A arte da dobragem de chapa metálica: Moldes e técnicas
Como é que se consegue obter curvas precisas em chapas metálicas? É fundamental compreender os moldes e as técnicas subjacentes a este processo. Este artigo analisa vários métodos de dobragem, desde a dobragem livre à dobragem correctiva, destacando as suas aplicações e vantagens. Explica como os diferentes moldes, como as curvas em V e em U, influenciam a precisão e a qualidade do produto final. No final, compreenderá os fundamentos da seleção e utilização de técnicas de quinagem para melhorar a eficiência do fabrico e a qualidade do produto.
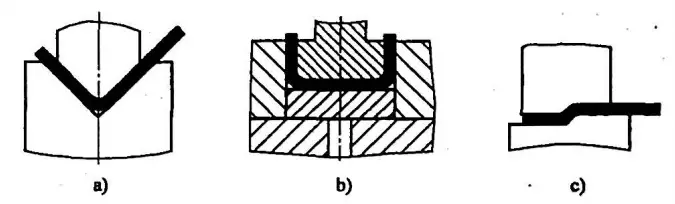
Os métodos de deformação para a dobragem de chapas podem ser classificados em: dobragem livre, dobragem por contacto e dobragem correctiva, conforme ilustrado na Figura 1.
Figura 1 Métodos de deformação por flexão de chapa
a) Flexão livre
b) Flexão por contacto
c) Dobragem correctiva
A flexão livre (Figura 1a) requer menos força de flexãoe a forma e o tamanho da peça de trabalho são determinados pelo ajuste da largura da matriz e da posição do ponto morto do punção.
Este método resulta frequentemente numa menor precisão na forma e no tamanho das peças processadas, especialmente na produção em grande escala, onde a qualidade das peças dobradas pode ser inconsistente. Por conseguinte, a dobragem livre é frequentemente utilizada para a produção de baixo volume de peças médias a grandes chapa metálica componentes.
Em contrapartida, durante a dobragem por contacto (Figura 1b) e a dobragem correctiva (Figura 1c), a precisão da forma e do tamanho das peças dobradas é garantida pelo molde, proporcionando uma qualidade superior e mais estável.
No entanto, estes métodos requerem mais força de dobragem, ciclos de fundição de moldes mais longos e custos mais elevados. São normalmente utilizados para a produção em grande escala de peças e componentes de chapa metálica de pequena a média dimensão, onde é necessária uma maior qualidade.
2. Métodos de dobragem
De um modo geral, os métodos de dobragem podem ser divididos em dobragem de moldes (que inclui dobragem da placa superior e sem dobragem da placa superior) e dobragem por prensa dobradeira.
A dobragem por prensagem é um caso especial de dobragem por molde (sem dobragem da placa superior), normalmente utilizando um molde de dobragem universal. Ambos os métodos de quinagem têm os seus respectivos princípios, características e aplicabilidade.
(1) Dobragem de moldes
A dobragem de moldes é normalmente utilizada para dobragem de chapa peças que requerem estruturas complexas, volumes mais pequenos, maior precisão e processamento em grande escala. O princípio de um molde de dobragem simples e comum é apresentado na Figura 2. Para prolongar a vida útil do molde, o projeto da peça deve utilizar um raio (r>0,5t) no ponto de dobragem sempre que possível.
Figura 2 Diagrama esquemático dos princípios comuns das ferramentas de dobragem
A dobragem por prensa dobradeira é normalmente utilizada para o processamento de chapas metálicas peças de dobragem que são maiores em tamanho ou não são produzidos em grandes quantidades. As prensas dobradeiras podem ser divididas em prensas dobradeiras comuns e Prensa dobradeira CNC.
Para folha curvatura de metais peças com requisitos de precisão relativamente elevados e formas complexas, as prensas CNC são geralmente utilizadas para o processamento de dobragem. O princípio básico da dobragem, como o aço de secção aberta dobrado a frio e as peças de dobragem de chapa metálica de chassis, armários e produtos electrónicos, é utilizar a lâmina de dobragem (punção superior) e a ranhura em forma de V (matriz inferior) da prensa dobradeira para dobrar a placa, como mostra a Figura 3.
Figura 3 Dobragem com prensa dobradeira
a) Preparação
b) Conclusão
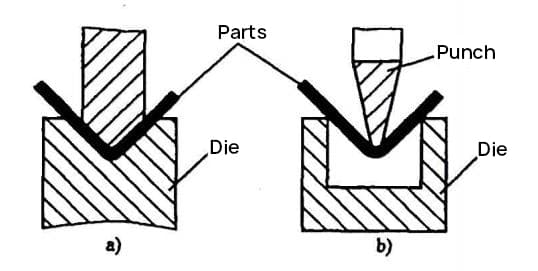
Para conseguir o processamento da produção de peças dobradas com diferentes ângulos centrais de dobragem, existem geralmente duas formas de dobragem por prensa dobradeira, como mostra a Figura 4.
Figura 4 Formas de dobragem com prensa dobradeira
a) Dobragem correctiva
b) Flexão livre
3. Matriz de dobragem universal da prensa dobradeira
Para peças dobradas com uma grande dimensão estrutural, forma complexa da secção transversal, ou não produzidas em grandes quantidades, bem como peças produzidas em peças únicas, pequenos lotes e produção experimental, o método de conceção e fabrico de matrizes de dobragem especiais é restringido por muitos factores desfavoráveis, tais como a variedade e quantidade de peças, a dificuldade de fabrico da matriz, os custos de produção e os prazos de entrega.
Algumas peças com dimensões estruturais maiores e formas de secção transversal mais complexas (como as peças estruturais de chassis e armários) também são limitadas pela estrutura da matriz e pelo equipamento de processamento da empresa.
A forma mais eficaz de resolver estes problemas é utilizar a matriz de dobragem universal para dobrar. A matriz de dobragem universal não só pode processar peças simples em forma de L, U e Z, como também pode processar peças extremamente complexas, combinando moldes convexos e côncavos e múltiplas dobras combinadas em forma de V, como mostram as Figuras 5 e 6.
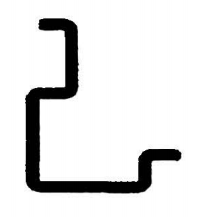
Figura 5 Aço de secção oca dobrado a frio (Eixo vertical do armário)
Figura 6 Exemplo de dobragem de peças complexas por prensa dobradeira
(1) Punção (lâmina de dobragem)
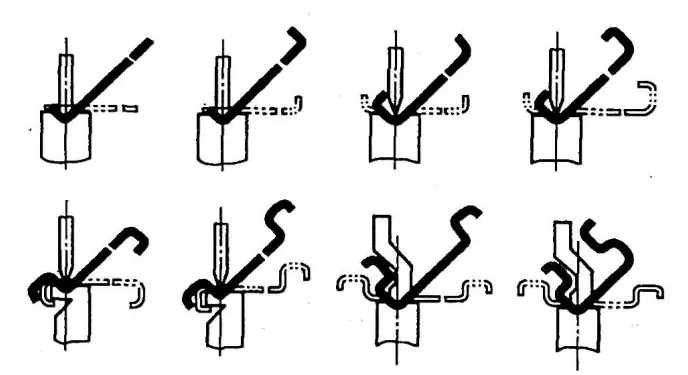
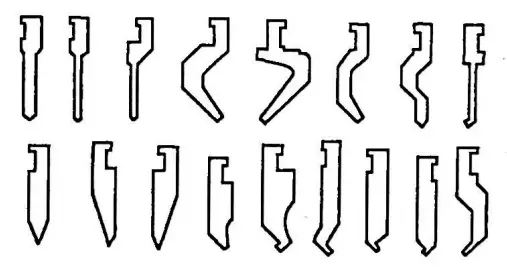
Para satisfazer a procura de produção de várias peças dobradas complexas, nos últimos anos, foram desenvolvidas muitas formas e especificações de lâminas de dobragem, divididas principalmente em dois tipos: lâminas de dobragem de braço reto e lâminas de dobragem de braço curvo.
Também podem ser fabricadas em estruturas integrais ou combinadas, que podem basicamente satisfazer o processamento de dobragem das peças mais complexas (tais como em forma de caixa, em forma de porta e outras peças estruturais especiais). As fábricas profissionais de fabrico de moldes padronizaram e produziram a série de lâminas de dobragem. As formas comuns das lâminas de dobragem são apresentadas na Figura 7.
Durante o processamento, a lâmina de dobragem é escolhida com base na forma e no tamanho das peças dobradas. Normalmente, as empresas de processamento de chapa metálica têm uma grande reserva de formas e especificações de lâminas de dobragem, especialmente as empresas com um elevado grau de especialização profissional na produção de chapa metálica. Para satisfazer os requisitos de dobragem de várias peças dobradas complexas, é necessário personalizar muitas formas e especificações de lâminas de dobragem.
(2) Punção universal
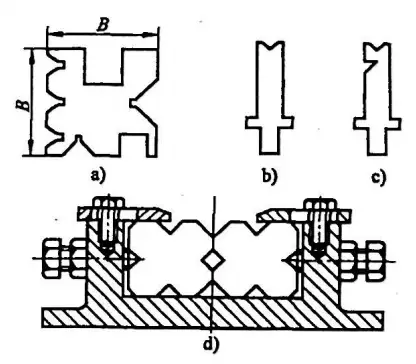
A Figura 8 mostra as formas de secções transversais de moldes côncavos normalmente utilizados na prensa dobradeira. O molde côncavo universal (ver Figura 8a) é maquinado em quatro lados para dobrar espessuras de chapas metálicas comuns e peças de diferentes formas e tamanhos. A ranhura é selecionada para o processamento de dobragem de acordo com a espessura do material, a forma e o tamanho das peças dobradas. As Figuras 8b e 8c mostram formas comuns de faces de molde côncavas, que podem ser transformadas em estruturas integrais ou combinadas (ver Figura 8d). São principalmente utilizadas para o processamento de dobragem de peças complexas (tais como peças em forma de caixa, em forma de porta e outras peças estruturais especiais).
Figura 7 Molde convexo (lâmina de dobragem)
Figura 8 Molde côncavo de prensa dobradeira comummente utilizado
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já alguma vez se interrogou sobre o motivo pelo qual as peças de chapa metálica racham ou se deformam durante a dobragem? Este artigo explora os princípios essenciais da conceção de chapas metálicas, centrando-se nas técnicas de dobragem para garantir a precisão...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Nesta publicação do blogue, vamos explorar o fascinante mundo da flexão de ar e os diagramas de forças que o tornam possível. Junte-se a nós e mergulhe na ciência por detrás deste...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Alguma vez se perguntou como calcular com precisão a tolerância à flexão para os seus projectos de fabrico de metal? Nesta publicação do blogue, vamos explorar o fascinante mundo das fórmulas de dobragem e...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Já se interrogou porque é que os seus projectos de chapa metálica por vezes se dobram de forma estranha ou racham? Este artigo desmistifica o papel crucial dos furos de fabrico na dobragem de chapas metálicas. Ficará a saber como estes furos...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...