28 Problemas e soluções de quinagem de chapa metálica
Já alguma vez se debateu com problemas de dobragem de chapa metálica que o deixaram a coçar a cabeça? Nesta publicação perspicaz do blogue, um engenheiro mecânico experiente partilha os seus conhecimentos sobre a resolução de desafios comuns no processo de quinagem de metal. Desde a prevenção de fissuras na dobragem até ao posicionamento preciso dos furos, descobrirá soluções práticas e sugestões valiosas para otimizar as suas técnicas de dobragem de chapa metálica e obter sempre resultados perfeitos.
As chapas metálicas são dobradas e formadas utilizando uma máquina de dobrar chapas. A peça de trabalho é colocada na máquina e a alavanca de elevação é utilizada para levantar o bloco de travão, o que permite posicionar a peça de trabalho. O bloco de travão é então baixado sobre a peça de trabalho e a alavanca de dobragem é pressionada para dobrar a chapa metálica.
O mínimo raio de curvatura é determinado pela ductilidade e espessura do metal que está a ser formado. Para chapas de alumínio, o raio de curvatura deve ser superior à espessura da chapa.
Figura 1 Flexão normal
Devido à elasticidade, o ângulo de flexão do metal é ligeiramente superior ao ângulo requerido.
A dobragem de chapas metálicas é normalmente realizada numa oficina de processamento de metais. Chapa metálica O processamento envolve uma série de técnicas, como a dobragem, a rebitagem e a soldadura de materiais metálicos.
Os problemas comuns que ocorrem durante este processo e as respectivas soluções são discutidos de seguida.
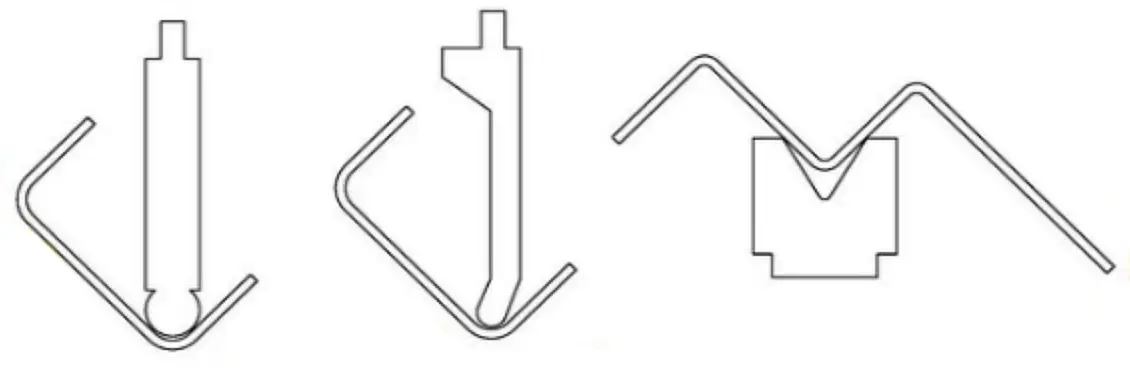
1. Desafios na dobragem de peças com ranhuras e com múltiplas dobras
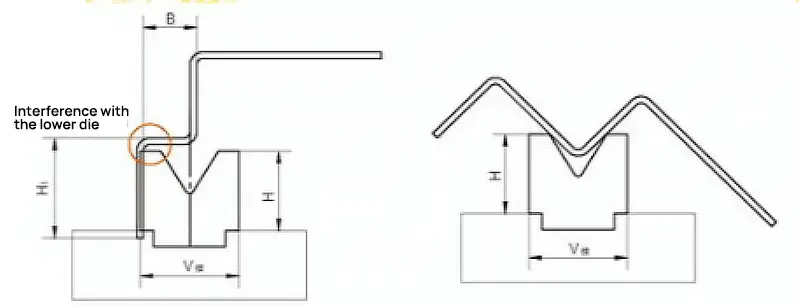
Durante o processo de dobragem destas peças, a largura da ranhura é maior do que a altura da perna, levando à interferência entre uma extremidade da peça de trabalho e a matriz superior ou o cursor na travão de prensa. Este facto torna impossível garantir as dimensões da peça de trabalho, como mostra a Figura 2.
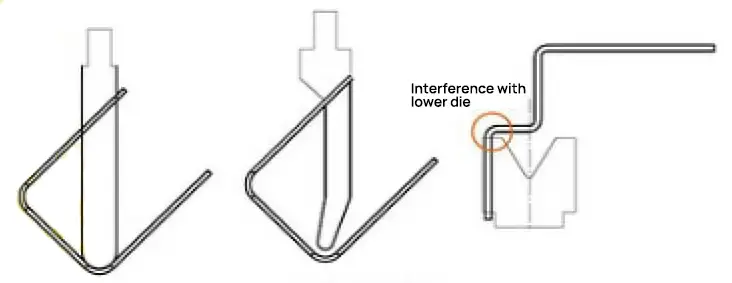
Figura 2: Diagrama de pormenor das interferências
Previsão de interferência na dobragem de chapas metálicas
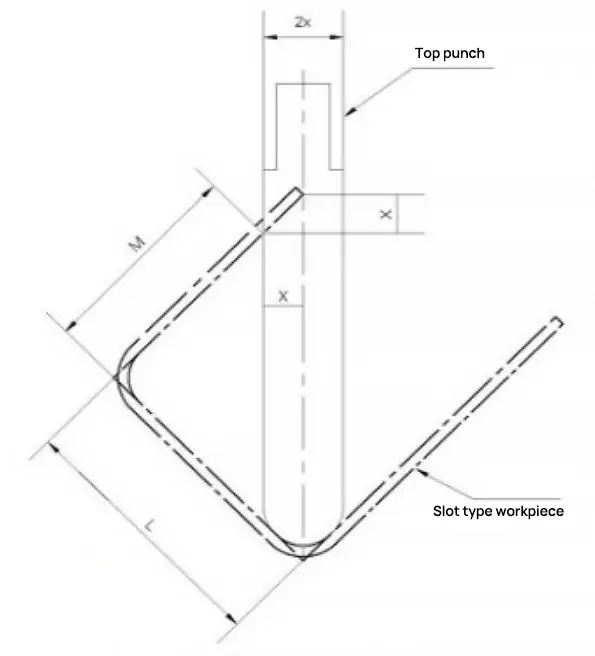
Quando se trata de peças de chapa metálica de precisão com pernas altas, determinar se a dobragem pode ser concluída requer vários cálculos, com as dimensões correspondentes indicadas na Figura 3.
Figura 3: Dimensões relevantes de peças de trabalho do tipo ranhura Dobragem
Se L-M1,5x, a peça de trabalho não pode ser dobrada, pois causaria interferência.
Soluções para problemas de interferência
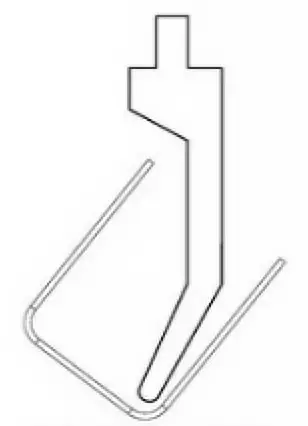
(1) Se uma peça de trabalho do tipo ranhura sofrer interferências de dobragem, pode ser selecionada uma matriz superior de pescoço de ganso para dobrar. Isto evita a interferência entre a aresta de dobragem da peça de trabalho e o travão de prensa ou a matriz superior, assegurando as dimensões de dobragem da peça de trabalho, como se mostra na Figura 4.
Figura 4: Dobragem com um molde superior de pescoço de ganso
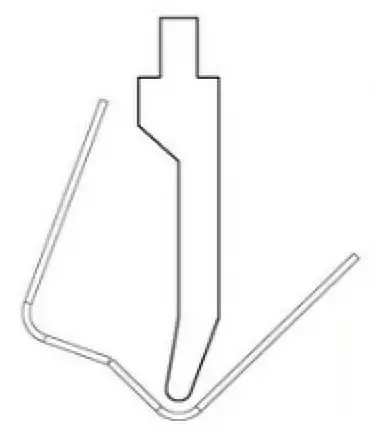
(2) Se uma peça de trabalho do tipo ranhura sofrer interferências de dobragem e não existirem matrizes superiores de pescoço de ganso adequadas, pode ser efectuada uma pré-dobragem inversa a meio da dobragem sem afetar os requisitos de utilização, como se mostra na Figura 5. Ao aumentar artificialmente o ângulo de dobragem, a peça de trabalho pode ser dobrada normalmente. De seguida, pode ser utilizada uma matriz de pneu plano para pressionar a área da pré-curvatura, de modo a garantir que os requisitos de qualidade do produto são cumpridos.
Figura 5: Pré-dobragem
(3) Ao dobrar peças de trabalho com várias dobras, se H1>H ou B<V/2, pode ocorrer interferência entre a peça de trabalho e a abertura da matriz inferior e a bancada de trabalho. A escolha da matriz inferior e da sequência de quinagem torna-se muito importante, podendo ser utilizados os seguintes métodos:
① Selecionar uma matriz inferior de elevada dimensão com H>H1 para assegurar a dobragem normal da peça de trabalho; ② Seleccione uma abertura de matriz inferior com B>V/2 para assegurar a dobragem normal da peça de trabalho; ③ Se não houver matriz inferior de alta dimensão, altere a sequência de dobragem. Pré-deformar a dobra do meio para um determinado ângulo, depois dobrar no lado curto, formar a terceira dobra, e finalmente reprimir a dobra do meio para o tamanho e ângulo necessários, garantindo o tamanho do processo da peça de trabalho, como mostrado na Figura 6.
Figura 6: Dobragem de várias passagens
2. Fissuração por dobragem
(1) Análise das causas
As fissuras de dobragem ocorrem frequentemente na superfície de tração das peças de chapa metálica durante a dobragem, danificando as propriedades mecânicas da peça de trabalho e não cumprindo os requisitos de utilização, levando ao desmantelamento da peça de trabalho e a perdas económicas. Os principais motivos são:
① A chapa metálica tem uma estrutura cristalina especial e direção de grão rolante, e a flexão paralela à direção do grão pode facilmente causar fratura; ② O raio de curvatura R escolhido é demasiado pequeno; ③ O ângulo R da ranhura em forma de V da matriz inferior é pequeno; ④ O desempenho do material é fraco.
(2) Medidas preventivas
① Ao cortar, rode a chapa metálica para cortar na direção perpendicular à dobragem (ou seja, a direção de dobragem do material é perpendicular ao grão); ② Aumentar o ângulo R da matriz superior; ③ Utilize uma matriz inferior com um ângulo R grande para o processamento; ④ Escolha materiais de elevado desempenho.
3. O bordo de curvatura não é reto e o tamanho é instável.
Análise da causa:
sem prensagem de linha ou pré-curvatura.
pressão inadequada do material
filete de matriz convexo-côncavo dissimétrico e pressão de flexão desigual
baixa altura
Soluções
técnicas de prensagem ou de pré-dobragem de linhas de conceção
aumentar a força de elevação
folga uniforme na matriz convexo-côncava e filete de polimento
tornar a altura maior ou igual ao tamanho mínimo
4. A peça de trabalho é raspada após a dobragem.
Análise da causa:
superfície do material não lisa
raio de curvatura da matriz convexa demasiado pequeno
Quando a flexão elástica é utilizada para posicionar o furo, a parte exterior do braço de flexão é puxada pela fricção na superfície do molde côncavo e na superfície exterior da peça de trabalho, fazendo com que o furo de posicionamento seja deformado.
Soluções
utilizando a dobragem de formas
aumentar a pressão do painel de proteção
adicionar um xadrez ao painel de cobertura para aumentar o atrito de modo a evitar que a peça de trabalho deslize ao ser dobrada
7. A superfície de dobragem é mais fina
Análise da causa:
filete de matriz convexo-côncavo demasiado pequeno
aumentar o raio do filete convexo-côncavo da matriz
ajustar a folga convexo-côncava da matriz
8. A superfície da peça de trabalho está abaulada ou irregular
Análise da causa:
Sob a tensão na direção circunferencial, a superfície exterior do material encolhe enquanto a superfície interior se estende durante a flexão, formando um abaulamento na direção da flexão.
Soluções
fornecer pressão adequada à matriz convexo-côncava na fase final de estampagem
tornar o raio do ângulo redondo côncavo igual ao do excírculo da peça de trabalho
otimizar as técnicas
9. A parte côncava é irregular na parte inferior
Análise da causa:
material irregular
pequena área de contacto entre o painel de cobertura e o material ou força de elevação inadequada
nenhum dispositivo de suporte de material na matriz côncava
Soluções
materiais de nivelamento
ajustar o dispositivo de suporte do material e aumentar a força de elevação
aumentar ou corrigir o dispositivo de suporte material
aumentar os processos de modelação
10. Os eixos dos furos de dois lados ficam desalinhados após a dobragem
Análise da causa:
O ressalto do material altera o ângulo de flexão, tornando a linha central desalinhada.
Soluções
aumentar o processo de correção
melhorar a estrutura do modelo de dobragem para reduzir o ressalto do material
11. A posição exacta do furo não pode ser garantida após a dobragem
Análise da causa:
tamanhos de desdobramento incorrectos
retorno elástico do material
posicionamento instável
Soluções
calcular com exatidão o tamanho do bloco de trabalho
aumentar o processo de correção ou melhorar matriz de dobragem estrutura
alterar os métodos de processamento ou melhorar o posicionamento
12. A linha de curvatura não é paralela ao centro de dois furos
Análise da causa:
Quando a altura de curvatura é inferior à altura mínima de curvatura, a parte de curvatura sofre expansão.
Soluções
aumentar a altura da peça a ser dobrada
melhorar as técnicas de dobragem
13. A deformação ocorre em termos de largura após a flexão (a parte da flexão ocorre com a deflexão da largura)
Análise da causa:
A profundidade inconsistente e o encolhimento na largura da peça de trabalho causam torção e deflexão.
Soluções
aumentar a pressão de flexão
aumentar o processo de correção
assegurar um certo ângulo entre os materiais e a direção de flexão
14. A peça de trabalho com incisão sofre uma deflexão para baixo
Análise da causa:
A incisão faz com que os dois bordos rectos se abram para o lado esquerdo e para o lado direito, formando uma deflexão na parte inferior.
Soluções
melhorar a estrutura da peça de trabalho
aumentar a margem de processamento nas incisões para ligar as incisões e depois cortar o processo após a dobragem
15. Material deslizante durante o processamento
Análise da causa:
Ao selecionar o matriz de dobragemSe o material for dobrado com uma largura de ranhura em V de 4 a 6 vezes a espessura do material (T), é normalmente escolhido. No entanto, se a dimensão da dobra for inferior a metade da largura da ranhura em V selecionada, pode ocorrer deslizamento.
Problema: A ranhura em V selecionada é demasiado grande.
Soluções:
Método de desvio da linha central (maquinagem excêntrica). Quando o tamanho do material a ser dobrado for inferior a metade de 4 a 6 vezes T, compense o máximo possível.
Processamento de enchimento
Dobrar com uma ranhura em V pequena e pressionar com uma ranhura em V grande.
Selecionar uma ranhura em V mais pequena.
16. A largura de dobragem interna é mais estreita do que a do molde padrão
Análise da causa:
A largura padrão do matriz inferior da máquina de dobrar deve ser de, pelo menos, 10 mm. Portanto, o material a ser dobrado deve ter menos de 10 mm de espessura. Se a dobra for um ângulo de 90 graus, o seu comprimento não deve ser inferior a √2 (L + V / 2) + T.
Para evitar a deslocação do molde e eventuais acidentes de sucata ou de segurança daí resultantes, o molde deve ser fixado com segurança na base do molde, com exceção de qualquer grau de liberdade para cima.
Soluções:
Aumentar o tamanho da curva, negociando com o cliente e tornando a curva interior mais larga.
Processamento especial do molde.
Utilizar ferramentas de retificação, embora tal aumente os custos de processamento.
17. O furo está demasiado próximo da linha de dobragem. A dobragem fará com que o furo puxe e vire o material
Análise da causa:
Suponhamos que a distância do furo ao linha de dobra é L. Se L for inferior a (4 a 6) vezes a espessura da placa T dividida por 2, o material sofrerá tração. Isto deve-se ao facto de, durante o processo de dobragem, a força de tração deformar o material, causando tração e distorção.
O valor mínimo de L para diferentes espessuras de chapa, com base na largura da ranhura do molde padrão, é o seguinte:
Soluções:
Aumentar o tamanho da dobra e aparar a bainha após a formação.
Expandir o orifício para o linha de dobramas apenas se não afetar o aspeto ou a função e se o cliente estiver de acordo.
Utilizar o processamento secante ou de cravação.
Processar excentricamente o molde.
Modificar o tamanho do furo.
18. A distância L entre a aresta desenhada e a linha de dobragem é pequena, e o local da aresta desenhada é deformado após a dobragem
Análise da causa:
Quando L é inferior a (4 a 6) vezes a espessura da placa T dividida por 2, o material sofrerá deformação durante a processo de dobragem devido ao contacto entre o material e o molde inferior.
Soluções:
Utilizar o processamento secante ou de cravação.
Modificar o tamanho do material.
Utilizar o processamento especial do molde.
Processar excentricamente o molde.
19. O lado longo do achatamento sobe após o achatamento
Análise da causa:
O bordo de aplanamento longo pode não aderir firmemente durante o processo de aplanamento, fazendo com que se levante nas extremidades. Este problema depende em grande medida da posição de aplanamento, pelo que é importante prestar muita atenção à posição de aplanamento.
Soluções:
Primeiro, dobre o ângulo ascendente (como indicado no diagrama) antes de dobrar o bordo morto e, em seguida, aplaine-o.
Aplanar em várias etapas.
Pressionar primeiro a extremidade para dobrar o lado morto para baixo.
Achatar a parte da raiz.
Precauções:
A qualidade do processo de aplanamento depende das competências do operador, pelo que é importante prestar muita atenção à situação real durante o aplanamento.
20. A ponte levadiça de grande altura é fácil de partir
Análise da causa:
O material é severamente esticado e fracturado devido à altura elevada da ponte levadiça. Outras causas podem incluir:
Afiação insuficiente ou cantos de moldes especiais baços.
Fraca tenacidade do material ou ponte de tração estreita.
Soluções:
Alongar o orifício do processo num dos lados da fratura.
Aumentar a largura da ponte levadiça.
Reparar o ângulo R do molde especial e aumentar a transição do arco.
Adicionar lubrificante à ponte de tração. Note-se que este método suja a superfície da peça de trabalho e não pode ser utilizado para peças AL, etc.
21. Durante o processamento de moldes especiais, o tamanho do processamento será alterado
Análise da causa:
A peça de trabalho é deslocada para a frente durante o processamento devido a uma força de pressão para a frente, causando um aumento no pequeno ângulo L da parte frontal.
Soluções:
Remova as sombras da imagem e tente compensar o mais possível.
Substituir as peças desgastadas de auto-posicionamento do molde por estruturas de retro-iniciação para um melhor posicionamento.
22. A dimensão global do branqueamento (referente à expansão) é demasiado pequeno ou demasiado grande, o que não é coerente com a superfície redonda
Análise da causa:
Erro na implementação do projeto.
Tamanho de alimentação incorreto.
Soluções:
Calcule o desvio atribuído a cada curva com base no desvio total e no número de curvas na direção do desvio.
Se a tolerância de distribuição calculada estiver dentro do intervalo de tolerância, a peça de trabalho é considerada aceitável.
Se o tamanho for demasiado grande, utilizar uma pequena ranhura em V.
Se o tamanho for demasiado pequeno, utilizar uma ranhura em V grande.
23. A fragmentação ou o desprendimento do furo de tração após a rebitagem causam deformação
Análise da causa:
A fragmentação ocorre devido a um pequeno ângulo R do furo de tração ou a rebarbas excessivas na flange.
A rebitagem está solta porque os furos de tração não estão corretamente alinhados.
A deformação é causada por furos desalinhados ou por um método de rebitagem incorreto.
Soluções:
Utilize um punção central com um ângulo R maior e preste atenção às rebarbas à volta do orifício de extração quando flangeamento.
Aumentar a pressão, aprofundar a brocagem e utilizar um punção central com um ângulo R maior.
Abordar a causa principal dos furos desalinhados e do método de rebitagem incorreto.
24. A rebitagem do perno é oblíqua ou a peça de trabalho é deformada após a rebitagem
Análise da causa:
A peça de trabalho não é achatada durante o processamento.
É aplicada uma força irregular ou uma pressão excessiva na superfície inferior da peça de trabalho.
Soluções:
Achatar a peça de trabalho ao pressionar a cavilha.
Utilizar uma estrutura de suporte.
Reajustar a pressão.
Aumentar a gama de tensões na superfície inferior e reduzir a gama de forças na superfície superior.
25. Os dois lados não são paralelos após a dobragem por offset
Análise da causa:
O molde não está calibrado corretamente.
As juntas superior e inferior da matriz não estão corretamente ajustadas.
As faces superior e inferior do cunho não são idênticas.
Soluções:
Recalibrar o molde.
Ajustar as juntas aumentando-as ou diminuindo-as.
Utilizar o processamento excêntrico para o molde.
Certifique-se de que o molde superior e o inferior têm a mesma superfície.
26. O vinco da superfície do produto é demasiado profundo
Análise da causa:
Pequena ranhura em V no cunho inferior.
Pequeno ângulo R da ranhura em V no cunho inferior.
O material é demasiado macio.
Soluções:
Utilizar uma ranhura em V grande para o processamento.
Utilizar um molde com um grande ângulo R.
Utilizar a dobragem de almofadas (com metal ou poliuretano de fundição).
27. A área próxima da curvatura deformada após a curvatura
Análise da causa:
A máquina funciona demasiado depressa durante o processo de quinagem, fazendo com que a velocidade de quinagem ascendente durante a deformação da peça de trabalho seja superior à velocidade a que o operador está a segurar a peça de trabalho com a mão.
Soluções:
Reduzir a velocidade de funcionamento da máquina.
Aumentar a velocidade de preensão manual do operador.
28. As peças AL são propensas a fissuras quando dobradas
O material AL é propenso a quebrar ao longo de linhas paralelas durante a flexão devido à sua estrutura cristalina especial.
Soluções:
Ao cortar, rodar o material AL de modo a que a direção de flexão seja perpendicular à textura e, em seguida, cortar.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...