Directrizes de conceção de chapas metálicas para o fabrico: Manual do Engenheiro
Já alguma vez se interrogou sobre a arte e a ciência por detrás das elegantes caixas metálicas dos seus gadgets favoritos? Nesta publicação do blogue, vamos mergulhar no fascinante mundo do fabrico de chapas metálicas. Como engenheiro mecânico experiente, partilharei conhecimentos sobre os materiais, processos e princípios de design que transformam as chapas metálicas planas nas formas complexas que alojam os nossos aparelhos electrónicos modernos. Prepare-se para explorar as técnicas de ponta e a resolução criativa de problemas que tornam o fabrico de chapas metálicas uma parte essencial do desenvolvimento de produtos.
O fabrico de chapas metálicas é um processo abrangente de fabrico a frio de chapas metálicas (normalmente com menos de 6 mm), incluindo tosquia, branqueamento, flexão, soldadurarebitagem, moldagem por injeção e tratamento de superfície, etc.
A sua caraterística notável é o facto de a espessura da mesma peça ser a mesma.
O processo de fabrico de chapas metálicas, incluindo:
Processamento sem matriz: o processo de fabrico de chapa metálica através de uma máquina de perfuração CNC, máquina de corte a laser, placa máquina de cortemáquina de dobrar, máquina de rebitar e outros equipamentos. É geralmente utilizado para produção de amostras ou produção de pequenos lotes com custos elevados.
Processamento de moldes: a chapa metálica é processada através de moldes fixos. Geralmente, existem moldes de corte e moldes de formação, que são utilizados principalmente para a produção em massa a baixo custo.
Os materiais em chapa metálica são os materiais mais utilizados na conceção estrutural dos produtos de comunicação.
Compreender o desempenho global dos materiais e a correcta seleção de materiais têm um impacto importante no custo, desempenho, qualidade e processabilidade dos produtos.
Princípio de seleção de materiais de chapa metálica
1) Utilizar materiais metálicos comuns para reduzir as especificações dos materiais e controlar o mais possível o manual de materiais da empresa;
2) No mesmo produto, reduzir o mais possível a variedade de materiais e as especificações de espessura da chapa;
3) Sob a premissa de assegurar a função das peças, tentar utilizar materiais baratos, reduzir o consumo de materiais e reduzir o custo dos materiais;
4) Para o armário e algumas caixas de fichas de grandes dimensões, é necessário considerar plenamente a redução do peso de toda a máquina;
5) Para além da premissa de garantir a função das peças, deve também considerar-se que o desempenho de estampagem do material deve cumprir os requisitos de processamento para garantir a racionalidade e a qualidade do processamento dos produtos.
Introdução de várias placas de uso corrente
Chapa de aço
1) Chapa de aço laminada a frio
Chapa de aço laminada a frio é a abreviatura de chapa de aço estrutural de carbono laminada a frio.
É ainda laminada a frio a partir de uma tira de aço estrutural de carbono laminada a quente numa chapa de aço com uma espessura inferior a 4 mm.
Devido ao facto de ser laminada a uma temperatura normal, não são produzidas incrustações de óxido de ferro. Por conseguinte, a qualidade da superfície da placa a frio é boa e a precisão dimensional é elevada.
As qualidades normalmente utilizadas são o aço de baixo carbono 08F e o aço 10#, que têm boas branqueamento e propriedades de flexão.
2) Chapa de aço laminada a frio com zinco galvanizado contínuo
Chapa de aço laminada a frio com zinco galvanizado em contínuo, ou seja, "chapa electrolítica".
Refere-se ao processo de deposição contínua de zinco a partir de uma solução aquosa de sal de zinco numa tira de aço pré-preparada para obter uma camada superficial galvanizada sob a ação de um campo elétrico numa linha de electrogalvanização.
Devido às limitações do processo, o revestimento é fino.
3) Chapa de aço galvanizada por imersão a quente contínua
A chapa de aço galvanizado contínuo por imersão a quente é designada por chapa galvanizada ou folha de Flandres.
As chapas e as bandas de aço galvanizadas por imersão a quente contínuas, laminadas a frio, com uma espessura de 0,25 a 2,5 mm, são primeiro submetidas a um forno de pré-aquecimento aquecido por chama para queimar o óleo residual da superfície.
Ao mesmo tempo, forma-se uma película de óxido de ferro na superfície.
Em seguida, é aquecida a 710~920 °C num forno de recozimento de redução com uma mistura de gases H2 e N2 para reduzir a película de óxido de ferro a ferro esponjoso.
Depois de a tira activada e purificada à superfície ser arrefecida a uma temperatura ligeiramente superior à do zinco fundido, entra na panela de zinco a 450-460 °C.
A espessura da superfície da camada de zinco é controlada por uma faca de ar.
Por fim, adotar o tratamento de passivação com solução de cromato para melhorar a resistência à ferrugem branca.
Em comparação com a superfície da chapa electrogalvanizada, o revestimento é mais espesso e é utilizado principalmente para peças de chapa metálica que requerem uma elevada resistência à corrosão.
4) Placa de alumínio-zinco
O revestimento de liga de alumínio-zinco da placa de alumínio-zinco é composto por 55% de alumínio, 43,4% de zinco e 1,6% de silício a 600 ° C.
Formou uma densa camada protetora de cristal quaternário com excelente resistência à corrosão, a vida útil normal de até 25 anos, 3-6 vezes mais do que um chapa galvanizada e comparável ao aço inoxidável.
A resistência à corrosão da placa de alumínio-zinco resulta da função de barreira do alumínio e da proteção sacrificial do zinco.
Quando o zinco é sacrificado para aparar, riscar e arranhar o revestimento, o alumínio forma uma camada de óxido insolúvel que actua como uma barreira.
As chapas de aço 2), 3) e 4) acima referidas são coletivamente designadas por chapas de aço revestidas e são amplamente utilizadas em equipamento de comunicação.
Após o revestimento chapa de aço é processado, já não pode ser galvanizado ou pintado.
A incisão pode ser utilizada diretamente sem tratamento especial e pode ser efectuado um tratamento especial de fosfatação para melhorar a resistência à ferrugem da incisão.
A partir da análise de custos, é utilizada a chapa de aço electrogalvanizada contínua e a fábrica de processamento não necessita de enviar as peças para a galvanoplastia, o que poupa tempo de galvanização e custos de transporte.
Além disso, as peças não são decapadas antes da pulverização, o que melhora a eficiência do processamento.
5) Aço inoxidável placa
Devido à sua forte resistência à corrosão, boa condutividade eléctrica, elevada resistência, etc., é amplamente utilizado.
Mas também devemos ter em conta as suas insuficiências:
O preço do material é muito caro, sendo 4 vezes superior ao de uma chapa galvanizada normal;
A resistência do material é elevada, e o desgaste da ferramenta na Máquina de perfuração CNC é grande, o que geralmente não é adequado para o processamento da máquina de perfuração CNC;
A porca de rebite da placa de aço inoxidável deve ser feita de porca de rebite de aço inoxidável especial de alta resistência, que é muito cara;
Se a porca de rebitar não for rebitada, é frequentemente necessário soldar novamente por pontos;
A aderência do spray de superfície não é elevada e a qualidade não é adequada para o controlo;
O material sofre grandes variações e a dobragem e a estampagem não são fáceis de garantir a forma e a precisão dimensional.
Placas de alumínio e de liga de alumínio
As chapas de alumínio e de ligas de alumínio normalmente utilizadas são compostas principalmente pelos três materiais seguintes:
alumínio antiferrugem 3A21
alumínio antiferrugem 5A02
alumínio duro 2A06
O alumínio anti-ferrugem 3A21, que é a antiga marca LF21, é uma liga AL-Mn. É o alumínio anti-ferrugem mais utilizado.
A resistência desta liga não é elevada (apenas superior à do alumínio puro industrial) e não pode ser tratada termicamente e reforçada.
Por conseguinte, o método de trabalho a frio é frequentemente utilizado para melhorar as suas propriedades mecânicas, e tem uma elevada plasticidade no estado recozido, e a plasticidade é boa no endurecimento semi-frio.
Tem baixa plasticidade, boa resistência à corrosão e boa soldabilidade durante o endurecimento a frio.
O alumínio anti-ferrugem 5A02 é a antiga marca de alumínio anti-ferrugem AL-Mg da série LF2.
Em comparação com o 3A21, o 5A02 tem uma resistência superior, especialmente elevada resistência à fadiga, elevada plasticidade e resistência à corrosão.
O tratamento térmico não pode ser reforçado, e a soldabilidade por soldadura por contacto e soldadura por átomos de hidrogénio é boa, e há uma tendência para a formação de fissuras cristalinas durante soldadura por arco de árgone a liga tende a formar fissuras cristalinas durante o endurecimento por trabalho a frio.
A liga tem boa maquinabilidade no estado de endurecimento a frio e semi-endurecimento a frio, e a maquinabilidade é fraca no estado recozido, e pode ser polida.
O alumínio duro 2A06 é o antigo LY6, que é um tipo de alumínio duro comummente utilizado.
O alumínio duro e o alumínio super-duro têm maior resistência e dureza do que as ligas de alumínio comuns, e pode ser utilizado como alguns materiais para painéis.
No entanto, a plasticidade é fraca, e a flexão não pode ser efectuada, e a flexão pode causar fissuras ou fendas na parte arredondada exterior.
Existem novas normas para o grau e o estado da liga de alumínio. O código padrão do método de representação do grau é GB/T16474-1996, o código de estado é GB/T16475-1996, e a tabela de comparação com a norma antiga é apresentada no Quadro 1-1 abaixo:
Existem dois tipos principais de chapas de cobre e de ligas de cobre habitualmente utilizadas: o cobre T2 e o latão H62.
O cobre T2 é o cobre puro mais comummente utilizado. Tem um aspeto púrpura e é também designado por cobre. Tem uma elevada condutividade eléctrica e térmica, boa resistência à corrosão e formabilidade.
Mas a resistência e a dureza são muito inferiores às do latão, e o preço é muito caro.
É sobretudo utilizado como elemento de corrosão para produtos condutores, de condução de calor e de consumo. É geralmente utilizado para peças da fonte de alimentação que necessitam de transportar grandes correntes.
rass H62, que é um latão com elevado teor de zinco, tem uma elevada resistência e uma excelente trabalhabilidade a frio e a quente e é facilmente utilizado para várias formas de trabalho da imprensa e corte.
Utilizado principalmente para vários tipos de estiramento profundo e força de flexão partes, a sua condutividade não é tão boa como a do cobre, mas tem melhor resistência e dureza, e o preço é relativamente moderado.
No caso de cumprir os requisitos de condutividade eléctrica, o latão H62 em vez de cobre é utilizado tanto quanto possível, o que pode reduzir significativamente o custo do material.
Por exemplo, os barramentos, a maior parte dos barramentos actuais são feitos de latão H62, que se revelou plenamente satisfatório.
A influência dos materiais no processamento de chapas metálicas
Existem três grandes tipos de chapas metálicas processamento: perfuração e corte, dobragem e estiramento.
Diferentes técnicas de processamento têm diferentes requisitos para a folha.
A seleção da chapa metálica deve também basear-se na forma geral e na tecnologia de processamento do produto.
O impacto dos materiais na obturação
A obturação requer que a folha seja suficientemente plástica para garantir que a folha não se parta quando perfurada.
Os materiais macios (tais como alumínio puro, alumínio à prova de ferrugem, latão, cobre, aço de baixo carbono, etc.) têm um bom desempenho de perfuração, e podem ser obtidas peças com uma secção transversal suave e uma pequena inclinação após a perfuração;
Materiais duros (tais como aço de alto carbonoaço inoxidável, alumínio duro, alumínio superduro, etc.) têm má qualidade após a perfuração, e a irregularidade da secção é grande, especialmente para chapas grossas.
No caso de materiais frágeis, é provável que ocorra rasgão após a perfuração e, em especial, no caso de pequenas larguras, é provável que ocorra rasgão.
O efeito dos materiais na flexão
As placas que precisam de ser dobradas e enformadas devem ter plasticidade suficiente e um limite de elasticidade baixo.
Uma folha altamente plástica que é menos propensa a rachar quando dobrada.
As chapas com limite de elasticidade inferior e módulo de elasticidade inferior têm menos dorso da mola deformação após a dobragem e é fácil obter uma forma curva exacta.
Materiais plásticos como o aço de baixo carbono, latão e alumínio com uma teor de carbono de <0,2% são facilmente dobrados e formados;
Os materiais mais frágeis, como o bronze fosforoso (QSn6.5 ~ 2.5), o aço para molas (65Mn), o alumínio duro, o alumínio super-duro, etc., devem ter uma grande relação raio de curvatura (r / t) durante a flexão, caso contrário, é provável que ocorram fissuras durante a flexão.
Deve ser dada especial atenção à escolha do estado duro e mole do material, que tem uma grande influência nas propriedades de flexão.
Para muitos materiais frágeis, a flexão pode causar fissuras ou mesmo rupturas no raio exterior.
Existem também algumas chapas de aço com maior teor de carbono.
Se optar por um estado duro, a flexão também provocará fissuras ou mesmo a fratura do raio exterior.
Não só é necessário que a profundidade do estiramento seja tão pequena quanto possível, como também que a forma seja tão simples quanto possível e suave. Para além disso, é necessário que o material tenha uma boa plasticidade.
Caso contrário, a peça inteira é facilmente deformada, parcialmente enrugada ou mesmo puxada na parte de estiramento.
O limite de elasticidade é baixo e o coeficiente direcional da espessura da placa é grande.
Quanto menor for o coeficiente de cedência σs/σb da chapa, melhor será o desempenho do punçoamento e maior será o limite da deformação primária.
Quando o coeficiente de directividade da espessura da placa >1, a deformação na direção da largura é mais fácil do que a deformação na direção da espessura.
Quanto maior for o valor do raio de estiramento R, menor será a probabilidade de ser diluído e fracturado durante o processo de estiramento, e melhores serão as propriedades de tração.
As propriedades de tração comuns são: folha de alumínio puro, 08Al, ST16, SPCD.
Impacto do material na rigidez
Na conceção da estrutura de chapa metálica, a rigidez das peças estruturais de chapa metálica não é frequentemente cumprida.
Os projectistas de estruturas utilizam frequentemente aço com baixo teor de carbono ou aço inoxidável em vez de aço com baixo teor de carbono, ou substituem a liga de alumínio comum por uma liga de alumínio duro com elevada resistência e dureza, e espera-se que aumente a rigidez da peça.
De facto, não há qualquer efeito óbvio.
Para os materiais do mesmo substrato, a resistência e a dureza do material podem ser grandemente melhoradas através de tratamento térmico e de ligas.
Mas a alteração da rigidez é pequena.
Para melhorar a rigidez da peça, só alterando o material e a forma da peça é que se pode obter um determinado efeito.
Ver Quadro 1-2 para o módulo de elasticidade e o módulo de cisalhamento de diferentes materiais.
Tabela 1-2 Módulo elástico e módulo de cisalhamento de materiais comuns
Os dados constantes do quadro estão relacionados com o grau específico do material e com o fabricante, e são utilizados apenas como referência qualitativa.
As chapas de liga de alumínio e de liga de cobre são extremamente pobres em corte a lasere o processamento a laser não está geralmente disponível.
A perfuração e o corte CNC utilizam o microcomputador de um único chip na máquina de perfuração CNC para introduzir o programa de maquinação (tamanho, percurso de maquinação, ferramenta de processamento, etc.) da peça de chapa metálica com antecedência, o que faz com que a máquina de perfuração CNC adopte várias ferramentas e uma grande variedade de comandos NC para alcançar uma variedade de formas de processamento, como perfuração, corte, formação, etc.
A perfuração CNC geralmente não consegue realizar perfurações e cortes com formas demasiado complicadas.
Características:
Alta velocidade
Molde de poupança
Processamento flexível
Conveniente
Basicamente, é capaz de satisfazer as necessidades de produção de amostras em branco.
Problemas e necessidades de atenção:
O material fino (t<0,6) não é fácil de processar e o material é fácil de deformar;
A gama de processamento é limitada pelas ferramentas, mandíbulas, etc.
A dureza e a tenacidade moderadas têm um melhor desempenho de perfuração;
Uma dureza demasiado elevada aumentará a força de perfuração e terá uma má influência na cabeça de perfuração e na precisão;
A dureza é demasiado baixa, o que provoca uma deformação grave durante a perfuração e a precisão é muito limitada;
A elevada plasticidade é vantajosa para a conformação, mas não é adequada para a perfuração contínua e invasiva, nem para a perfuração e o corte;
Uma tenacidade adequada é benéfica para a perfuração, o que suprime o grau de deformação durante a perfuração;
Se a dureza for demasiado elevada, o ressalto será grave após a perfuração, o que afectará a precisão.
A perfuração CNC é geralmente adequada para perfurar aço de baixo carbono, chapa electrolítica, chapa de alumínio-zinco, chapa de alumínio, chapa de cobre com T=3,5~4mm ou menos, e chapa de aço inoxidável com T=3mm ou menos.
A espessura de chapa recomendada para a perfuração CNC é:
O processo de perfuração CNC tem uma grande deformação na placa de cobre, enquanto o PC de processamento e a placa de PVC têm grandes rebarbas nas bordas de processamento e baixa precisão.
Ao perfurar, o diâmetro e a largura da ferramenta utilizada devem ser superiores à espessura do material. Por exemplo, uma ferramenta com um diâmetro de Φ1,5 não pode perfurar um material de 1,6 mm.
Os materiais com menos de 0,6 mm não são geralmente processados pela NCT.
Materiais em aço inoxidável não são geralmente processados por NCT. (É claro que o material de 0,6~1,5 mm pode ser processado por NCT, mas o desgaste da ferramenta é grande e a probabilidade de taxa de refugo no processamento em campo é muito maior do que outros materiais GI).
É desejável que a perfuração e o esvaziamento de outras formas sejam tão simples e uniformes quanto possível.
O tamanho do punção CNC deve ser normalizado, como furos redondos, furos hexagonais, e a largura mínima da ranhura do processo é de 1,2 mm.
Piercing e de obturação por cold punch die
Para puncionar e esvaziar peças com grande produção e pequenas dimensões, são fabricadas e utilizadas matrizes de estampagem de chapas metálicas especialmente concebidas para aumentar a eficiência da produção.
É geralmente constituído por um punção e uma matriz.
O molde é geralmente do tipo "press-in" e do tipo "inlaid".
Os punções incluem geralmente: tipo redondo, pode ser substituído; tipo combinado; tipo de carga e descarga rápida.
As matrizes mais comuns são:
Matriz de corte (principalmente: matriz de corte aberto, matriz de corte fechado, matriz composta de perfuração e corte, matriz contínua de corte aberto, matriz contínua de corte fechado)
Matriz de dobragem
Pressionar o dedo
Características:
Porque o perfuração e corte com matriz a frio pode basicamente ser completada por uma estampagem, a eficiência é elevada, a consistência é boa e o custo é baixo.
Por conseguinte, para as peças estruturais com uma capacidade de processamento anual superior a 5.000 peças e o tamanho da peça não é demasiado grande, a fábrica de processamento efectua geralmente o processamento a frio.
Na conceção da estrutura, é necessário ter em conta a conceção do características do processo do processamento da matriz a frio.
Por exemplo, as peças não devem ter cantos afiados (exceto para utilização). Devem ser projectadas para serem arredondadas para melhorar a qualidade e a vida útil do molde e tornar a peça de trabalho bonita, segura e durável.
Para satisfazer os requisitos funcionais, a forma estrutural da peça pode ser concebida para ser mais complicada.
Perfuração com o furador denso
O punção de furos densos pode ser considerado como um tipo de punção de controlo numérico. Para peças com um grande número de furos densos, a eficiência e a precisão da perfuração podem ser melhoradas.
Uma matriz de perfuração especialmente fabricada pode perfurar um grande número de furos densos para processar a peça de trabalho.
Tais como: estêncil de ventilação, deflector de entrada e saída de ar.
Ver Figura 1-1.
Figura 1-1 Diagrama esquemático da perfuração densa
A parte sombreada na figura é um molde de orifício denso, e o orifício denso da peça pode ser rapidamente perfurado pelo molde de orifício denso. Em comparação com um punção, melhora muito a eficiência.
Problemas e requisitos para projectos de arranjos de orifícios densos
A conceção do furo denso no produto deve considerar que as características de processamento da matriz de perfuração de furo denso são repetidas várias vezes de perfuração, pelo que o seguinte princípio deve ser adotado ao conceber a disposição do furo denso:
Ao conceber a disposição dos orifícios densos, considere primeiro a matriz de orifícios densos planeada para reduzir o custo do molde;
O mesmo tipo de disposição de orifícios densos deve ser uniforme, o espaçamento entre linhas deve ser definido por um valor constante e o espaçamento entre colunas também define um valor constante, para que o mesmo tipo de molde de orifício denso possa ser usado universalmente, reduzindo o número de abertura do molde e reduzindo o molde. o custo de;
O tamanho do mesmo tipo de furo deve ser o mesmo. Por exemplo, o furo hexagonal pode ser unificado no furo hexagonal com o círculo inscrito Φ5. Este furo hexagonal é o tamanho comum do furo hexagonal da empresa, representando mais de 90% do furo hexagonal.
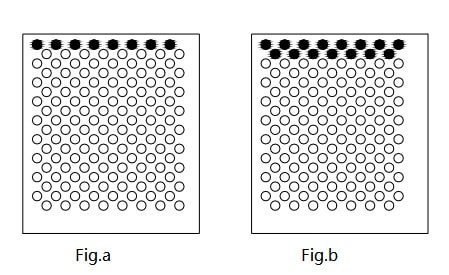
Quando o número de furos nas duas filas não é igual, devem ser cumpridos dois requisitos: 1. O passo do furo é maior, a distância da borda dos dois furos é maior que 2t (t é a espessura do material); 2. O número total de linhas deve ser organizado uniformemente. O número total de filas deve estar disposto uniformemente, como mostra a Figura 1-2;
Figura 1-2 Diagrama esquemático do desalinhamento de furos densos
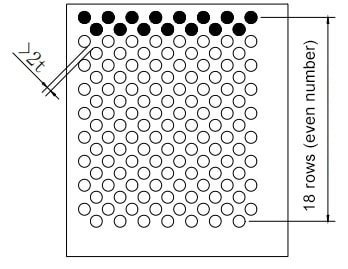
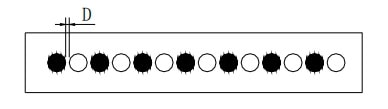
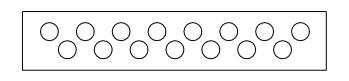
Se o passo do furo do furo denso for pequeno, o número de furos em cada linha deve ser um número par. Como mostrado na Figura 1-3, quando a distância D entre dois furos densos é menor que 2t (t é a espessura do material), os moldes de furos densos devem ser espaçados devido à resistência do molde. A parte sombreada na figura é um molde de furo denso. Pode ver-se que o número de furos por fila deve ser um número par. Se o passo do furo na Figura 1-2 também for muito pequeno, porque o número de furos em cada linha não é igual (7 vazios, 8 furos), não pode ser perfurado uma vez com um molde de furo denso.
Figura 1-3 Molde de orifício denso
O molde de orifício denso da Figura 1-1 a pode ser projetado como se mostra na Figura 1-4.
Figura 1-4 Molde de orifício denso
O molde de orifício denso da Figura 1-1 b só pode ser projetado como se mostra na Figura 1-5.
Figura 1-5 Molde de orifício denso
Ao projetar a disposição dos orifícios densos, tente projetar de acordo com os requisitos acima referidos, de forma contínua e com uma certa regularidade, o que é conveniente para abrir o molde do orifício e reduzir o custo de estampagem.
Caso contrário, apenas alguns punções ou um número de conjuntos de moldes podem ser utilizados para completar o processamento.
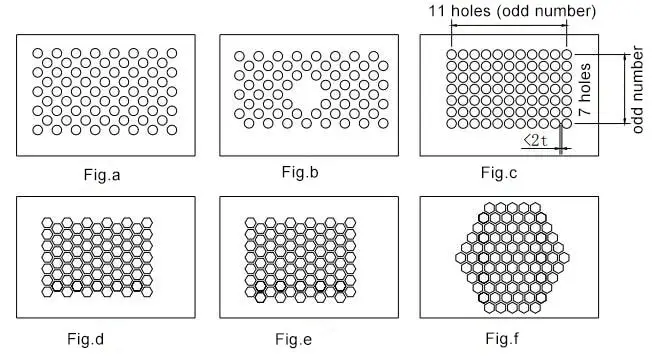
Como mostra a Figura 1-6,
Figura a, furos escalonados, o número de filas não é par;
Na figura b, o orifício não existe no meio;
Figura c, a distância entre os furos densos é demasiado próxima, o número de furos por linha e o número de furos por coluna é ímpar;
Figura d&e, a distância do furo denso é demasiado próxima e o número de furos em cada fila do furo denso não é igual, estes não podem ser completados apenas pela perfuração da matriz de furo denso e devem ser completados por outros métodos de processamento complementares.
Figura f, se for maquinado com um molde de furo denso, precisa de ser completado por outros métodos de processamento suplementares. Mesmo que o molde de corte de material seja feito, são necessários vários moldes de perfuração para completar, e a processabilidade é fraca.
Figura 1-6 Diagrama esquemático da disposição dos furos densos
Corte a laser
O corte a laser é uma tecnologia de corte sem contacto que utiliza uma descarga de electrões como fonte de energia para focar um laser como fonte de calor, utilizando um grupo de espelhos reflectores. Esta energia luminosa de alta densidade é utilizada para efetuar a perfuração e o corte de peças de chapa metálica.
Não é necessário ter em conta a dureza do material de corte
Pode processar grandes volumes, formas complexas e peças que são difíceis de maquinar por outros métodos.
No entanto, o custo é elevado e, ao mesmo tempo, a mesa de apoio da peça de trabalho fica danificada e a superfície de corte é fácil de depositar uma película de óxido, que é difícil de manusear.
Geralmente, apenas adequado para o processamento de um único lote ou de pequenos lotes.
Atenção: geralmente utilizado apenas para chapas de aço.
As placas de alumínio e as placas de cobre não são geralmente utilizadas porque a transferência de calor do material é demasiado rápida, provocando a fusão à volta da incisão, o que não garante a precisão e a qualidade do processamento.
O corte a laser A face final tem uma camada de óxido, que não pode ser lavada, e a face final de corte com requisitos especiais deve ser polida;
O corte a laser de furos densos é mais deformado, geralmente não se utiliza o laser para cortar furos densos.
EDM de fio
O corte por fio é um método de processamento em que uma peça de trabalho e um fio (fio de molibdénio, fio de cobre) são utilizados como pólo e mantidos a uma certa distância, formando-se uma centelha quando a tensão é suficientemente elevada e a peça de trabalho é sujeita a gravação electrolítica. O material removido é arrastado pelo fluido de trabalho.
Características: elevada precisão de processamento, mas baixa velocidade de processamento, custo elevado e alteração das propriedades da superfície do material.
Geralmente utilizado para o processamento de moldes, não é utilizado para o processamento de peças de produção.
Alguns orifícios quadrados dos painéis de perfil não têm cantos arredondados que não possam ser fresados e, como as ligas de alumínio não podem ser cortadas a laser, se não houver espaço de perfuração, só podem ser perfuradas por EDM de fio.
A velocidade é muito lenta, a eficiência é muito baixa e não é adequada para a produção em massa. O projeto deve evitar esta situação.
Comparação dos três sistemas de obturação e piercmétodos de trabalho
Quadro 1-4 Comparação de três características comuns de processamento do puncionamento e do corte em branco
Dimensão mínima de transformação (chapa de aço normal laminada a frio)
Fenda mínima 0,2 mm
Furo de perfuração Ø≧t
Furo de perfuração Ø≧t
Círculo mínimo 0,7 mm
Furo quadrado borda pequena W≧t
Furo quadrado borda pequena W≧t
Largura da ranhura longa W≧t
Largura da ranhura longa W≧2t
Distância mínima entre furo e furo, furo e aresta
≧t
≧t
≧1t
De preferência, a distância entre os furos e os furos, os furos e as arestas
≧1.5t
≧1.5t
≧1.5t
Precisão geral de maquinagem
±0,1mm
±0,1mm
±0,1mm
Gama de processamento
2000X1350
2000X1350
Efeito de aparência
Bordo exterior liso, uma camada de escamas na face de corte
Grandes arestas em bruto com rebarbas
uma pequena quantidade de arestas em bruto
Efeito de curva
Forma suave e variável
Grandes rebarbas e formas regulares;
Forma suave e variável
Velocidade de processamento
Cortar rapidamente o círculo exterior
Perfuração rápida de buracos densos
mais rápido
Processamento de texto
Gravura, menos profunda, tamanho ilimitado
Texto côncavo estampado com símbolos mais profundos; o tamanho é limitado pelo molde
Texto côncavo estampado com símbolos mais profundos; o tamanho é limitado pelo molde
Formação
não pode
Côncavo, contra-furo, pequeno alongamento, etc.
Permite obter formas mais complexas
Custo de processamento
Mais alto
Baixa
Baixa
Conceção do processo de perfuração e obturação
Tconceção técnica de o arrangement
Na produção de grandes e médios volumes, o custo do material das peças representa uma grande parte.
A utilização plena e eficaz dos materiais é um indicador económico importante para a produção de chapas metálicas.
Por conseguinte, na condição de os requisitos de conceção não serem afectados, o projetista estrutural deve esforçar-se por adotar o método de disposição sem desperdício ou com menos desperdício.
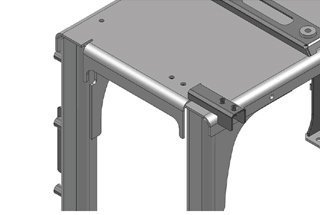
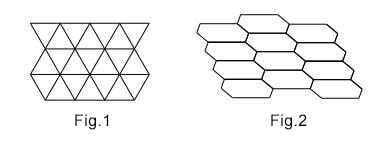
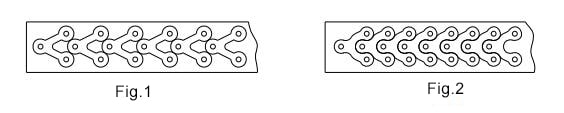
Como se pode ver na Figura 1-7, não existe qualquer disposição de resíduos.
Figura 1-7 Disposição sem resíduos
Algumas peças têm uma forma ligeiramente alterada, o que pode poupar muito material.
Como se pode ver na Figura 1-8, a Figura 2 utiliza menos material do que a Figura 1.
Figura 1-8 Uma conceção ligeiramente modificada da disposição dos materiais
Processabilidade das peças de corte
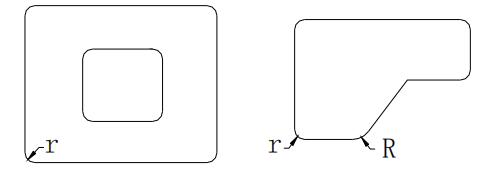
Para que a máquina de perfuração CNC processe o raio exterior, é necessária uma ferramenta externa especial. A fim de reduzir a ferramenta do círculo exterior, o arredondamento de canto padrão deste manual, como mostrado na Figura 1-9, é:
1) Série de arredondamento do ângulo reto de 90 graus, o raio é r2.0, r3.0, r5.0, r10
2) O raio do canto biselado de 135 graus é uniforme para R5.0
Figura 1-9 Arredondamento do canto exterior da peça bruta
A perfuração é preferível para utilizar furos redondos.
Os furos redondos devem ser seleccionados de acordo com a série de furos redondos especificada no manual do molde de chapa metálica.
Isto pode reduzir o número de ferramentas de furos redondos e reduzir o tempo de mudança de lâmina na perfuração CNC.
Devido às limitações de resistência do punção, a abertura não pode ser demasiado pequena. A sua abertura mínima está relacionada com a espessura do material.
O diâmetro mínimo do furo não deve ser inferior ao valor indicado no quadro 1-5 abaixo.
Tabela 1-5 Tamanho mínimo para puncionar com um punção comum
O diâmetro mínimo ou o comprimento mínimo da aresta do punção (t é a espessura do material)
Material
Furo redondo D(D é o diâmetro)
Furo quadrado L(L é o comprimento da borda)
Furo na cintura, furo retangular a(a é o comprimento mínimo da aresta)
Aço de alto e médio carbono
≥1.3t
≥1.2t
≥1t
Aço de baixo carbono e latão
≥1t
≥0.8t
≥0.8t
Alumínio, zinco
≥0.8t
≥0.6t
≥0.6t
Laminado de baquelite em tecido
≥0.4t
≥0.35t
≥0.3t
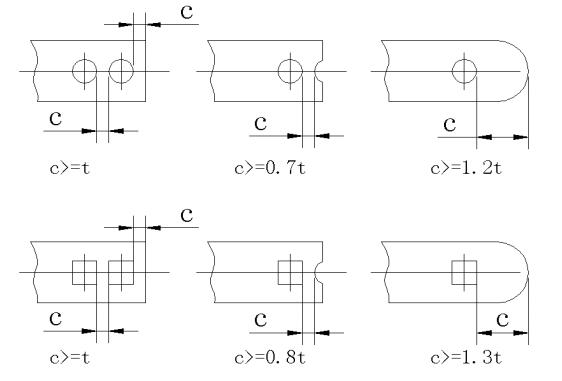
A distância entre os orifícios e entre o orifício e a aresta não deve ser demasiado pequena. O valor é apresentado na Figura 1-10:
Figura 1-10 Distância entre os furos, o furo e a aresta das peças de obturação
A precisão entre o orifício e a forma, o orifício e o orifício processado pelo molde composto é fácil de garantir durante a processo de estampagem do molde.
Além disso, a eficiência de processamento é elevada e o custo de manutenção do molde é conveniente para a manutenção.
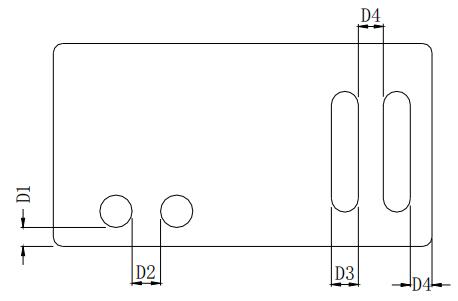
Considerando as razões acima, a distância entre o furo e o furo, se a distância entre o furo e a forma puder atender ao requisito mínimo de espessura de parede do molde composto, o processo é melhor, conforme mostrado na Figura 1-11:
Figura 1-11 Requisitos de rebordos para peças de corte em bruto
Quadro 1-6 Dimensão mínima da aresta do corte da matriz composta
t (<0.8 )
t (0.8~1.59)
t (1.59~3.18)
t (>3.2)
D1
3mm
2t
D2
3mm
2t
D3
1,6 mm
2t
2.5t
D4
1,6 mm
2t
2.5t
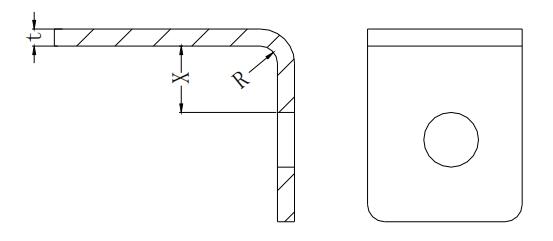
Como mostrado na Figura 1-12, primeiro perfurando e depois dobrando. Para garantir que o furo não é deformado, a distância mínima entre o furo e a flange X≥2t+R
Figura 1-12 Distância mínima entre um furo e um flange
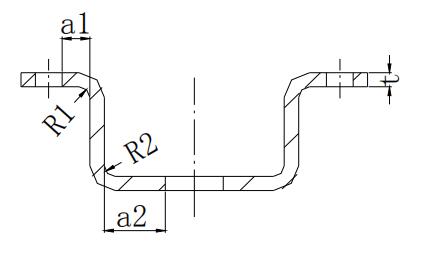
Ao fazer furos nas peças de repuxo profundo, ver Figura 1-13, a fim de garantir a precisão da forma e da posição dos furos e a resistência do molde, a parede do furo e a parede reta das peças devem ser mantidas a uma certa distância, ou seja, as distâncias a1 e a2 devem cumprir os seguintes requisitos:
a1 ≥R1+0,5t
a2≥R2+0,5t
Na fórmula, R1, R2 é o raio do canto e t é a espessura.
Figura 1-13 Puncionamento nas peças de repuxo profundo
Precisão de processamento de peças de corte
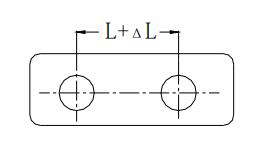
Figura 1-14 Tolerância do distância do centro do orifício das peças de obturação
Nota: Todos os furos devem ser perfurados uma vez quando se utilizam os valores desta tabela.
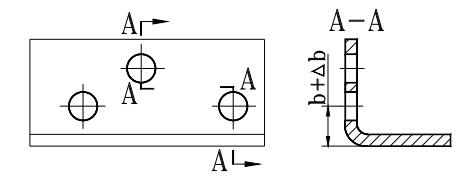
Figura 1-15 Tolerância da distância entre o centro e a aresta do furo
Princípio de seleção da dimensão do desenho da peça de estampagem
1) A referência dimensional do projeto da peça estampada é tão próxima quanto possível da referência de posicionamento fabricada, de modo a evitar o erro de fabrico da dimensão.
2) A referência do tamanho do furo da peça a estampar deve ser selecionada, tanto quanto possível, do início ao fim do processo de estampagem, e não deve estar associada à peça que participa na deformação.
3) Para peças que são dispersas e estampadas em diferentes moldes em várias etapas, a mesma referência de posicionamento deve ser usada tanto quanto possível.
Nota: Esta mesa é adequada para perfuração após o corte.
Corte secundário
O corte secundário é também designado por corte secundário ou corte adicional (processo muito mau, que deve ser evitado aquando da conceção).
O corte secundário é que o estiramento tem uma deformação do material. Quando a deformação por flexão é grande, o corte é aumentado. Primeiro, a formação, depois o corte de orifícios ou contornos para remover o material reservado e obter o tamanho correto da estrutura completa.
Aplicação: quando a saliência tensora está próxima do bordo, deve ser efectuado um corte adicional.
Tomemos como exemplo o contrafuro, como mostra a Figura 1-16.
Figura 1-16 Corte secundário
3. Dobragem de peças de chapa metálica
Pode ler este post para aprender todos os pormenores sobre a dobragem de chapas metálicas.
4. Forma estrutural de porcas e parafusos em peças de chapa metálica
Porca rebitada
As formas mais comuns de porcas rebitadas são: porca auto-rebitadora, porca auto-rebitadora, porca de rebite de ancoragem, porca de rebite de tração e porca de rebite flutuante.
Simpasse entre elfos
A rebitagem por pressão significa que na processo de rebitagemSob a pressão externa, a parte rebitada deforma plasticamente o material de base e é espremida na ranhura pré-fabricada especialmente concebida na estrutura do parafuso e da porca rebitados, realizando assim a ligação fiável das duas partes.
Existem dois tipos de porcas não normalizadas para a rebitagem: uma é uma porca de fixação auto-retrátil e a outra é uma porca auto-retrátil.
A ligação ao substrato é efectuada através de uma forma rebitada.
Estas formas de rebitagem requerem normalmente que a peça rebitada tenha uma dureza superior à dureza do substrato.
O aço normal de baixo carbono, a placa de liga de alumínio e a placa de cobre são adequados para cravar o impasse auto-retrátil.
Para as chapas de aço inoxidável e de aço com elevado teor de carbono, devido ao material duro, é necessária uma coluna especial de porca de rebite de elevada resistência, que não só é dispendiosa, como também é difícil de cravar, e a cravação não é fiável, sendo fácil cair após a cravação.
Para garantir a fiabilidade, os fabricantes têm frequentemente de adicionar soldadura na parte lateral da coluna da porca, o que não é bom para o processo.
Por conseguinte, as peças de chapa metálica com a coluna da porca do rebite e a porca do rebite não são tão inoxidáveis quanto possível.
O mesmo acontece com os parafusos e porcas de rebite, que não são adequados para utilização em chapas de aço inoxidável.
O processo de cravação da coluna da porca de rebite é mostrado na Figura 1-41:
Figura 1-41 Diagrama esquemático do processo de rebitagem
Sapertar os elfos porca de rebite
O processo de engaste do parafuso do rebite é mostrado na Figura 1-42:
Figura 1-42 Diagrama esquemático do processo de rebitagem
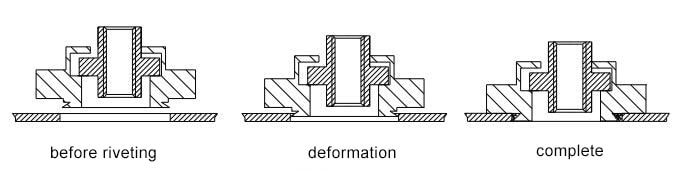
Aporca de rebite nchor
A rebitagem de ancoragem significa que, durante o processo de rebitagem, uma parte do material do parafuso ou da porca rebitada é deformada plasticamente sob a ação de uma força externa, formando-se um ajuste apertado com o material de base, o que permite uma ligação fiável das duas partes.
O ZRS normalmente utilizado é ligado ao substrato por este tipo de rebitagem.
O processo de rebitagem é relativamente simples e a resistência da junta é baixa, sendo normalmente utilizado para limitar a altura do fixador e para suportar um pequeno binário. Como mostra a Figura 1-43:
Figura 1-43 Diagrama esquemático do processo de rebitagem de âncoras
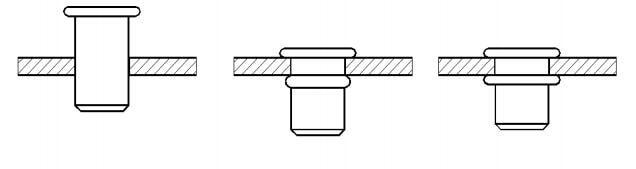
Puxar porca de rebite
A rebitagem por tração significa que o elemento de rebitagem é deformado plasticamente sob a ação de tensão externa durante o processo de rebitagem.
A posição da deformação é normalmente numa peça especialmente concebida e o substrato é fixado pela parte de deformação para obter uma ligação fiável.
As porcas de rebite normalmente utilizadas são ligadas ao substrato por este tipo de rebitagem.
A rebitagem é efectuada com uma pistola de rebites especial, que é frequentemente utilizada em locais onde o espaço de instalação é pequeno e não é possível utilizar ferramentas de rebitagem universais, tais como tubos fechados. Como mostrado na Figura 1-44:
Figura 1-44 Diagrama esquemático do processo de rebitagem por tração
Fporca de rebite de fixação
Algumas das porcas de rebite na estrutura de chapa metálica, porque a estrutura geral do chassis é complexa, o erro de acumulação da estrutura é demasiado grande, pelo que o erro de posição relativa destas porcas de rebite é grande, o que dificulta a montagem de outras peças.
Trata-se de uma boa melhoria após a utilização de uma porca flutuante rebitada na posição da porca de rebite correspondente.
Como mostrado na Figura 1-45: (Nota: deve haver espaço suficiente na posição de rebitagem)
Figura 1-45 Diagrama esquemático do processo de encaixe por pressão da porca de rebite flutuante
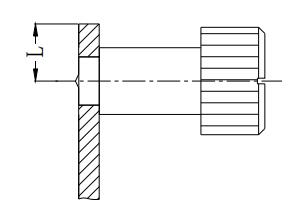
Âncora rporca de ivet ou auto-retrátilporca de rebite para a distância lateral
A porca de rebite de ancoragem ou a porca de rebite auto-rebites são rebitadas juntamente com a chapa, apertando a chapa.
Quando a rebitagem de ancoragem ou a rebitagem auto-rebocável está demasiado próxima do bordo, é fácil deformar esta parte.
Quando não houver nenhum requisito especial, a distância mínima entre a linha de centro do fixador rebitado e a borda da chapa deve ser maior que L, ver Figura 1-46.
Caso contrário, devem ser utilizados grampos especiais para evitar que os bordos da folha sejam deformados pela força.
Figura 1-46 Distância mínima entre a linha central e o bordo da folha
Factores que afectam a qualidade da rebitagem
Existem muitos factores que afectam a qualidade da rebitagem. Em suma, são principalmente os seguintes: desempenho do substrato, tamanho do orifício inferior e método de rebitagem.
1) Propriedades do substrato.
Quando a dureza do substrato é adequada, a qualidade da rebitagem é boa e a força do membro de rebitagem é boa.
2) Tamanho do furo inferior.
O tamanho do furo inferior afecta diretamente a qualidade da rebitagem, se a abertura for grande, então o espaço entre o substrato e o rebite é grande.
Para a rebitagem, não deve haver deformação suficiente para preencher a ranhura na peça de rebitagem, pelo que a força de corte é insuficiente, o que afecta diretamente a resistência ao impulso da porca de rebitagem (prego).
Para o parafuso do rebite, o orifício inferior é demasiado grande e a força de pressão gerada pela deformação plástica durante o processo de rebitagem torna-se pequena, o que afecta diretamente a resistência ao impulso e a resistência à torção do parafuso do rebite (fêmea).
O mesmo acontece com a rebitagem, o orifício inferior é demasiado grande, pelo que a fricção efectiva entre as duas peças após a deformação plástica é reduzida, afectando a qualidade da rebitagem.
O tamanho do orifício inferior é pequeno e, embora a força da rebitagem possa ser aumentada até certo ponto, é provável que a qualidade do aspeto da rebitagem seja fraca.
A força de rebitagem é grande, a instalação é inconveniente e a deformação da placa inferior é facilmente causada, o que afecta a eficiência da produção do trabalho de rebitagem e a qualidade da rebitagem.
3) Método de rebitagem.
Foi introduzido na secção anterior. Os parafusos e porcas de rebitar devem prestar muita atenção às ocasiões no processo de utilização. Situações diferentes e requisitos de força diferentes exigem tipos diferentes.
Se não for utilizado corretamente, reduzirá a gama de forças dos parafusos e porcas rebitados, provocando a falha da ligação.
Seguem-se alguns exemplos para ilustrar a utilização correcta da situação normal.
1) Não instale fixadores rebitados de aço ou aço inoxidável antes de a placa de alumínio ser anodizada ou tratada à superfície.
2) Se houver demasiada rebitagem na mesma linha reta, não há lugar para o material extrudido fluir, o que irá gerar uma grande tensão e dobrar a peça de trabalho numa forma curva.
3) Tente certificar-se de que a superfície da placa é revestida antes de instalar os fixadores rebitados.
4) As porcas M5, M6, M8, M10 são geralmente soldadas. As porcas demasiado grandes requerem geralmente uma elevada resistência. Soldadura por arco pode ser utilizada. Abaixo de M4 (incluindo M4), deve ser utilizada a porca de rebite de ancoragem. Se for galvanizada, pode ser utilizada a porca de rebite com galvanização.
5) Ao rebitar a porca no lado dobrado, para garantir a qualidade da rebitagem da porca rebitada, é necessário prestar atenção a: 1.
A distância entre a borda do furo de rebitagem e o lado da dobra deve ser maior do que a zona de deformação da peça dobrada. 2.
A distância L do centro da porca rebitada até o interior do lado dobrado deve ser maior do que a soma do raio cilíndrico externo da porca rebitada e do raio interno da dobra. Ou seja, L>D/2+r.
Porca de soldadura de projeção
O soldadura por projeção (porca de soldadura por pontos) é muito utilizada na conceção de peças de chapa metálica.
No entanto, em muitos projectos, o tamanho do pré-furo não está de acordo com a norma e não pode ser posicionado com precisão.
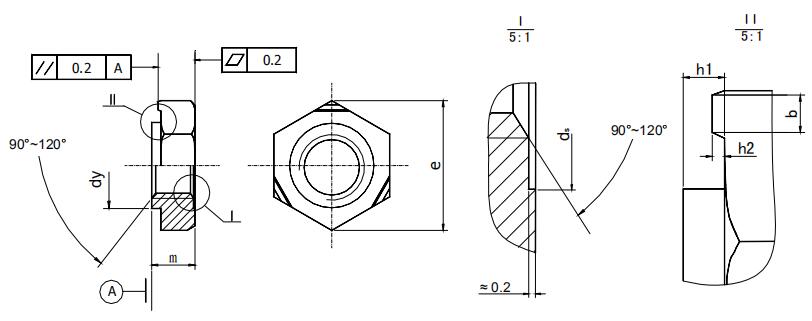
O tipo estrutural e as dimensões são os indicados na Figura 1-47 e na Figura 1-48. Os valores recomendados para o diâmetro do furo D0 e a espessura H antes de soldar a chapa de aço para soldadura são os especificados na Tabela 1-17.
Figura 1-47 Tipo de estrutura da porca sextavada de soldadura
Figura 1-48 Soldadura de porcas hexagonais soldadas e chapas de aço
Tabela 1-17 Dimensões da porca sextavada soldada e espessura da abertura da chapa de aço correspondente (mm)
Tamanho da rosca (D ou D×P)
M4
M5
M6
M8
M10
M12
M16
─
─
─
M8×1
M10×1
M12×1. 5
M16×1. 5
─
─
─
─
(M10×1.25)
(M12×1. 25)
─
e
min
9.83
10.95
12.02
15.38
18.74
20.91
26.51
dy
máximo
5.97
6.96
7.96
10.45
12.45
14.75
18.735
min
5.885
6.87
7.87
10.34
12.34
14.64
18.605
h1
máximo
0.65
0.7
0.75
0.9
1.15
1.4
1.8
min
0.55
0.6
0.6
0.75
0.95
1.2
1.6
h2
máximo
0.35
0.4
0.4
0.5
0.65
0.8
1
min
0.25
0.3
0.3
0.35
0.5
0.6
0.8
m
máximo
3.5
4
5
6.5
8
10
13
min
3.2
3.7
4.7
6.14
7.64
9.64
12.3
D0
máximo
6.075
7.09
8.09
10.61
12.61
14.91
18.93
min
6
7
8
10.5
12.5
14.8
18.8
H
máximo
3
3.5
4
4.5
5
5
6
min
0.75
0.9
0.9
1
1.25
1.5
2
Nota: Não utilizar, tanto quanto possível, as especificações entre parênteses.
Furos e roscas
Tamanho comum da broca de rosca grossa
Diâmetro da rosca M
Espessura t
Diâmetro interior D1
Diâmetro exterior D2
Altura h
Diâmetro de pré-perfuração D0
Raio
M2.5
0.6
2.1
2.8
1.2
1.4
0.3
0.8
2.8
1.44
1.5
0.4
1
2.9
1.8
1.2
0.5
1.2
2.9
1.92
1.3
0.6
M3
1
2.55
3.5
2
1.4
0.5
1.2
3.5
2.16
1.5
0.6
1.5
3.5
2.4
1.7
0.75
M4
1
3.35
4.46
2
2.3
0.5
1.2
4.5
2.16
2.3
0.6
1.5
4.65
2.7
1.8
0.75
2
4.56
3.2
2.4
1
M5
1.2
4.25
5.6
2.4
3
0.6
1.5
5.75
3
2.5
0.75
2
5.75
3.6
2.7
1
2.5
5.75
4
3.1
1.25
A distância mínima entre a batida e o bordo de curvatura
Tabela 1-19 Tabela de comparação de valores H da distância entre o centro de batimento e a aresta de flexão
Espessura/diâmetro da rosca
1
1.2
1.5
2
M3
6.2
6.6
-
-
M4
7.7
8
-
M5
-
7.6
8.4
-
Comparação entre porcas de rebitar, porcas auto-rebites, rebitagem, e flangeamento e rosqueamento de furos
Tabela 1-20 Comparação entre a porca de rebite, a porca auto-rebocável, a rebitagem de tração e a abertura de roscas
Método de ligação / caraterística
Porca do rebite de ancoragem
porca de rebite autoblocante
rebitagem por tração
flangear e roscar
Processabilidade
é bom
bom
bom
média
Requisitos de chapa metálica
Rebites de aço inoxidável, fáceis de cair
A rebitagem de aço inoxidável é muito fraca, utiliza porcas de rebite especiais e necessita de soldadura por pontos
nenhum
Placa fina e cobre, material macio de alumínio fácil de deslizar
Precisão
bom
bom
bom
média
Durabilidade
bom
bom
bom
Cobre e alumínio os materiais macios são pobres, os fios de outros materiais têm 3 a 4 fivelas ou mais
Custo
elevado
elevado
média
baixo
qualidade
bom
bom
bom
média
5. Desenho de chapa metálica
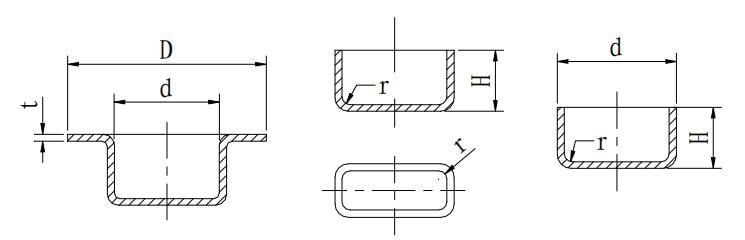
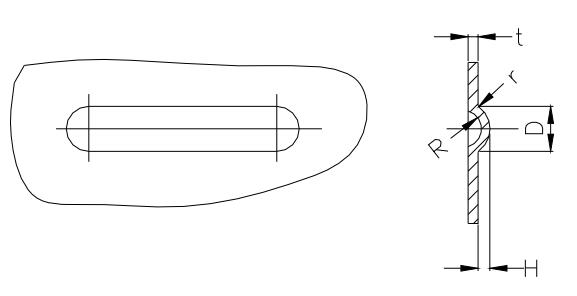
Formas de estiramento comuns e considerações de conceção
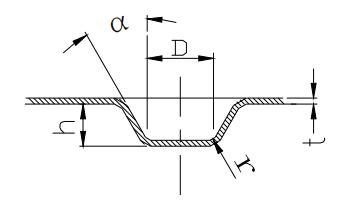
A extensão da chapa metálica é mostrada na Figura 1-50.
Figura 1-50 Projeto de estiramento de chapa metálica
Considerações sobre a estiramento de chapas metálicas:
O raio de filete mínimo entre o fundo e a parede do elemento de tração deve ser superior à espessura da placa, ou seja, r1>t; a fim de tornar o alongamento mais suave, geralmente toma-se r1=(3~5)t, o raio de filete máximo Deve ser inferior a 8 vezes a espessura da placa, ou seja, r1 < 8t.
O raio mínimo do filete entre a flange e a parede do elemento de tração deve ser superior a 2 vezes a espessura da placa, ou seja, r2>2t; a fim de tornar o alongamento mais suave, geralmente toma-se r2=5t, o raio máximo do filete deve ser inferior a 8 vezes a espessura da placa, ou seja, r1 < 8t.
O diâmetro da cavidade interna das peças circulares de tração deve ser D≥d+12t, de modo a que a placa de pressão não seja pressionada quando é esticada.
O raio mínimo do canto entre as paredes adjacentes das peças de tração rectangulares deve ser r3 ≥ 3t. A fim de reduzir o número de alongamentos, tome r3 ≥ 1/5H tanto quanto possível para completar o alongamento.
A resistência à tração das peças muda depois de serem esticadas. Geralmente, o centro do fundo é mantido com a espessura original, o material nos cantos do fundo é afinado, o material no topo perto da flange é engrossado e o material nos cantos arredondados das peças de tração rectangulares torna-se espesso. Ao projetar um produto esticado, é claramente indicado no desenho que as dimensões externas ou as dimensões internas e externas devem ser garantidas, e as dimensões internas e externas não podem ser marcadas ao mesmo tempo.
A espessura do material do elemento de tração considera geralmente a regra de que as espessuras superior e inferior da parede não são iguais no processo de deformação (ou seja, a espessura superior é mais fina).
Quando as peças de tração circulares sem flange são formadas de uma só vez, a relação entre a altura H e o diâmetro d deve ser inferior ou igual a 0,4.
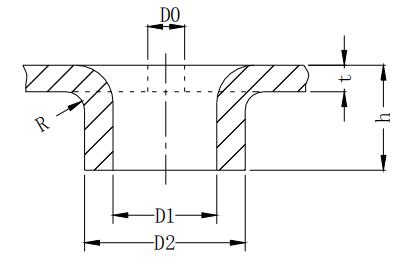
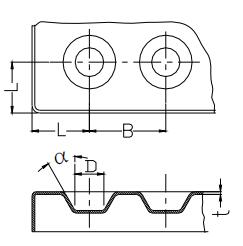
Tamanho do processo convexo
No que respeita à forma e ao tamanho da chapa convexa, são especificados vários tamanhos de série no manual do molde de chapa metálica. Existe um modelo de molde correspondente na biblioteca da Intralink.
O desenho deve ser selecionado de acordo com o tamanho especificado no manual, e o molde da forma na biblioteca é utilizado diretamente.
Figura 1-51 Convexo em chapa metálica
Limitar o tamanho do passo convexo e da margem convexa
Quadro 1-21 Dimensões-limite do passo convexo e da margem convexa
Esquema
L
B
D
6.5
10
6
8.5
13
7.5
10.5
15
9
13
18
11
15
22
13
18
26
16
24
34
20
31
44
26
36
51
30
43
60
35
48
68
40
55
78
45
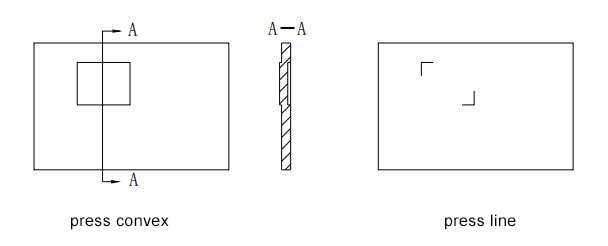
Depressão local e linha de pressão
Como se mostra em 1-52, um relevo de meio corte de 0,3 polegadas numa chapa metálica pode ser utilizado como autocolante para uma etiqueta ou algo semelhante para melhorar a fiabilidade da etiqueta.
Tal côncavo semi-cortante, a deformação é muito menor do que o alongamento normal, mas ainda há uma certa deformação para uma placa de cobertura de grande área e uma placa inferior que não é dobrada ou tem uma pequena altura de flexão.
Método alternativo: Podem ser perfuradas duas linhas em ângulo reto na gama de rotulagem para melhorar a deformação.
No entanto, a fiabilidade da fixação do rótulo é reduzida.
Este método também pode ser utilizado para o processamento, como a codificação do produto, a data de produção, a versão e até o padrão.
Figura 1-52 Linha de afundamento e prensagem
Reforço
A pressão das nervuras nas peças metálicas em forma de placa, ver Figura 1-53, ajuda a aumentar a rigidez estrutural.
Figura 1-53 Estrutura simétrica da costela
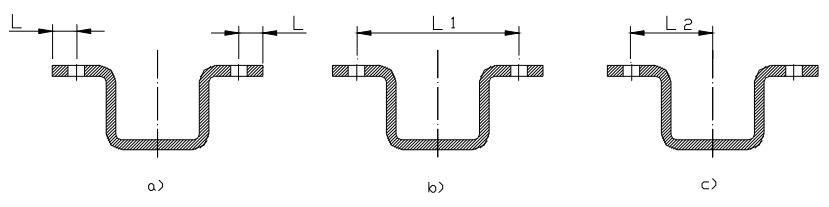
Ao marcar as dimensões relevantes da peça curva, ter em conta a processabilidade
Figura 1-54 Exemplo de etiquetagem de peças curvas
Como mostrado na Figura 1-54,
a) Após a perfuração e a dobragem, a precisão da dimensão L é fácil de garantir e o processamento é conveniente.
b) e c) Se a precisão da dimensão L for elevada, é necessário maquinar o furo após a dobragem. O processamento é muito problemático e é melhor não o utilizar.
6. Outras técnicas de processamento
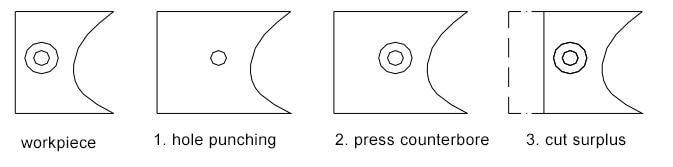
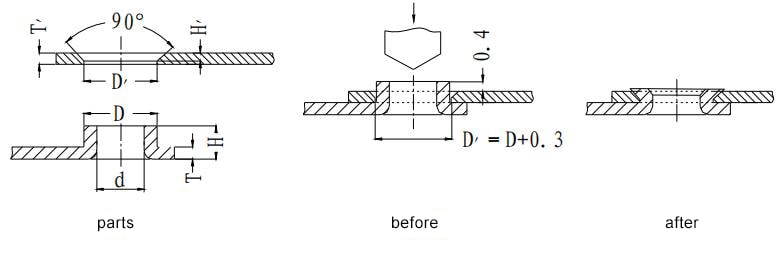
Perfuração rebitagem
O perfuração A rebitagem é um método de rebitagem entre chapas metálicas, utilizado principalmente para a ligação de chapas de aço revestidas ou chapas de aço inoxidável.
Uma das partes é perfurada, e a outra parte é perfurada e algemada para fazer um conetor não destacável.
Vantagens: a flange é combinada com o furo reto e tem a função de posicionamento. A força de rebitagem é elevada, e a eficiência de rebitagem através do molde também é elevada.
A forma específica é a apresentada na Figura 1-55:
Diâmetro interior do furo reto correspondente d e furo de pré-furação d0
d
d0
d
d0
d
d0
d
d0
d
d0
d
d0
1
0.5
1.2
2.4
1.5
3.2
2.4
3.4
2.6
4.2
3.4
2
0.8
2
2.3
0.7
3.1
1.8
3.3
2.1
4.1
2.9
4.3
3.2
3
1
2.4
3.2
1.8
4
2.7
4.2
2.9
5.2
4
4
1.2
2.7
3
1.2
3.8
2.3
4
2.5
5
3.6
5
1.5
3.2
2.8
1
3.6
1.7
3.8
2
4.8
3.2
Nota: Com o princípio geral H=T+T'+(0,3~0,4)
D = D'-0.3;
D-d=0,8T
Quando T≧0,8mm, a espessura da parede do furo flangeado é 0,4T.
Quando T<0,8mm, a espessura da parede da flange é normalmente de 0,3mm. H é normalmente 0,46±0,12
TOX fascinante
No método de rebitagem de chapa metálica, existe também um método de rebitagem que é a rebitagem Tox.
O princípio é que duas pilhas são colocadas juntas, como mostra a Figura 1-56.
Estampagem e desenho utilizando um molde, principalmente utilizado para a ligação de chapas de aço revestidas ou chapas de aço inoxidável.
Tem as vantagens da poupança de energia, da proteção ambiental e da elevada eficiência.
No passado, os chassis da indústria das comunicações utilizavam mais rebitagem, mas o controlo de qualidade da produção em massa era difícil. A sua aplicação tem vindo a diminuir e não é recomendada.
Figura 1-56 Rebitagem Tox
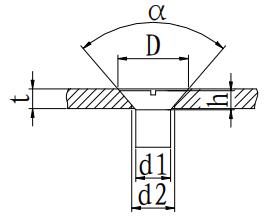
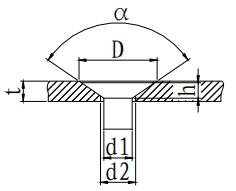
7. Tamanho uniforme da cabeça de escareação
Tamanho do escareador do parafuso
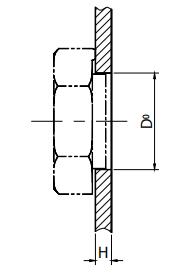
As dimensões estruturais do contrafuro do parafuso são seleccionadas conforme indicado na tabela seguinte.
Para a cabeça escareada do parafuso escareado, se a placa for demasiado fina, é difícil assegurar a via d2 e o escareado D ao mesmo tempo, e a via d2 deve ser preferencialmente garantida.
A cabeça de embeber e a via para parafusos de embeber: (A espessura da chapa selecionada t é de preferência superior a h)
Tabela 1-23 Dimensões do escareador do parafuso
d1
M2
M2.5
M3
M4
M5
d2
Φ2.2
Φ2.8
Φ3.5
Φ4.5
Φ5.5
D
Φ4.0
Φ5.0
Φ6.0
Φ8.0
Φ9.5
h
1.2
1.5
1.65
2.7
2.7
Espessura mínima preferida
1.2
1.5
1.5
2
2
α
90°
Uniformidade da dimensão do escareador do rebite de cabeça escareada
Tabela 1-24 Dimensões dos furos de escareação para rebites de escareação
d1
Φ2
Φ2.5
Φ3
Φ4
Φ5
d2
Φ2.2
Φ2.7
Φ3.3
Φ4.3
Φ5.3
D
Φ4.0
Φ5.0
Φ5.5
Φ7.0
Φ9.0
h
1
1.1
1.2
1.6
2
α
120°
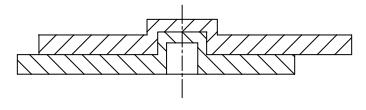
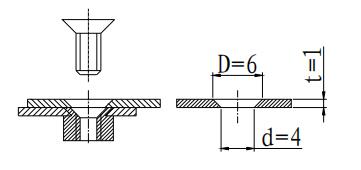
Tratamento especial de placas finas com parafusos de cabeça escareada
A ligação da chapa metálica é completada por parafusos de cabeça escareada M3.
Se a espessura do furo revestido for de 1 mm, é problemático de acordo com o método convencional.
No entanto, na conceção real, é encontrado um grande número de problemas deste tipo.
A porca de rebite é utilizada em baixo e o diâmetro do contrafuro é de 6 mm, o que pode completar eficazmente a ligação, como mostra a figura.
Este tamanho é utilizado num grande número de caixas de inserção.
É importante notar que este tipo de ligação requer que a porca inferior seja uma porca de rebite de ancoragem.
A porca de rebite auto-rebite e a torneira de rosca não podem completar a ligação de aperto.
Figura 1-57 Ligação do parafuso de cabeça escareada
A fim de normalizar estas dimensões, o d/D deve ser o seguinte
Quadro 1-25 Unificação do escareador de chapa fina
Espessura da folha
1
1.2
1.5
M3
4/6
3.6/6.0
3.5/6
M4
-
-
5.8/8.8
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...