Existem principalmente três métodos para o processamento de bordos de componentes de navios:
1. Método de cisalhamento mecânico
(1) Princípio do corte mecânico
(2) Tecnologia de processamento do cisalhamento mecânico
2. Corte a gás (método de corte químico)
(1) Princípio do corte a gás
(2) Processo da tecnologia de corte a gás
3. Corte por plasma CNC método
A seguir, o princípio básico da corte por plasma e a sua aplicação na construção naval.
Método de corte a plasma:
Existe uma diferença essencial entre o processo de corte por plasma e o princípio do corte a gás. Trata-se de um processo de corte físico que utiliza a alta temperatura do arco de plasma para derreter o metal na junta de corte e, em seguida, sopra-o com uma chama de alta velocidade para formar uma fenda estreita que separa o material à medida que o bico se move.
O arco de plasma é também conhecido como arco comprimido, que tem uma área de secção transversal condutora relativamente pequena e, por isso, concentra a energia de forma mais eficaz.
(1) Princípio do corte por arco de plasma
1. Geração do arco de plasma
O princípio da geração do arco de plasma é basicamente o mesmo que o do arco de soldadura. O arco é uma forma estável de descarga de gás, que é o fenómeno da passagem da corrente através do gás. Em circunstâncias normais, o gás é um bom isolante. Com a ação da energia externa, alguns átomos do gás emitem electrões e transformam-se em iões positivos - ionização.
O princípio da geração de arcos.
A magnitude da energia externa é representada pelo potencial de ionização. De acordo com a forma como a energia externa é fornecida, a ionização do gás pode ser dividida em três formas: fotoionização, ionização por colisão e ionização térmica. A ionização do gás no arco é principalmente a ionização térmica.
O grau de ionização do gás é expresso pelo grau de ionização: a razão entre a densidade de iões ou electrões e a densidade de partículas neutras antes da ionização.
Um gás com um grau de ionização inferior a 0,1% é designado por gás fracamente ionizado, cujas propriedades são semelhantes às do gás não ionizado.
Propriedades do gás ionizado.
Quando o grau de ionização atinge 1%, a condutividade do gás é próxima da do gás totalmente ionizado. A temperatura e o grau de ionização do arco de plasma são significativamente mais elevados do que os do arco de soldadura normal, mas a condutividade do arco de plasma não se altera significativamente.
A dimensão da secção transversal da coluna de arco de plasma é relativamente pequena e a sua resistência é frequentemente grande. O principal fator que determina o grau de ionização do gás é a temperatura.
Definição de Plasma
A 30.000K, quase todos os gases se ionizam e ficam num estado de ionização completa. O gás no estado de ionização completa é chamado de "plasma".
Este gás é composto inteiramente por partículas carregadas, tem uma forte condutividade e exibe propriedades electromagnéticas significativas, mas, no seu conjunto, permanece eletricamente neutro. Este é considerado o quarto estado da matéria.
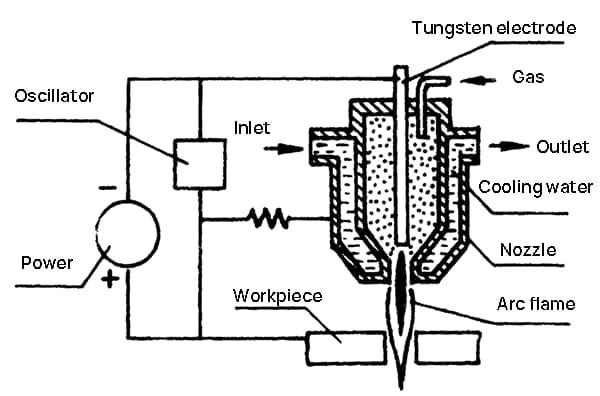
2. Princípio do dispositivo de geração de arco de plasma.
Efeito de constrição térmica (1)
O arco queima através do orifício do bocal entre o elétrodo de tungsténio e o metal a cortar. A coluna de arco é arrefecida pelo fluxo de ar frio e pela parede do orifício do bocal arrefecido a água. Este efeito de arrefecimento provoca uma constrição da coluna de arco de plasma, o que aumenta a densidade de energia e a temperatura do arco na região estreita no centro da coluna de arco de plasma. Este fenómeno é conhecido como o efeito de constrição térmica.
Este efeito faz com que a área da secção transversal da coluna do arco diminua e a densidade da corrente aumente.
A energia de toda a coluna do arco está concentrada na região central.
Efeito de constrição térmica (2).
Este efeito de arrefecimento é designado por "efeito de constrição térmica". Com uma área de secção transversal reduzida, a mesma corrente requer um aumento da tensão de alimentação.
Neste ponto, a intensidade do campo elétrico da coluna de arco aumenta.
O valor da intensidade do campo elétrico reflecte em grande parte o grau de compressão a que o arco está sujeito.
Efeito de constrição magnética
Quando a corrente do arco de plasma atinge um determinado valor, o campo magnético gerado pela corrente do arco comprime ainda mais a área da secção transversal da coluna do arco. Este efeito é designado por "efeito de constrição magnética".
Os arcos de combustão livre também apresentam efeitos de constrição magnética. O arco de plasma tem uma densidade de corrente mais elevada e baseia-se na constrição térmica, pelo que o efeito de constrição magnética é mais forte.
Efeito de constrição mecânica
A abertura do orifício do bocal exerce um efeito de compressão forçada sobre a coluna do arco. O fluxo de gás comprimido ou o fluxo de água em torno do arco também exerce um efeito de compressão forçada sobre a coluna do arco, que é conhecido como efeito de constrição mecânica.
Esta compressão do arco é designada por "efeito de constrição mecânica".
Implementação do corte por plasma
A pressão dos três efeitos de constrição e a difusão térmica no interior do arco de plasma atingem um equilíbrio, formando um fluxo de plasma de alta velocidade e alta temperatura que é pulverizado para fora do orifício do bocal.
Quando o fluxo de plasma encontra o metal a baixa temperatura, recombina-se em átomos ou moléculas e liberta energia, fazendo com que o metal na junta de corte aqueça rapidamente e derreta. A forte força mecânica do fluxo de plasma empurra então o metal derretido para fora para conseguir o corte.
Dispositivo de geração de plasma para jato de água
A figura ilustra um diagrama esquemático de um dispositivo de geração de plasma para corte por jato de água, que difere do corte por arco de plasma convencional principalmente na estrutura do bocal.
Estrutura do dispositivo de geração de plasma para jato de água
Adicionar um círculo de orifícios para jactos de água à saída da coluna do arco no bocal. Os jactos de água disparam de todos os lados em direção ao arco, aumentando o efeito de retração térmica. A coluna de arco é ainda mais encolhida pelo arrefecimento da água.
A densidade de energia do arco é mais concentrada, o que aumenta ainda mais a velocidade de corte.
Tipos de arco de plasma:
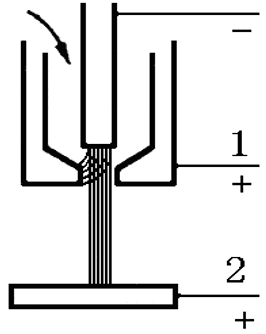
O dispositivo de geração de arco de plasma é formado com base no elétrodo de tungsténio soldadura por arco de árgon prática. De acordo com o modo de ligação da fonte de alimentação, o arco de plasma pode ser dividido em três tipos: arco transferido, arco não transferido e arco híbrido.
Geração de arco de plasma transferido:
O elétrodo é ligado ao pólo negativo e a peça de trabalho é ligada ao pólo positivo. O arco é formado primeiro entre o elétrodo e o bocal e, em seguida, é aplicada uma tensão relativamente elevada entre o elétrodo e a peça de trabalho. Como resultado, o arco de plasma é transferido do elétrodo para a peça de trabalho.
Aplicações do arco de plasma transferido:
O ponto catódico e o ponto anódico do arco de plasma transferido caem sobre o elétrodo e a peça de trabalho, respetivamente. Isto resulta numa grande produção de calor que se concentra no ponto de contacto entre o arco e a peça de trabalho. Este tipo de arco de plasma pode ser utilizado tanto para cortar como para aplicações de soldadura.
Uma vez que o arco de plasma transferido ocorre entre o elétrodo e a peça de trabalho, é necessário que a peça de trabalho seja condutora.
Arco de plasma não transferido:
No caso do arco de plasma não transferido, apenas o bocal está ligado ao pólo positivo. O arco de plasma é gerado entre o elétrodo e o bocal, e a chama de alta temperatura flui através do bocal. O ponto anódico encontra-se no bocal, o que provoca uma maior perda de calor e leva a uma diminuição da temperatura do arco de plasma.
O arco de plasma sem transferência é adequado para cortar e soldar metais finos e não metálico materiais.
Arco de plasma híbrido:
Os arcos de plasma de transferência e de não transferência estão presentes simultaneamente. Este tipo de arco de plasma é utilizado principalmente na soldadura por micro-arco e na pulverização de material em pó.
Características físicas do arco de plasma
(1) As características térmicas do arco de plasma.
As características térmicas são propriedades importantes de uma fonte de calor. A temperatura, a potência térmica e a eficiência térmica do arco de plasma são:
① A temperatura do arco de plasma
A temperatura do arco de plasma refere-se principalmente à temperatura da coluna de arco. A temperatura da coluna de arco está geralmente relacionada com a potência do arco, o gás, os materiais do elétrodo e outras condições de trabalho.
O efeito do potencial de ionização do gás na temperatura.
A composição dos gases no espaço tem um impacto substancial na temperatura da coluna de arco. Um potencial de ionização mais elevado do gás conduz normalmente a uma temperatura mais elevada da coluna de arco.
Além disso, o potencial de ionização do vapor dos materiais do elétrodo pode afetar significativamente a temperatura da coluna do arco quando esta é mais baixa.
Quando se utiliza um arco de elétrodo de metal fundido, o vapor de metal resultante tem um baixo potencial de ionização e a temperatura varia entre 5000K-6000K. Após a geração de plasma, os eléctrodos de tungsténio são normalmente utilizados e não se evaporam.
A temperatura do arco de plasma
A temperatura da coluna do arco de plasma pode variar entre 15000K-50000K, e existe um gradiente de temperatura extremamente elevado do centro para a extremidade. Em comparação com os outros dois tipos de arcos de plasma, o arco de plasma de transferência tem uma temperatura mais elevada.
Nas condições de I=300A, U=250V, d=2,8mm de abertura do bocal, e um caudal de gás de Q=50l/min, utilizando azoto como gás de trabalho, a temperatura máxima perto do bocal atinge Tmáximo=30000℃. Para I=1500A e d=2,5mm, Tmáximo=52000℃, e a concentração de energia atinge 1,1×109 W/cm2.
② A potência térmica do arco de plasma
Uma fonte de calor de alta temperatura não equivale necessariamente a uma maior capacidade de aquecimento. A capacidade de aquecimento de uma fonte de calor depende da sua potência térmica - a quantidade de energia térmica que pode transferir por unidade de tempo.
A potência térmica de um arco é a quantidade de energia eléctrica convertida em energia térmica num determinado período de tempo, também conhecida como consumo de energia. Representa a quantidade de calor gerada pelo arco por unidade de tempo.
Cálculo da potência térmica de um arco de plasma.
Devido à sua elevada tensão (V) e corrente (I) de funcionamento, um arco de plasma gera uma quantidade significativa de energia térmica. Como resultado, a potência térmica de um arco de plasma pode ser ajustada com precisão através da regulação de vários parâmetros.
Parâmetros influentes na energia térmica
A corrente de trabalho de um arco de plasma depende de vários factores, como a geometria e o tamanho do bocal, a composição e o caudal do gás de trabalho e a material do elétrodo.
Estes parâmetros desempenham um papel fundamental na determinação da corrente de funcionamento de um arco de plasma. Além disso, a influência da composição do gás pode orientar a seleção do gás de trabalho.
Quando utilizado como fonte de calor, um arco de plasma gera uma quantidade substancial de calor. O gás desempenha um papel crucial na transmissão de uma proporção significativa deste calor para a peça de trabalho.
O gás de trabalho de um arco de plasma
Durante os processos de aquecimento, decomposição e ionização que ocorrem na coluna de arco, o gás absorve calor e atinge temperaturas extremamente elevadas.
A quantidade de calor absorvida pelo gás aumenta à medida que este sofre decomposição térmica e ionização ou sofre um aumento de temperatura, o que acaba por aumentar a sua capacidade de transferência de calor.
Do ponto de vista da decomposição térmica, apenas os gases em estado molecular podem ser sujeitos a este processo. Os gases de trabalho para arcos de plasma incluem H2, N2, ar, vapor de água, árgon e outros.
À medida que a temperatura do gás utilizado numa combustão por arco de plasma aumenta, aumenta também a sua entalpia.
A eficiência térmica de um arco de plasma
A energia eléctrica é transformada em energia térmica na pistola de plasma, mas nem toda ela é utilizada para aquecer a peça de trabalho. Alguma é retirada pela água de arrefecimento e pela radiação. Com o arco transferido, há menos perda de calor e a peça de trabalho pode receber 60% da energia térmica.
A quantidade real de energia térmica recebida pela peça de trabalho é a potência térmica efectiva do arco de plasma.
(2) Velocidade da chama do arco de plasma
A velocidade da chama do arco de plasma é extremamente rápida, atingindo velocidades supersónicas de até 300-1000m/s e tem uma forte força de sopro. O gás da peça de trabalho é rapidamente expandido devido ao aquecimento no canal do bocal, resultando numa velocidade de jato rápida devido à aceleração térmica.
Nos processos de corte, os arcos de plasma com velocidades de chama rápidas e forças de impacto elevadas são conhecidos como arcos rígidos. Os bicos de pequena abertura e os gases de trabalho de grande caudal são fáceis de obter arcos rígidos.
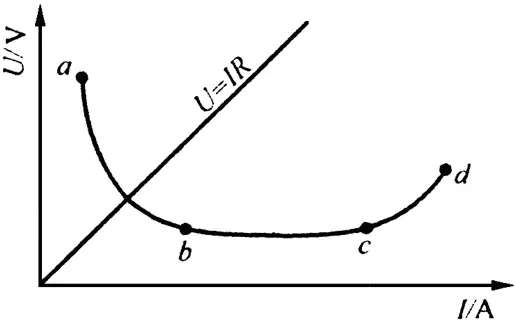
(3) As características eléctricas do arco de plasma
As características estáticas de volt-ampere do arco de plasma, também conhecidas como características estáticas.
As características estáticas do arco de plasma
O bocal limita o aumento da área da secção transversal da coluna de arco de plasma. A diferença entre as características estáticas do arco de plasma e as de um arco elétrico normal manifesta-se em dois aspectos: uma tensão mais elevada e uma tendência para apresentar uma caraterística plana ou ascendente.
As características estáticas do arco de plasma estão relacionadas com o tipo e o caudal do gás de trabalho, a dimensão do bocal, o espaçamento dos eléctrodos e outros factores.
(4) A estabilidade da combustão do arco de plasma.
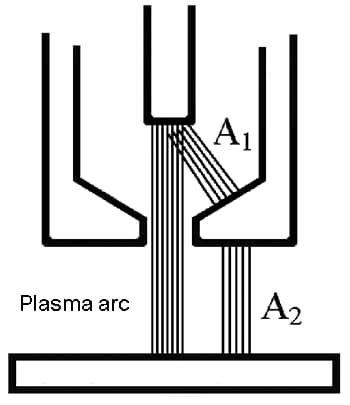
Quando se utiliza um plasma de arco transferido, pode ocorrer um fenómeno chamado arco duplo, que pode perturbar a estabilidade da combustão do arco de plasma.
O arco duplo pode interromper o progresso normal do processo de corte e causar danos no bico.
Fenómeno de arco duplo
Sob certas condições externas e de corrente, a tensão do arco tende sempre a manter um valor mínimo. Esta é uma regra importante na física do arco, conhecida como o princípio da tensão mínima.
Quando ocorre o duplo arco, a tensão de A1+A2 é inferior à do arco de plasma, pelo que a queda de tensão no canal do bocal está diretamente relacionada com o fenómeno do duplo arco.
O arco duplo e a tensão do arco de plasma
A fim de aumentar o grau de compressão do arco, é desejável reduzir a abertura do bocal e alongar o arco de plasma, aumentando assim a tensão e o efeito de contração magnética.
A tensão é diretamente proporcional ao comprimento do arco, pelo que os aumentos excessivos do comprimento do arco devem ser limitados do ponto de vista da prevenção do fenómeno de duplo arco. Existem também outros factores que podem afetar o fenómeno do arco duplo.
(2) Equipamento e processo de corte por arco de plasma
1. Fonte de alimentação de arco de plasma.
A relação entre a corrente de saída e a tensão entre os terminais da fonte de alimentação é conhecida como as características externas da fonte de alimentação.
O arco de plasma exige que a fonte de alimentação tenha uma caraterística externa de queda acentuada.
A tensão de circuito aberto (U0) da fonte de alimentação.
Para facilitar a ignição e a combustão estável do arco de plasma, o requisito U0 para a fonte de alimentação é relativamente elevado.
Para soldadura, pulverização térmica e outros processos, uma U0 > 80V é suficiente, enquanto o corte e a pulverização requerem uma U0 > 180V. A magnitude da tensão de circuito aberto depende principalmente da espessura do material que está a ser cortado, sendo que os materiais mais espessos requerem U0 mais elevados.
A alimentação eléctrica para o corte por arco plasma
A fonte de alimentação normalmente utilizada para o corte por arco plasma é, na sua maioria, uma fonte de alimentação DC fonte de alimentação para soldadura por arco com características externas de queda acentuada, e existem modelos específicos disponíveis. Por vezes, as fontes de alimentação CA são utilizadas para determinados processos ou materiais, o que é comum em soldadura por arco de plasma.
Nalguns casos, os soldadura por arco podem ser utilizadas em vez disso, ligando em série várias máquinas de soldar com o mesmo tipo de corrente e características externas.
A tensão de circuito aberto das máquinas de corte por arco plasma produzidas no país é geralmente de 120V-300V, com uma corrente de trabalho de 320A-500A e uma tensão de trabalho de 60V-150V.
2. Material do elétrodo de arco de plasma
Os materiais dos eléctrodos para o elétrodo posterior são os mesmos que os do Soldadura TIGincluindo eléctrodos de tungsténio, eléctrodos de tungsténio thoriated e eléctrodos de tungsténio ceriated.
O tungstênio puro com um ponto de fusão de 3400 ℃ e um ponto de ebulição de 5000 ℃ geralmente pode atender aos requisitos, mas deve ser bem resfriado para reduzir o burnout. A adição de óxido de tório 1-2% ao tungsténio puro produz eléctrodos de tungsténio thoriated, que têm uma capacidade de emissão de electrões mais forte do que os eléctrodos de tungsténio puro.
Sob as mesmas condições de diâmetro do elétrodo, os eléctrodos de tungsténio thoriated podem ser utilizados a correntes mais elevadas com taxas de desgaste mais lentas.
Eléctrodos de tungsténio ceriado e eléctrodos de zircónio.
Os eléctrodos de tungsténio tioriado são radioactivos e podem ser prejudiciais para a saúde. Os eléctrodos de tungsténio ceriado são produzidos através da adição de cério 2% ao tungsténio puro, o que pode reduzir a contaminação radioactiva, melhorando simultaneamente a capacidade de emissão de electrões e o desempenho do processo.
Esta é a escolha ideal para o material do elétrodo posterior, uma vez que reduz as taxas de desgaste do elétrodo. Os eléctrodos de zircónio podem utilizar o ar como gás de trabalho e têm uma duração de vida próxima da dos eléctrodos de tungsténio thoriated quando trabalham em gás misto N2+H2.
3. Arco de plasma Gás de trabalho.
Os gases de trabalho normalmente utilizados no corte por arco plasma são o azoto (N2), o árgon (Ar), o hidrogénio (H2) ou as suas misturas. O N2 tem uma entalpia relativamente elevada, propriedades químicas estáveis, baixo risco e baixo custo, o que faz dele um gás de trabalho amplamente utilizado.
O azoto pode dissolver-se no aço para formar nitreto de ferro, o que aumenta a resistência mas diminui a ductilidade. A pureza do azoto não deve ser inferior a 99,5%. Se houver demasiado O2 ou água no gás, pode provocar uma grave queima do elétrodo de tungsténio.
Gás de trabalho - Árgon
O árgon tem uma entalpia mais baixa e, consequentemente, a tensão do arco de plasma também é baixa. Sendo um gás monatómico, o árgon não se decompõe nem tem um efeito de absorção de calor a altas temperaturas.
A sua capacidade térmica específica e condutividade térmica são ambas pequenas, resultando numa perda mínima de energia ao queimar o arco em gás árgon.
No entanto, devido ao elevado potencial de ionização do árgon, tanto o arco como a combustão requerem uma energia mais elevada. Devem ser tomadas medidas especiais de arco para resolver o problema da combustão difícil.
O árgon é um gás inerte que não reage com vários metais nem se dissolve neles. Para cortar metais quimicamente activos, o gás árgon de alta pureza é um bom meio de proteção.
O gás árgon é mais pesado do que o ar e ocorre naturalmente na atmosfera com uma concentração de cerca de 1%, mas a sua extração pode ser dispendiosa. Geralmente, o árgon é um subproduto da produção de oxigénio, e o árgon de grau industrial produzido internamente já atingiu uma pureza de 99,99%.
O hidrogénio (H2) é o gás com a entalpia e a condutividade térmica mais elevadas e tem a maior capacidade de transferir energia térmica.
A mistura de hidrogénio no gás de trabalho pode aumentar significativamente a potência térmica do arco de plasma, tornando-o uma escolha comum para pulverizar materiais difíceis de fundir ou cortar peças de trabalho espessas.
Para a maioria dos materiais metálicos, o hidrogénio é um gás redutor que pode prevenir eficazmente a oxidação do material.
Gás de trabalho - Hidrogénio, Ar
O hidrogénio é um gás combustível que pode inflamar-se facilmente e explodir quando misturado com o ar.
O hidrogénio pode dissolver-se em muitos metais de fusão a altas temperaturas, o que pode por vezes afetar o desempenho do processo, e o hidrogénio que penetra no aço pode facilmente causar fragilização por hidrogénio.
O ar tem uma elevada capacidade de transferir energia térmica como gás de trabalho e é relativamente barato e conveniente de utilizar através da sua compressão.
Gás de trabalho - Gases mistos
Além de utilizar o ar para os eléctrodos de zircónio, os eléctrodos de tungsténio podem também utilizar o ar como gás de trabalho.
Quando se utiliza ar com um elétrodo de tungsténio, deve ser utilizada uma pistola de plasma de fluxo de ar de camada dupla e a camada interna deve utilizar gases como o árgon ou o azoto para proteger o elétrodo de tungsténio da oxidação pelo ar.
Os gases mistos normalmente utilizados são o azoto-hidrogénio e o árgon-hidrogénio, que combinam as vantagens de ambos os gases.
Considerações sobre gases mistos
Rácio de mistura:
A proporção de gases mistos utilizados pode afetar significativamente a velocidade de corte, a qualidade do corte e a vida útil do bocal.
Para a mistura hidrogénio-argónio, a relação recomendada é de (20-40)% H2 para (80-60)% Ar, enquanto que para a mistura hidrogénio-nitrogénio, a relação recomendada é de (10-25)% H2 para (90-75)% N2.
Problema de arranque do arco:
O arranque de arcos em misturas contendo uma grande quantidade de gás diatómico pode ser difícil. No entanto, é geralmente possível iniciar um arco em árgon puro ou azoto puro.
4. Processo de corte por arco plasma.
Os parâmetros do processo de corte por arco de plasma incluem:
- Tensão em vazio (U0)
- Corrente de corte (I)
- Tensão de funcionamento (U)
- Caudal de gás (Q)
- Velocidade de corte (v)
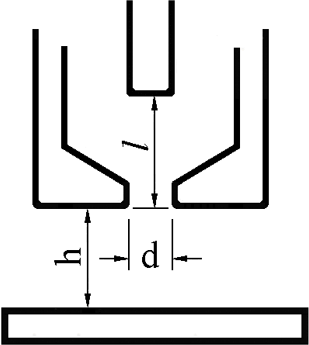
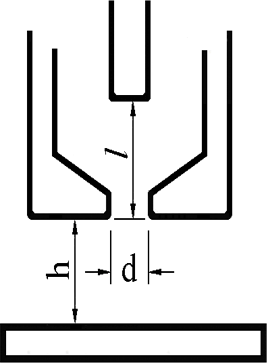
- Distância entre o bocal e a peça de trabalho (h)
- Distância entre o elétrodo de tungsténio e a ponta do bocal (l)
- Diâmetro do orifício do bocal (d)
(1) Tensão em vazio (U0)
Para acender e manter um arco de plasma estável, recomenda-se uma tensão mínima sem carga de 150V. Ao cortar materiais mais espessos (mais de 200 mm), é necessária uma tensão sem carga superior a 200 V.
Para cortar materiais muito espessos, a tensão em vazio pode atingir os 300-400V. Uma tensão em vazio elevada pode aumentar o risco de choque elétrico, pelo que é importante tomar medidas de segurança adequadas quando se trabalha com equipamento de corte por plasma.
(2) Corrente de corte (I) e tensão de funcionamento (U)
A corrente de corte e a tensão de funcionamento determinam a potência do arco de plasma. O aumento da corrente de corte e da tensão de funcionamento pode aumentar a potência térmica do arco de plasma, permitindo velocidades de corte mais elevadas e uma maior eficiência no corte de materiais mais espessos.
À medida que a corrente de corte é aumentada, a velocidade de corte pode também aumentar significativamente. No entanto, o efeito do aumento da corrente de corte na velocidade de corte torna-se menos significativo à medida que a espessura do material a cortar aumenta.
Formas eficazes de aumentar a potência:
O aumento da corrente fará com que a coluna do arco se torne mais espessa, resultando num corte mais largo e numa queima mais fácil do bocal do elétrodo de tungsténio. O aumento da tensão é uma forma eficaz de aumentar a potência do arco de plasma, especialmente quando se cortam materiais espessos. A tensão de trabalho U está relacionada com a composição do gás e o caudal. A U do N2 é superior à do Ar. O H2 requer um U mais elevado devido à sua forte capacidade de dissipação de calor.
Tensão de funcionamento do arco de plasma
Quando U > 0,65U0, o arco de plasma apresentará um fenómeno instável conhecido como arco duplo. Ao aumentar a tensão de trabalho do arco de plasma, é necessário aumentar também a tensão em vazio da fonte de alimentação. U também está relacionado com a forma geométrica do bocal, especialmente a abertura do bocal d.
Caudal de gás Q
Quando as outras condições são as mesmas, um aumento de Q aumentará o efeito de contração térmica da coluna de arco, resultando numa energia mais concentrada. À medida que Q aumenta, U aumenta, levando a um aumento da potência do arco de plasma, da temperatura da coluna de arco e da velocidade v.
Ao mesmo tempo, a velocidade do jato de arco aumenta, a força de corte é melhorada e a qualidade do corte também é melhorada.
No entanto, se Q for demasiado grande, alguma da energia será retirada pelo ar frio, resultando numa diminuição da quantidade de calor disponível para fundir o metal, o que pode afetar a estabilidade da combustão do arco e o corte normal.
(4) Velocidade de corte v
Uma velocidade de corte adequada v pode melhorar a qualidade da superfície do corte.
Quando a potência é constante, o aumento de v diminui a área aquecida da peça de trabalho e a dimensão da zona afetada pelo calor.
Se v for demasiado elevado, o material que está a ser cortado pode não derreter. Se v for demasiado lento, a produtividade diminuirá, a superfície do corte será áspera, as rebarbas aumentarão na parte inferior e a peça de trabalho deformar-se-á mais significativamente.
Desde que a qualidade do corte seja assegurada, a velocidade de corte v deve ser aumentada tanto quanto possível.
(5) Distância entre o bico e a peça de trabalho h
Para utilizar totalmente o calor gerado pelo arco de plasma e facilitar o seu funcionamento, a distância h entre o bocal e a superfície da peça de trabalho deve ser controlada dentro de 10 mm. Normalmente, esta distância é definida para 4-7 mm.
O impacto de h no arco de plasma
Aumentar h é equivalente a aumentar o comprimento do arco, o que leva a um aumento de U.
No entanto, à medida que o comprimento do arco aumenta, a eficiência diminui e a energia de radiação térmica aumenta, o que pode causar uma diminuição em v. Se h for demasiado elevado, a força de sopro e a capacidade de corte diminuem, levando a um aumento das rebarbas inferiores e à possibilidade de arco duplo. Se h for demasiado pequeno, existe um risco acrescido de curto-circuito.
(6) Parâmetros do bocal - l, d
l refere-se à distância entre a extremidade do elétrodo de tungsténio e a extremidade do bocal, que está relacionada com a possibilidade de o arco ser devidamente comprimido.
Se l for demasiado grande, destruirá a estabilidade do arco. Se l for demasiado pequeno, pode provocar um curto-circuito entre o elétrodo de tungsténio e o bocal que pode queimar o bocal.
O diâmetro do bocal d afecta o diâmetro da coluna de arco e a temperatura. Um aumento em d resultará numa diminuição da compressão, da densidade de energia, da força de corte e da velocidade de corte v. Isto também pode causar uma diminuição da capacidade de corte.
Em geral, um d menor está associado a um U maior, enquanto um d maior está associado a um U menor.
5. Características de corte de peças espessas.
À medida que a espessura t aumenta, a quantidade de material fundido também aumenta, o que requer um aumento de potência.
Para reduzir a queima, recomenda-se aumentar U mantendo a potência constante. À medida que t aumenta, a gama de saltos do ponto anódico também aumenta e, por conseguinte, U deve ser superior a 220 V para garantir a estabilidade do arco. É necessário calor suficiente para cortar o fundo, resultando num arco fino e alongado com um pequeno gradiente de temperatura axial.
Recomenda-se a utilização de um gás de trabalho com elevada entalpia e condutividade térmica, como o N2+H2.
Método de corte a laser
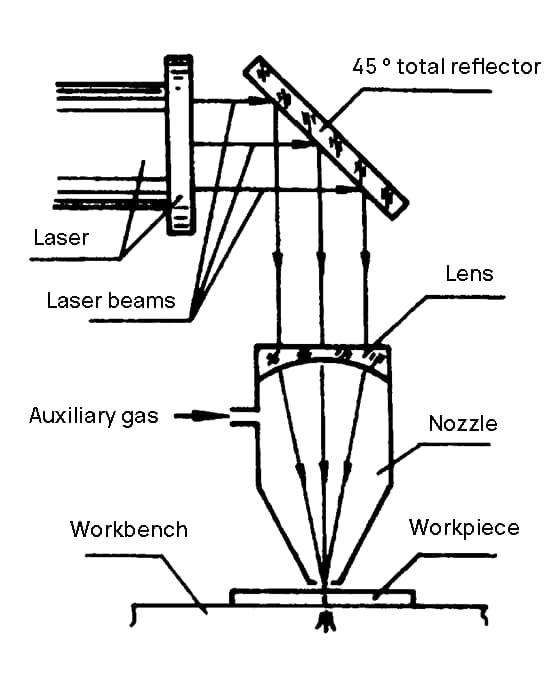
(1) Introdução ao princípio do corte a laser
O feixe de laser horizontal emitido pelo cortador a laser.
Depois de ser refletido por um espelho de 45 graus, o feixe laser é redireccionado verticalmente para baixo.
O feixe de laser é depois focado por uma lente, criando um ponto extremamente pequeno no ponto focal.
Corte a laser
A densidade de potência do ponto atinge 106-109 W/cm2. Quando a peça de trabalho é irradiada pelo ponto de laser, ela gera uma alta temperatura localizada (acima de 10.000 ℃), fazendo com que a peça de trabalho derreta ou vaporize instantaneamente. Como o bocal de corte se move, forma-se um corte na peça de trabalho.
Entretanto, um gás auxiliar com uma certa pressão é utilizado para soprar a escória fundida no corte, cortando assim a peça de trabalho.
Potência laser
O feixe laser é um feixe paralelo ideal (com um ângulo de divergência θ < 0,001 radianos). Após a focagem, o diâmetro do ponto pode ser representado por do = fθ (onde θ ≠ 0), em que f é a distância focal da lente. Se a potência do laser é W, então a densidade de potência do ponto é:
Características de corte a laser
Em comparação com o corte a gás e o corte por arco plasma, o corte a laser apresenta as seguintes vantagens
Aplicações de corte a laser
O corte a laser tem vantagens notáveis no corte de chapas finas, melhorando a eficiência do corte e reduzindo a deformação térmica.
Pode cortar vários materiais com elevado ponto de fusão, ligas resistentes ao calor e materiais superduros, bem como semicondutores, materiais não metálicos e materiais compósitos.
Ao cortar metais espessos, é soprado gás comprimido para ajudar no corte, reduzindo a largura da fenda de corte e a zona afetada pelo calor.
(2) Aplicações práticas do corte a laser
A aplicação da tecnologia de corte a laser remonta à década de 1970. Atualmente, a Marinha dos EUA é líder na utilização da tecnologia laser na investigação da construção naval. Nos últimos anos,
O Japão produziu e vendeu máquinas de corte a laser CNC com potência inferior a 5kW que podem cortar aço de baixo carbono até 32mm de espessura com alta qualidade. Ao cortar uma placa de 12 mm, a velocidade de corte é de cerca de 2,5 m/min, o que é comparável às máquinas de corte por arco de plasma existentes.
O corte a laser tem muitas aplicações em estaleiros navais, incluindo:
O estaleiro Tamano da Mitsui Zosen Corporation constrói principalmente navios de guerra e também graneleiros de 40 000 toneladas. A maioria das espessuras de chapa para componentes de navios é de cerca de 10 mm, e uma proporção significativa de chapas finas chapa de aço é necessário o processamento. As estruturas dos navios requerem uma baixa deformação térmica e uma elevada precisão de corte devido à estrutura relativamente fina das chapas de aço utilizadas. A utilização de máquinas de corte a laser na produção de chapas de aço para carroçarias de navios obteve resultados significativos.
Máquina de corte a laser do estaleiro Yunao
De fabrico japonês Máquina de corte a laser CO2 para aviões, com um calibre de 7,5m, tem uma potência máxima de 3,5kW (potência nominal de 3kW). Tem uma largura de corte efectiva de 5,4m, comprimento de corte efetivo de 29,1m, e pode cortar até uma espessura máxima de 19mm. A velocidade de corte para placas com uma espessura de 8-10mm é entre 900-1000mm/min. A largura da incisão é inferior a 0,5 mm e a deformação do corte é mínima. Não há colapso da borda superior ou escória da borda inferior, e a precisão de corte é muito maior do que o corte a arco plasma.