1. Breve história do fio
O conceito de forma espiral, fundamental para o enfiamento, é reconhecido desde a antiguidade. Já no século IV a.C., os naturalistas gregos utilizavam este princípio em dispositivos de extração de vinho e azeite, demonstrando uma compreensão precoce da mecânica helicoidal.
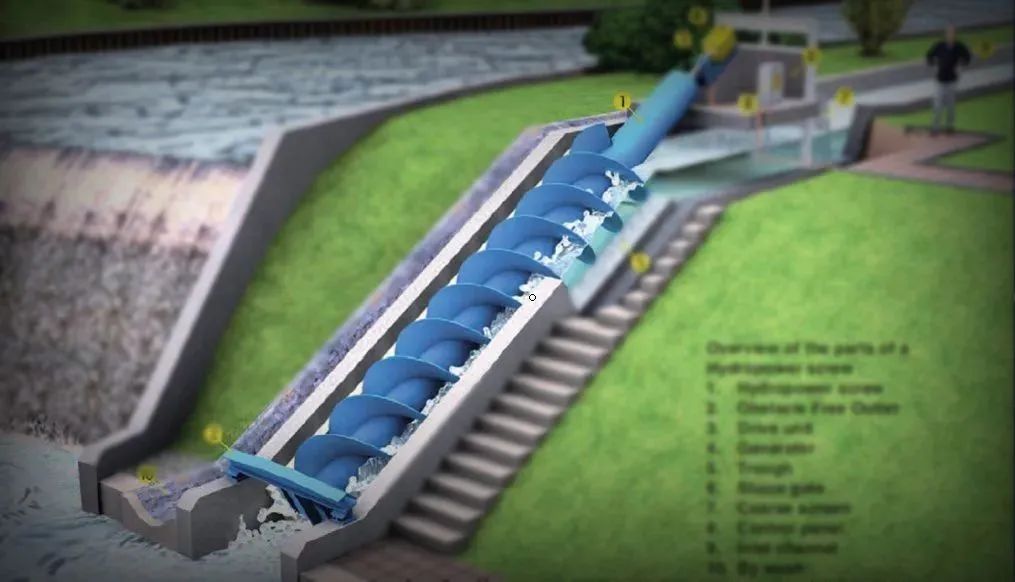
Uma das aplicações mais duradouras deste conceito é o parafuso de Arquimedes, um dispositivo de elevação de água inventado no século III a.C. Este engenhoso mecanismo continua a ser utilizado nos modernos sistemas de gestão da água e de irrigação, testemunhando a sua eficiência e simplicidade.
Fig. 1 Espiral de Arquimedes, dispositivo de captação de água ainda hoje em uso
A evolução da tecnologia de roscagem registou um avanço significativo no século XIV, com o aparecimento de roscas e parafusos feitos à mão. Estes primeiros componentes roscados, embora rudimentares, lançaram as bases para futuras inovações mecânicas.
A Revolução Industrial marcou um momento crucial na história da roscagem. À medida que as máquinas se tornaram cada vez mais complexas, a necessidade de fixadores mecânicos fiáveis cresceu exponencialmente. Os parafusos, em particular, tornaram-se cruciais para a montagem e manutenção de vários equipamentos industriais.
Inicialmente, a roscagem era um processo de trabalho intensivo. Porcas, cavilhas e parafusos eram fabricados individualmente por artesãos qualificados, utilizando ferramentas manuais ou tornos básicos. Este método, embora funcional, tinha limitações significativas:
- Falta de permutabilidade: Cada componente roscado era único, o que tornava as substituições difíceis.
- Ausência de normalização: Os fios variam entre fabricantes e até entre lotes do mesmo produtor.
- Escalabilidade limitada: a produção manual não podia satisfazer a procura industrial crescente.
Fig. 2 Fios feitos à mão há 200 anos vs fios modernos feitos à máquina
A necessidade de eficiência e consistência levou ao desenvolvimento de sistemas de enfiamento padronizados. Vários países começaram a estabelecer os seus próprios padrões unificados, levando eventualmente a esforços de padronização internacional. Esta normalização revolucionou o fabrico, permitindo a produção em massa e a permutabilidade de peças entre indústrias e fronteiras geográficas.
Atualmente, dois padrões principais de medição de roscas dominam o fabrico global:
- O sistema britânico (Imperial): Baseado em polegadas e normalmente utilizado nos Estados Unidos e em alguns países da Commonwealth.
- O sistema métrico: Amplamente adotado a nível internacional, incluindo na China.
A China, alinhada com as práticas internacionais, adoptou plenamente o sistema métrico. No fabrico e engenharia chineses, as medidas e especificações das roscas são consistentemente expressas em milímetros métricos (mm). Esta adoção facilita a integração perfeita com cadeias de fornecimento globais e a adesão a normas de engenharia internacionais.
A história das roscas reflecte tendências mais amplas no avanço tecnológico, na normalização e na cooperação industrial global. Desde o engenho grego antigo até ao fabrico de precisão moderno, a evolução das roscas continua a desempenhar um papel crucial na engenharia mecânica e no progresso industrial.
2. Definição da linha
Uma rosca é uma nervura helicoidal contínua formada pelo enrolamento em espiral em torno de uma superfície cilíndrica ou cónica. Esta estrutura helicoidal permite a conversão do movimento de rotação em movimento linear, facilitando a deslocação linear controlada de objectos.
Os fios podem ser classificados em dois tipos principais com base na sua geometria de superfície:
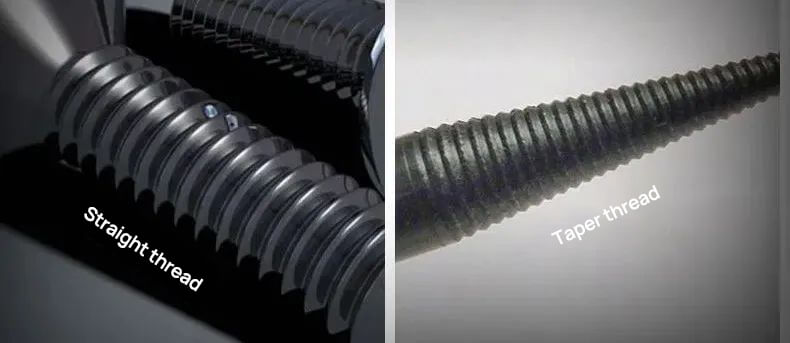
Roscas cónicas: Criadas em superfícies cónicas, com um diâmetro que muda gradualmente.
Roscas rectas: Formadas em superfícies cilíndricas, mantendo um diâmetro constante ao longo do seu comprimento.
Fig. 3 roscas rectas e cónicas
Os fios são ainda classificados como externos ou internos:
- Roscas externas: Cumes salientes na superfície exterior de uma peça de trabalho, normalmente encontrados em parafusos e pernos.
- Roscas internas: Ranhuras helicoidais cortadas na superfície interna de uma peça de trabalho, normalmente presentes em porcas, furos roscados e outros componentes que requerem montagem.
O acoplamento de roscas externas e internas permite uma fixação segura ou uma atuação linear precisa através do acoplamento rotacional. Este mecanismo de encravamento constitui a base para uma vasta gama de ligações mecânicas e aplicações de transferência de movimento na engenharia e no fabrico.
3. Cinco elementos do fio
Uma descrição completa do fio deve incluir pelo menos cinco elementos, nomeadamente:
- forma do dente
- diâmetro nominal
- número de linhas
- lançamento (ou liderança)
- direção de rotação
O perfil do dente é o fator chave para determinar a utilização final da rosca.
Forma do dente
A forma do dente refere-se à geometria da rosca.
As diferentes formas dos dentes determinam se a rosca é utilizada para ligação ou transmissão.
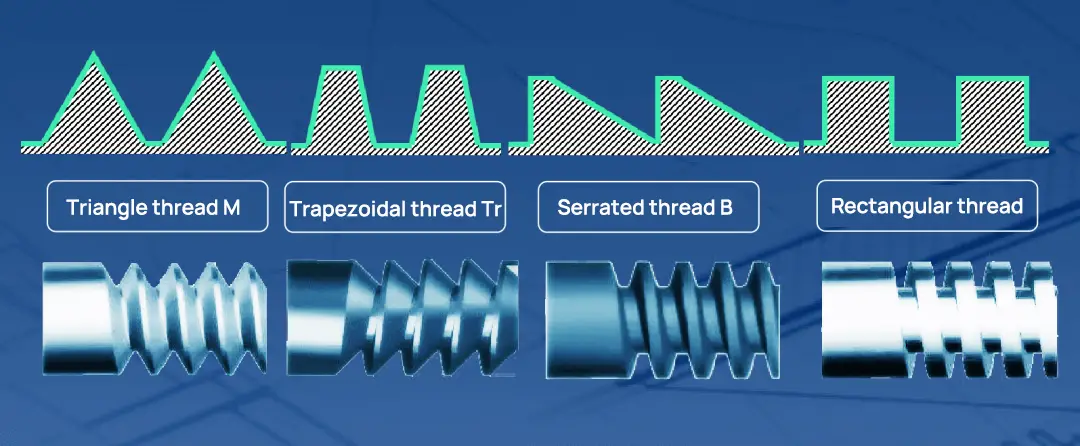
Atualmente, os tipos de dentes mais utilizados incluem principalmente o triângulo, o trapézio, o dente de serra e o retângulo.
A rosca triangular é utilizada principalmente para a ligação, enquanto os outros três padrões de dentes são utilizados para transmissão de energia.
Fig. 4 Comparação de quatro tipos de rosca comuns
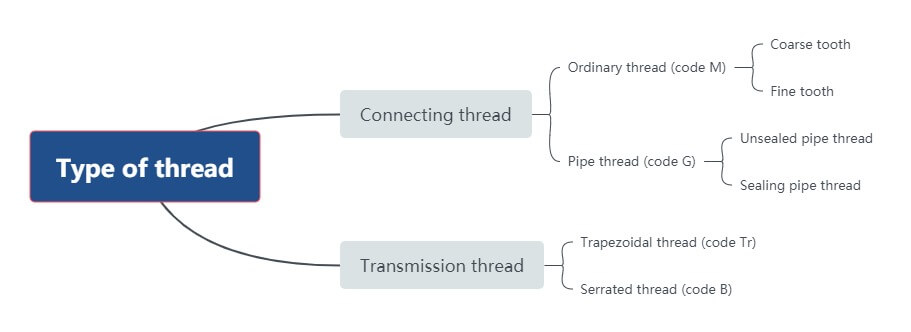
A rosca triangular é constituída por dois tipos principais de roscas: a rosca normal código M e a rosca para tubos código G.
A rosca M é a rosca de ligação mais comummente utilizada e é classificada em dentes grossos e dentes finos. Os dentes finos são normalmente utilizados para peças pequenas ou de paredes finas.
Por outro lado, as roscas de tubos são utilizadas para ligar tubos de água, tubos de gás e outras condutas.
A rosca trapezoidal com código Tr é utilizada para transmissão de potência em vários parafusos de avanço de máquinas-ferramenta.
A rosca serrilhada com o código B é capaz de transmitir energia apenas numa direção.
A figura 5 apresenta a classificação das roscas segundo a sua utilização e o tipo de dente.
Fig. 5 Classificação dos fios
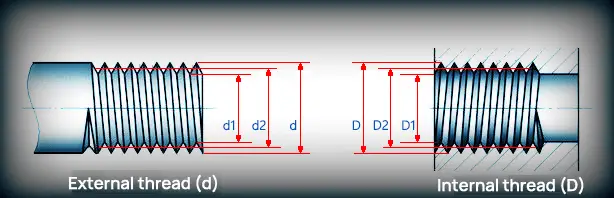
Diâmetro
O tamanho da rosca é normalmente determinado pelo diâmetro nominal. No entanto, para as roscas de tubos, o diâmetro nominal é o diâmetro interior do tubo (em polegadas), enquanto que para outras roscas, é o diâmetro maior (em unidades métricas).
As roscas externas são designadas pela letra maiúscula "D", enquanto as roscas internas são designadas pela letra minúscula "d". O diâmetro maior é o diâmetro de um cilindro imaginário que é tangente à crista de uma rosca externa ou à raiz de uma rosca interna. Inversamente, o diâmetro menor é o diâmetro de um cilindro imaginário que é tangente à raiz de uma rosca externa ou à crista de uma rosca interna.
O diâmetro do passo é um parâmetro crucial para obter o ajuste e a resistência da rosca. É o diâmetro de um cilindro imaginário cuja largura do dente na linha de passo é igual à largura do dente adjacente.
Fig. 6 Diâmetro grande, médio e pequeno da rosca externa e da rosca interna
Número de linhas
O número de linhas refere-se ao número de linhas em espiral na formação das linhas, que podem ser divididas em linha única e linha múltipla.
O fio simples refere-se ao fio formado ao longo de uma linha em espiral, e o fio múltiplo refere-se ao fio formado ao longo de duas ou mais linhas em espiral.
Fig. 7 linha simples e linha dupla
Passo (chumbo)
A distância axial P entre os dois pontos correspondentes na linha do diâmetro do passo de dois dentes adjacentes na rosca é chamada de passo;
Na mesma rosca, a distância axial Ph entre os dois pontos correspondentes de dois dentes adjacentes na linha do diâmetro do passo é chamada de avanço.
Fig. 8 passo e avanço
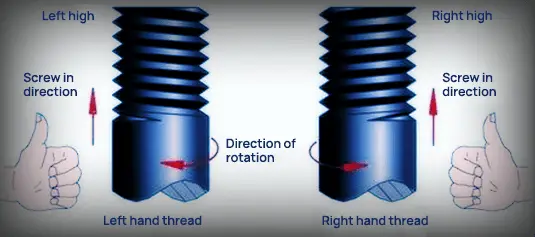
Fig. 9 Direção da rosca
4. Normas gerais de roscas em vários países
As normas de roscas em vigor em vários países são principalmente as normas de medição e identificação de roscas de classe 2 em unidades métricas e em polegadas.
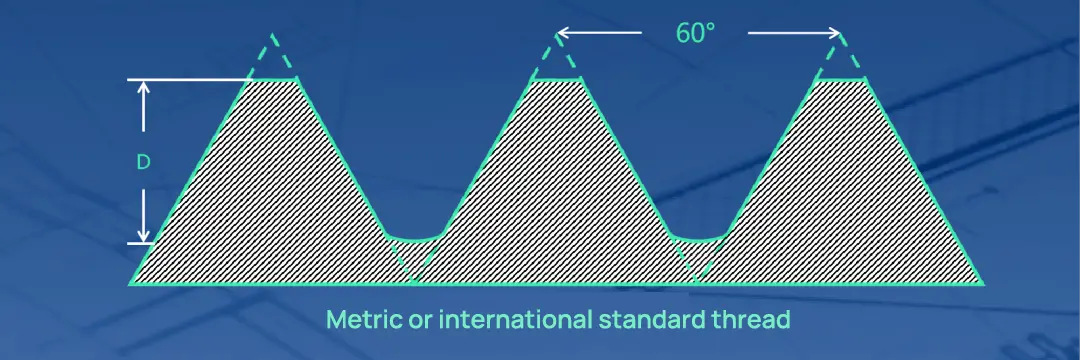
Rosca métrica ou de padrão internacional
A rosca métrica foi adoptada pela primeira vez na França Central, entre 1898 e 1908, e depois foi amplamente promovida em vários países.
Na China, é adoptada a norma de rosca métrica GB.
O código de rosca métrica M é aplicável para ligar peças de trabalho com um diâmetro que varia entre 0,25 mm e 300 mm.
O ângulo da rosca é de 60°, e a parte superior do dente é plana, o que facilita a rotação, enquanto a parte inferior do dente é um arco circular que aumenta a resistência da rosca.
A rosca métrica pode ser classificada em duas categorias: rosca grossa e rosca fina.
Fig. 10 padrão de rosca métrica
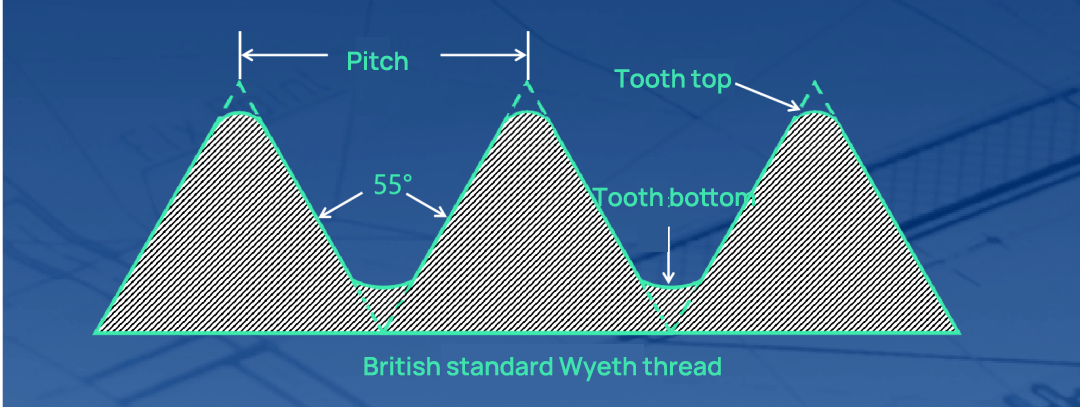
Rosca Wyeth de padrão britânico
Originário da Grã-Bretanha, este fio foi inventado pelo cidadão britânico Joseph Whitworth em 1841, daí o seu nome.
O ângulo de rosca desta rosca é de 55 °, e a parte superior e inferior da rosca são um arco circular, também conhecido como rosca b.s.w.
Fig. 11 Norma britânica Norma de rosca Wyeth
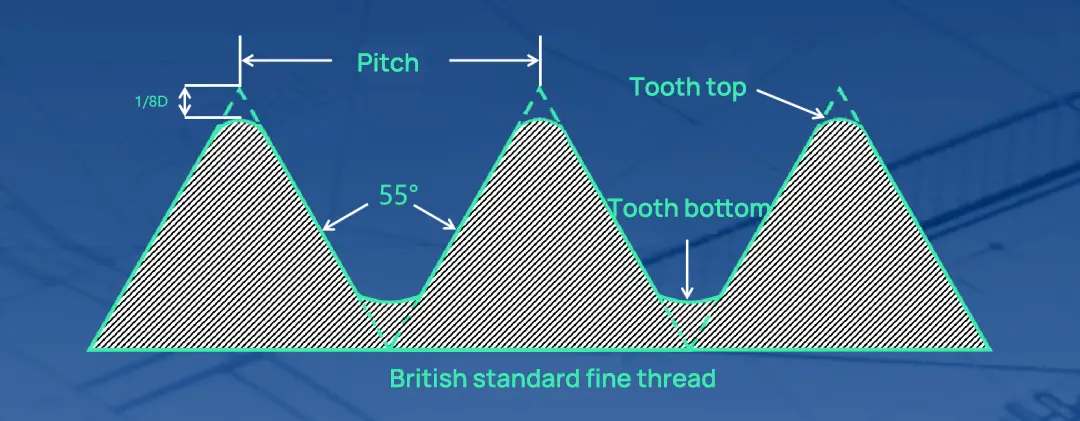
Rosca fina de padrão britânico
A forma da rosca deste tipo é semelhante à de uma rosca B.S.W, e o ângulo da rosca é também de 55°. No entanto, tem um maior número de fios por polegada, o que resulta numa espessura de fio mais fina e numa maior aderência.
Este tipo de rosca é normalmente utilizado para peças que requerem raízes fortes ou que têm de suportar níveis elevados de vibração.
Fig. 12 Padrão britânico de rosca fina
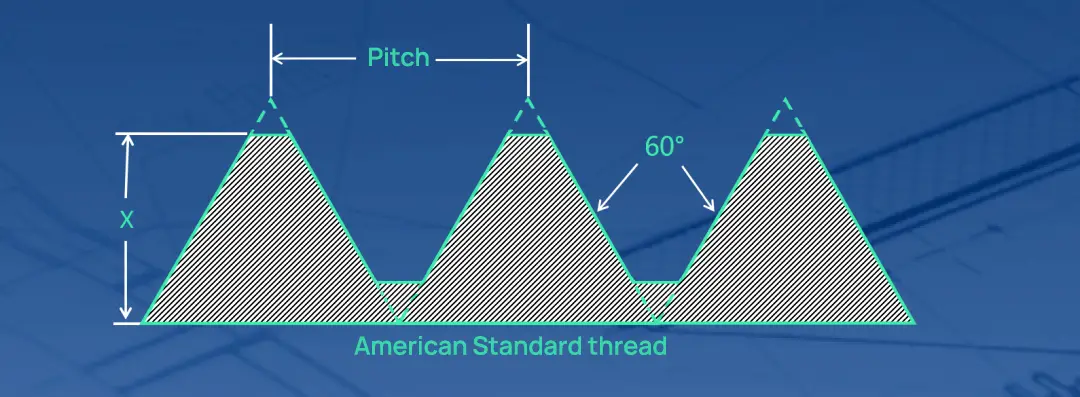
Rosca padrão americana
A rosca American Standard tem uma parte superior e inferior planas, proporcionando uma boa força e resistência ao stress.
O ângulo da rosca mede 60° e a sua especificação é expressa em dentes por polegada, categorizados em três níveis: dentes grossos (NC), dentes finos (NF) e dentes super finos (NEF).
Fig. 13 Rosca standard americana
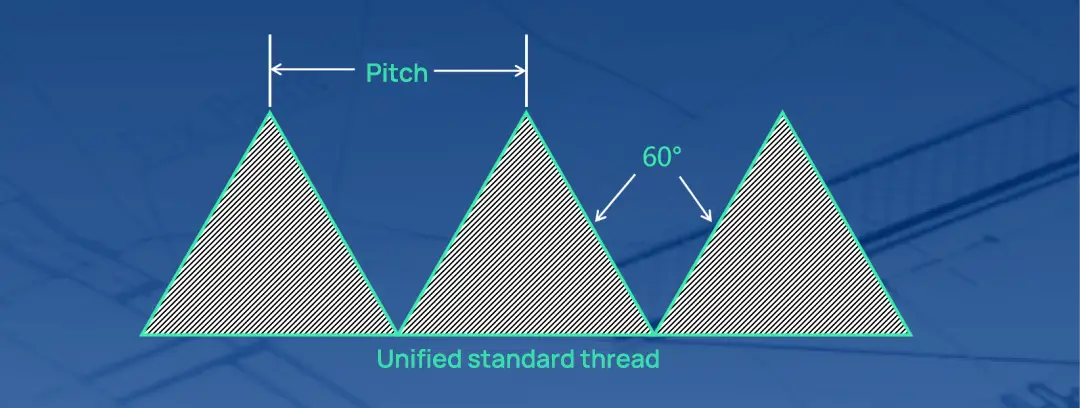
Rosca standard unificada
A linha britânica, que é atualmente utilizada com frequência, foi desenvolvida pelos Estados Unidos, Grã-Bretanha e Canadá.
Ao contrário da rosca American Standard, a rosca britânica tem um ângulo de rosca de 60° e as suas especificações são expressas pelo número de dentes por polegada. Além disso, está dividida em três níveis: dente grosso (UNC), dente fino (UNF) e dente ultrafino (UNEF).
Fig. 14 Normas de rosca unificadas dos Estados Unidos, Grã-Bretanha e Canadá
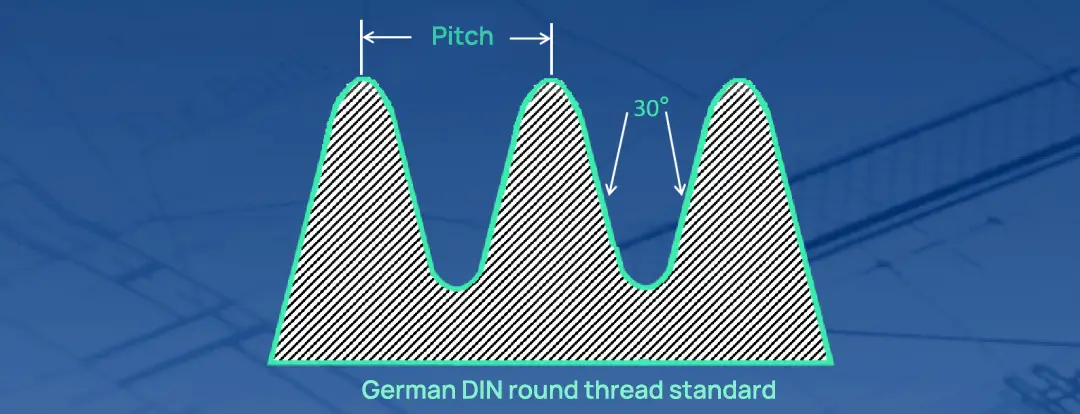
Norma alemã de rosca redonda DIN
É a rosca padrão determinada pelo din na Alemanha.
A rosca é redonda, o que é adequado para a ligação de lâmpadas e tubos de borracha.
O código da linha é Rd.
Fig. 15 Norma alemã de rosca redonda DIN
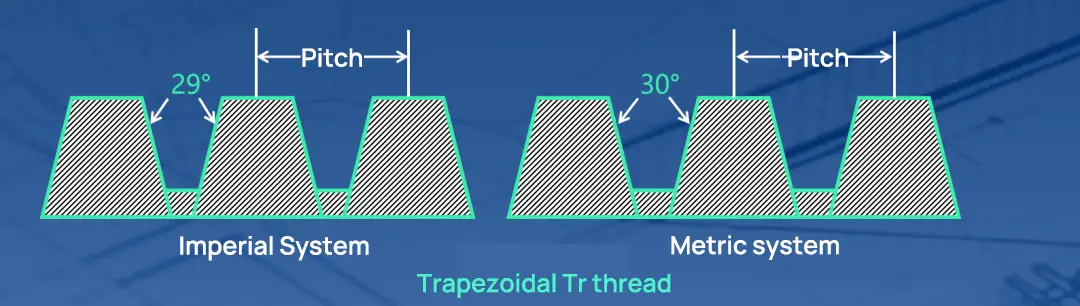
Rosca Trapezoidal Tr
A rosca trapezoidal, também conhecida como rosca acme, é uma rosca de transmissão especial que pode ser ajustada por porca após o desgaste.
O ângulo da rosca quando é utilizada a norma de rosca métrica é de 30 ° e o ângulo da rosca quando é utilizada a norma de rosca britânica é de 29 °.
Fig. 16 Rosca trapezoidal Tr
5. Identificação e exemplos de roscas métricas padrão da China
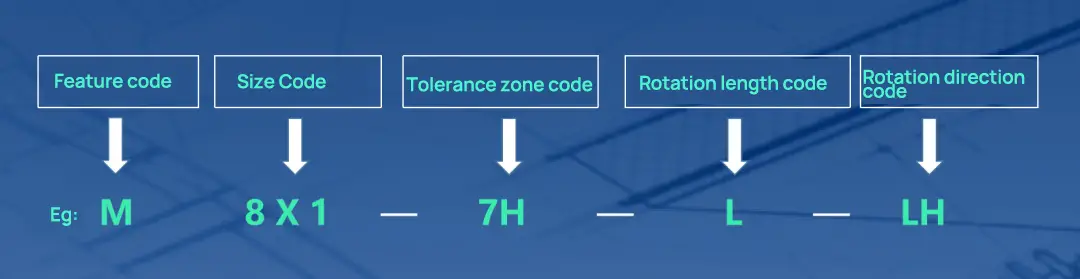
De acordo com a norma GB da China, a unidade de medida para a marcação normal de roscas é o milímetro. A primeira letra indica o código da rosca, enquanto o segundo dígito representa o diâmetro nominal, também conhecido como o diâmetro maior da rosca. Os restantes símbolos representam o código de tolerância, o código do comprimento do parafuso e o código da direção do parafuso, respetivamente.
É obrigatório marcar o passo fino, enquanto o passo grosso pode ser omitido.
Fig. 17 marcação do conteúdo de 5 partes de fio normal
Notas de código de cada parte:
O código da caraterística representa o tipo de rosca, sendo que M representa uma rosca normal. O código de dimensão indica o diâmetro nominal × passo. Por exemplo, 8X1 significa que o diâmetro nominal é 8 e o passo é 1.
O código da zona de tolerância inclui um grau de tolerância (número) e um desvio básico. A rosca externa é representada por letras minúsculas, e a rosca interna é representada por letras maiúsculas.
O código do comprimento de aparafusamento utiliza L, N e s para representar longo, médio e curto, respetivamente. Quando a rosca é de comprimento de aparafusamento médio, o código N não é marcado.
O código do sentido de rotação está marcado com LH para a rosca esquerda e não está marcado para a rosca direita.
Exemplo de interpretação
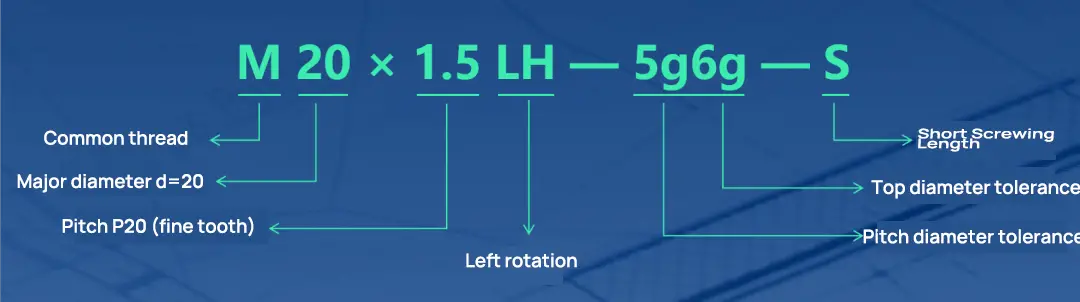
Exemplo 1: que rosca representa M20x1,5LH-5g6g-S?
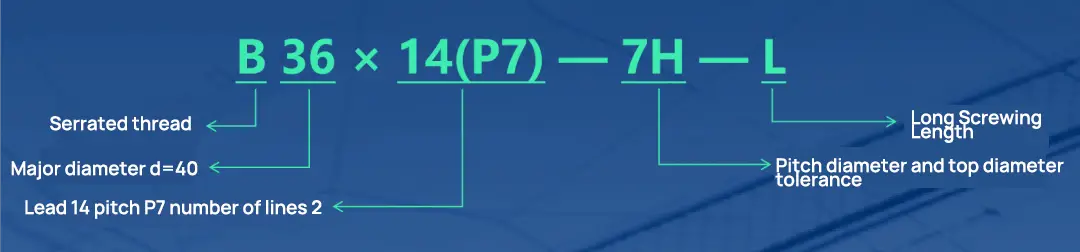
Exemplo 2: a que tipo de rosca se refere a B36x14 (P7) -7H-L?
Exemplo 3: como representar rosca simples à esquerda rosca fina rosca comum com diâmetro nominal de 20 e passo de 1,5?
6. Método de processamento da personalização da linha
A rosca pode ser personalizada através de três métodos: torneamento de controlo numérico, fresagem de ligação de três eixos e rosqueamento.
Método 1 Torneamento NC
Torneamento NC com ferramenta de torneamento é o método de processamento personalizado mais utilizado para peças individuais e pequenos lotes de peças roscadas devido à sua estrutura simples.
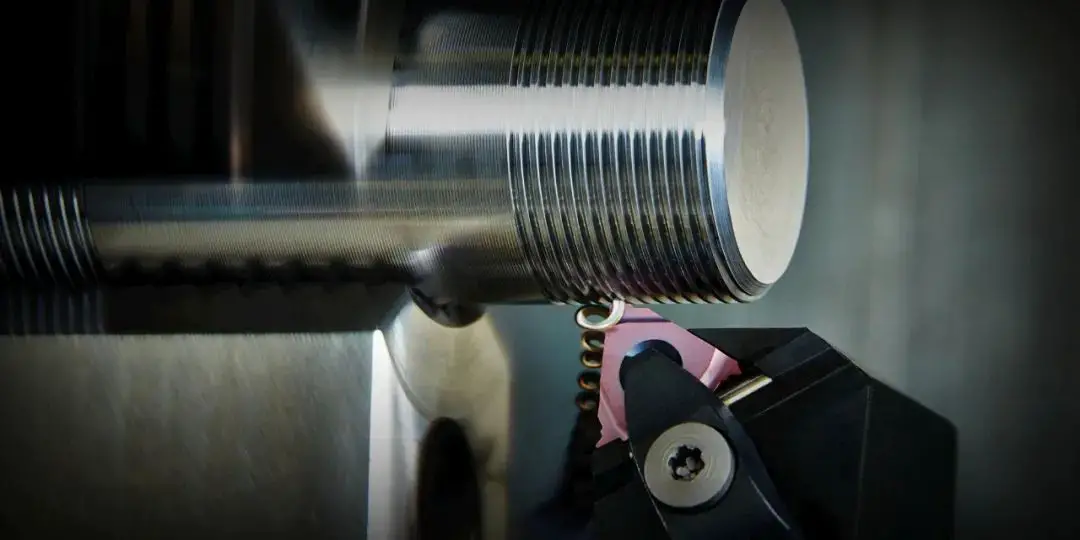
Fig. 18 Maquinação personalizada da rosca de torneamento
Método 2 Fresagem NC
Em geral, a fresagem é efectuada com fresas de disco ou fresas de pente.
As fresas de disco são utilizadas principalmente para fresar roscas externas trapezoidais em peças de trabalho como hastes de parafusos e sem-fins. Por outro lado, as fresas de pente são utilizadas para fresar roscas comuns internas e externas ou roscas cónicas.
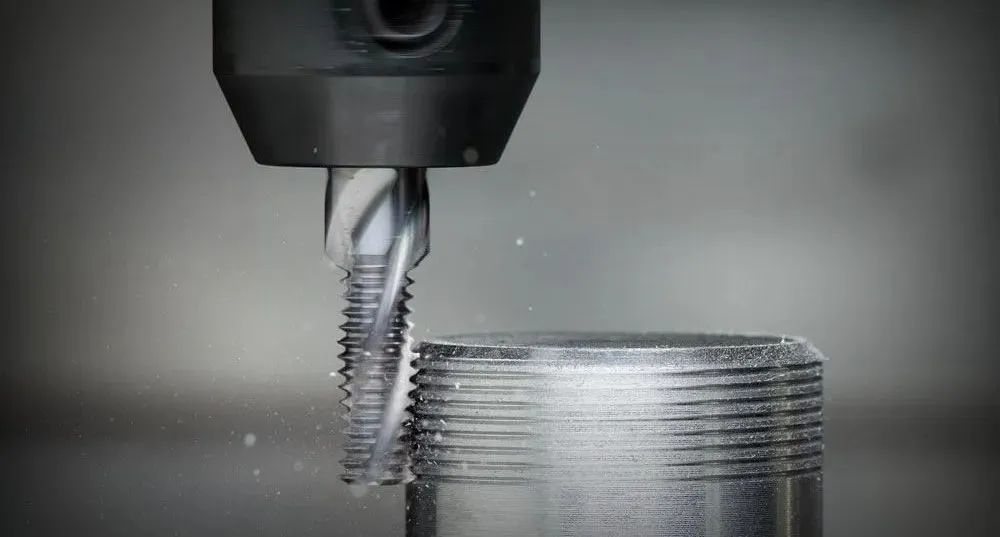
Fig. 19 Processamento personalizado da rosca de fresagem NC
Método 3 rosqueamento e enfiamento
A roscagem consiste em utilizar um determinado binário para aparafusar o macho no furo inferior pré-perfurado na peça de trabalho, de modo a processar a rosca interna necessária.
Fig. 20: toque
A roscagem é um método de formação que consiste em cortar uma rosca externa numa peça de trabalho em barra com uma matriz.
Fig. 21 Enfiamento
Por um lado, a precisão da abertura de roscas depende da precisão do macho ou da matriz utilizados e, por outro lado, depende também da experiência do operador que executa a tarefa.
Para várias roscas internas de pequeno diâmetro não normalizadas, a abertura de roscas é o único método viável de processamento.
A roscagem e o roscado podem ser efectuados manualmente ou utilizando máquinas como tornos, perfuração máquinas de roscar, máquinas de roscar ou máquinas de roscar.