Já se interrogou sobre como conceber peças de chapa metálica para uma dobragem óptima? Nesta publicação do blogue, vamos explorar os princípios-chave e as melhores práticas para obter dobras de alta qualidade, evitando as armadilhas comuns. Com base nos conhecimentos de engenheiros mecânicos experientes, iremos aprofundar aspectos cruciais como a altura da dobra, o raio, a direção, a folga, a resistência e muito mais. No final deste artigo, estará equipado com conhecimentos valiosos para melhorar os seus designs de chapa metálica e otimizar o seu processo de fabrico.
A dobragem é um processo de estampagem que utiliza a pressão para deformar plasticamente o material, formando um ângulo e uma forma de curvatura específicos. As curvas mais comuns incluem as curvas em V e em Z, curvas de desvioe dobras de bainha, entre outros.
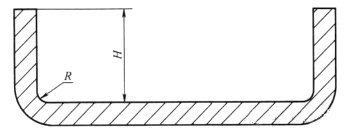
Altura de dobragem
A altura mínima de curvatura da chapa metálica deve ser calculada como 2 vezes a espessura da chapa metálica mais o raio de curvatura, ou seja, H ≥ 2t + R.
Como ilustrado na figura anexa, se a altura de dobragem for demasiado baixa, a chapa metálica é suscetível de se deformar e torcer durante o processo de dobragem. processo de dobragemo que leva a que a forma da peça e a precisão dimensional não sejam as melhores.
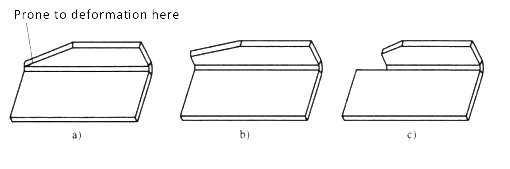
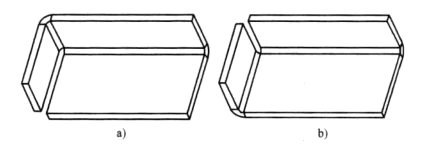
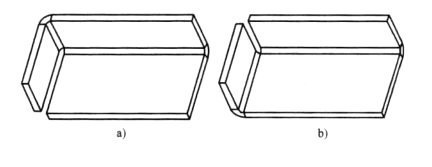
Ao dobrar uma aresta biselada, uma altura de dobragem inadequada é a principal causa de distorção da dobragem.
Como se pode ver na figura em anexo, na conceção original, a altura de dobragem à esquerda é demasiado pequena, o que aumenta a probabilidade de deformação da dobragem e reduz a qualidade global da dobragem.
Na conceção melhorada, a altura da curvatura do lado esquerdo pode ser aumentada ou a parte mínima da altura da curvatura pode ser eliminada, assegurando que a chapa metálica A curvatura não sofre distorções e atinge uma elevada qualidade de curvatura.
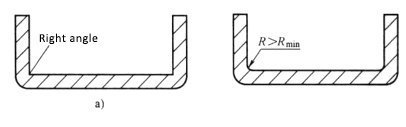
Raio de curvatura
Para garantir a resistência à flexão da chapa metálica, o raio de curvatura deve ser superior ao raio de curvatura mínimo especificado para esse material de chapa metálica específico. Os raios de curvatura mínimos para vários materiais de chapa metálica comuns são indicados no quadro seguinte.
Conceção original e melhorada do raio de curvatura da chapa metálica, como se mostra a seguir:
É importante notar que um raio de curvatura maior nem sempre é melhor para a chapa metálica. Um raio de curvatura maior leva a maiores mola de retorno e dificuldades no controlo do ângulo de curvatura e da altura. É fundamental escolher um raio de curvatura razoável.
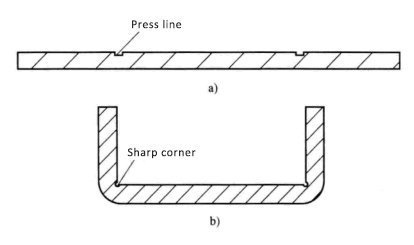
Os fabricantes de moldes de chapa metálica optam frequentemente por um raio de curvatura de zero para evitar o retorno da mola e obter um melhor controlo sobre a altura e o ângulo de curvatura. No entanto, isto pode resultar em fissuras externas ou mesmo na quebra da chapa metálica, especialmente no caso de materiais duros. Além disso, os ângulos rectos do molde podem tornar-se arredondados com o tempo, o que torna difícil manter dimensões de dobragem precisas.
Para reduzir força de flexão e assegurar dimensões de dobragem consistentes, alguns fabricantes de moldes de chapa metálica utilizam um processo de prensagem antes da dobragem, como se mostra na figura anexa.
No entanto, esta conceção também tem alguns inconvenientes, como a baixa resistência à flexão e a tendência para a chapa de metal se fraturar facilmente.
O processo de prensagem é um tipo de processo de estampagem em que um material parcialmente extrudido é utilizado para forçar uma ranhura na chapa metálica, facilitando a dobragem e melhorando a precisão da dobragem.
Direção de dobragem
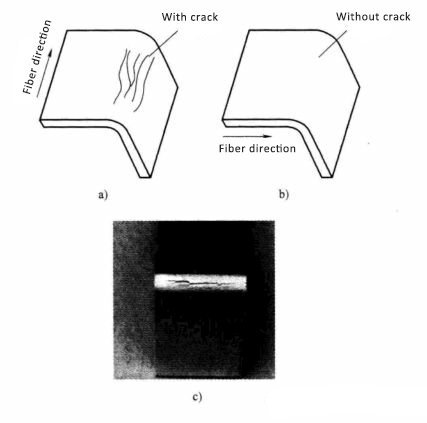
A dobragem de chapas metálicas deve ser tão perpendicular quanto possível à direção das fibras metálicas.
Quando a curvatura da chapa metálica está alinhada com a direção das fibras metálicas, é mais provável que rache na curvatura e tenha uma baixa resistência à curvatura, tornando-a propensa a partir, tal como ilustrado na figura seguinte.
Evitar Bfinal Failure Ddevido à Inabilidade de Executar a Dobragem
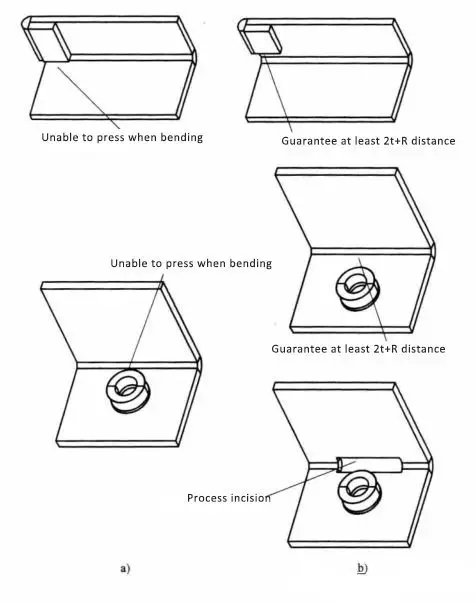
Quando uma chapa metálica é dobrada, isso deve-se frequentemente ao facto de outras características estarem demasiado próximas da base da chapa metálica, impossibilitando a pressão e a dobragem ou causando uma deformação significativa após a dobragem.
Para evitar que isso aconteça, é importante garantir que não existem outros elementos a bloquear a prensagem, mantendo pelo menos duas vezes a espessura da chapa metálica mais o raio de curvatura livres na base da chapa metálica, como demonstrado na figura em anexo.
Na conceção original, a posição de aplanamento deslocada estava demasiado próxima da base da chapa metálica, o que provocava falhas no processo de dobragem por não poder ser pressionada.
Por exemplo, se o rebentamento na chapa metálica estiver demasiado próximo da raiz da dobra e impedir que esta seja efectuada, o rebentamento pode ser deslocado para a base da chapa metálica, como se mostra no primeiro desenho melhorado.
Se os requisitos do projeto impedirem que a posição da gema e da dobra sejam movidas, pode ser adicionado um corte aberto à raiz da dobra correspondente à gema para assegurar um processo de dobragem suave, como demonstrado no segundo desenho melhorado.
Assegurar Bfinal Clearance e Anulo Bfinal Interferência
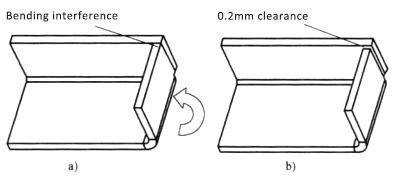
Devido à existência de tolerância na dobragem de chapaPara evitar falhas causadas por interferências durante o processo de dobragem, deve ser assegurada uma certa folga na direção da dobragem.
Como demonstrado na figura abaixo, é uma representação simplificada de uma chapa metálica complexa peça de dobragem. A sequência de dobragem envolve primeiro a dobragem do lado superior e depois a dobragem do lado direito.
Na conceção original, não havia espaço entre os dois bordos de dobragem. Esta falta de espaço entre os lados superior e direito significava que a presença de folhas curvatura de metais tolerâncias de fabrico podem causar interferências durante o processo de dobragem.
Para resolver este problema, o design melhorado inclui uma folga mínima de 0,2 mm entre os lados direito e superior para evitar eficazmente a interferência de dobragem.
Assegurar Bfinal Sforça
A resistência da dobragem da chapa metálica tem de ser assegurada durante o processo de dobragem, sendo geralmente mais fraca para dobras longas e estreitas, enquanto as dobras curtas e largas são mais fortes. Consequentemente, a dobragem da chapa metálica deve ser tão longa quanto possível, como demonstrado na figura abaixo.
Mesmo para curvas com a mesma função, na conceção original, a baixa resistência à flexão deve-se à fixação da curva no lado mais curto. Na conceção melhorada, ao fixar a curva no lado mais comprido, a resistência à flexão é aumentada.
Reduzir a folha Metal Procedimento de dobragem e evitar dobras complexas
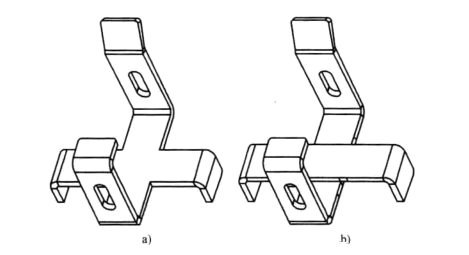
Quanto maior for o número de processos de dobragem da peça de chapa metálica, maior será o custo do molde e menor será a precisão da dobragem. Para minimizar estes problemas, a conceção de chapas metálicas deve ter como objetivo minimizar o número de processos de dobragem, como mostra a figura abaixo.
Na conceção original, a chapa metálica necessitava de dois processos de dobragem separados. No entanto, no design melhorado, a chapa metálica necessita apenas de um processo de dobragem para formar os dois lados ao mesmo tempo.
É importante ter em conta que quanto mais complexo for o processo de dobragem da chapa metálica, maior será a quantidade de desperdício de material que poderá resultar. Para minimizar este facto, pode ser necessário considerar a possibilidade de dividir uma dobragem complexa em duas partes.
Embora esta abordagem possa ir contra o princípio da redução do número de peças, pode, em última análise, conduzir a custos de produção mais baixos e a uma melhor qualidade do produto. É importante verificar estes projectos com cálculos exaustivos.
Como demonstrado na figura abaixo, a peça de chapa metálica com dobragem complexa é dividida em duas partes, que são depois unidas através de métodos como a rebitagem, a auto-rebitagem ou a soldadura por pontos.
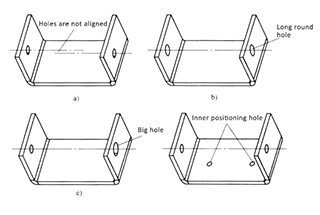
Furos em Mmúltiplos Bfins Are Ddifícil de Alinhagem
Muitos engenheiros já devem ter sentido a frustração de ver parafusos ou orifícios de pregos na dobragem de chapas metálicas desalinhados, impossibilitando a fixação de parafusos ou rebites. Este é um problema comum devido às grandes tolerâncias de dobragem de chapa metálica, particularmente quando a chapa metálica tem várias dobras.
Características
Tolerância/mm
Uma dobra
0.15
Duas dobras
0.25
Três dobras
0.36
Quatro dobras
0.44
Cinco dobras
0.51
Seis dobras
0.59
Como mostra a tabela acima, quanto mais vezes a chapa metálica for dobrada, maior será a tolerância de dobragem. Isto torna difícil manter a exatidão das dimensões das múltiplas dobras na chapa metálica. É por este motivo que os orifícios de parafusos, orifícios de extração e orifícios de rebites automáticos na chapa metálica tendem a ficar desalinhados após a dobragem.
Por conseguinte, ao conceber um produto, os engenheiros devem ter em conta os efeitos das tolerâncias de dobragem múltiplas, evitando tolerâncias demasiado rigorosas em características com dobras múltiplas nas peças.
Ao mesmo tempo, o conceção de chapas metálicas deve ser optimizado para evitar os seguintes problemas durante a montagem, tais como o desalinhamento dos orifícios de montagem, a dificuldade em manter o tamanho adequado da montagem e até mesmo a interferência na montagem.
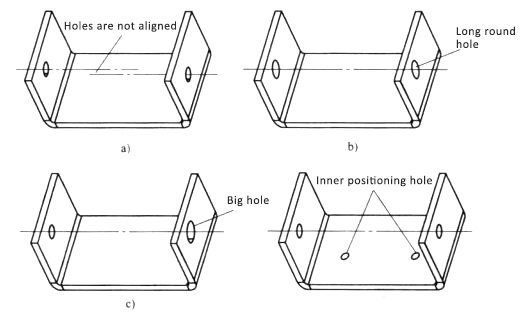
A solução para os furos nas duas curvas da chapa metálica é difícil de alinhar devido à grande tolerância de curvatura:
A conceção de uma dobra com um orifício redondo ou maior permite uma maior tolerância de dobragem e assegura a montagem correcta da peça.
A incorporação de dois orifícios de posicionamento internos melhora o alinhamento interno do molde, reduzindo a tolerância de flexão da chapa metálica e alinhando os orifícios em ambas as curvas.
Dobrar primeiro e depois perfurar um furo garante a precisão dos dois furos, mas aumenta a complexidade da matriz de estampagem e aumenta o custo da matriz. Esta abordagem não é geralmente recomendada.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Já se interrogou porque é que os seus projectos de chapa metálica por vezes se dobram de forma estranha ou racham? Este artigo desmistifica o papel crucial dos furos de fabrico na dobragem de chapas metálicas. Ficará a saber como estes furos...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez pensou que dobrar chapas metálicas poderia ser tão complexo? A dobragem fechada, uma técnica crítica no processamento de chapas metálicas, utiliza métodos especializados para obter dobras precisas e duradouras sem necessitar de um profissional...
Imagine conseguir dobras de chapa metálicas perfeitas, sem quaisquer marcas ou manchas. Este artigo aborda técnicas avançadas que garantem uma qualidade de superfície imaculada em processos de dobragem de metal. Aprenderá sobre técnicas inovadoras...
Já alguma vez se perguntou como é que as estruturas de aço maciço das locomotivas conseguem as suas curvas precisas? Neste artigo, revelamos os segredos por detrás da criação de grandes raios de curvatura em peças de chapa metálica....