I. Princípio de funcionamento e manutenção das prensas de punção
1. Princípio de funcionamento das prensas de punção
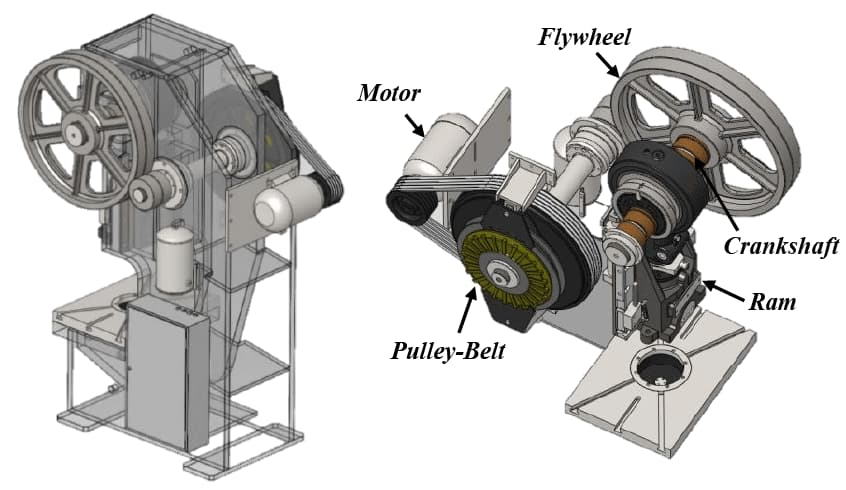
A conceção fundamental das prensas de punção gira em torno da conversão do movimento rotativo em movimento linear. Este processo começa com o motor principal a acionar um volante que, através de um mecanismo de embraiagem, transmite energia a uma série de componentes, incluindo engrenagens, uma cambota (ou engrenagens excêntricas) e uma biela. Este intrincado sistema de transmissão de energia culmina no movimento linear preciso da corrediça.
A transição do movimento rotativo para o movimento linear ocorre numa junção crítica entre a biela e a corrediça. Esta conversão é normalmente conseguida através de um de dois mecanismos: uma junta do tipo esférico ou uma junta do tipo pino (cilíndrica). Estes mecanismos traduzem efetivamente a energia rotacional na descida controlada e linear da corrediça.
A função principal de uma prensa de punção é aplicar força concentrada a uma peça de trabalho, induzindo a deformação plástica para obter as formas e a precisão dimensional desejadas. Este processo necessita de um conjunto de matrizes cuidadosamente concebido, composto por componentes superiores (punção) e inferiores (matriz), que funcionam em conjunto para dar forma ao material.
Durante o funcionamento, a prensa de punção exerce uma força substancial sobre a peça de trabalho, fazendo-a fluir plasticamente para a cavidade da matriz. Simultaneamente, as forças reactivas geradas durante este processo são absorvidas e distribuídas pela estrutura da prensa, que foi concebida para suportar estas cargas significativas sem comprometer a precisão ou a longevidade.
Os principais factores que influenciam o desempenho das prensas de punção incluem:
- Capacidade de tonelagem: Determina a força máxima que a prensa pode exercer.
- Comprimento do curso: Afecta a profundidade de tração e as capacidades gerais de conformação.
- Velocidade do curso: Impacta a velocidade e a eficiência da produção.
- Conceção de matrizes: Essencial para obter geometrias e tolerâncias específicas das peças.
- Propriedades do material: Influenciam a força necessária e a deformação possível.
As prensas de puncionamento modernas incorporam frequentemente caraterísticas avançadas, tais como controlos CNC, accionamentos servo-eléctricos e sistemas de monitorização de força em tempo real para aumentar a precisão, flexibilidade e produtividade nas operações de conformação de metais.
II. Classificação das prensas de punção
1. De acordo com a força motriz da corrediça
As prensas de punção, essenciais no fabrico de chapas metálicas, podem ser classificadas em dois tipos principais com base no seu mecanismo de acionamento: mecânico e hidráulico. Esta classificação é fundamental para compreender as suas caraterísticas operacionais e aplicações:
(1) Prensas mecânicas de punção:
Estes utilizam um eixo excêntrico acionado por volante para gerar a força de perfuração. Caracterizam-se pelo funcionamento a alta velocidade, controlo preciso e excelente repetibilidade, o que as torna ideais para a produção de grandes volumes. Prensas mecânicas subdividem-se ainda em:
- Pressões excêntricas
- Prensas de manivela
- Prensas nas articulações
(2) Prensas de punção hidráulicas:
Estes utilizam cilindros hidráulicos para criar a força de perfuração. Oferecem um comprimento de curso variável, pressão ajustável e a capacidade de manter a tonelagem total ao longo do curso. As prensas hidráulicas podem ainda ser classificadas com base no fluido hidráulico utilizado:
- Puncionadeiras de pressão a óleo: As mais comuns, oferecendo um desempenho fiável e uma vasta gama de aplicações.
- Puncionadeiras de pressão de água: Utilizadas principalmente para operações em grande escala ou especializadas, proporcionando benefícios ambientais e um risco reduzido de incêndio.
Nos processos gerais de estampagem de chapa metálica, as prensas de puncionamento mecânico dominam devido à sua velocidade e eficiência. No entanto, as prensas hidráulicas, particularmente as de pressão de óleo, são preferidas para operações que requerem um controlo preciso da força, estampagem profunda ou quando se trabalha com materiais mais espessos.
A escolha entre prensas mecânicas e hidráulicas depende de factores como o volume de produção, a complexidade da peça, as propriedades do material e o controlo da força necessária. Os recentes avanços nas prensas mecânicas servo-acionadas e nos sistemas híbridos estão a esbater as linhas entre estas categorias, oferecendo as vantagens de ambos os tipos numa única máquina.
2. De acordo com o modo de movimento do escorrega:
As prensas de punção podem ser classificadas em tipos de ação simples, ação dupla, ação tripla e ação múltipla, com base nas caraterísticas de movimento das suas lâminas. Esta classificação reflecte a capacidade da prensa para realizar operações de conformação complexas.
As prensas de punção de ação simples, com apenas um carro, são as mais comuns em aplicações industriais. O seu design simples e a sua versatilidade tornam-nas adequadas para uma vasta gama de operações de estampagem, incluindo corte, perfuração e tarefas de formação simples.
As prensas de punção de dupla e tripla ação, embora menos comuns, oferecem capacidades melhoradas para processos de conformação mais complexos. Estas prensas são utilizadas principalmente na indústria automóvel para estiramento profundo, alongamento e moldagem de grandes painéis de carroçaria. As múltiplas lâminas destas prensas podem mover-se independentemente ou em padrões sincronizados, permitindo um controlo preciso do fluxo de material e da distribuição da pressão de formação.
As prensas de ação múltipla, incluindo os tipos de ação quádrupla, são máquinas especializadas concebidas para as operações de conformação mais exigentes. Encontram aplicações na indústria aeroespacial, no fabrico de electrodomésticos e noutras indústrias que requerem geometrias de peças complexas ou técnicas de conformação avançadas.
A escolha entre estes tipos de prensa depende de factores como a complexidade da peça, as propriedades do material, o volume de produção e os requisitos específicos de conformação. Embora as prensas de ação simples dominem o mercado devido à sua rentabilidade e versatilidade, a utilização de prensas de ação múltipla está a crescer nas indústrias em que as geometrias complexas das peças e as tolerâncias apertadas são fundamentais.
3. De acordo com o mecanismo de acionamento da corrediça:
(1) Prensas de punção de virabrequim
As prensas de punção de cambota, que utilizam um mecanismo de cambota, representam a maioria das prensas de punção mecânica em aplicações industriais. Esta prevalência resulta de várias vantagens fundamentais inerentes à conceção da cambota.
A adoção generalizada do mecanismo de cambota nas prensas de punção pode ser atribuída à sua simplicidade de fabrico, ao posicionamento preciso no ponto morto inferior (BDC) e à curva de movimento do curso do carro bem definida. Estas caraterísticas tornam as prensas de cambota versáteis e adaptáveis a uma vasta gama de operações de conformação de metais.
As propriedades cinemáticas do mecanismo da cambota permitem uma distribuição óptima da força ao longo do curso, tornando-o adequado para diversos processos de estampagem. Estes incluem:
- Operações de corte: corte em vazio, perfuração e aparagem
- Processos de dobragem: Dobragem em V, Dobragem em U e flangeamento
- Desenho e estiramento: desenho profundo e estiramento
- Aplicações de forjamento:
- Forjamento a quente (normalmente acima da temperatura de recristalização)
- Forjamento a quente (normalmente entre 30% e 50% do ponto de fusão do material)
- Forjamento a frio (geralmente à temperatura ambiente)
- Cunhagem e gravação em relevo
- Extrusão e encabeçamento
A versatilidade das prensas de puncionamento de cambota estende-se a vários materiais, incluindo metais ferrosos e não ferrosos, ligas e mesmo alguns materiais não metálicos. Esta adaptabilidade, combinada com a capacidade de atingir elevadas taxas de produção e manter uma qualidade consistente, faz das prensas de puncionamento de cambota uma pedra angular das indústrias modernas de conformação de metais.
(2) Prensas de punção sem cambota
As prensas de punção sem cambota, também conhecidas como prensas de punção com engrenagem excêntrica, representam um projeto alternativo na tecnologia de conformação de metal. Estas máquinas utilizam um mecanismo de engrenagem excêntrica para gerar o movimento recíproco necessário para as operações de puncionamento.
A comparação das prensas de punção com engrenagens excêntricas com as suas homólogas de cambota revela várias diferenças fundamentais:
- Integridade estrutural: As prensas de engrenagens excêntricas oferecem geralmente uma rigidez superior do eixo, aumentando a estabilidade geral da máquina e a precisão durante o funcionamento.
- Eficiência de lubrificação: O sistema acionado por engrenagens permite normalmente uma lubrificação mais eficaz, reduzindo o desgaste e prolongando a vida útil dos componentes.
- Manutenção: As prensas de engrenagens excêntricas requerem frequentemente uma manutenção menos frequente devido à sua conceção robusta e às caraterísticas de lubrificação melhoradas.
- Versatilidade: Estas prensas destacam-se em aplicações que requerem cursos mais longos, proporcionando um funcionamento mais suave e uma melhor distribuição da força ao longo do comprimento do curso.
- Considerações sobre os custos: Embora ofereçam inúmeras vantagens, as prensas de punção de engrenagens excêntricas são geralmente mais caras de fabricar e adquirir.
A escolha entre prensas de punção de cambota e de engrenagem excêntrica depende dos requisitos específicos da aplicação:
- Para aplicações de curso mais longo, as prensas de engrenagens excêntricas são preferíveis devido à sua distribuição de força superior e funcionamento mais suave.
- As prensas de punção de cambota continuam a ser vantajosas para operações de curso mais curto, tais como máquinas de corte dedicadas, em que a sua conceção mais simples e o seu custo mais baixo são benéficos.
- Em operações de pequena escala e aplicações de corte de alta velocidade, as prensas de punção de cambota continuam a ser amplamente utilizadas devido à sua relação custo-eficácia e desempenho adequado nestes cenários.
Ao selecionar uma prensa de punção, os fabricantes devem considerar cuidadosamente factores como o comprimento do curso necessário, o volume de produção, os requisitos de precisão e as restrições orçamentais para determinar o tipo de prensa mais adequado às suas necessidades específicas de conformação de metal.
(3) Prensas de punção para juntas de articulação
Uma prensa de punção de junta articulada é uma máquina de moldagem especializada que utiliza um mecanismo de junta articulada para acionar a corrediça. Este tipo de prensa distingue-se pelas suas caraterísticas únicas de movimento do carro, particularmente perto do ponto morto inferior (BDC) do curso. À medida que a corrediça se aproxima do ponto morto inferior, a sua velocidade diminui significativamente em comparação com as prensas de punção convencionais acionadas por cambota, oferecendo um maior controlo e precisão.
O mecanismo de junta de articulação permite a determinação precisa da posição BDC, tornando-o ideal para processos de compressão intensiva que requerem um controlo preciso da profundidade e um tempo de permanência prolongado à pressão máxima. Esta caraterística é particularmente vantajosa em operações como cunhagem, gravação em relevo e estampagem de precisão, onde o fluxo de material e o acabamento da superfície são críticos.
Embora historicamente utilizadas em várias aplicações de estampagem, as prensas de junta de articulação encontraram um nicho no fabrico moderno, predominantemente em operações de forjamento a frio. A sua capacidade de fornecer uma elevada tonelagem com um movimento lento e controlado na parte inferior do curso torna-as excecionalmente adequadas para a formação de componentes complexos, quase em forma de rede, a partir de material metálico frio. Esta caraterística permite melhorar a qualidade das peças, reduzir o desperdício de material e prolongar a vida útil da matriz em comparação com outros tipos de prensas, quando utilizadas em aplicações adequadas.
O design da junta de articulação também oferece vantagens em termos de eficiência energética e redução do desgaste dos componentes mecânicos, devido à sua capacidade de distribuir a força de forma mais uniforme ao longo do curso. No entanto, é importante notar que a natureza especializada destas prensas requer muitas vezes um planeamento cuidadoso do processo e a conceção de ferramentas para tirar o máximo partido das suas capacidades únicas em forjamento a frio e outras operações de conformação de precisão.
(4) Prensas de fricção
As prensas de fricção, um tipo especializado de prensa de punção, empregam transmissão por fricção e mecanismos em espiral nos seus sistemas de acionamento de lagartas. Estas máquinas destacam-se em operações de forjamento e esmagamento, demonstrando também versatilidade em dobrar, formar, esticar e várias outras técnicas de processamento de metal.
A conceção das prensas de fricção permite a aplicação gradual de força, tornando-as particularmente adequadas para operações que requerem a deformação controlada de materiais. O mecanismo em espiral permite um comprimento de curso variável, proporcionando flexibilidade na acomodação de diferentes tamanhos de peças de trabalho e requisitos de processamento.
Antes da década de 1960, as prensas de fricção ganharam grande popularidade na indústria transformadora devido à sua rentabilidade e adaptabilidade. No entanto, várias limitações inerentes levaram ao seu declínio nas aplicações industriais modernas:
- Precisão do curso: A incapacidade de determinar com exatidão o ponto morto inferior do curso compromete a repetibilidade e a precisão na produção de peças.
- Precisão de maquinação: Em comparação com as tecnologias de prensagem mais avançadas, as prensas de fricção apresentam uma precisão de maquinagem global inferior, limitando a sua utilização em aplicações de alta precisão.
- Velocidade de produção: A natureza mecânica do sistema de acionamento por fricção resulta em tempos de ciclo mais lentos, reduzindo a produtividade global em ambientes de fabrico de grande volume.
- Sensibilidade à sobrecarga: As prensas de fricção são propensas a sobrecarga quando as operações de controlo são incorretamente executadas, podendo provocar danos na máquina e riscos de segurança.
- Requisitos de competências do operador: A operação eficiente e segura de prensas de fricção exige um elevado nível de conhecimentos técnicos, aumentando os custos de formação e o potencial de erro humano.
Estas limitações, juntamente com os avanços nas tecnologias de prensas hidráulicas, mecânicas e servo-eléctricas, levaram à eliminação gradual das prensas de fricção nas instalações metalúrgicas modernas. No entanto, a compreensão do seu significado histórico e dos seus princípios de funcionamento continua a ser valiosa para compreender a evolução das tecnologias de conformação de metais e para informar futuras inovações na conceção de prensas.
(5) Prensas de parafuso
Uma prensa de parafuso, também conhecida como prensa de punção de parafuso, é um tipo especializado de prensa de punção que utiliza um mecanismo em espiral no seu sistema de acionamento deslizante. Esta conceção única emprega um parafuso de grande diâmetro para converter o movimento de rotação em força linear, fornecendo normalmente uma elevada tonelagem a velocidades relativamente baixas. Embora as prensas de parafuso tenham sido valorizadas pela sua capacidade de fornecer um controlo preciso e uma força substancial, a sua utilização no fabrico moderno diminuiu significativamente devido a vários factores:
- Velocidade limitada: O mecanismo de parafuso funciona inerentemente a velocidades mais baixas em comparação com os modelos de prensas mais actuais, reduzindo a produtividade global.
- Eficiência energética: As prensas de parafuso tendem a ser menos eficientes em termos energéticos do que as alternativas hidráulicas ou servo-eléctricas, particularmente em aplicações que requerem ciclos frequentes.
- Complexidade da manutenção: A manutenção do intrincado mecanismo de parafuso pode ser mais difícil e dispendiosa do que a dos modelos de prensa mais simples.
- Versatilidade reduzida: As prensas de parafuso são frequentemente mais adequadas para aplicações específicas, como cunhagem ou gravação, onde as suas caraterísticas de elevada tonelagem e tempo de permanência são vantajosas.
Apesar do declínio da sua popularidade na metalurgia em geral, as prensas de parafuso ainda encontram nichos de aplicação em indústrias especializadas, como a metalurgia do pó, onde as suas caraterísticas únicas de fornecimento de força continuam a ser benéficas. As tendências modernas de fabrico mudaram largamente para tecnologias de prensa mais flexíveis, eficientes e fáceis de manter, tais como sistemas hidráulicos, mecânicos e servo-eléctricos, que oferecem maior velocidade, precisão e adaptabilidade para uma gama mais vasta de operações de conformação de metais.
(6) Prensas de cremalheira e pinhão
As prensas de cremalheira e pinhão são um tipo especializado de prensa de punção que emprega um mecanismo de cremalheira e pinhão no sistema de acionamento da corrediça. Esta configuração oferece um controlo preciso do curso da prensa e da distribuição da força.
As caraterísticas operacionais das prensas de cremalheira e pinhão assemelham-se muito às das prensas de parafuso, e ambas partilham semelhanças com as prensas hidráulicas em termos de aplicação e controlo da força. No entanto, as prensas de cremalheira e pinhão oferecem vantagens distintas em determinadas aplicações devido à sua simplicidade mecânica e fiabilidade.
Historicamente, estas prensas foram amplamente utilizadas em vários processos de fabrico, incluindo:
- Prensagem de camisas: Para criar camisas de precisão em cilindros ou rolamentos
- Compactação de detritos: Nas indústrias de reciclagem e gestão de resíduos
- Processos de extrusão: Para dar forma a metais, plásticos e outros materiais
- Prensagem de óleo: No processamento de alimentos e na produção de lubrificantes industriais
- Embalagem: Para operações de selagem e moldagem a alta pressão
- Prensagem de conchas: Utilizada em processos de laminagem a quente para a formação de chapas metálicas
Embora as prensas hidráulicas tenham substituído largamente as prensas de cremalheira e pinhão em muitos ambientes de fabrico modernos devido à sua versatilidade e potência, as prensas de cremalheira e pinhão ainda mantêm a sua relevância em aplicações específicas de nicho. Estas incluem cenários em que:
- O controlo mecânico preciso e repetível é crucial
- A contaminação hidráulica deve ser evitada
- A manutenção simplificada e a redução dos custos operacionais são prioridades
- É necessária uma tonelagem extremamente elevada numa área de implantação compacta
Em conclusão, embora menos comuns do que no passado, as prensas de cremalheira e pinhão continuam a oferecer vantagens únicas em processos de fabrico especializados em que a sua precisão mecânica e fiabilidade superam a flexibilidade dos sistemas hidráulicos.
(7) Prensas de ligação
Uma prensa de ligação é um tipo especializado de prensa de punção que incorpora vários mecanismos de ligação no seu sistema de acionamento de corrediça. Esta conceção inovadora oferece vantagens significativas nas operações de conformação de metais, particularmente na estampagem profunda e na produção de painéis para automóveis.
O principal objetivo da utilização de mecanismos de ligação é duplo: manter as velocidades de estiramento ideais dentro dos limites prescritos, reduzindo simultaneamente os tempos de ciclo de processamento global durante as operações de extensão, e minimizar as flutuações de velocidade durante as fases críticas de estiramento. Este controlo preciso dos perfis de velocidade e movimento é crucial para obter peças moldadas de alta qualidade com um mínimo de desbaste de material e uma melhor precisão dimensional.
Em comparação com as prensas de punção convencionais acionadas por cambota, as prensas de ligação apresentam uma cinemática superior. Aceleram rapidamente durante as partes do curso que não são de trabalho - especificamente, a aproximação do ponto morto superior ao início do engate do material e o curso de retorno do ponto morto inferior de volta ao topo. Este perfil de movimento optimizado resulta em tempos de ciclo significativamente mais curtos, aumentando assim a produtividade geral e o rendimento.
Historicamente, as prensas de ligação eram principalmente utilizadas na estampagem profunda de recipientes cilíndricos, utilizando superfícies de leito relativamente estreitas. No entanto, os recentes avanços no design e nos sistemas de controlo das prensas alargaram o seu âmbito de aplicação. As prensas de ligação modernas apresentam agora superfícies de leito mais largas, tornando-as cada vez mais populares para o processamento de grandes painéis de carroçaria automóvel. Esta evolução permitiu a produção de geometrias mais complexas e componentes maiores, satisfazendo os requisitos exigentes da indústria automóvel para elementos estruturais leves e de alta precisão.
A versatilidade e a eficiência das prensas de ligação posicionaram-nas como activos críticos em operações avançadas de conformação de metais, oferecendo um equilíbrio entre velocidade, precisão e adaptabilidade que é essencial no atual panorama competitivo do fabrico.
(8) Prensas de excêntricos
As prensas de punção com came utilizam um mecanismo de came sofisticado no seu sistema de acionamento de corrediça, oferecendo um controlo preciso sobre o movimento da punção. A caraterística que define estas prensas é a sua capacidade de obter perfis de movimento deslizante personalizados através de formas de came cuidadosamente concebidas. Isto permite uma distribuição optimizada da força de punção e tempos de espera, adaptados às propriedades específicas do material e aos requisitos de conformação.
Embora as prensas de cames sejam excelentes em termos de precisão e repetibilidade, as suas capacidades de transmissão de força são inerentemente limitadas pelas restrições de conceção do mecanismo de cames. Normalmente, estas prensas são mais adequadas para aplicações que requerem forças moderadas, normalmente até 100 toneladas. As suas limitações de capacidade tornam-nas ideais para trabalhos com chapas finas, operações de conformação complexas e aplicações em que a velocidade variável e controlada ao longo do curso é crucial.
As prensas de cames são amplamente utilizadas na indústria do vestuário para tarefas como perfuração de botões, colocação de rebites e instalação de fechos de pressão. No entanto, as suas aplicações estendem-se a outros sectores, incluindo o fabrico de eletrónica para a inserção precisa de componentes e a indústria automóvel para operações de estampagem específicas em peças mais pequenas. A capacidade de afinar o movimento de punção torna as prensas de cames particularmente valiosas em operações em que o retorno elástico do material é uma preocupação ou quando se trabalha com materiais delicados que requerem uma aplicação cuidadosa da força.
4. De acordo com a forma do corpo da máquina:
As prensas de punção podem ser classificadas em duas categorias principais com base na configuração do corpo da máquina: Tipo C (back-to-back) e tipo H (coluna reta).
As máquinas de estampagem do tipo C, caracterizadas pela sua conceção de frente aberta, são normalmente classificadas para pressões nominais inferiores a 300 toneladas. Devido às suas limitações estruturais, a pressão máxima de trabalho é geralmente limitada a cerca de 50% da pressão nominal para garantir a segurança e a precisão operacionais.
As máquinas de estampagem do tipo H apresentam um corpo de máquina simétrico, permitindo-lhes suportar melhor as cargas excêntricas durante o funcionamento. Este design permite uma maior capacidade, com pressões nominais geralmente superiores a 300 toneladas. A estrutura equilibrada das prensas de tipo H contribui para uma maior estabilidade e precisão em aplicações de força elevada.
A maioria das prensas de punção nas instalações de fabrico modernas enquadra-se nestas categorias, devido à sua estrutura mecânica relativamente simples, desempenho fiável e precisão consistente. Estes atributos tornam-nas adequadas para uma vasta gama de aplicações de estampagem em várias indústrias.
Os avanços tecnológicos levaram ao desenvolvimento de sofisticadas prensas de puncionamento que integram sistemas "mecânicos, eléctricos, pneumáticos e hidráulicos" com capacidades de controlo numérico. Estas máquinas modernas oferecem maior fiabilidade operacional, maior precisão de estampagem, funcionalidade alargada e caraterísticas de segurança melhoradas. A integração de accionamentos servo-eléctricos e sistemas de controlo avançados melhorou ainda mais a eficiência energética e a flexibilidade do processo.
A precisão de maquinação de uma prensa de punção é influenciada por vários factores:
- Folgas entre a corrediça e a calha de guia (normalmente entre 0,02 e 0,13 mm)
- Deformação do corpo da prensa durante o funcionamento (particularmente crítico para as prensas de tipo C)
- Alinhamento entre a linha central do seletor e a linha central da mesa de trabalho (o desvio não deve exceder 3 minutos de arco para prensas de tipo C)
- Paralelismo entre o plano inferior da corrediça e a superfície da mesa de trabalho
- Folgas na cadeia cinemática (interfaces biela-biela e biela-manivela)
- Vibração do centro do volante do motor
Para manter um desempenho e uma precisão óptimos, a inspeção e a manutenção regulares são cruciais. As inspecções diárias ou por turnos devem incidir sobre:
- Estado e níveis do óleo
- Ruído ou vibração invulgar
- Estabilidade do corpo e potenciais tremores
- Implementação dos princípios 5S (Sort, Set in Order, Shine, Standardize, Sustain)
- Inspeção visual de componentes críticos
As inspecções abrangentes anuais devem incluir exames mais detalhados dos factores acima mencionados que afectam a precisão da maquinagem, tais como a medição de folgas, a verificação de alinhamentos e a avaliação do desgaste em componentes críticos.
III. Máquina de estampar de correção
1. Folga entre a corrediça e a calha de guia
O ajuste da folga entre a corrediça e a calha de guia tem como principal objetivo a precisão. Se for ajustada demasiado apertada, gera calor.
Geralmente, para máquinas pequenas, a folga em cada lado é entre 0,02~0,05mm, enquanto que para máquinas grandes, a folga em cada lado deve ser entre 0,03~0,20mm.
2. Desembaraço global
O método de correção da folga total é o seguinte: Durante a produção, tocar com a mão no corpo da corrediça em movimento. Se houver uma sensação de vibração quando a corrediça atinge o ponto morto inferior, isso significa que a folga total é demasiado grande e tem de ser ajustada atempadamente.
3. Bloqueio do engate da corrediça
Devido a uma utilização prolongada ou a uma sobrecarga, o engate pode ficar solto. Esta situação é geralmente considerada como sobrecarga. Além disso, se houver uma fuga de óleo na junta, também pode ser causada por sobrecarga.
Neste caso, o grau de bloqueio da porca de bloqueio da biela deve ser ajustado atempadamente, uma vez que está relacionado com questões de segurança.
4. Manutenção dos travões e da embraiagem
O travão e a embraiagem de uma máquina de estampar são componentes importantes para o funcionamento seguro da máquina. São a causa dos principais acidentes de segurança, pelo que é necessário compreender a sua estrutura básica e confirmar o seu desempenho de segurança antes do funcionamento diário.
Se forem detectadas quaisquer condições anormais (tais como a lâmina não conseguir parar na posição especificada, som anormal durante o funcionamento, vibração anormal, movimento lento da lâmina, etc.), comunique-as imediatamente para manutenção.
Além disso, o pessoal de manutenção deve também prestar atenção aos sinais de folga excessiva entre as placas de fricção do travão e da embraiagem.
Estes sinais incluem o aumento da utilização de ar comprimido, o arrastamento do carro da máquina de estampagem e, em casos graves, o movimento contínuo do carro durante uma única operação, o que não é absolutamente permitido.
Se a folga for ajustada demasiado pequena, as placas de fricção do travão e da embraiagem emitem ruído de fricção, geram calor e provocam um aumento da corrente do motor, o que pode danificar a mola de retorno. (O padrão normal de folga é 1,5~3,0mm).
5. Desvinculação
O desengate ocorre normalmente no ponto morto inferior quando as matrizes superior e inferior estão fechadas, fazendo com que a corrediça não funcione normalmente.
Neste momento, o motor pode ser invertido e a pressão de ar pode ser aumentada para levantar a corrediça em pequenos incrementos até ao ponto morto superior, seleccionando o modo "polegadas" no seletor de funcionamento.
6. Correção de parafusos soltos
É necessário verificar regularmente os parafusos dos acessórios da máquina-ferramenta, especialmente no caso de algumas máquinas de estampagem que funcionam a altas velocidades e frequências.
Estas máquinas são propensas a vibrações, o que pode facilmente fazer com que os parafusos se soltem. Quando os parafusos se soltam, se não forem corrigidos a tempo, podem ocorrer acidentes de segurança inesperados.
7. Inspeção do sistema de lubrificação
As partes móveis mecânicas podem frequentemente causar queimaduras ou mordeduras se a lubrificação não for atempada, pelo que é necessário efetuar a inspeção da parte de fornecimento de óleo.
Isto inclui a verificação da existência de "fugas, derrames, gotejamentos, bloqueios e outros fenómenos" nos copos de óleo, depósitos de óleo, tubos de óleo, filtros, vedantes de óleo, etc., e o seu tratamento atempado.
8. Inspeção do ar comprimido
Quando a tubagem de ar comprimido da máquina-ferramenta tem fugas, provoca uma diminuição da pressão e afecta o funcionamento da máquina-ferramenta, provocando avarias, pelo que deve ser reparada imediatamente.
Além disso, o teor de água do ar comprimido também deve ser controlado (pode ser instalado um dispositivo de secagem e desumidificação por filtragem do ar). Esta é uma das principais causas do movimento lento e da corrosão das válvulas electromagnéticas, cilindros e outros dispositivos das máquinas-ferramentas.
9. Inspeção periódica da precisão da máquina de estampagem
A precisão da máquina de estampagem afecta diretamente a vida útil do molde e a precisão do processamento do produto. No entanto, com o passar do tempo, a precisão da máquina-ferramenta da máquina de estampagem deteriora-se.
Por conseguinte, é necessário realizar inspecções periódicas de precisão, descobrir problemas atempadamente e repará-los para garantir que a máquina-ferramenta tem uma precisão relativamente exacta, assegurando assim a precisão dos produtos produzidos.
Para a inspeção, manutenção e correção de máquinas-ferramentas, cada momento deve começar e terminar com 2S. Ou seja, antes da inspeção e manutenção, limpar e passar um pano em todas as partes da máquina-ferramenta, especialmente em algumas áreas muito sujas.
Além disso, observe se existem condições anómalas durante a limpeza e registe-as uma a uma.
Após a inspeção e manutenção, limpe imediatamente à volta da mesa da máquina e conte as ferramentas para evitar deixar ferramentas, trapos e outros itens dentro da máquina-ferramenta, o que pode causar um perigo desnecessário para o funcionamento e segurança da máquina-ferramenta.