Já se interrogou sobre como se criam formas complexas e dobras precisas em chapas metálicas? Este artigo mergulha no fascinante mundo das máquinas de dobragem, revelando o seu papel essencial na dobragem e formação de chapas metálicas. Descubra os princípios fundamentais, os componentes estruturais e as diversas utilizações destas máquinas. Saiba como diferem de outros métodos de dobragem e porque são cruciais tanto na produção de amostras como na produção em massa. Prepare-se para obter uma compreensão mais profunda das técnicas e ferramentas que moldam as peças metálicas que usamos todos os dias.
A máquina de dobragem é usada para dobrar e formar várias folhas de metal, como ferro, aço inoxidável, cobre e alumínio. Também pode ser usada como uma máquina de prensa para completar a formação de matrizes, rebitagem, nivelamento e outros processos.
As peças de trabalho são cortadas e alimentadas por LASER ou NCT, e outros elementos de forma não dobráveis são feitos por maquinação, e depois a dobragem e a formação são feitas utilizando a faca da máquina de dobragem ou a matriz da máquina de dobragem.
Além disso, o desenho de formas convexas e côncavas, a prensagem de almofadas de canto e a prensagem de linhas também são normalmente efectuados em máquinas de dobragem.
Com a utilização do máquina de dobrar A máquina de dobragem pode completar a dobragem de muitos tipos de produtos, mas a sua velocidade de processamento é mais lenta do que a de uma máquina de perfuração.
É adequado para dobrar e formar na produção de amostras e em determinadas produções em massa.
1. Princípio de funcionamento da máquina de dobrar
As matrizes superior e inferior são fixadas nas mesas de trabalho superior e inferior da máquina de dobragem, respetivamente. O movimento relativo das mesas de trabalho é acionado por transmissão hidráulica, combinado com a forma das matrizes superior e inferior, para conseguir dobrar e formar a chapa metálica.
2. Estrutura da máquina de dobrar
A máquina de dobrar é composta por quatro partes: 1. Parte mecânica 2. Parte eléctrica 3. Parte hidráulica 4. Parte de controlo elétrico NC.
3. Dois tipos de movimento para a máquina de dobrar
(1) Movimento superior: A mesa de trabalho inferior não se move e a pressão é aplicada pelo cursor superior descendente.
(2) Movimento inferior: A máquina superior é fixa e a pressão é aplicada pela mesa de trabalho inferior ascendente.
4. Princípios básicos da sequência de dobragem
Dobragem do interior para o exterior.
Dobrar de pequeno a grande.
Dobrar primeiro as formas especiais e depois as formas gerais.
O processo anterior não afecta nem interfere com o processo posterior.
5. Utilizações da máquina de dobrar
Desenho de formas convexas e côncavas, prensagem de cantoneiras, formação de roscas auto-roscantes, prensagem de linhas, impressão, rebitagem, rebitagem de carris condutores electrostáticos, prensagem de símbolos de ligação à terra, perfuração, rebitagem, aplanamento e reforço de triângulos.
6. Conhecimento básico das matrizes superior e inferior da máquina de dobrar
1. Cunho superior:
Também conhecida como faca dobrável.
A classificação das matrizes superiores das máquinas de dobrar e dos tipos de ferramentas existentes é apresentada na figura seguinte:
O molde superior da máquina de dobrar é dividido em tipos integrais e segmentados.
O molde superior integral tem dois tamanhos: 835 mm e 415 mm.
O molde superior segmentado divide-se em tipo A e tipo B.
O comprimento dos segmentos do tipo A inclui 10 mm, 15 mm, 20 mm, 40 mm, 50 mm, 100 mm (corno direito), 100 mm (corno esquerdo), 200 mm e 300 mm.
O comprimento dos segmentos do tipo B inclui 10 mm, 15 mm, 20 mm, 40 mm, 50 mm, 100 mm (corno direito), 100 mm (corno esquerdo), 165 mm e 300 mm.
A figura seguinte mostra o molde de dobragem 107# com segmentos do tipo A.
A matriz inferior da máquina de dobrar divide-se em dois tipos: integral e segmentada.
A matriz inferior integral é dividida em tipos L e S (L: 835mm, S: 415mm), enquanto a matriz inferior segmentada é dividida em tamanhos 10, 15, 20, 40, 50, 100, 200 e 400.
O cunho inferior é classificado em V simples e V duplo com base na ranhura em V.
A ranhura em V é normalmente designada por "valor da largura da ranhura + V". Por exemplo, quando a largura da ranhura em V é de 5 mm, a ranhura em V é designada por "5V".
A largura da ranhura em V da matriz inferior utilizada na máquina de dobragem é geralmente 5 vezes a espessura do material (5T).
Se for utilizado 5T-1V, o coeficiente de flexão deve ser aumentado em conformidade. Se for utilizado 5T+1V, o coeficiente de flexão deve ser reduzido em conformidade.
7. Gabarito traseiro da máquina de dobrar
1) Calibre normal do dorso:
O alinhamento da superfície é utilizado para o alinhamento da face final da peça de trabalho e para o posicionamento do lado esquerdo-direito.
O alinhamento de pontos é utilizado para o alinhamento de dois pontos ou multipontos da peça de trabalho e também pode ser utilizado para o alinhamento de um ponto (com instalações auxiliares).
2) Calibre longo de ponta dupla para as costas:
Utilizado para a dobragem de alinhamento de peças de pequena largura. Mesmo que os gabaritos traseiros normais sejam unidos, ainda há um espaço de 70 mm entre os gabaritos dianteiro e traseiro.
Este calibre traseiro pode reduzir a folga para 10 mm: evitando o alinhamento das rebarbas.
Tem a mesma função que um calibre de costas de ponto único, mas o seu âmbito de aplicação é principalmente para peças de trabalho de alinhamento de pequena largura: a base tem ambas as funções de calibre de costas.
3) Calibre curto de ponta dupla para o dorso:
A função básica é a mesma que a do calibre longo de ponta dupla, mas é adequada para uma gama diferente de peças de trabalho.
Pode ser utilizado para o alinhamento de peças de trabalho mais curtas e é adequado para peças de trabalho de corte de material NCT para evitar pontos de rebarba e garantir a precisão da dobragem.
4) Gabarito traseiro alargado:
Utilização da caraterística alargada para alinhamento indireto de peças pequenas ou de tamanho negativo.
Este calibre traseiro é longo e pode ser prolongado para fora da máquina em 59,5 para obter um tamanho de alinhamento de -59,5.
Pode ser utilizado para algumas curvas pequenas com elevada dificuldade de alinhamento e para o posicionamento da esquerda para a direita de peças de trabalho.
Devido ao facto de ser mais comprido do que o calibre de costas normal, pode ser utilizado como posicionamento esquerdo-direito de peças de trabalho quando o calibre de costas normal é utilizado para alinhamento.
5) Calçar o calibre traseiro:
Utilizado para o alinhamento de dobragem de pequenas dimensões. Geralmente, o alinhamento da dobragem de pequenas dimensões requer um calço para evitar que a matriz superior danifique o calibre posterior, mas quando se adiciona um calço, este tem tendência a deslocar-se e a afetar o funcionamento seguro.
A parte saliente deste gabarito traseiro serve de calço.
Utilização: Instalar com a parte saliente virada para baixo; apoiar o alinhamento da peça de trabalho para grandes dimensões ou alinhamento inverso.
Quando se dobram peças de trabalho de grandes dimensões, geralmente duas pessoas têm de entrar na máquina e agarrar o alinhamento da peça de trabalho, o que é extremamente inseguro e o tamanho é instável.
Este gabarito traseiro pode suportar o alinhamento da peça de trabalho e pode ser operado por uma pessoa.
A sua base é equivalente à de um calibre de dorso normal, pelo que tem a função de um calibre de dorso normal.
6) Gabarito traseiro de ponto único:
Utilizado para o alinhamento do lado comprido de produtos com vários pontos de rebarba, geralmente para corte de material NCT ou produtos de corte de arestas com pontos de rebarba nas arestas.
Este calibre traseiro pode evitar ou passar através de pontos de rebarba para melhorar a precisão da dobragem. Também é utilizado para o posicionamento esquerdo-direito de peças de trabalho.
Uma vez que o seu plano de base é o mesmo que o da bitola normal, esta bitola pode ser misturada com a bitola normal em ambos os lados.
A sua parte saliente pode ser utilizada para o posicionamento esquerdo-direito de peças de trabalho, conseguindo um desvio preciso entre a peça de trabalho e o molde. A base tem a função de um calibrador de costas normal.
7) Gabarito de alinhamento do ponto interior do material:
Uma vez que a ponta saliente deste gabarito posterior se estende para outro plano a partir do gabarito posterior, pode ser utilizado para o alinhamento de pequenos orifícios quadrados no interior da peça de trabalho.
8)Material de alinhamento da superfície interna do medidor traseiro:
Como tem uma estrutura saliente no topo, o plano saliente está nivelado com o plano da base e a largura é apenas 1/3 da base.
Pode ser utilizado para o alinhamento de fendas estreitas com uma largura inferior à largura normal do calibre posterior.
Quando a parte saliente é fixada para baixo, pode ser utilizada para o alinhamento direto da dobragem interior do material.
A sua melhor gama de adaptação é a largura de dobragem interior superior a 20 mm mas inferior a 150 mm, e também pode ser utilizada para o alinhamento de pequenas superfícies com arestas exteriores irregulares.
Nota: O tamanho geral do seu calibre traseiro é 60*9mm.
Durante a dobragem, o posicionamento é firmemente encostado ao gabarito do dorso (paralelo ao gabarito do dorso).
Se a superfície de posicionamento da peça de trabalho for inclinada, deve projetar dispositivos de posicionamento com base no tamanho da peça de trabalho (a estabilidade do posicionamento).
Geralmente, quando L≦10mm, é necessário considerar a utilização de dispositivos de posicionamento (normalmente concebidos como moldes fáceis) para ajudar no posicionamento, a menos que se trate de uma peça de trabalho particularmente pequena.
Naturalmente, a estabilidade do posicionamento de uma peça de trabalho com um posicionamento de 10 mm também é fraca. Ver a figura seguinte:
8. Técnicas de processamento e precauções para camas dobráveis
1)Faixa de processamento de flexão:
A distância do linha de dobragem até ao bordo deve ser superior a metade da ranhura em V.
Por exemplo, quando se utiliza uma matriz inferior de 4V para um material de 1,0 mm, a distância mínima é de 2 mm.
A tabela abaixo mostra os bordos de flexão mínimos para diferentes espessuras de materiais.
Nota: Se a dimensão interior do material de dobragem for inferior à dimensão mínima da aresta de dobragem na tabela acima, a cama dobrável não pode ser processada de forma normal.
Neste caso, a aresta de dobragem pode ser alongada para o tamanho mínimo da aresta de dobragem e a aresta pode ser aparada após a dobragem, ou pode ser considerado o processamento do molde.
2) Quando a cama dobrável está a dobrar, deve ser efectuado um processamento adequado devido ao pequeno tamanho da borda do orifício para a linha de dobragem:
(1) Processamento LASER é efectuada na linha de corte correspondente da linha de dobragem.
(2) O tratamento NCT é efectuado na linha de prensagem correspondente da linha de dobragem (este método é prioritário).
(3) Alargar o furo até à linha de dobragem (este método deve ser confirmado com o cliente).
Nota: Quando a distância entre o orifício próximo da linha de dobragem e a linha de dobragem for inferior à distância mínima indicada na tabela, ocorrerá deformação após a dobragem.
Quando o bojo convexo está na direção oposta à direção de dobragem e achatamento inverso, e a distância da linha de dobragem é L ≤ 2,5t, o achatamento deforma o bojo convexo.
Método de processamento: antes do aplanamento, é colocado um dispositivo de fixação sob a peça de trabalho e a espessura do dispositivo de fixação é ligeiramente superior ou igual à altura da protuberância convexa. De seguida, utiliza-se uma matriz de aplanamento para aplanar.
4)Quando o furo de perfuração está demasiado próximo da linha de dobragem (≦3T+R), deve ser processado com uma linha de prensagem ou de corte na linha de dobragem para evitar a deformação do furo de punção durante a dobragem.
5)Peça de trabalho electrodepositada:
A dobragem de peças galvanizadas deve ter em atenção as marcas de pressão e o descolamento do revestimento (deve ser especialmente indicado no desenho de engenharia).
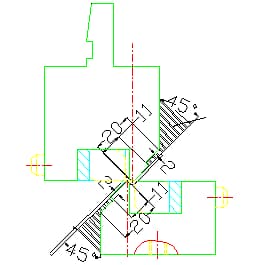
6)Offset
A gama de processamento da interferência causada pelos desvios pode ser vista na figura.
A gama de maquinação de interferência com desvio de secção pode ser vista no diagrama.
Com base no ângulo de formação, pode ser dividido em desvio do bordo reto e desvio do bordo oblíquo, e o método de processamento depende da altura do desvio.
Para o desvio da aresta reta: quando a altura do desvio "h" é inferior a 3,5 vezes a espessura do material, é utilizado o molde de desvio ou a moldagem fácil.
Quando é superior a 3,5 vezes a espessura do material, é utilizada a dobragem normal com um avanço e um recuo.
Para o desvio da aresta oblíqua: quando o comprimento da aresta oblíqua "l" é inferior a 3,5 vezes a espessura do material, é utilizado o molde de desvio ou a moldagem fácil.
Quando é superior a 3,5 vezes a espessura do material, é utilizada a dobragem normal com um avanço e um recuo.
7)Guia eletrostática de rebitagem
O espaçamento entre as calhas de guia electrostáticas rebitadas na máquina de dobrar é de 25,15 mm e podem ser rebitados 15 pontos de uma só vez (cada punção rebitada pode ser removida, pelo que pode ser efectuada uma rebitagem simples e espaçada).
Quando a distância entre a borda do trilho de guia eletrostático e a linha de dobra L≧1+V/2mm (onde V é a largura da ranhura V do molde inferior da máquina de dobrar), o trilho de guia eletrostático pode ser rebitado antes de dobrar. Se for inferior a 1+V/2mm, a calha de guia eletrostática deve ser rebitada após a dobragem.
Para material de 1,2 mm, pode ser dobrado com uma ranhura de 5 V, como mostra o diagrama.
Nota: A largura da calha de guia eletrostática é de 7,12 mm, modelo: 700-02776-01.
8)Materiais finos e altamente elásticos
Quando os ângulos de dobragem são extremamente importantes para materiais finos e altamente elásticos, recomenda-se a utilização de tratamento de linha de pressão na linha de dobragem, ou a adição de orifícios de processo ou reforços na linha de dobragem para evitar o retorno elástico e erros dimensionais após a dobragem.
Se utilizar moldagem fácil, a quantidade de dorso da mola devem ser considerados aquando da conceção do molde fácil.
Ao prensar moldes convexos, se for necessária uma elevada precisão para a altura da peça convexa, recomenda-se que se considere a utilização de um método de contrapressão para garantir a sua precisão.
10)Reforço do triângulo de prensagem da máquina de dobragem
Especificações do molde para o triângulo de reforço:
1. Simultaneamente com a ferramenta de dobragem, ou seja, a dobragem e o reforço triangular são processados ao mesmo tempo.
2. Pressionar o reforço triangular depois de dobrar a peça de trabalho.
Nota: O número de reforços triangulares formados depende do número de moldes.
A partir da tabela acima, pode ver-se que atualmente o número máximo de reforços triangulares que podem ser formados para a mesma especificação é quatro. Se o número for superior a este, é necessário resolver o problema através de consulta ao pessoal competente.
Não se esqueçam, partilhar é cuidar! : )
Partilhar
Facebook
Twitter
LinkedIn
Reddit
VK
Correio eletrónico
Imprimir
Autor
Shane
Fundador do MachineMFG
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a diferença entre as escalas de dureza Rockwell e Brinell? Neste artigo, vamos mergulhar no mundo dos testes de dureza de materiais, explorando as principais distinções entre...
Já pensou nos heróis desconhecidos que mantêm as nossas máquinas unidas? Neste artigo, vamos explorar o fascinante mundo das ligações mecânicas, desde o humilde rebite até à poderosa solda....
Já alguma vez se interrogou sobre o significado dos números nas chapas metálicas? Neste artigo, vamos mergulhar no mundo do calibre da chapa metálica e desmistificar este aspeto essencial da metalomecânica....
Já alguma vez se perguntou como garantir o sucesso de um projeto de estampagem de metal? Nesta publicação do blogue, vamos analisar os factores críticos que podem ser decisivos para o sucesso ou fracasso do seu processo de estampagem....
A escolha entre uma prensa dobradeira eléctrica e hidráulica pode ter um impacto significativo na eficiência e nos custos da sua empresa. As prensas dobradeiras eléctricas oferecem poupanças de energia superiores, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Curioso sobre as capacidades do corte a laser? Neste guia completo, vamos mergulhar no mundo das velocidades e espessuras de corte a laser para vários metais. O nosso engenheiro mecânico especialista irá...
Já alguma vez se interrogou sobre o mundo oculto das curlinas em Z? Neste artigo cativante, o nosso engenheiro mecânico especialista guiá-lo-á através dos meandros do cálculo do peso das curvas em Z. Descubra como...
Já alguma vez se interrogou sobre o mundo oculto das vigas de aço H? Neste artigo cativante, vamos desvendar os mistérios por detrás destes componentes de construção essenciais. O nosso perito em engenharia mecânica guiá-lo-á...
Já alguma vez se interrogou sobre o peso das placas de aço com padrões que vê todos os dias? Nesta publicação do blogue, vamos mergulhar no fascinante mundo das placas de aço axadrezadas....
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Já se interrogou sobre como selecionar a viga em I perfeita para o seu projeto de construção ou fabrico? Nesta publicação do blogue, o nosso engenheiro mecânico especialista irá guiá-lo através do processo...
Já se interrogou sobre qual o melhor cabo: cobre ou alumínio? Este artigo faz uma comparação detalhada dos cabos de cobre e alumínio, destacando as suas vantagens e desvantagens. Desde a resistividade...