Com o avanço da tecnologia de processamento de chapas metálicas, a tecnologia de fabrico da China também está a evoluir e o fosso com os países estrangeiros desenvolvidos está a diminuir.
Muitas empresas estrangeiras de renome estão a deslocalizar as suas bases de produção para a China e a trazer consigo ideias inovadoras no domínio do processamento de chapas metálicas.
O equipamento tradicional de corte de chapas metálicas inclui tesouras de controlo numérico e não numérico, prensas, corte por chama, corte por plasma e corte por água a alta pressão.
Estes dispositivos têm uma quota de mercado significativa e são conhecidos pelo seu preço acessível.
Embora tenham algumas desvantagens em comparação com a moderna tecnologia de corte a laser, também têm as suas próprias vantagens únicas.
Depois de ler as seguintes descrições de diferentes chapa metálica poderá determinar qual o equipamento de corte de metal mais adequado às suas necessidades antes de aprender a cortar chapas de metal.
Tesouras
As tesouras de controlo numérico (NC) são concebidas principalmente para o corte em linha reta e podem cortar folhas até 4 metros de comprimento. No entanto, estão limitadas a cortar apenas linhas rectas e são adequadas para aplicações industriais que apenas requerem o corte em linha reta após o achatamento.
CNC/torre prensas de punção oferecem uma maior versatilidade na maquinação de curvas, uma vez que um punção pode ser equipado com um ou mais conjuntos de moldes de punção quadrados, redondos ou outros moldes especializados. São normalmente utilizados para trabalhos específicos em chapa metálica, nomeadamente na indústria de armários. As principais técnicas de processamento incluem o corte em linha reta, o corte de furos quadrados e redondos e a produção de padrões relativamente simples e fixos. Estas prensas são utilizadas principalmente em chapas de carbono com uma espessura inferior a 2 mm, e a área de corte situa-se normalmente na gama de 2,5 m x 1,25 m.
No entanto, a utilização de prensas de punção para corte de aço inoxidável placas com uma espessura superior a 1,5 mm não são recomendadas, uma vez que conduzem a um elevado consumo de molde devido à elevada viscosidade. Adicionalmente, prensas de punção são limitados na sua capacidade de perfurar chapas de aço espessas, e a superfície resultante pode estar sujeita a colapso. O custo elevado e o longo ciclo de desenvolvimento do molde, bem como a baixa flexibilidade, são outras desvantagens deste método.
Em muitos países, aço de corte O corte de chapas com espessura superior a 2 mm é geralmente efectuado com recurso ao corte a laser moderno, em vez de prensas de puncionamento. Este facto deve-se à menor qualidade da superfície do puncionamento e do corte de chapas grossas, bem como à necessidade de uma maior tonelagem para puncionar chapas mais grossas. Isto é considerado um desperdício de recursos e também não é amigo do ambiente devido aos elevados níveis de ruído gerados pelo processo.
Corte por chama
Como método tradicional de corte, o corte por chama ainda tem um grande mercado devido ao seu baixo investimento e aos baixos requisitos de qualidade (que podem ser resolvidos com um processo de maquinagem adicional).
É utilizado principalmente para corte de aço espesso placas com mais de 40 mm de espessura.
No entanto, as suas desvantagens incluem deformação térmica excessiva, ranhuras largas, elevado desperdício de aço e velocidade de processamento lenta, tornando-o apenas adequado para o fabrico em bruto.
O corte por plasma e o corte por plasma fino são semelhantes ao corte por chama, mas têm uma maior zona afetada pelo calor. No entanto, oferecem uma melhor precisão e velocidade em comparação com corte por chamatornando o corte por plasma uma força dominante no processamento de chapas médias.
A coima Máquina de corte por plasma CNC atingiu os limites inferiores do corte a laser em termos de precisão no corte de chapas de aço-carbono de 22 mm. A velocidade de corte pode atingir mais de 2 metros por minuto, resultando numa face de corte suave, com a melhor inclinação controlada dentro de 1,5 graus.
No entanto, existem algumas desvantagens no corte por plasma. A deformação térmica pode ser excessiva quando se cortam chapas finas e a inclinação pode ser maior. Quando é necessário um corte de alta precisão, o corte por plasma pode não ser a melhor opção. Para além disso, os consumíveis utilizados no corte por plasma são muito caros.
O corte com água a alta pressão é uma técnica que utiliza um jato de água de alta velocidade misturado com carborundum para cortar chapas metálicas.
Este método tem muito poucas restrições quanto aos materiais que pode cortar e pode atingir uma espessura de até 100 mm.
Não só pode cortar materiais facilmente quebráveis, como a cerâmica e o vidro, que representam desafios para o corte térmico, como também pode cortar materiais altamente reflectores, como cobre e alumínioque são difíceis de cortar com lasers. No entanto, corte a laser tem os seus próprios desafios.
Uma desvantagem do corte com água a alta pressão é a sua velocidade de processamento lenta e pode criar muitos resíduos e detritos, o que faz com que não seja amigo do ambiente. Para além disso, requer um grande número de consumíveis.
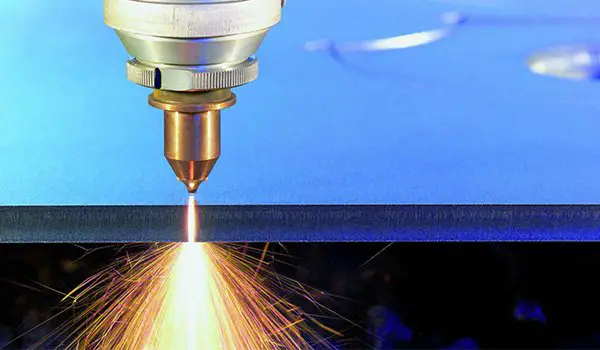
O corte a laser é um fator de mudança no processamento de chapas metálicasO corte a laser é a pedra angular do fabrico de chapas metálicas. Com a sua elevada flexibilidade, velocidade de corte rápida, produção eficiente e ciclo de produção curto, o corte a laser ganhou grande popularidade entre os clientes.
Uma das principais vantagens do corte a laser é a ausência de força de corte e deformação. Para além disso, não requer desgaste da ferramenta e tem uma boa compatibilidade de materiais.
Quer as peças sejam simples ou complexas, o corte a laser pode produzir cortes precisos rapidamente. Oferece fendas estreitas, cortes de alta qualidade, elevada automatização, facilidade de operação, baixa intensidade de trabalho e um ambiente livre de poluição.
O corte a laser também permite o corte e a colocação automáticos, melhorando a utilização do material e reduzindo os custos de produção, o que resulta num bom resultado económico.
Esta tecnologia tem uma longa vida útil e está atualmente a ser utilizada para cortar chapas com espessura superior a 2 mm noutros países.
Muitos peritos estrangeiros prevêem que os próximos 30 a 40 anos serão a idade de ouro da tecnologia de processamento laserespecialmente no domínio do processamento de chapas metálicas.
Em conclusão
Em geral, recomenda-se a utilização do corte a laser para chapas de aço-carbono até 20 mm de espessura, chapas de aço inoxidável até 10 mm de espessura e chapas de aço não inoxidável até 10 mm de espessura.materiais metálicos como o acrílico e as tábuas.
Para chapas de aço entre 20 mm e 50 mm, recomenda-se o corte por plasma.
O corte por chama é o método recomendado para chapas de aço com mais de 50 mm.
Ao processar materiais não metálicos frágeis, como cobre, alumínio, vidro e mármore, recomenda-se o corte com faca de água.
Na indústria de fabrico de chapas metálicas, onde uma única variedade é relativamente comum, como a produção em lote de armários com espessura de chapa inferior a 1 mm, Puncionamento CNC Recomenda-se a utilização de máquinas de corte, podendo ser utilizados outros métodos de corte para ajudar no processo de corte.