Princípios de conceção estrutural para peças de dobragem de chapa metálica
Já alguma vez se perguntou porque é que as peças de chapa metálica racham ou se deformam durante a dobragem? Este artigo explora os princípios essenciais da conceção de chapas metálicas, centrando-se nas técnicas de dobragem para garantir a precisão e a durabilidade. No final, compreenderá as principais estratégias para evitar problemas comuns no fabrico de chapas metálicas.
Geralmente, a chapa metálica refere-se a materiais metálicos com espessura uniforme. Os materiais comuns de chapa metálica incluem o aço inoxidável, o aço galvanizado, a folha de Flandres, o cobre, o alumínio e o ferro. Este artigo analisa principalmente os princípios básicos da conceção de produtos em chapa metálica.
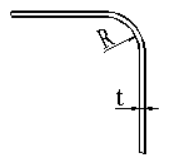
Quando folha de dobragem Se o raio do canto for demasiado pequeno, a superfície exterior é suscetível de rachar. Se o raio do canto for demasiado grande, a precisão da peça dobrada não é facilmente mantida devido a dorso da mola. Assim, é especificado um raio de curvatura mínimo, como se pode ver no quadro seguinte.
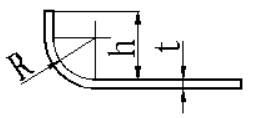
2. A altura da aresta reta na flexão não deve ser demasiado pequena; caso contrário, é difícil formar um momento de flexão suficiente para obter peças com formas precisas.
O valor de h não deve ser inferior a R+2t, como se mostra a seguir.
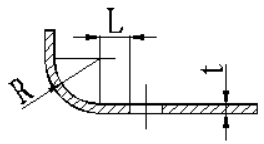
3. Ao perfurar perto de uma aresta dobrada, a distância L entre a aresta do furo e o centro do raio de curvatura R não deve ser demasiado pequena para evitar a deformação do furo após a dobragem.
O valor de L não deve ser inferior a 2t, como apresentado na figura abaixo.
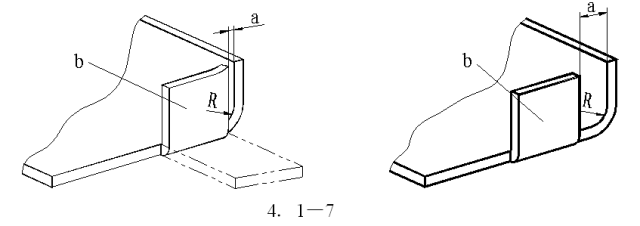
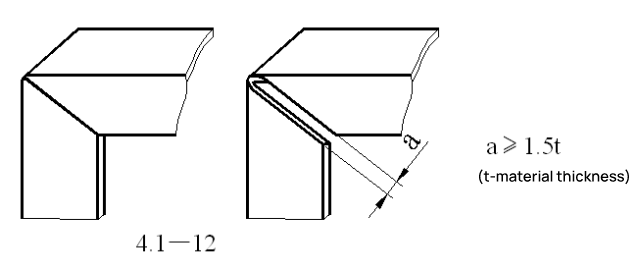
4. Quando a<R, permanece um arco residual no lado b perto do ponto a após a dobragem. Para evitar este arco residual, assegure-se de que a≥R.
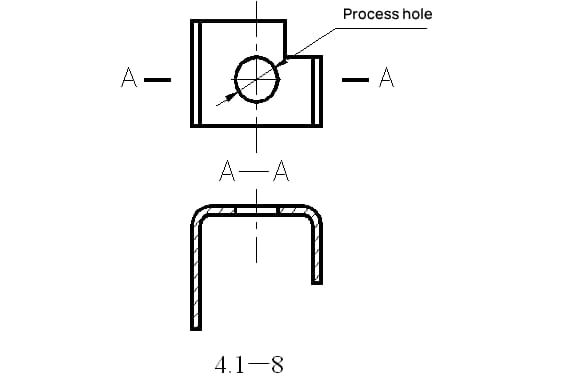
5. Nas peças dobradas em forma de U, é preferível que as arestas da dobra tenham o mesmo comprimento para evitar que se desloquem para um dos lados durante a dobragem.
Se não for permitido, pode ser efectuado um furo de localização do processo, como ilustrado na Figura 4.1-8.
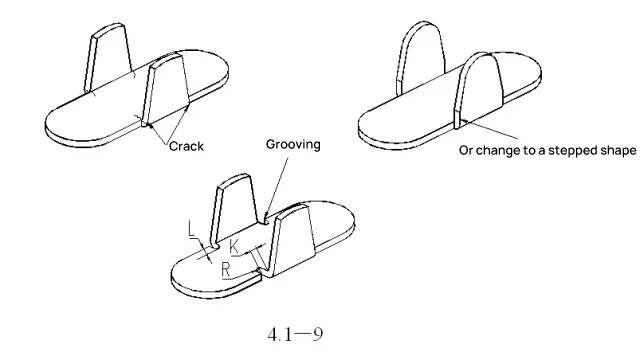
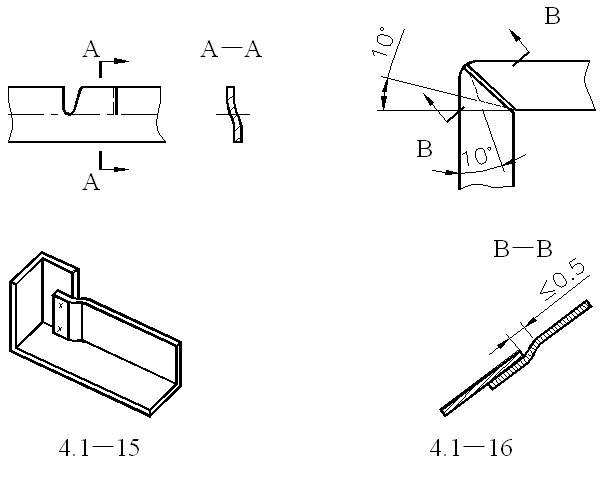
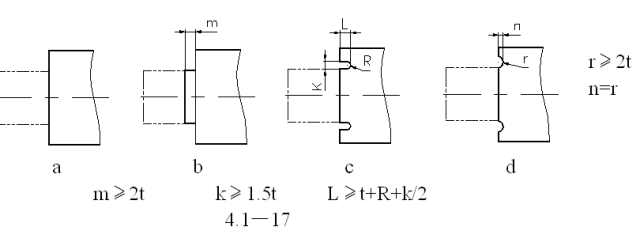
6. Para evitar fissuras ou deformações durante a flexão lateral (trapezoidal).
Conceber uma ranhura reservada ou alterar a base para uma forma de degrau. A largura da ranhura K não deve ser inferior a 2t, e a profundidade da ranhura L deve ser, no mínimo, t+R+K/2.
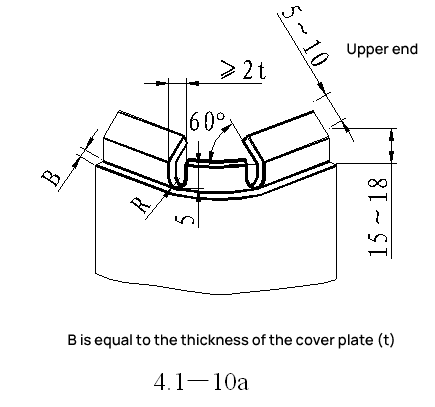
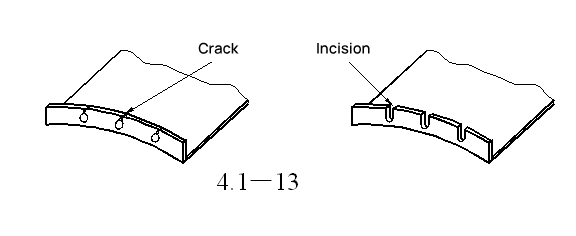
7. Para evitar o enrugamento devido à compressão do material nos cantos durante a dobragem, conceber um entalhe reservado.
Por exemplo, o desenho do entalhe no canto da placa lateral da unidade exterior (em cima e em baixo).
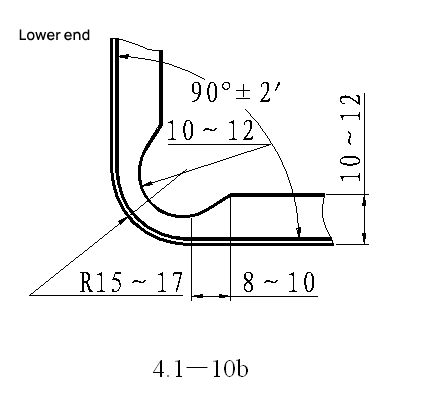
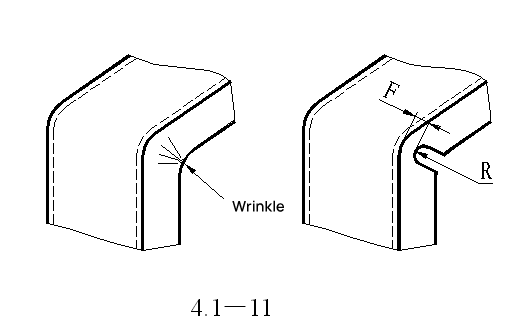
8. Para evitar o enrugamento das faces planas de um ângulo reto após a dobragem, conceber um entalhe reservado.
R
F
3
1.6
6
3
10
4.6
20
8
30
11
40
13
50
15
9. Para evitar o retorno elástico após a dobragem, conceber um entalhe.
10. Para evitar fissuras após o puncionamento e a dobragem subsequente, conceber um entalhe.
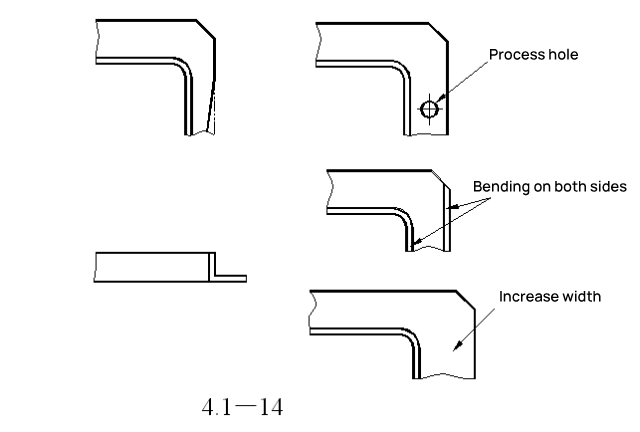
11. Para evitar que um dos lados se contraia para dentro durante a dobragem.
Isto pode ser resolvido concebendo um orifício de localização do processo, dobrando ambos os lados simultaneamente ou aumentando a largura da flange para resolver problemas de contração.
12. Forma de sobreposição quando se dobra num ângulo reto.
13. Dobragem de saliências
Se for dobrado como na Figura a, onde o linha de dobragem coincide com a linha do degrau, podem por vezes ocorrer fissuras e deformações na raiz. Por conseguinte, a linha de flexão deve ser deslocada da linha do degrau, como na Figura b, ou deve ser projetado um entalhe, como nas Figuras c e d.
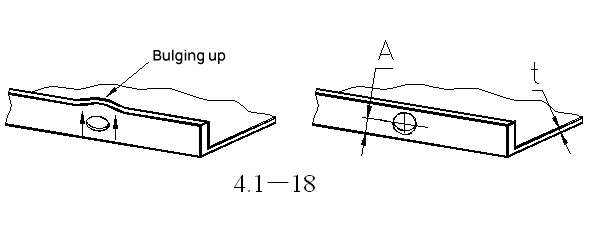
14. Para evitar a deformação dos furos na superfície de dobragem devido a tensões, a distância do bordo (à raiz inferior) não deve ser inferior a A≥4.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...