Como é que uma folha de metal plana se transforma em formas e estruturas complexas? Esta publicação do blogue analisa os intrincados processos de conformação de chapas metálicas, incluindo o corte parcial, o desenho de pontes e a extrusão de orifícios. Descubra os métodos e ferramentas utilizados para criar componentes metálicos precisos e funcionais. No final, compreenderá as técnicas críticas subjacentes aos produtos metálicos do dia a dia e às suas aplicações.
Aplicar uma certa pressão numa direção perpendicular à superfície do material para fazer com que o material flua na direção da força, resultando num efeito de formação.
2. Funções:
Posicionamento, por exemplo, para soldadura com meio-corte.
Rebitagem, por exemplo, para rebitagem de carris condutores de eletricidade estática.
3. Métodos de transformação:
NCT: utilização de combinações de ferramentas normais (meio-corte descendente) ou de ferramentas especialmente desenvolvidas para o processamento.
Pré-processamento: o meio-corte especial pode ser utilizado para obter a prensagem de placas e a realização fácil de matrizes (quando o tamanho do lote não é grande).
4. Precauções:
A altura do meio-corte é melhor não exceder 0,6T.
Secção 2: Desenho da ponte
1. Função:
Utilizado para posicionamento pela superfície superior, por vezes com uma marca de punção.
Utilizado para limitar pelo bordo lateral.
Utilizado para passar o fio de ligação através do orifício.
Secção 4: Extrusão de orifícios e gravação em relevo
1. Descrição da estrutura:
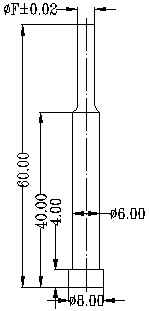
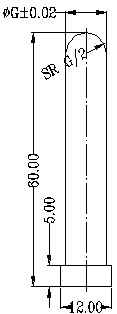
A extrusão e gravação de orifícios é um processo de perfuração vertical de um orifício com um determinado diâmetro interior, diâmetro exterior e altura numa chapa metálica. É utilizado principalmente para rebitagem, passagem através de orifícios, rosqueamento e outros fins.
Existem dois tipos de perfuração: puncionamento geral e puncionamento de formas especiais.
O diagrama de formação é apresentado abaixo:
2. Métodos de transformação:
A perfuração geral utiliza um molde partilhado para o processamento, enquanto a perfuração de formas especiais requer a conceção de um molde específico.
3. Métodos de processamento de moldes:
(1) Os moldes partilhados para perfuração geral são apresentados no quadro seguinte:
Utilizado em conjunto com o suporte de punção (1).
O diâmetro exterior máximo é de Φ8,00.
"Válvula "F
1.0~6.0
Dimensão intergrupos
0.5
Quantidade (peças de grau X/grau).
10X2=20
Matriz inferior para furo de perfuração(2)
Número do dado
Molde partilhado 011
Descrição:
Utilizado em conjunto com o suporte de punção (1).
O diâmetro exterior máximo é de Φ8,00.
"Valor "F
1.0~6.0
Dimensão intergrupos
1.0
Quantidade (peças de grau X/grau).
6X1=6
Matriz inferior para furo de perfuração(3)
Número do dado
Molde partilhado 012
Descrição:
Utilizado em conjunto com o suporte de punção (2) quando o valor G é 8,0 e 10,0.
O diâmetro exterior máximo é de Φ12,00.
"Valor "G
8.0~12.0
Dimensão intergrupos
2.0
Quantidade (peças de grau X/grau).
9+5+3=17
Matriz inferior para furo de perfuração(4)
Número do dado
Molde partilhado 013
Descrição:
Utilizado em conjunto com o suporte de punção (2) quando o valor G é 8,0 e 10,0.
O diâmetro exterior máximo é de Φ12,00.
"Valor "G
8.0~12.0
Dimensão intergrupos
2.0
Quantidade (peças de grau X/grau).
3X1=3
Suporte de punção(1)
Número do dado
Molde partilhado 002
Descrição:
Utilizado em conjunto com a matriz inferior para efetuar furos.
O diâmetro exterior de fixação é de Φ12.00.
"Valor "B
3.0~6.0
Dimensão intergrupos
1.0
Quantidade (peças de grau X/grau).
4X5=20
Suporte de punção(2)
Número do dado
Molde partilhado 003
Descrição:
Utilizado em conjunto com a matriz inferior para efetuar furos.
O diâmetro exterior de fixação é de Φ12.00.
"Valor "C
8.0~10.0
Dimensão intergrupos
2.0
Quantidade (peças de grau X/grau).
2X1=2
4. Tabela de parâmetros para perfuração de furos de marcação
Sistema métrico:
Furo de marcação de rosca Modelo
Diâmetro da rosca
Diâmetro interno do furo de perfuração
Requisitos para o diâmetro interno do furo de perfuração
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Sistema Imperial:
Furo de marcação de rosca Modelo
Diâmetro da rosca
Diâmetro interno do furo de perfuração
Requisitos para o diâmetro interno do furo de perfuração
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Nota:
1. Utilizar a torneira de corte.
2. A altura do furo de perfuração não deve ser inferior a 3 vezes o passo.
3. Quando a espessura do material é inferior a 0,5 mm, a espessura da parede do furo de perfuração é a mesma que a espessura do material. Quando a espessura do material está entre 0,5 mm e 0,8 mm, a espessura da parede do furo de perfuração é 0,7 vezes a espessura do material. Quando a espessura do material é maior ou igual a 0,8 mm, a espessura da parede do furo de perfuração é 0,65 vezes a espessura do material.
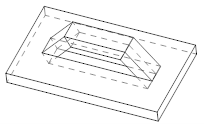
Secção 5: Calço
O calço é um método de moldagem comum com forma e função fixas. O tamanho da forma tem pouco efeito na sua função, e o seu método de conformação baseia-se principalmente em moldes partilhados.
Agora vamos apresentar a função e o método de formação do calço:
I. Estrutura e função da calça:
Tipos básicos:
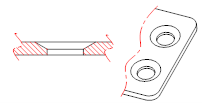
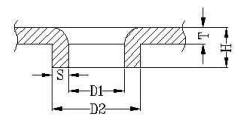
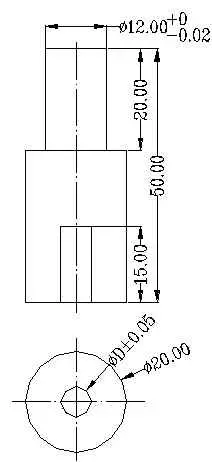
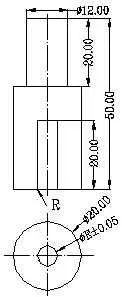
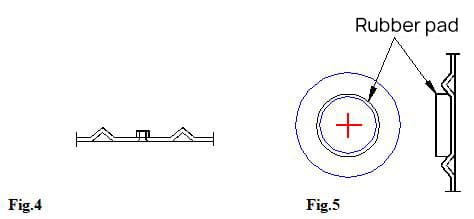
Existem geralmente dois tipos básicos de calços (Figura 1) (Figura 2), e a estrutura do calço é mostrada na Figura 3. Existem também várias formas com saliências de forma hemisférica.
Análise da função:
É uma forma de perfuração circular e a sua principal função é utilizar a sua forma de perfuração para suportar o chassis ou fixar a placa-mãe, para evitar que a parte inferior contacte completamente com o chão, de modo a que a sua altura seja consistente.
Se for um calço de chassis, a forma é geralmente semelhante à da Figura 4; se for um calço de placa-mãe, a forma é semelhante à da Figura 5.
Geralmente tem marcas de perfuração na parte superior porque o calço do chassis serve principalmente como uma função de suporte e geralmente tem uma almofada de borracha presa por baixo, e a Figura 5 geralmente só tem quatro.
No entanto, o calço da placa-mãe não serve apenas como função de suporte, mas também como função de fixação, pelo que tem marcas de perfuração na parte superior.
Note-se que a altura da marca de perfuração é inferior à altura do calço e que o número corresponde à placa-mãe.
Devido à forma fixa dos calços, o seu tamanho tem pouco efeito na sua função, desde que a altura e a posição central sejam asseguradas. Por conseguinte, foram concebidas várias especificações de moldes partilhados.
No caso de tamanhos semelhantes (±1mm), pode ser utilizada uma especificação semelhante de molde partilhado. Para formas com maiores diferenças e sem especificações semelhantes de moldes partilhados, o método de conceção de um molde de placa de pressão pode ser utilizado para a moldagem.
Os moldes de calço para a produção de amostras dividem-se geralmente em moldes de placa de pressão e moldes partilhados.
Os moldes de placa de pressão têm uma velocidade de formação rápida e podem formar vários calços de uma só vez, mas não são flexíveis e só podem ser utilizados para formar uma peça de trabalho específica.
Os moldes partilhados utilizam as características comuns dos calços e podem ser utilizados repetidamente para formar calços com as mesmas especificações, reduzindo os custos de produção.
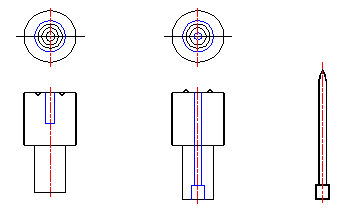
Molde de placa de pressão (pré-processamento)
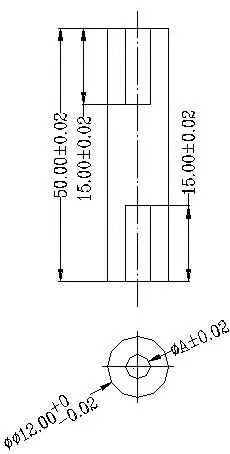
Abaixo está um exemplo de um calço (NKB83001A) e note-se que o material para um bloco circular pode ser obtido diretamente a partir do material residual do bloco circular anterior.
O diagrama de empilhamento dos módulos é apresentado na Figura 9.
O método de conceção que utiliza um molde de máquina de dobrar aumenta a altura de formação em 0,2 para ter em conta o ressalto, e é adicionado um orifício de posicionamento ao centro do molde superior.
Um punção de posicionamento é concebido para ser colocado no orifício de posicionamento e é marcado um ponto central para posicionar o calço, que corresponde ao punção de posicionamento.
O diagrama esquemático do molde é apresentado a seguir (Figura 11).
Fig.11
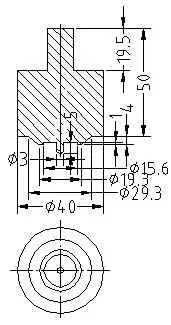
Atualmente, existem quatro tipos de especificações de moldes partilhados para calços (ver Quadro 1).
Existem quatro conjuntos de moldes, com os primeiros três tipos a formar a forma indicada na Figura 2 e o quarto conjunto a formar a forma indicada na Figura 1, como indicado no Quadro 2.
Os punções do molde superior e inferior são fixados aos acessórios do molde superior e inferior, e os acessórios são fixados às ranhuras superior e inferior.
Processamento de ferramentas NCT
Ver tabela de ferramentas NCT.
III. Apêndice.
Quadro 1: Especificações comuns de moldes partilhados
Número de série
Unidade de utilização
Valor correspondente
Observações
Diâmetro exterior (D1).
Diâmetro interior (D).
Altura (H)
1
Máquina de dobrar
28
20
2.0
2
32
25
1.8
3
26.5
12.5
2.8
4
12.5
6.5
1.0
1
NCT
26.72
13.28
2.5
T=1.0
Tabela 2: Formas e especificações dos moldes partilhados
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Quer reduzir os custos e aumentar os lucros no processamento de chapas metálicas? No mercado competitivo de hoje, o cálculo exato dos custos é crucial para a sobrevivência. Este artigo explora dois modelos-chave - produto...
Imagine transformar o design e o fabrico de peças de chapa metálica de um processo complicado e propenso a erros numa operação eficiente e sem falhas. Este artigo analisa o poderoso papel da tecnologia CAD/CAM...
Imagine transformar uma folha de metal plana numa peça complexa e tridimensional com precisão e eficiência. A arte e a ciência do fabrico de chapas metálicas envolvem uma série de processos meticulosos,...
Como é que se garante que as peças de chapa metálica permanecem firmemente ligadas sem soldadura ou parafusos? Este artigo explora o processo de rebitagem, uma técnica crítica no fabrico de metal. Aprenderá sobre...
E se pudesse dominar uma competência que combina criatividade e precisão? O fabrico de chapa metálica é essencial em indústrias que vão desde a automóvel à aeroespacial. Este guia para principiantes mergulha no...
Já alguma vez pensou na importância do endireitamento no fabrico de chapas metálicas? Este processo crucial garante a exatidão e a qualidade do produto final. Neste artigo, vamos explorar a...
Este artigo explora o fascinante mundo do fabrico de chapas metálicas, abrangendo o aço inoxidável, o alumínio e muito mais. Aprenderá como estes materiais são escolhidos e porque são essenciais para tudo, desde...
Já alguma vez se interrogou sobre a forma como as peças de chapa metálica são unidas para criar estruturas complexas? Nesta publicação do blogue, vamos explorar o fascinante mundo das técnicas de união de chapas metálicas. Como...
Como garantir a fiabilidade das ligações de chapa metálica nos seus projectos? É essencial compreender os vários métodos de ligações roscadas e rebitagem. Este artigo analisa os princípios...