Dobragem de chapa metálica: Técnicas para qualidade e eficiência
Já alguma vez se interrogou sobre como conseguir dobras de chapa metálicas perfeitas? Este artigo aborda as técnicas de dobragem essenciais, explorando tudo, desde o cálculo da expansão do material até à seleção das ferramentas certas. Aprenderá a lidar com desafios comuns, garantindo uma produção eficiente e de alta qualidade. Quer seja um técnico experiente ou um principiante curioso, este guia oferece informações valiosas para aumentar a sua compreensão e melhorar os seus resultados na dobragem de chapas metálicas.
A conformação por flexão é amplamente utilizada na conformação de peças de chapa metálica. Este método caracteriza-se por uma elevada eficiência, resultados de alta qualidade, poupança de tempo e de custos no processamento de peças.
No entanto, devido à falta de compreensão do processo de quinagem, o pessoal do processo recorre frequentemente a métodos tradicionais, como a conformação manual e a conformação hidráulica, para obter a forma final das peças.
Estas técnicas aumentam o custo do processamento de peças através da utilização de ferramentas de conformação, podem resultar em peças instáveis devido ao maior envolvimento humano e reduzem a eficiência da maquinagem.
Por conseguinte, é fundamental ter um conhecimento profundo das técnicas de enformação por flexão.
A escolha da técnica de quinagem correcta requer uma análise cuidadosa de muitos factores. Negligenciar qualquer uma destas considerações pode resultar em falhas no processo e afetar negativamente o desenvolvimento das peças.
Neste artigo, centrar-nos-emos principalmente no cálculo do tamanho dos materiais expandidos, na seleção de ferramentas de dobragem, na análise do processamento típico de peças e na abordagem de problemas e soluções comuns encontrados durante o processo de dobragem.
Este artigo servirá de guia para os tecnólogos e será um recurso importante na preparação de chapa metálica peças. O seu objetivo é reduzir o custo de processamento das peças e melhorar a qualidade e a eficiência da produção das peças.
Exploração do processo técnico
O objetivo deste artigo é discutir o cálculo do tamanho, a seleção de ferramentas de dobragem, a análise do processamento típico de peças e os problemas e soluções comuns no processo de dobragem.
Cálculo do comprimento de expansão da folha
O tamanho da folha de expansão depende de factores como a espessura, o material, ângulo de flexãoe ferramentas de dobragem. Existem dois métodos habitualmente utilizados para calcular o comprimento de expansão da chapa metálica: o método de cálculo da camada neutra e o método de cálculo empírico.
(1) O método de cálculo da camada neutra
Este método é adequado para as situações em que o ângulo de flexão não é reto. Durante o processo de flexão, a camada exterior sofre tensão de tração enquanto a camada interior sofre tensão de compressão.
A camada entre estas duas camadas, conhecida como camada neutra, não sofre tensões de tração nem de compressão e permanece inalterada durante o processo de flexão.
Assim, a camada neutra serve de ponto de referência para determinar o comprimento da peça dobrada.
No entanto, a posição da camada neutra depende da espessura do material que está a ser dobrado.
Normalmente, se o material tiver menos de 4 mm de espessura, a distância entre a camada neutra e a superfície interna da peça dobrada é de 0,5 t. Se o material tiver uma espessura superior a 5mm, esta distância é de 0,34t. O comprimento de expansão da camada neutra é equivalente ao comprimento total de expansão da placa.
(2) Método de cálculo empírico
Este método só é adequado para situações em que o ângulo de flexão da peça é um ângulo reto e a espessura da placa é inferior ou igual a 3 mm. Pode ser utilizado para determinar o comprimento de expansão das peças.
A seleção da ferramenta adequada para o processo de dobragem é uma consideração crucial. A ferramenta de dobragem é composta por duas partes: a ferramenta superior (punção) e a ferramenta inferior (matriz).
A escolha do punção e da matriz da prensa dobradeira baseia-se na espessura e no tamanho das peças a serem dobradas para evitar a deformação causada pela colisão entre as peças e o punção e a matriz.
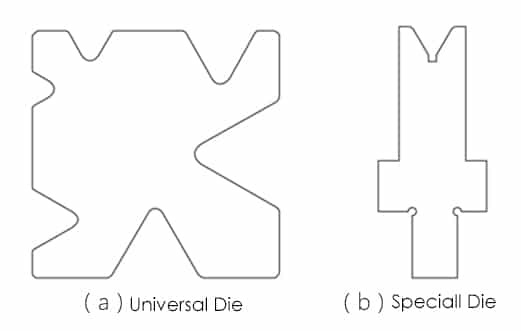
A prensa dobradeira está equipada com um matriz inferior e uma matriz especial (como mostra a figura 2). Todos os entalhes para formas em "V" têm um ângulo de ranhura de 60 graus. Em geral, quanto mais espessa for a placa, mais larga deve ser a ranhura, e a largura da ranhura é tipicamente de 8t.
Para mais informações sobre a relação entre a espessura da placa e a largura da ranhura, bem como sobre a forma de calcular a força de flexãoconsultar o artigo relevante.
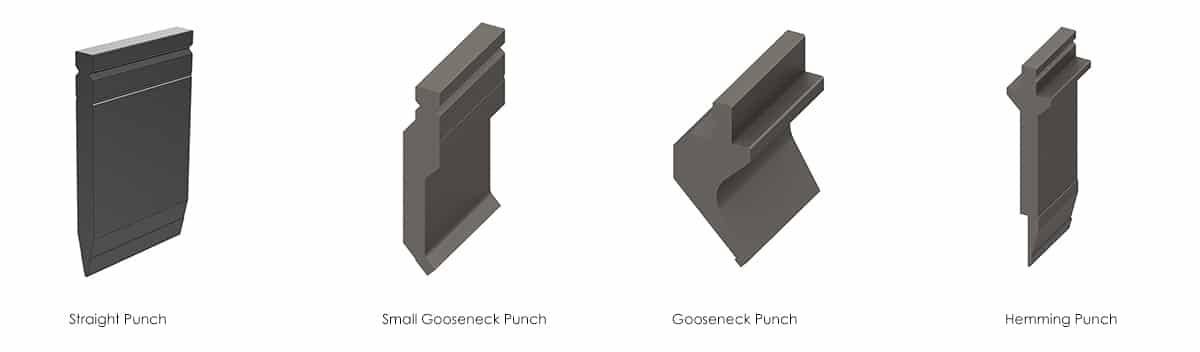
O punção de prensa dobradeira inclui principalmente punção reto, punção pescoço de ganso, punção de dobragem pequena, punção de bainha, etc., e também pode personalizar a ferramenta especial de acordo com a situação real das peças.
O punção reto é utilizado principalmente para dobrar peças com uma espessura inferior ou igual a 3 mm. O pequeno punção de pescoço de ganso é utilizado principalmente para dobrar peças rasas em forma de "U".
O punção gooseneck é utilizado principalmente para dobrar peças em forma de "U" com uma profundidade profunda. O punção de bainha é utilizado principalmente para aplanar peças.
Fig.2
(2) A seleção de punção e matriz de prensa dobradeira
Normalmente, seleccionamos a ferramenta de dobragem com base na raio de curvatura da peça para garantir que o raio de curvatura é mantido. No entanto, há casos em que a matriz inferior não é tida em conta.
Nestes casos, uma combinação inadequada do punção de flexão e do matriz de dobragem pode resultar em indentações em ambos os lados do raio de curvatura após o processo de curvatura, tornando impossível a sua reparação.
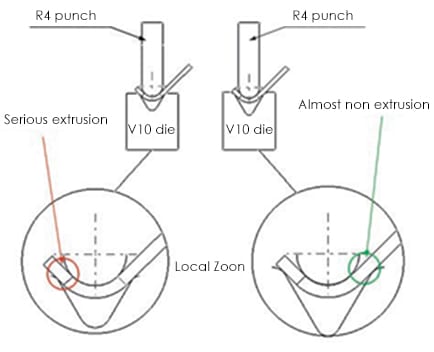
Fig.3 Simulação da correspondência entre o punção de flexão e a matriz
A Figura 3 apresenta a espessura do material de 1,6 mm para a peça simulada, juntamente com o raio de curvatura R4 e uma altura de curvatura de 8,9 mm.
Após a realização da análise, verificou-se que a ranhura inferior da matriz podia ser selecionada como V12 ou como uma opção mais pequena. No entanto, para esta peça em particular, apenas a ranhura V12 podia ser selecionada. O raciocínio para este facto é apresentado na figura, com a ranhura V10 à esquerda e a ranhura V12 à direita.
Considerando a resiliência da peça durante a flexão, o ângulo de entrada para o controlador do travão de prensa deve ser inferior a 90 graus.
Como se pode ver na figura de simulação para a flange de flexão de 90 graus, se o punção da prensa dobradeira continuar a mover-se para baixo, a ranhura V10 sofre uma extrusão significativa, enquanto a ranhura V12 sofre uma extrusão mínima.
Por isso, recomenda-se a seleção do molde inferior com a ranhura V12 em vez das opções V10 e mais pequenas. Isto assegurará que os dois lados do raio de curvatura permaneçam livres de indentações e não necessitarão de qualquer acabamento, resultando numa peça qualificada.
Análise técnica de peças de flexão típicas
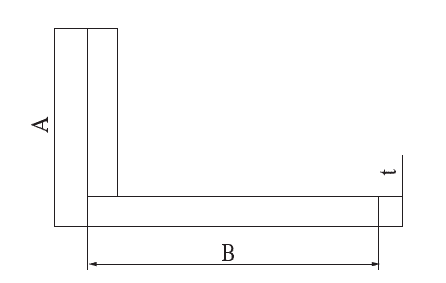
Ao dobrar peças, é importante ter em conta a altura da flange e a largura da banda. Se a largura da banda for demasiado estreita e a altura da flange for demasiado alta, pode ocorrer interferência entre a flange previamente formada e a ferramenta de dobragem durante o processo de dobragem, impedindo a continuação da dobragem.
Isto pode resultar na eliminação de todo o lote de material, levando a um aumento dos custos de processamento se não forem tomadas medidas correctivas.
Na análise que se segue, examinaremos a flexão de peças em forma de "U" e de peças em forma de "Z".
O fator-chave na dobragem de peças em forma de "U" é a relação entre a altura (H) dos dois flanges e a largura (B) da alma. Se H for menor ou igual a B, geralmente é possível dobrar a peça, embora possam ocorrer interferências. Este tipo de interferência ocorre entre a flange de curvatura da peça e o corpo da máquina.
Para uma prensa normal máquina de travãoSe a altura de dobragem H for maior ou igual a 80 mm, a peça irá interferir com a máquina durante o processo de dobragem.
Quando confrontados com estes problemas de interferência, existem duas soluções:
Antes de dobrar a peça, crie um ângulo obtuso na banda, oposto à direção da flange. Isto permite que a peça não interfira com a máquina de dobragem durante a dobragem. Depois de as flanges terem sido dobradas em ângulos rectos em ambos os lados, o ângulo obtuso na alma pode ser aplanado com uma ferramenta de bainha. No entanto, este método pode resultar em indentações na posição de flexão.
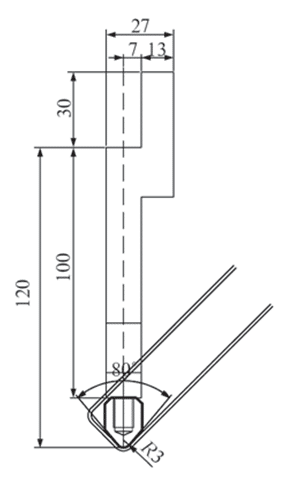
Para peças com uma largura de dobragem inferior a 200 mm, pode ser selecionado um punção especial superior suspenso na matriz (como mostrado na Figura 4) para dobragem de flanges. A flange da peça está completamente protegida da interferência da matriz. Este método é adequado para peças com uma largura inferior a 200 mm devido a limitações na estrutura e resistência da matriz superior.
Fig.4 Ferramenta de dobragem da suspensão
(2) Análise técnica de peças em forma de "U
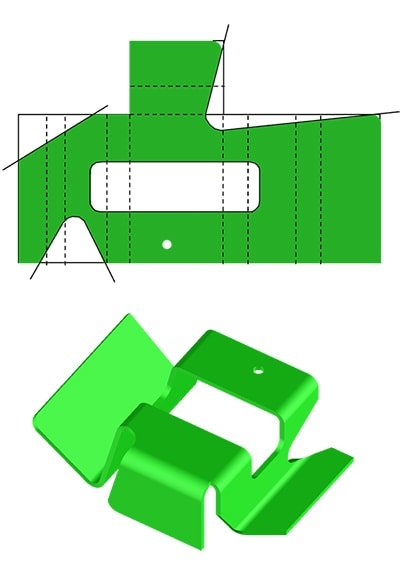
As peças em forma de "Z" com arestas curvas em chapa metálica são conhecidas pelo seu pequeno tamanho e elevado volume. Se os técnicos utilizarem um processo de conformação manual conservador para produzir estas peças, a eficiência é baixa e a qualidade é inconsistente.
Para evitar estes problemas, as peças devem ser simuladas e analisadas antes de se escolher o processo de quinagem. Isto deve-se ao facto de ser necessário ter em consideração as limitações de tamanho das bandas das peças e o tamanho da matriz de dobragem.
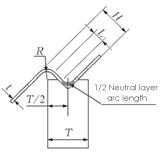
A Tabela 1 apresenta uma classificação dos parâmetros que devem ser considerados na análise da simulação.
Quadro 1 Definição dos parâmetros de simulação
A definição dos parâmetros
Código
Diagrama esquemático
Largura da teia (medida no modelo)
H
Raio de curvatura
R
Espessura do material
t
Largura da ferramenta
T
O comprimento da camada neutra linear na teia.
L
1/2 Comprimento do arco da camada neutra
P
Utilizando as informações da tabela, os técnicos podem determinar com exatidão se as peças podem ser formadas através da dobragem. Se a condição L + P for superior a T/2, então o processo de quinagem pode ser efectuado com sucesso.
Problemas e soluções que ocorrem frequentemente durante o processo de dobragem
(1) Dobrar a flange das peças
Devido a limitações no equipamento de punção e matriz na prensa dobradeira, nem todas as flanges com diferentes alturas podem ser formadas utilizando este método. Por conseguinte, é crucial efetuar uma análise e simulação cuidadosas antes de selecionar o método de quinagem para garantir que as peças podem ser quinadas.
O CATIA pode ser utilizado para análise técnica e preparação para simular a viabilidade da altura de flexão da peça. Ao efetuar a simulação, devem ser tidos em consideração os seguintes aspectos
A espessura do material da peça e o coeficiente de desvio K da camada neutra.
Selecionar um punção semelhante de acordo com o raio de curvatura das peças.
Escolher a ranhura inferior correspondente da matriz com base na espessura do material da peça e na pressão da porta do punção.
Calcular a posição da extremidade de posicionamento nas matrizes inferiores durante a dobragem com base na camada neutra.
Ter em conta o pequeno R em ambas as extremidades do V ranhura durante a simulação.
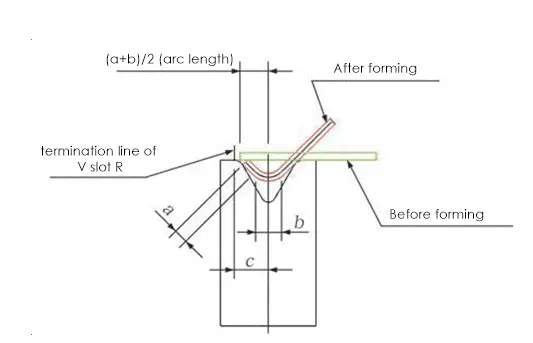
Os resultados da simulação são apresentados na Figura 5.
Fig. 5 Flexão de flanges de peças
No estado formado da Figura 5, a linha preta representa a camada neutra da peça. As variáveis "a" representa a dimensão linear da camada neutra, "b" representa o comprimento do arco da camada neutra no raio de curvatura e "c" representa a distância entre o centro da ferramenta e a linha de terminação da ranhura V R.
Se (a + b)/2 for maior que c, a peça pode ser dobrada. Se (a + b)/2 for menor ou igual a c, a peça não pode ser dobrada.
Com base nesta avaliação, se a dimensão da peça for demasiado pequena para ser dobrada, a dimensão total da flange da peça tem de ser aumentada aquando da preparação da técnica.
(2) Dobragem de peças de grandes dimensões
Ao dobrar peças de grande comprimento, a máquina de prensagem pode ser afetada pela sua própria estrutura de máquina-ferramenta, causando uma deformação significativa nos cordões de dobragem das peças. Em teoria, a dobra deveria ser uma linha reta, mas depois de dobrada torna-se uma linha curva, exigindo uma quantidade significativa de trabalho de acabamento por parte dos trabalhadores.
Para resolver este problema, o coroamento na prensa dobradeira pode ser ajustado com base nas condições reais após a dobragem para eliminar a deformação das peças, como mostra a Figura 6. Isto reduz a quantidade de trabalho manual necessário e melhora a qualidade das peças e a eficiência da produção.
Fig. 6 Dobragem e coroamento de peças longas
(3) Dobragem de peças com desbaste parcial
Nas peças de chapa metálica, algumas peças são parcialmente reduzidas em tamanho para diminuir o peso. Estas peças podem ser produzidas através de conformação hidráulica ou dobragem na produção efectiva. No entanto, devido a variações na espessura do material para dobragem, o mesmo punção e matriz não podem ser utilizados para uma única dobragem.
Para ultrapassar este problema, podem ser adicionadas almofadas finas à área desbastada do material. As almofadas são colocadas na área correspondente ao punção superior após a dobragem.
Durante o processo de quinagem, as almofadas compensam o punção e permitem a quinagem de materiais com diferentes espessuras num só passo.
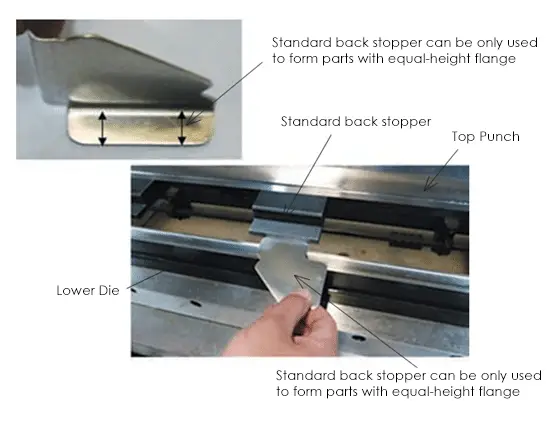
(4) Dobragem da peça com uma flange moldada
A maior parte dos batentes de posicionamento traseiros standard em travões de prensa são do tipo linha reta e só podem dobrar peças com flanges de altura igual. No entanto, este tipo de rolha não é adequado para peças com flanges de altura diferente ou peças moldadas.
Para resolver este problema, podem ser aplicadas duas soluções:
(1) Conceber um batente traseiro específico para peças com flanges de altura não igual e peças moldadas. Este batente utiliza parafusos para posicionamento, alterando o método de posicionamento convencional da máquina de prensagem e resolvendo o problema da dobragem de peças com flanges de altura não igual e flanges moldadas. Isto também expande as capacidades da prensa dobradeira.
Os estados de pré-processamento e pós-processamento são apresentados na Figura 7 e na Figura 8, respetivamente.
Fig.7 Estado do pré-tratamento
Fig.8 Estado do pós-processamento
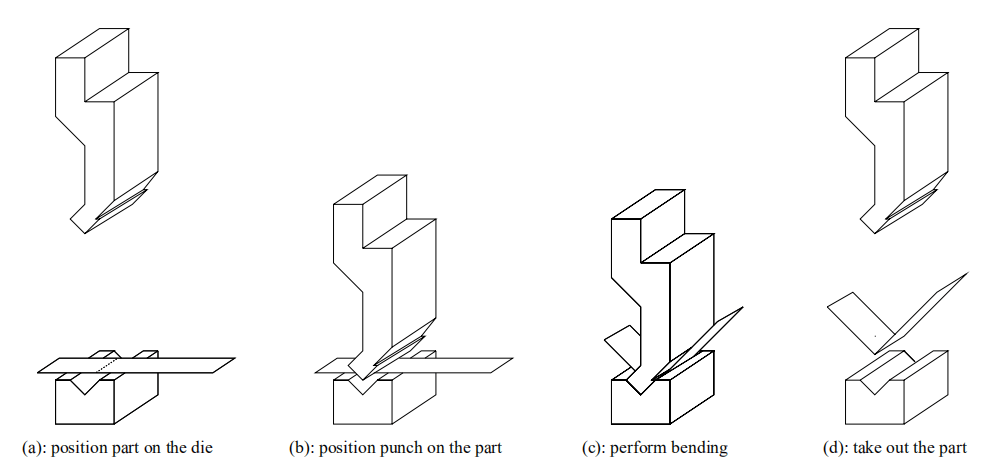
(2) Outra solução consiste em acrescentar um auricular de posicionamento auxiliar às peças de dobragem durante o corte. O auricular encontra-se ao nível mais elevado das peças e pode ser utilizado para posicionamento durante a dobragem e a conformação. Após a dobragem, o auricular é retirado para completar a dobragem das peças. Isto melhora muito a eficiência da produção.
(5) As peças partiram-se no local de dobragem
Quando algumas peças se partem na posição de dobragem, há dois factores principais que podem causar esta situação:
A direção das fibras do material expandido. Para evitar rupturas, a direção das fibras do material expandido pode ser alterada de modo a ficarem perpendiculares à linha de dobragem, ou uma recozimento pode ser efectuado nas peças de dobragem para as tornar mais flexíveis.
Conclusão
A discussão e a análise de várias situações encontradas na técnica de dobragem alargaram o âmbito da técnica de dobragem processo de conformação de chapas metálicas produção de peças. Isto ajuda a evitar erros na seleção do processo que teriam um impacto negativo no ciclo de desenvolvimento global das peças e a melhorar a eficiência da produção, estabilizando simultaneamente a qualidade das peças.
A conceção de ferramentas de dobragem mais razoáveis desempenhará um papel crucial na expansão da aplicação da técnica de dobragem por conformação.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Já se interrogou porque é que os seus projectos de chapa metálica por vezes se dobram de forma estranha ou racham? Este artigo desmistifica o papel crucial dos furos de fabrico na dobragem de chapas metálicas. Ficará a saber como estes furos...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez pensou que dobrar chapas metálicas poderia ser tão complexo? A dobragem fechada, uma técnica crítica no processamento de chapas metálicas, utiliza métodos especializados para obter dobras precisas e duradouras sem necessitar de um profissional...
Imagine conseguir dobras de chapa metálicas perfeitas, sem quaisquer marcas ou manchas. Este artigo aborda técnicas avançadas que garantem uma qualidade de superfície imaculada em processos de dobragem de metal. Aprenderá sobre técnicas inovadoras...
Já alguma vez se perguntou como é que as estruturas de aço maciço das locomotivas conseguem as suas curvas precisas? Neste artigo, revelamos os segredos por detrás da criação de grandes raios de curvatura em peças de chapa metálica....