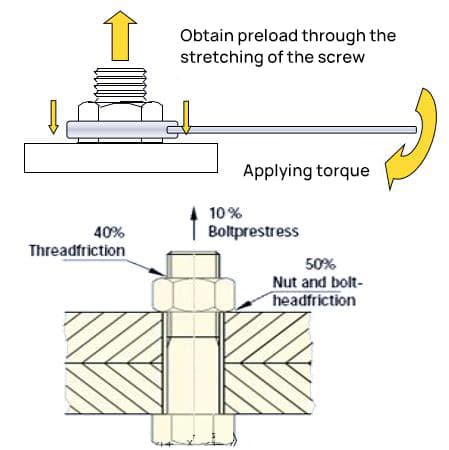
Método de aperto por binário: O princípio é que existe uma certa relação entre o tamanho do binário e a força axial de pré-aperto. Este método de aperto é simples e intuitivo de operar, e é amplamente utilizado atualmente.
Método de aperto angular: O ângulo de rotação é proporcional à soma da extensão do parafuso e da folga do componente apertado. Por conseguinte, pode ser adotado o método de rodar o parafuso para o ângulo especificado para obter a força de aperto desejada.
Método de aperto do ponto de escoamento: O objetivo teórico é apertar o parafuso logo após o ponto limite de elasticidade.
3. Métodos de aperto dos parafusos
Método de aperto do binário
Aplicar uma força de pré-aperto ao fixador, rodando a parte da porca do fixador
O binário aplicado está em conformidade com a regra 5-4-1.
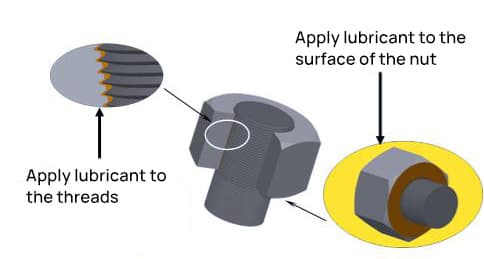
Lubrificação apenas no final da parte de aperto do parafuso.
Fricção da cabeça do parafuso
Fricção da linha
Pré-carga
Situação geral
50%
40%
10%
Lubrificação da cabeça do parafuso
45%
40%
15%
Lubrificação de roscas
50%
30%
20%
Tópico com defeito
50%
45%
5%
Princípio da sequência de aperto dos parafusos
Apertar em sequência a partir do meio, depois dos dois lados, depois na diagonal e, por fim, no sentido dos ponteiros do relógio, por etapas.
Geralmente dividido em duas fases de aperto: na primeira fase, apertar com um binário de cerca de 50%, e na segunda fase, apertar com um binário de 100%.
A extremidade do parafuso deve sobressair 1-3 comprimentos de passo para além da porca.
4. Questões que requerem atenção na utilização de parafusos
1. Antes de preparar o conjunto dos parafusos, é necessário:
Verificar se o parafuso e a porca estão limpos e isentos de ferrugem, de rebarbas e de saliências.
Verificar o plano de contacto entre a peça ligada e o parafuso e a porca, e verificar se é perpendicular ao orifício do parafuso.
Verificar também o aperto do encaixe dos parafusos e das porcas.
2. Ao montar a porca e a anilha plana, a porca e a anilha devem ser montadas com o lado inverso virado para a peça ligada.
O lado da porca marcado com caracteres é o lado da frente, e o lado liso da anilha é o lado da frente.
3. Directrizes para o funcionamento da força (apenas para referência):
Especificação do parafuso d/mm
Binário aplicado M/N.m
Fundamentos operacionais
Especificação do parafuso d/mm
Binário aplicado M/N.m
Fundamentos operacionais
M6
3.5
Apenas força no pulso
M16
71
Aumentar a força geral
M8
8.3
Adicionar força do pulso, força do cotovelo
M20
137
peso corporal total
M10
16.4
Aumentar a força geral
M24
235
Adicionar o peso do corpo inteiro
M12
28.4
Adicionar força a meio corpo
/
/
/
4. A chave para evitar o afrouxamento dos parafusos em ligações aparafusadas reside na prevenção da rotação relativa das roscas dos parafusos. Existem três métodos comuns de afrouxamento dos parafusos:
Ao desapertar parafusos de flange em tubos e válvulas:
Desaperte primeiro metade dos parafusos afastados do corpo para permitir que qualquer óleo, vapor ou água remanescente seja descarregado do lado oposto para evitar ser pulverizado ou queimado.
No caso de parafusos com cola que não podem ser soltos:
A maior parte da cola é uma solução orgânica e pode ser mergulhada em óleo de banana ou álcool durante meia hora, ou coberta com algodão embebido em álcool sobre o parafuso. Quanto maior for o tempo, mais a cola se dissolverá.
No caso de parafusos oxidados que não possam ser desapertados:
Pulverize WD-40 e espere meia hora. O spray penetrará no parafuso para dissolver a ferrugem.
Outros métodos: vibração, lubrificação, torrefação, perfuração
Em caso de deslizamento dos parafusos que não podem ser desapertados:
Soluções corrosivas, como ácido diluído ou ácido clorídrico, podem corroer lentamente o parafuso.
Utilizar ácido para metais e alcalino para plásticos.
6. Equívocos comuns na utilização de parafusos
Grossa em vez de fina:
Algumas articulações importantes, como os veios de transmissão e os volantes, utilizam parafusos de rosca fina.
Os parafusos de rosca fina têm passo e ângulo mais pequenos e têm vantagens como elevada resistência e bom desempenho de autobloqueio. Têm uma forte capacidade para suportar impactos, vibrações e cargas de troca.
Se se utilizarem parafusos de rosca grossa em vez de parafusos de rosca fina, estes podem soltar-se ou separar-se e causar acidentes.
Ajuste incorreto:
Os parafusos que suportam cargas transversais e forças de corte (como os parafusos do veio de transmissão e os parafusos do volante) têm encaixes de transição com os orifícios dos parafusos. O conjunto deve ser sólido e fiável, e capaz de suportar forças laterais.
Se não for verificado durante a montagem, podem ainda ser instaladas grandes folgas entre o parafuso e o orifício do parafuso, resultando em acidentes de soltura ou corte do parafuso.
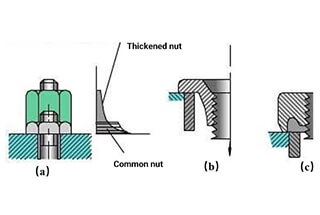
Porcas mais grossas:
Ponto de vista incorreto: As porcas mais grossas podem aumentar o número de voltas de trabalho da rosca e melhorar a fiabilidade das juntas.
De facto, quanto mais espessa for a porca, mais desigual será a distribuição da carga entre cada volta da rosca, o que facilita o afrouxamento da junta.
Uma porca com várias anilhas:
Por vezes, os parafusos montados são demasiado compridos, pelo que algumas pessoas colocam muitos anilhas de mola num parafuso.
Durante o processo de aperto, o anilhas de mola são sujeitos a forças desiguais e alguns podem partir-se, reduzindo a força de pré-aperto do parafuso.
Ou gerar cargas excêntricas, reduzindo a fiabilidade da ligação aparafusada.
A máquina de lavar é demasiado grande: (GB/T97.1-2002 Tabela 1, M5 a M36: o diâmetro interior da anilha é superior ao diâmetro da rosca em 0,3 mm a 1 mm)
Prática incorrecta: Devido à falta de anilhas adequadas, é utilizada uma anilha com um diâmetro interior maior como substituto.
Isto resulta numa diminuição do contacto entre a parte inferior da cabeça do parafuso e a anilha, levando a uma diminuição da capacidade de suporte da pressão ou da força de bloqueio da anilha. Sob a influência de vibrações e cargas de impacto, o parafuso tem tendência a soltar-se.
O binário não está em conformidade:
Ponto de vista incorreto: A crença de que os parafusos devem estar "apertados mas não soltos", levando a um aumento intencional do binário de aperto.
Consequências: Isto resulta no deslizamento dos parafusos ou mesmo na sua quebra.
Prática incorrecta: Para parafusos importantes que precisam de ser apertados com binário, há uma tendência para utilizar uma chave manual para poupar tempo.
Consequências: Os parafusos soltam-se devido a um binário insuficiente, conduzindo a uma falha.
Bloqueio inadequado: Os parafusos importantes devem ser fixados com dispositivos anti-afrouxamento após a montagem.
Quando se utiliza o bloqueio por cavilha dividida, um erro comum é utilizar uma cavilha dividida demasiado fina ou uma meia cavilha dividida.
Quando se utiliza uma arruela de pressão de bloqueio, um erro comum é que a abertura da arruela é demasiado pequena e perde a sua elasticidade.
Quando se utiliza uma anilha de bloqueio, um erro comum é bloquear a anilha na extremidade da porca.
Quando se utilizam porcas duplas, um erro comum é utilizar uma porca fina no exterior e não a apertar.
Falsa fortificação:
As roscas dos parafusos, das porcas ou dos orifícios apresentam manchas de ferrugem, incrustações, aparas de ferropartículas de areia, rebarbas, etc.
Antes da montagem, devem ser limpos. Durante o aperto dos parafusos, devido ao efeito de bloqueio das impurezas, o valor do binário de aperto superficial atinge o requisito, mas, na realidade, as peças de ligação não estão realmente fixas.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou porque é que os parafusos partem e causam falhas nas máquinas? Este artigo explora os factores críticos por detrás das fracturas dos parafusos, desde falhas de conceção a questões de material. Aprenderá como...
Qual o papel do atrito na estabilidade das ligações aparafusadas? No mundo das montagens aparafusadas de alta resistência, especialmente para componentes críticos como os anéis giratórios de gruas, compreender o impacto do...
Já alguma vez se interrogou sobre a importância dos selos mecânicos para evitar fugas e garantir o bom funcionamento das máquinas? Nesta publicação do blogue, vamos mergulhar no mundo dos selos mecânicos...
Como podemos fazer com que os parafusos durem mais tempo sob tensão? Este artigo explora métodos para aumentar a resistência à fadiga dos parafusos, essencial para evitar falhas em ambientes de elevada tensão, como os motores. Aprender...
Porque é que os parafusos se desapertam e como é que a pré-carga os pode evitar? Desde o aperto insuficiente e a vibração até à deformação da junta e à expansão térmica, as razões são diversas mas críticas. Este artigo investiga...
Já se interrogou como é que as tubagens e o equipamento ficam ligados de forma segura? Este artigo explora seis tipos essenciais de flanges de tubagem, desde a soldadura plana às flanges integrais. Irá descobrir os seus designs únicos, aplicações,...
Já se interrogou sobre o que mantém o motor do seu automóvel a funcionar sem problemas? A resposta está nos óleos lubrificantes. Estas misturas complexas de hidrocarbonetos desempenham funções críticas, desde a redução da fricção até à prevenção da ferrugem. Este...
Como pode garantir que as suas ligações aparafusadas são fortes e fiáveis? Este artigo analisa técnicas práticas para melhorar a resistência dos parafusos, abrangendo áreas cruciais como a distribuição de cargas, a redução de tensões,...
Já se interrogou sobre o que determina o ponto de rutura de parafusos e pernos sob binário? Este artigo analisa os valores críticos de binário destrutivo para vários tipos de aço inoxidável e...