Cálculo da força de corte de chapa metálica (com base numa guilhotina hidráulica)
Já se perguntou porque é que algumas chapas metálicas saem perfeitamente planas enquanto outras se deformam e distorcem? Este artigo revela os segredos por detrás das forças de corte nas tesouras de chapa rotativas. Aprenderá como os diferentes ângulos e folgas afectam a qualidade e a eficiência do corte de metal. Prepare-se para descobrir os mecanismos que garantem a precisão em cada corte!
Comparação entre a tesoura de chapa rotativa e a tesoura de chapa normal
Conceção da lâmina e processo de corte
Em comparação com as tesouras de chapa comuns, a maioria das tesouras de chapa rotativas adopta um design de lâmina oblíqua. Este design é vantajoso porque permite um processo de corte mais eficiente. A lâmina oblíqua reduz a força de corte necessária e minimiza a deformação da chapa metálica.
Vantagens da tesoura de chapa rotativa
As tesouras de chapa rotativas são amplamente utilizadas na indústria devido a várias vantagens importantes:
Estrutura simples: A conceção das tesouras de chapa rotativa é simples, o que simplifica a manutenção e o funcionamento.
Baixa taxa de falhas: A simplicidade da estrutura contribui para uma menor probabilidade de falha mecânica.
Alta eficiência: O desenho oblíquo da lâmina aumenta a eficiência do processo de corte.
Deformação mínima da chapa: As chapas processadas por tesouras de chapa rotativa não sofrem curvatura, deformação ou distorção, o que é crucial para manter a qualidade do produto final.
Mecanismo de cisalhamento
No processo de cisalhamento, o suporte da lâmina da máquina de cisalhamento de viga oscilante sofre um movimento rotativo. Este movimento rotativo é essencial, uma vez que altera o ângulo de corte e a folga de corte da lâmina durante o processo. A variação do ângulo de corte e da folga de corte ajuda a obter um corte limpo e preciso.
Considerações e desafios da conceção
Um dos desafios na conceção de tesouras rotativas é o cálculo da força de corte da chapa metálica. A metodologia de conceção atual calcula frequentemente a força de corte com base no pressuposto de um movimento retilíneo do suporte da lâmina. No entanto, na realidade, o suporte da lâmina sofre um movimento rotativo. Esta discrepância pode levar a cálculos incorrectos da força de corte, resultando em desvios de tamanho do projeto e afectando potencialmente o desempenho normal da máquina.
Cálculo da força de corte
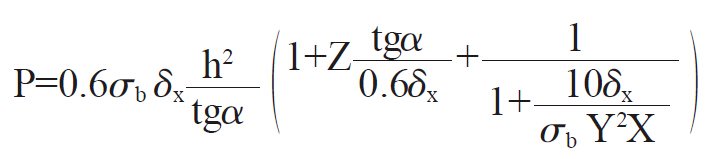
O cálculo da força de corte para o cisalhamento de lâminas inclinadas com suporte de lâmina em movimento retilíneo utiliza principalmente a Fórmula Norshari, desenvolvida por um antigo académico soviético. Esta fórmula é crucial para determinar a força necessária no processo de corte, particularmente para máquinas com suportes de lâmina em movimento reto.
Na fórmula da força de corte:
σb - Limite de resistência à tração da placa , N / mm;
δx-Razão de alongamento da placa;
h-Espessura da placa, mm;
α- Ângulo de corte, °;
X、Y、Z - Respetivamente, referem-se a força de flexão coeficiente, valor relativo da folga lateral da lâmina de corte, coeficiente do material de prensagem.
Limitações da fórmula Norshari
A Fórmula de Norshari não tem em conta a alteração do ângulo de alívio de corte durante o processo de corte e assume uma folga de corte fixa. Consequentemente, só é aplicável a tesouras com suporte de lâmina que se move num movimento retilíneo.
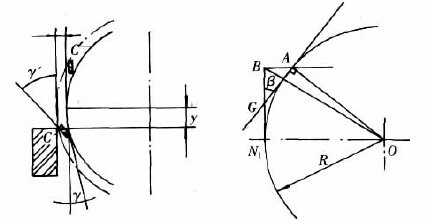
Ângulo de alívio de cisalhamento e folga de cisalhamento
Durante o processo de corte, o ângulo de alívio pode variar no intervalo de γ±β. A qualidade do cisalhamento da placa e a força necessária são altamente sensíveis à folga de cisalhamento. Uma maior folga de corte aumenta a proporção da função de tração, levando a uma pior qualidade de corte. Para o corte de chapas de espessura média, a folga de corte deve ser controlada idealmente entre 8% e 12%.
Máquinas de cisalhamento rotativas
Nas máquinas de corte rotativas, atingir o γ±β necessário é um desafio devido ao processo simplificado de instalação da lâmina. Quando a folga de cisalhamento excede o valor experimentado, isso leva a uma alteração na força de cisalhamento. Um aumento da folga de corte resulta num valor relativo mais elevado da folga lateral de corte, aumentando assim a força necessária para o corte.
Impacto da função de tração
Uma função de tração proeminente durante o processo de corte aumenta a força de corte e a perda de potência, provoca a deformação plástica da placa, aumenta a fricção entre a lâmina e a placa e reduz a vida útil do cortador. Por conseguinte, ao calcular a força de corte para máquinas de corte rotativas, recomenda-se a escolha de um valor relativo mais elevado da folga lateral da lâmina de corte e um coeficiente de embotamento da lâmina mais elevado.
Exemplo prático de cálculo
O cálculo da força de corte para uma máquina de corte utiliza normalmente uma fórmula técnica. A maioria dos cálculos baseia-se em chapas de aço Q235 normais, com factores de conversão para diferentes materiais:
Chapa de aço Q235: Fator de conversão = 1
Chapa de aço Q345: Fator de conversão = 1,4
Aço inoxidável 304: Fator de conversão = 2
Exemplo de cálculo
Para uma placa de aço Q235 com 10 mm de espessura e 6000 mm de comprimento: Força de corte=10×6000×23.5=1410000 N=141 Toneladas
Para uma chapa de aço Q345: Força de corte=141×1.4=197.4 Toneladas
Para uma placa de aço inoxidável 304: Força de corte=141×2=282 Toneladas
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Como escolher o equipamento correto de corte de chapa metálica? Com inúmeras opções que vão desde as tesouras tradicionais aos avançados cortadores a laser, selecionar a melhor ferramenta pode ser assustador. Este artigo...
A tesoura para chapas metálicas, como o nome indica, é uma máquina utilizada para cortar chapas metálicas. A seleção do material baseia-se na chapa geral Q235. Se estiver a cortar chapa Q345, então...
Já alguma vez se perguntou como é que essas enormes chapas de aço são cortadas com tanta precisão? Entre no mundo das máquinas de corte hidráulicas - os heróis desconhecidos da indústria de fabrico de metais....
Como pode garantir que a sua guilhotina funciona em segurança e dura mais tempo? Este artigo explora práticas de manutenção essenciais para tesouras de guilhotina, desde verificações diárias a revisões anuais. Ficará a conhecer as principais...
Já se interrogou sobre quais as empresas que lideram a indústria das máquinas de corte hidráulicas? Este artigo explora os 26 principais fabricantes a nível mundial, descrevendo em pormenor a sua história, especialidades e alcance global. Desde os mais antigos...
Já se interrogou sobre como maximizar a eficiência e a segurança da sua máquina de corte? Este guia aborda dicas essenciais para operar e manter estas poderosas ferramentas. Desde a escolha do equipamento correto...
A sua máquina de corte mecânico não está a funcionar como deveria? Neste guia, encontrará passos detalhados para a resolução de problemas comuns, tais como larguras de corte inconsistentes, problemas de retidão da superfície, excesso de...
Já alguma vez se perguntou como é que folhas de metal maciças são cortadas com precisão e com o mínimo de esforço? Neste artigo, exploramos o fascinante mundo das guilhotinas hidráulicas. Ficará a saber mais sobre...
Já alguma vez se perguntou como é que as fábricas conseguem cortes de metal precisos com o mínimo esforço? A máquina de entalhar é uma ferramenta versátil utilizada para cortar placas de metal em vários ângulos. Este artigo...