Design inovador de chapas metálicas para caixas soldadas a laser
Imagine transformar chapas metálicas em estruturas de caixas robustas e esteticamente agradáveis com a precisão do laser. Este artigo explora a forma como os designs inovadores de chapas metálicas, especificamente utilizando juntas biseladas a 45°, melhoram a eficiência e a qualidade das caixas soldadas a laser. Os leitores descobrirão como a soldadura a laser minimiza a deformação, obtém soldaduras sem juntas e optimiza os processos de fabrico. Mergulhe nestas técnicas avançadas e veja como a engenharia moderna redefine a metalurgia tradicional, prometendo resultados mais fortes e mais refinados.
A soldadura a laser é altamente vantajosa devido à sua velocidade rápida, deformação mínima, soldaduras esteticamente agradáveis e elevada resistência. É amplamente utilizada em domínios como a aviação, os automóveis e a medicina.
Especificamente, a soldadura por fusão a laser é um processo de soldadura sem contacto que cria uma variedade de formas de cordão de soldadura com uma excelente consistência de cordão. Tem um enorme potencial em chapa metálica fabrico.
Este artigo centra-se na aplicação da conceção de chapas metálicas na soldadura a laser de estruturas de habitação com juntas chanfradas de 45° com flanges.
Conceção de chapa metálica na estrutura da caixa de soldadura a laser
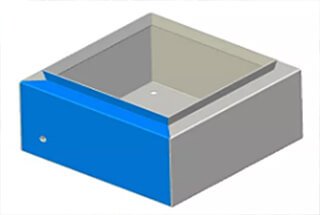
O corpo da caixa é feito de 1.5 mm de espessura Aço inoxidável 304 e tem dimensões de 200 mm × 200 mm × 115 mm. A caixa é dobrada em ângulos de 90°, 90° e 80° de baixo para cima.
A estrutura da caixa é ilustrada na figura 1.
A tabela 1 apresenta os parâmetros de soldadura a laser.
Figura 1 Diagrama esquemático da estrutura da caixa
No sistema tradicional processo de soldadura estruturas em caixa de aço inoxidável, é comum efetuar tratamentos de lixagem e polimento após a soldadura, de modo a obter um produto final esteticamente mais agradável. No entanto, estes procedimentos subsequentes podem ser incómodos e demorados, e podem também resultar em deformação e penetração da soldadura.
A soldadura a laser, por outro lado, oferece vantagens significativas na soldadura de chapas metálicas, tais como velocidades de soldadura rápidas, deformação mínima e cordões de soldadura visualmente apelativos. Como tal, encontrar formas de aplicar as vantagens da soldadura a laser, incluindo a sua estreita zona afetada pelo calor da soldadura e de alta precisão, a soldadura de estruturas de caixas tornou-se uma questão premente a resolver.
Conceção da sobreposição da estrutura da caixa de soldadura por laser
Nas estruturas em caixa de aço inoxidável soldadas, a soldadura de filete da caixa constitui uma parte significativa do processo global de soldadura.
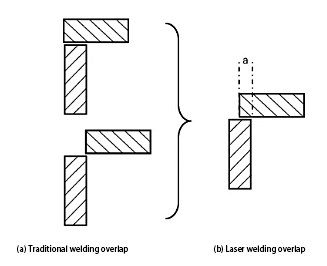
Para obter uma costura de soldadura a laser redonda, optimizámos a quantidade de sobreposição na técnicas de soldadura, conforme ilustrado nas Figuras 2 e 3. Nestas figuras, t representa a espessura da placa, a é a quantidade de sobreposição, b é a posição do centro do laser na secção transversal da placa e α representa o ângulo de inclinação do laser.
A quantidade optimizada de sobreposição é soldada utilizando a soldadura por condução térmica a laser. A distância de desfocagem é definida com precisão para 10,00 mm e a precisão de focagem é mantida a 0,01 mm através da utilização de um sistema de focagem automático.
Com a ajuda de uma câmara CCD de alta ampliação, o valor b pode ser posicionado com precisão, resultando numa soldadura a laser redonda sem a necessidade de fio de enchimento, como se mostra na Figura 4b.
Este método de otimização para a quantidade de sobreposição é mais adequado para placas com uma espessura de 3 mm ou menos, em que os valores de a, b e α são determinados pelo valor de t.
Figura 4 Diagrama esquemático da otimização da quantidade de sobreposição e do efeito real da soldadura a laser
Conceção da ranhura de libertação do canto da estrutura da caixa de soldadura a laser
Nas estruturas de caixas de aço inoxidável soldadas, a otimização da ranhura de alívio do canto é crucial, uma vez que tem um impacto direto na eficácia da estrutura inferior da caixa.
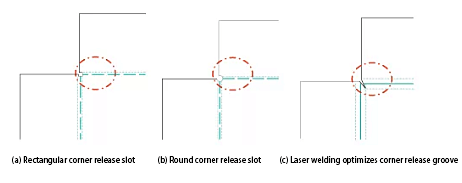
Nos processos de soldadura tradicionais, são normalmente utilizadas ranhuras de alívio de cantos rectangulares ou arredondados. No entanto, essas ranhuras de alívio dos cantos podem facilmente resultar em soldadura de passagem ou em soldadura insuficiente quando se utiliza o laser técnicas de soldadura.
O diagrama esquemático da ranhura de alívio do canto é ilustrado na figura 5.
Figura 5 Diagrama esquemático da ranhura de libertação de cantos
Utilizando a soldadura a laser do relevo do canto processo de ranhura bloco, a estrutura do produto pode ser optimizada.
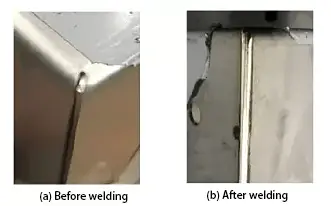
Com a soldadura a laser, é possível obter um efeito de soldadura completo e arredondado, quase sem necessidade de tratamento secundário e reduzindo consideravelmente o tempo de processamento subsequente, como demonstrado nas Figuras 6 e 7.
Fig. 6 Diagrama esquemático da conceção da soldadura a laser da ranhura de libertação do canto
Figura 7 Efeito real da soldadura a laser da ranhura de libertação do canto
Conceção de uma interface de bisel de 45 ° para o flangeamento de estruturas de caixas de soldadura por laser
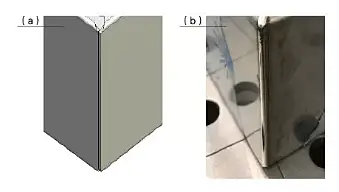
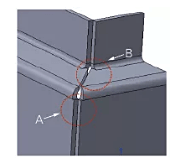
Na estrutura em caixa feita de aço inoxidável soldado, a interface em bisel de 45° da flange tem dificuldade em fechar firmemente devido à quantidade de deformação por flexão, como ilustrado em A na Figura 8. Este problema representa um desafio significativo para a soldadura a laser.
Por conseguinte, a conceção da interface tem um impacto direto na qualidade da soldadura da estrutura da caixa. Além disso, existirá um intervalo considerável em B, o que dificulta a gestão da soldadura direta a laser.
Figura 8 Diagrama esquemático antes da otimização
Para resolver este problema, optimizámos a estrutura do armário. No processo de conceção, foi removida uma parte do metal da superfície do degrau e foram alargadas duas superfícies de degrau mais pequenas, conforme ilustrado na Figura 9a.
Durante o desdobramento, a porção previamente cortada é compensada utilizando a superfície da extremidade como referência, como mostra a Figura 9b e 9c.
Em B, na Figura 8, duas superfícies escalonadas são alternativamente alargadas para aumentar a quantidade de compensação metálica, o que compensa a lacuna criada nessa área. Esta solução é ilustrada na figura 9d.
Como mostra a Figura 10a, a interface é hermeticamente fechada, cumprindo os requisitos da processo de soldadura por laser. A superfície do cordão de soldadura é lisa e esteticamente agradável, com uma transição natural e sem afundamentos ou defeitos de soldadura visível.
Além disso, como mostra a Figura 8, o espaço em B também é bem preenchido, demonstrando a eficácia da solução de otimização implementada.
Figura 10 Efeito da soldadura por laser na interface do chanfro de 45 ° da flange
Conclusões
À medida que o processo de soldadura continua a evoluir, os conceção de chapas metálicas Os sistemas de soldadura a laser tornar-se-ão gradualmente obsoletos. Do mesmo modo, à medida que a soldadura a laser for sendo mais amplamente adoptada na indústria da chapa metálica, haverá necessidade de novos sistemas de soldadura a laser. soldadura de chapas metálicas soluções de design. É imperativo desenvolver e introduzir designs inovadores que sejam mais adequados às capacidades e limitações do processo de soldadura a laser.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...
A escolha da válvula de segurança correcta é crucial para garantir a segurança e a eficiência dos sistemas de pressão. Este guia irá guiá-lo através dos principais factores a considerar, tais como a temperatura,...
Porque é que as válvulas de segurança disparam prematuramente, causando potenciais perigos no seu sistema? Este artigo analisa os problemas e soluções mais comuns para o mau funcionamento das válvulas de segurança, oferecendo informações sobre definições, características mecânicas,...