As ligas de alumínio são apreciadas pela sua baixa densidade, elevada resistência e boa resistência à corrosão, o que as torna uma escolha popular em várias indústrias, incluindo a automóvel, a das novas energias, a aeroespacial e a da construção.
A soldadura a laser é atualmente um método amplamente utilizado na produção de produtos em liga de alumínio, proporcionando várias vantagens em relação aos métodos de soldadura tradicionais. Estas vantagens incluem uma maior eficiência de produção, uma melhor qualidade de soldadura e a capacidade de obter uma soldadura de alta precisão e automatizar estruturas complexas.
Soldadura a laser é uma tecnologia que utiliza radiação laser de alta intensidade para fundir e recristalizar metal, formando uma soldadura através do acoplamento térmico entre o laser e o metal.
Com base no mecanismo térmico da soldadura a laser, esta pode ser classificada em dois tipos: soldadura por condução térmica e soldadura profunda. soldadura por penetração.
A soldadura por condução térmica é principalmente utilizada para a soldadura de peças pequenas ou precisas, como a soldadura de embalagens ou a soldadura micro/nano.
A soldadura de penetração profunda, por outro lado, é utilizada para materiais de soldadura que requerem uma penetração completa. Durante a processo de soldaduraO material vaporiza-se e ocorre um fenómeno de buraco de fechadura na poça de fusão. Este método é o método de soldadura a laser mais utilizado atualmente e é o método preferido para soldar ligas de alumínio.
Características da soldadura a laser:
Vantagens da soldadura por laser de junção:
- Este método é utilizado para soldar ligas de alumínio sem a necessidade de materiais adicionais.
- O equipamento de soldadura é simples, sem consumíveis, o que facilita a automatização.
Desvantagens da soldadura por laser de junção:
- Requisitos elevados para o intervalo de soldadura, uma vez que um pequeno intervalo pode provocar o colapso da soldadura.
- Os pontos de início e de fim da soldadura são susceptíveis de formar buracos de fechadura.
- O processo de soldadura pode ser instável, levando à produção de defeitos de soldadura.
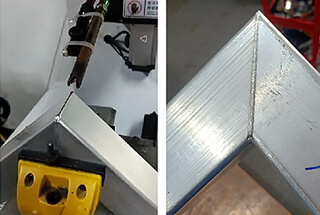
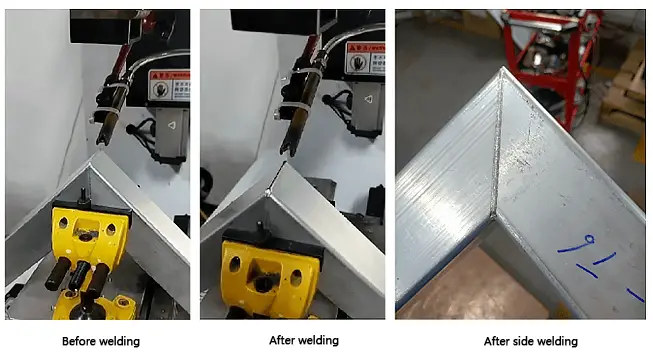
Exemplo de aplicação: Indústria de decoração de edifícios - Soldadura 5 Série Alumínio Caixilhos de portas em liga leve
As propriedades físicas inerentes às ligas de alumínio, tais como a baixa absorção laser, o baixo ponto de ebulição do elementos de ligaA elevada condutividade térmica, o elevado coeficiente de expansão térmica, uma gama de temperaturas de solidificação relativamente ampla, a elevada retração de solidificação, a baixa viscosidade e a elevada absorção de hidrogénio no líquido podem dificultar a produção de soldaduras a laser sem defeitos.
Um dos defeitos mais comuns em soldadura de alumínio por laser A principal caraterística das ligas metálicas é a porosidade, que pode danificar a integridade do metal de solda, enfraquecer a sua área de secção transversal e reduzir as suas propriedades mecânicas e de resistência à corrosão. Para evitar a porosidade e melhorar a qualidade interna da soldadura, devem ser tomadas medidas eficazes.
A forma de restringir o furo de gás na soldadura a laser
1. Inibição da porosidade de soldadura por tratamento de superfície antes da soldadura
Tratamento de superfície antes da soldadura é uma forma eficaz de controlar os poros metalúrgicos na soldadura a laser de ligas de alumínio. Este tratamento envolve normalmente uma limpeza físico-mecânica ou uma limpeza química.
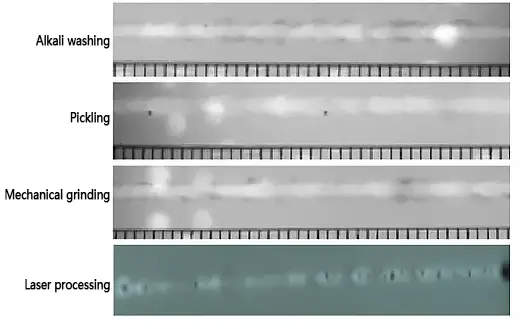
Porosidade da soldadura após diferentes métodos de tratamento de superfície
Após comparação, verificou-se que o melhor processo é o tratamento químico, que consiste nas seguintes etapas: limpeza com agente de limpeza de metais, lavagem com água, lavagem com álcalis, lavagem com água, lavagem com ácido, lavagem com água e secagem.
A fase de lavagem alcalina utiliza uma solução aquosa de hidróxido de sódio (NaOH) 25% para remover o material da superfície, e a fase de lavagem ácida utiliza uma solução aquosa de ácido nítrico (HNO3) 20% e ácido fluorídrico (HF) 2% para neutralizar os resíduos alcalinos.
É importante notar que a placa de ensaio deve ser soldada no prazo de 24 horas após o tratamento da superfície. Se a placa de ensaio tiver estado parada durante um longo período de tempo após o tratamento, deve ser limpa com álcool absoluto antes da soldadura.
2. Controlo da porosidade da soldadura através dos parâmetros do processo de soldadura
A formação de porosidade na soldadura não depende apenas da qualidade do tratamento de superfície, mas também dos parâmetros do processo de soldadura.
O impacto dos parâmetros de soldadura na porosidade da soldadura é visto principalmente na profundidade de penetração, especificamente a influência da relação entre a largura do dorso da soldadura e a formação de porosidade.
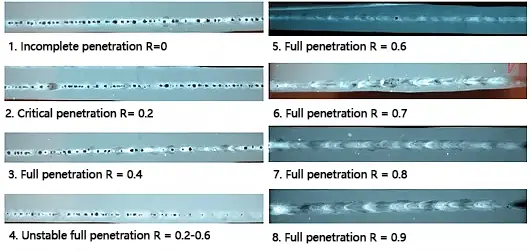
Efeito da penetração da soldadura na porosidade da soldadura
Os resultados indicam que quando a relação da largura traseira (r) é superior a 0,6, a concentração de poros em cadeia na soldadura pode ser efetivamente melhorada. E quando a relação de largura traseira é superior a 0,8, a ocorrência de poros grandes na soldadura pode ser efetivamente reduzida e os poros residuais na soldadura podem ser largamente eliminados.
3. Controlo da porosidade da soldadura através da escolha de gás de proteção e caudal
A escolha do gás de proteção tem um impacto direto na qualidade, eficiência e custo da soldadura.
Na soldadura a laser, o fluxo adequado de gás de proteção pode reduzir eficazmente a porosidade da soldadura.
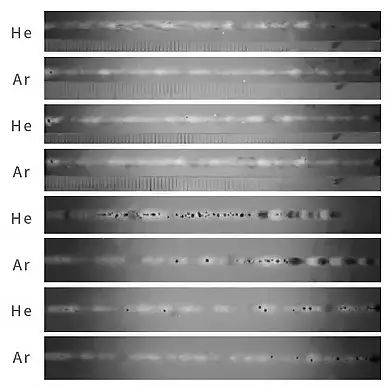
Efeito de diferentes tipos de gás de proteção na porosidade da soldadura
Como mostra a figura, o árgon (Ar) e o hélio (He) são utilizados como gases de proteção para proteger a superfície da soldadura durante a soldadura a laser.
A diferença no grau de ionização entre Ar e He para o laser afecta a formação da soldadura. Os resultados mostram que a porosidade na soldadura com Ar como gás de proteção é menor do que na soldadura com He como gás de proteção.
É importante notar que um baixo caudal de gás (< 10L / min) pode resultar na produção de uma grande quantidade de plasma que não é efetivamente expelido, levando a um banho de soldadura instável e a uma maior probabilidade de formação de porosidade. Um caudal de gás moderado (cerca de 15L / min) controla eficazmente o plasma e proporciona um bom efeito anti-oxidação no banho de solução, resultando na menor porosidade. Por outro lado, um caudal de gás elevado, acompanhado de uma pressão de gás elevada, pode fazer com que parte do gás de proteção se misture no banho de solução, conduzindo a um aumento da porosidade.
Redução da porosidade no laser soldadura de alumínio é um problema difícil. Devido às propriedades das ligas de alumínio, a porosidade não pode ser completamente eliminada no processo de soldadura, mas pode ser reduzida. Através da otimização do processo antes e depois da soldadura e da análise experimental, foram propostos três métodos para reduzir a porosidade, que podem ser utilizados como referência por colegas da indústria.